 Zum Inhalt springen
Zum Inhalt springen 
Entdecken Sie fortschrittliche PolyJet 3D-Drucklösungen
Entdecken Sie den präzisen und vielseitigen PolyJet-3D-Druck bei Zetarmold, der sich perfekt für komplizierte Designs und Prototypen eignet. Verbessern Sie Ihr Projekt noch heute!
Ressourcen für den vollständigen Leitfaden zum PolyJet 3D-Druck
Was ist PolyJet 3D-Druck?
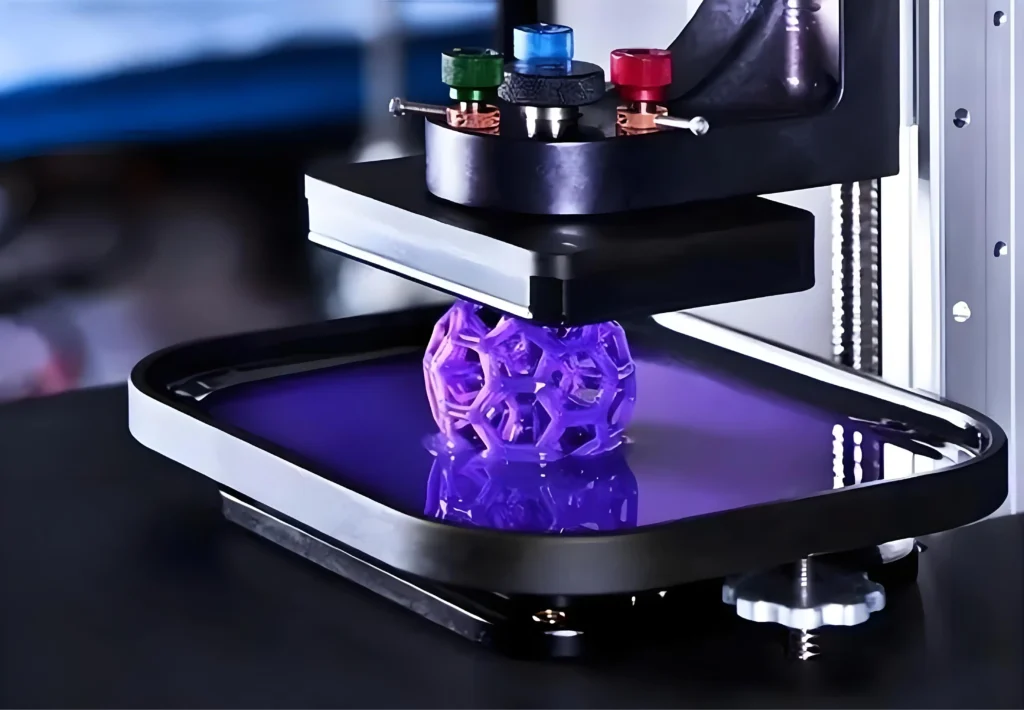
PolyJet ist eine industrielle 3D-Drucktechnologie, die für ihre Fähigkeit bekannt ist, Teile mit außergewöhnlich hoher Auflösung, glatten Oberflächen und komplizierten Details herzustellen. Sie ist ein leistungsfähiges Werkzeug für die Erstellung realistischer Prototypen, komplexer anatomischer Modelle und präziser Fertigungshilfsmittel, die das Aussehen, die Haptik und die Funktion des Endprodukts genau imitieren.
Im Kern ist PolyJet ein Materialstrahlverfahren. Dabei werden Mikrotröpfchen aus flüssigem Photopolymerharz auf eine Bauplattform aufgebracht und sofort mit ultraviolettem (UV) Licht ausgehärtet. Dieser schichtweise Ansatz in Verbindung mit der einzigartigen Fähigkeit, mehrere Materialien gleichzeitig zu spritzen, hebt das Verfahren von allen anderen additiven Fertigungsmethoden ab. Diese Technologie ist die erste Wahl, wenn ästhetische Genauigkeit, feine Merkmale und Multimaterialeigenschaften die wichtigsten Anforderungen sind.

1. Das Grundprinzip (Material-Jetting-Technologie):
Um PolyJet zu verstehen, stellen Sie sich einen hochmodernen 2D-Tintenstrahldrucker vor, der jedoch keine Tinte auf Papier spritzt, sondern flüssigen Kunststoff auf eine Bauplatte, aus der ein dreidimensionales Objekt entsteht.
① Materialablagerung: Piezoelektrische Druckköpfe, ähnlich denen in Desktop-Druckern, strahlen selektiv Pikoliter-große Tröpfchen von Photopolymerharz aus.
② UV-Härtung: Unmittelbar nach der Beschichtung härten zwei leistungsstarke UV-Lampen, die neben den Druckköpfen fahren, das Material aus und verfestigen es.
③ Schicht für Schicht aufgebaut: Die Bauplattform senkt sich um den Bruchteil eines Millimeters (in der Regel 16-32 Mikrometer), und der Prozess wiederholt sich, wobei das Teil eine ultradünne Schicht nach der anderen aufgebaut wird.
2. Die wichtigsten Merkmale auf einen Blick:
Die PolyJet-Technologie zeichnet sich durch eine einzigartige Kombination von Eigenschaften aus, die sie für bestimmte Anwendungen unverzichtbar machen:
① Außergewöhnliche Auflösung: Erzielt einige der feinsten Schichthöhen in der 3D-Druckindustrie (bis zu 16 µm), was zu einer außergewöhnlich glatten Oberfläche ohne sichtbare Stufen oder Schichtlinien führt.
② Multi-Material-Fähigkeiten: Der größte Vorteil von PolyJet ist die Möglichkeit, mit mehreren Materialien in einem einzigen Arbeitsgang zu drucken. Dies ermöglicht die Herstellung von Teilen mit unterschiedlicher Härte, Farbe und Transparenz.
③ Vollfarbiger Druck: Die fortschrittlichen PolyJet-Systeme können über 500.000 verschiedene Farben drucken, einschließlich Farbverläufen und Texturen, und sind Pantone®-validiert, was eine unvergleichliche Farbgenauigkeit für realistische Prototypen gewährleistet.
④ Hohe Präzision: Die Technologie bietet eine hervorragende Maßgenauigkeit und ist damit ideal für Form- und Passformprüfungen, Vorrichtungen und komplexe Baugruppen.
Wie funktioniert das? Der Schritt-für-Schritt-Prozess
Stufe 1: Vorverarbeitung und Vorbereitung der digitalen Datei:
Die Reise beginnt mit einem digitalen 3D-Modell, das in einer CAD-Software (Computer-Aided Design) erstellt wird.
① CAD-Datei in druckfertiges Format:
Das ursprüngliche 3D-Modell wird in der Regel in einem Standardformat für den 3D-Druck exportiert, z. B. STL, OBJ oder das fortschrittlichere 3MF. Während STL das gängigste Format ist, werden Formate wie 3MF und VRML für Multimaterial- und Vollfarbdrucke bevorzugt, da sie die erforderlichen Farb- und Materialzuweisungsdaten in einer einzigen Datei enthalten können.
② Slicing und Job Setup:
Die Datei wird dann in eine spezielle Slicing-Software importiert, wie z. B. Stratasys GrabCAD Print™. In dieser Software führt der Benutzer mehrere wichtige Aufgaben aus:
- Orientierung: Das Teil wird auf dem virtuellen Bautablett ausgerichtet, um die Druckzeit, die Oberflächenqualität und die Minimierung der Stützstruktur zu optimieren.
- Materialzuweisung: Bei Multimaterialdrucken werden bestimmten Schalen oder Körpern des CAD-Modells unterschiedliche Materialien zugewiesen. Benutzer können aus einer breiten Palette von Basisharzen wählen oder "digitale Materialien" durch Kombination von Eigenschaften erstellen.
- Auswahl der Oberfläche: Der Benutzer wählt zwischen einer "matten" oder "glänzenden" Oberfläche. Die Software erzeugt automatisch die erforderlichen Stützstrukturen auf der Grundlage dieser Wahl und der Geometrie des Teils.
- Schneiden: Die Software zerlegt das digitale Modell in Hunderte oder Tausende von horizontalen Schichten und erstellt eine detaillierte Anweisungsdatei für den 3D-Drucker.

Stufe 2: Der Druckprozess - ein mikroskopischer Blick:
Sobald der Auftrag an die Druckerei gesendet wurde, beginnt der automatisierte physische Herstellungsprozess.
① Druckkopf-Jetting-Mechanismus:
Der Schlitten des PolyJet-Druckers, der mehrere piezoelektrische Druckköpfe enthält, bewegt sich über die Bauplattform. Jeder Druckkopf enthält Hunderte von winzigen Düsen. Durch eine elektrische Ladung verformt sich das piezoelektrische Material im Druckkopf und stößt einen präzisen, pikolitergroßen Tropfen Photopolymerharz aus einer bestimmten Düse aus.
② Gleichzeitige Hinterlegung von Material und Unterstützung:
Während der Bewegung des Schlittens strahlen die Druckköpfe sowohl das Modellmaterial als auch ein separates, gelartiges Trägermaterial aus.
- Modell Material: Formt das eigentliche Teil. Für Multimaterialdrucke strahlen verschiedene Köpfe unterschiedliche Harze aus, die sogar in der Luft gemischt werden können, bevor sie auf der Bauplatte landen und digitale Materialien bilden.
- Trägermaterial: Ein spezielles Material (z. B. SUP705™ oder das wasserlösliche SUP706B™) wird aufgespritzt, um Hohlräume zu füllen, Überstände zu stützen und das Teil zu umschließen. Dies gewährleistet geometrische Stabilität und Genauigkeit während der Herstellung.
③ Sofortige UV-Härtung:
Direkt hinter den Druckköpfen befinden sich leistungsstarke UV-Lampen. Sobald eine Schicht flüssigen Harzes aufgetragen ist, wird sie vom UV-Licht überstrahlt und eine photochemische Reaktion, die Photopolymerisation, ausgelöst. Dadurch verfestigen sich die Tröpfchen sofort und verbinden sich mit der darunter liegenden Schicht. Dieser "fliegende" Aushärtungsprozess gewährleistet, dass die Teile während der Fertigung vollständig ausgehärtet und stabil sind.
④ Verlauf der Z-Achse:
Nachdem jede Schicht aufgespritzt und ausgehärtet ist, senkt sich die Bauplattform mit äußerster Präzision (z. B. um 16 Mikrometer). Der Schlitten beginnt dann mit dem nächsten Durchlauf und trägt die nächste Schicht auf. Dieser Zyklus wiederholt sich, bis das Teil fertig ist.

Stufe 3: Nachbearbeitung und Fertigstellung der Teile:
Sobald der Druckvorgang abgeschlossen ist, wird das mit Stützmaterial ummantelte Teil von der Bauplattform entfernt und in die Endphase überführt. Dies wird im Detail in den folgenden Abschnitten behandelt Nachbearbeitungsoptionen Abschnitt.
Vergleich mit anderen 3D-Drucktechnologien
Die Wahl der richtigen 3D-Drucktechnologie hängt ganz von den Anforderungen der jeweiligen Anwendung ab. Hier erfahren Sie, wie PolyJet im Vergleich zu anderen führenden Technologien abschneidet.
1. PolyJet vs. Stereolithographie (SLA):
SLA und PolyJet werden oft miteinander verglichen, da sie beide Photopolymerharze verwenden und Teile mit hoher Detailgenauigkeit herstellen.
① Gemeinsamkeiten: Beide erzeugen Teile mit hervorragender Oberflächengüte und feinen Details. Beide sind ideal für visuelle Prototypen, bei denen die Ästhetik im Vordergrund steht.
② Hauptunterschiede:
- Prozess: Bei PolyJet wird das Material Schicht für Schicht aufgespritzt, während bei SLA ein UV-Laser oder Projektor verwendet wird, um das Harz in einem großen Behälter auszuhärten.
- Multi-Material: PolyJet zeichnet sich durch echten Multimaterial- und Mehrfarbendruck innerhalb eines einzigen Teils aus. Standard-SLA ist auf ein einziges Material pro Bauteil beschränkt.
- Unterstützung bei der Entfernung: Die gelartigen oder wasserlöslichen PolyJet-Träger lassen sich im Allgemeinen viel einfacher und schneller entfernen als die SLA-Gitterträger, die manuell abgeschnitten und abgeschliffen werden müssen.
- Die Genauigkeit: Beide sind hochpräzise, aber das PolyJet-Jetting-Verfahren bietet etwas mehr Kontrolle über die Eigenschaften der digitalen Materialien.

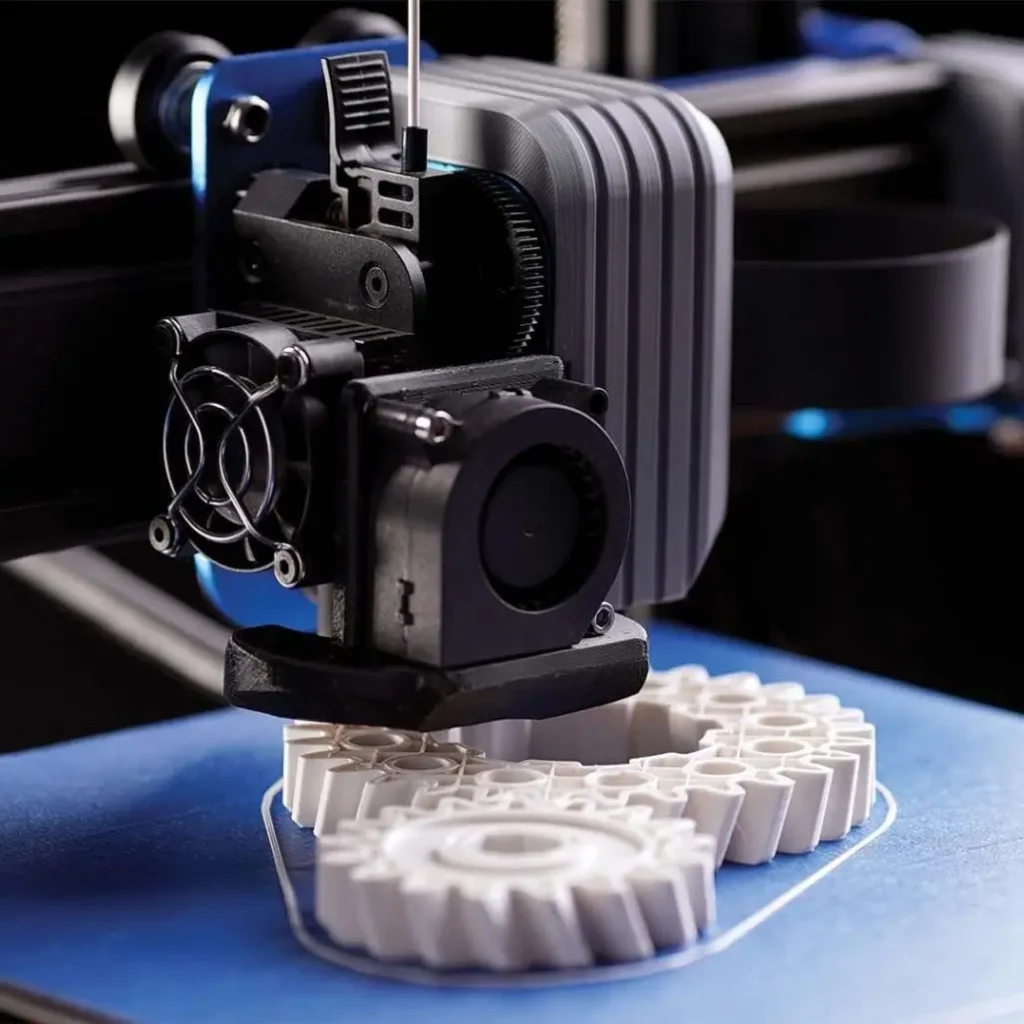
2. PolyJet vs. Fused Deposition Modeling (FDM):
FDM ist eine der am weitesten verbreiteten 3D-Drucktechnologien, die für ihre starken thermoplastischen Materialien bekannt ist. Wichtige Unterscheidungsmerkmale:
① Auflösung und Oberflächengüte: PolyJet ist weitaus besser. FDM-Teile haben sichtbare Schichtlinien und eine viel rauere Oberfläche, während PolyJet-Teile sich glatt anfühlen und der Spritzgussqualität ähneln.
② Material: PolyJet verwendet duroplastische Fotopolymere, während FDM technische Thermoplaste verwendet (z. B. ABS, PC, ULTEM™). FDM-Teile sind im Allgemeinen stabiler, haltbarer und haben eine bessere Wärmebeständigkeit.
③ Detail und Komplexität: Mit PolyJet lassen sich weitaus kompliziertere und filigranere Merkmale herstellen als mit FDM.
④ Farbe und Multi-Material: FDM hat nur sehr begrenzte Mehrfarben-/Materialien-Fähigkeiten (typischerweise Doppelextrusion), während dies eine der Hauptstärken von PolyJet ist.
3. PolyJet vs. Selektives Laser-Sintern (SLS):
SLS ist ein Pulverbettschmelzverfahren, das für die Herstellung robuster, funktioneller Nylonteile bekannt ist. Grundlegende Gegensätze:
① Material: PolyJet verwendet flüssige Harze; SLS verwendet pulverförmige Polymere (in der Regel Nylon).
② Unterstützende Strukturen: SLS ist selbsttragend, da das ungesinterte Pulver in der Baukammer das Teil trägt. PolyJet erfordert spezielle Stützstrukturen, die entfernt werden müssen.
③ Anwendungsschwerpunkt: PolyJet ist für naturgetreue, realistische Prototypen geeignet. SLS eignet sich für langlebige, funktionale Prototypen und Endverbrauchsteile, die gute mechanische Eigenschaften erfordern.
④ Oberflächenbeschaffenheit und Farbe: PolyJet-Teile sind glatt und können vollfarbig sein. SLS-Teile haben eine charakteristische körnige Oberfläche und sind in der Regel weiß oder grau (sie können jedoch nach dem Prozess eingefärbt werden).

Zusammenfassende Vergleichstabelle:
| Merkmal | PolyJet | SLA | FDM | SLS |
|---|---|---|---|---|
| Technologie | Materialstrahlverfahren | Kübel-Photopolymerisation | Material-Extrusion | Pulverbett Fusion |
| Materialien | Photopolymer-Harze | Photopolymer-Harze | Thermoplastische Kunststoffe | Thermoplastische Pulver |
| Auflösung | Sehr hoch (16-32 µm) | Sehr hoch (25-100 µm) | Niedrig bis mittel (100-400 µm) | Mittel (100-120 µm) |
| Oberfläche | Ausgezeichnet, sehr glatt | Ausgezeichnet, glatt | Schöne, sichtbare Schichten | Gut, leicht körnig |
| Multi-Material | Ja, umfangreich | Nein (normalerweise) | Begrenzt (Doppelextrusion) | Nein |
| Vollfarbe | Ja, Pantone validiert | Nein (monochromatisch) | Sehr begrenzt | Nein (kann eingefärbt werden) |
| Mechanische Festigkeit | Mäßig | Mäßig bis niedrig | Hoch (technischer Grad) | Sehr hoch (Nylon) |
| Am besten für | Realistische Prototypen | Detaillierte Prototypen, Gussformen | Funktionsteile, Vorrichtungen | Funktionelle Teile, Komplexe Geo |
| Entfernen der Stütze | Einfach (WaterJet/löslich) | Mittel (manuelles Clipping) | Leicht bis hart (abbrechbar/löslich) | Nicht erforderlich |
Was sind die wichtigsten Vorteile des PolyJet-Drucks?
Das einzigartige Verfahren von PolyJet bietet eine Reihe von Vorteilen, die neue Möglichkeiten in der Produktentwicklung und -herstellung eröffnen.
1. Unübertroffener Realismus und Oberflächengüte:
PolyJet erzeugt die glatteste Oberfläche aller wichtigen 3D-Drucktechnologien. Die ultrafeinen Schichten (dünner als ein menschliches Haar) eliminieren den bei anderen Verfahren üblichen Treppeneffekt. Dies macht PolyJet-Teile ideal für:
① Marketing- und Vertriebsmodelle, die wie das Endprodukt aussehen und sich anfühlen.
② Windkanaltests, bei denen die Glätte der Oberfläche entscheidend ist.
③ Ergonomische Studien, bei denen der Tastsinn wichtig ist.
2. Multi-Material- und Multi-Color-Fähigkeiten:
Dies ist die entscheidende Stärke von PolyJet. Die Möglichkeit, verschiedene Materialien in einem einzigen Druckauftrag zu kombinieren, ist ein entscheidender Vorteil.
① Digitale Werkstoffe: Entwicklung kundenspezifischer Eigenschaften:
PolyJet-Drucker drucken nicht nur mit Basisharzen, sondern kombinieren sie auf der Tröpfchenebene, um "digitale Materialien" zu schaffen. Dies ermöglicht eine präzise Steuerung der mechanischen Eigenschaften. Ein Beispiel:
- Shore A-Härte: Durch Mischen eines starren Materials (wie Vero™) und eines flexiblen Materials (wie Agilus30™) lässt sich ein komplettes Spektrum von Shore-A-Werten erzeugen, das Gummi oder Silikon unterschiedlicher Härte perfekt simuliert.
- Simulation des Umspritzens: Ein einzelnes Teil kann mit einem starren Kern und einer weichen, gummiartigen Außenseite gedruckt werden, was das Overmolding-Verfahren, das bei der Herstellung von Elektrowerkzeugen, Telefongehäusen und Küchenutensilien verwendet wird, perfekt nachahmt.
② Vollfarbiger Realismus mit Pantone-Validierung:
Moderne Systeme wie die J-Serie von Stratasys können Cyan, Magenta, Gelb, Schwarz, Weiß und klare Basisharze kombinieren, um über 500.000 verifizierbare Farben zu produzieren. Dies beinhaltet:
- Farbverläufe: Fließende Übergänge zwischen den Farben.
- Textur-Mapping: Aufbringen digitaler Texturen (wie Holzmaserung oder Kohlefaser) direkt auf die Oberfläche des Teils.
- Pantone®-Validierung: Die Möglichkeit, bestimmte Pantone-Farben abzustimmen, sorgt für Markenkonsistenz und macht das Rätselraten bei der Erstellung farbkritischer Prototypen überflüssig.
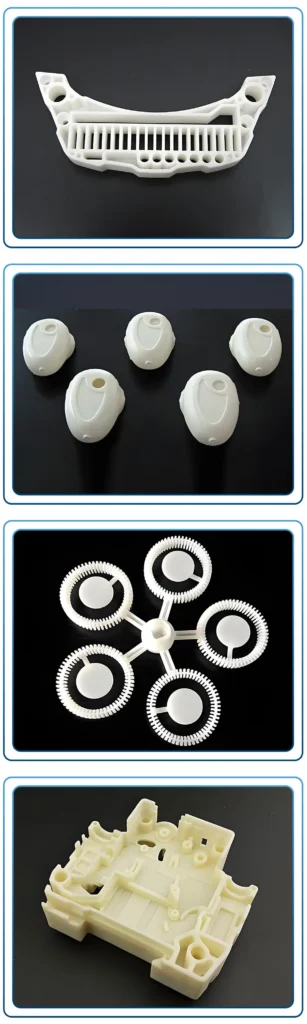
3. Außergewöhnliche Präzision und feine Details:
Die Kombination aus hoher Auflösung und einem präzisen Spritzverfahren ermöglicht es PolyJet, unglaublich feine Details zu reproduzieren, wie z. B.:
① Eingravierter oder geprägter Text.
② Komplexe Texturen und Muster.
③ Dünne Wände und scharfe Kanten.
④ Winzige, komplizierte Bauteile für medizinische Geräte oder Elektronik.
4. Geschwindigkeit für High-Mix, Low-Volume-Produktion:
Während ein einzelnes großes Teil auf anderen Maschinen schneller gedruckt werden kann, zeichnet sich der PolyJet durch seine Effizienz aus, wenn er eine mit mehreren unterschiedlichen Teilen gefüllte Bauplatte druckt. Da der Druckkopf über die gesamte Schale fährt, unabhängig davon, was gedruckt wird, erhöht sich die Druckzeit nicht wesentlich, wenn die Schale mit vielen kleinen, komplexen oder aus mehreren Materialien bestehenden Teilen gefüllt ist.
5. Materialvielfalt in einem einzigen Druck:
Die Möglichkeit, unterschiedliche Materialeigenschaften in einem Arbeitsgang zu kombinieren, ist ein leistungsstarkes Werkzeug für das funktionale Prototyping. Ein einziger Druck kann enthalten:
① Starr Abschnitte für strukturelle Integrität.
② Flexibel Abschnitte für Dichtungen, Dichtungen oder lebende Scharniere.
③ Transparent Schnitte für Linsen, Lichtleiter oder Flüssigkeitsanalysen.
Was sind die Grenzen des PolyJet-Drucks?
PolyJet ist zwar leistungsstark, aber nicht die Lösung für jede Anwendung. Der Schlüssel zu einer erfolgreichen Implementierung ist das Erkennen seiner Grenzen.
1. Mechanische Eigenschaften und Dauerhaftigkeit:
PolyJet-Teile werden aus Fotopolymeren auf Acrylbasis (Duroplaste) hergestellt. Sie können zwar mit digitalen Materialien wie Digital ABS Plus™ widerstandsfähiger gemacht werden, besitzen aber im Allgemeinen nicht die gleiche Festigkeit, Zähigkeit oder Temperaturbeständigkeit wie Teile, die aus technischen Thermoplasten (wie Nylon oder PC) mittels FDM oder SLS hergestellt werden. Sie können spröde sein und eignen sich in der Regel nicht für hoch beanspruchte, langfristige Funktionsanwendungen.
2. UV-Empfindlichkeit und Materialstabilität:
Als Photopolymere sind PolyJet-Teile von Natur aus empfindlich gegenüber ultraviolettem (UV) Licht. Bei längerer Sonneneinstrahlung können die Teile vergilben, spröde werden und ihre vorgesehenen Eigenschaften verlieren. Klarlacke können dies zwar abmildern, sind aber am besten für den Innenbereich geeignet. Materialien können im Laufe der Zeit auch ein gewisses "Kriechen" (Verformung unter konstanter Belastung) aufweisen.
3. Höhere Materialkosten:
Die in PolyJet-Systemen verwendeten proprietären Photopolymerharze sind pro Kilogramm deutlich teurer als FDM-Filamente oder SLS-Pulver. Auch das großzügig verwendete Trägermaterial trägt zu den Gesamtkosten eines Drucks bei. Dies macht die Technologie weniger kosteneffizient für einfache Massenmodelle oder große, sperrige Teile, bei denen es nicht auf Details ankommt.
4. Erfordernis von Stützkonstruktionen:
Nahezu jedes PolyJet-Teil erfordert Trägermaterial, das in einem Nachbearbeitungsschritt entfernt werden muss. Obwohl der Entfernungsprozess relativ einfach ist (insbesondere bei löslichen Trägermaterialien), erhöht er dennoch den Zeit-, Arbeits- und Kostenaufwand für den gesamten Arbeitsablauf.

Welche Materialien werden beim PolyJet 3D-Druck verwendet?
Die umfangreiche Materialbibliothek ist der Schlüssel zur Vielseitigkeit von PolyJet. Die Materialien werden im Allgemeinen nach ihrer Haupteigenschaft kategorisiert.
1. Die Vero™-Familie (Rigid Opaque):
Dies ist das Arbeitspferd unter den PolyJet-Materialien, das für seine hervorragende Detailgenauigkeit, Stärke und Stabilität bekannt ist.
- VeroWhitePlus™, VeroBlackPlus™, VeroGray™, VeroBlue™: Standardfarben für die allgemeine Modellierung.
- VeroVivid™ Farben: Die Basen Cyan, Magenta und Gelb für den Vollfarbdruck.
- VeroClear™: Ein transparentes Material zur Simulation von PMMA (Acryl) oder Glas. Kann für hohe Klarheit poliert werden.
- VeroFlex™: Ein einzigartiges Material, das sowohl Flexibilität als auch Haltbarkeit bietet und sich ideal für die Herstellung von Brillenprototypen eignet.
2. Die Agilus30™ Familie (flexibel, gummiartig):
Diese Materialfamilie simuliert Gummi mit unterschiedlichen Graden der Reißfestigkeit und Bruchdehnung.
- Agilus30™ Klar, Schwarz und Weiß: Für das Prototyping von Dichtungen, Dichtungen, Scharnieren und Soft-Touch-Oberflächen. Kann mit Vero-Materialien kombiniert werden, um eine breite Palette von Shore-A-Härtewerten zu erzielen.
3. Digitale Materialien (On-the-Fly-Verbundwerkstoffe):
Diese sind keine Basisharze, sondern werden vom Drucker durch Mischen von zwei oder drei Basisharzen in bestimmten Konzentrationen hergestellt.
- Digital ABS Plus™: Entstanden durch die Kombination von Rigur™ und einem anderen Material, das eine verbesserte Zähigkeit und Hitzebeständigkeit (bis zu 90 °C) bietet und den Standard-ABS-Kunststoff simuliert. Ideal für Funktionsprototypen, Formen und Fertigungswerkzeuge.
- Simuliertes Polypropylen (Endur™ & Durus™): Materialien, die die Flexibilität und Haltbarkeit von Polypropylen bieten und sich hervorragend für Teile mit Schnappverschlüssen und lebenden Scharnieren eignen.
- Variable Shore A-Härte: Durch die Kombination von Vero und Agilus30 können Hunderte von flexiblen Zwischenzuständen in einem einzigen Teil erreicht werden.
4. Spezialisierte Materialien:
- Biokompatibel (MED610™): Ein klares Material mit Zertifizierungen für Körperkontakt (z. B. ISO 10993), das sich für chirurgische Führungen, zahnmedizinische Löffel und Prototypen medizinischer Geräte eignet, die mit Haut oder Schleimhäuten in Berührung kommen.
- Hohe Temperatur (RGD525™): Bietet eine höhere Wärmeformbeständigkeit (HDT) und eignet sich daher für statische Funktionstests oder Teile, die heißer Luft oder Wasser ausgesetzt sind, wie z. B. Armaturen- oder Rohrprototypen.

Hochpräzise PolyJet-3D-Druckdienste
Entdecken Sie den professionellen PolyJet 3D-Druckservice für ultrafeine Details, glatte Oberflächen und Multi-Material-Fähigkeiten.
Ressourcen für den vollständigen Leitfaden zum PolyJet 3D-Druck
Was sind die wichtigsten Anwendungen des PolyJet-Drucks?
Die einzigartigen Vorteile von PolyJet lassen sich in einer Vielzahl von hochwirksamen Anwendungen in verschiedenen Branchen einsetzen.
1. Prototyping und Produktentwicklung:
Dies ist der Hauptanwendungsbereich für PolyJet.
① Visuelle High-Fidelity-Prototypen:
Mit PolyJet können Designer und Ingenieure Modelle erstellen, die vom Endprodukt praktisch nicht zu unterscheiden sind. Diese sind von unschätzbarem Wert für:
- Frühzeitige Entwurfsprüfungen und Feedback von Interessengruppen.
- Marketingfotografie und Fokusgruppen für Verbraucher.
- Sicherstellung der Finanzierung oder Projektgenehmigung mit einem greifbaren, realistischen Modell.
② Form-, Passform- und Gefühlstest:
Die hohe Genauigkeit und die Multimaterialfähigkeit der Technologie ermöglichen eine echte Funktionsbewertung:
- Form: Überprüfung, ob die Form und Ästhetik eines Teils der Designabsicht entspricht.
- Passen: Prüfung von Baugruppen durch Drucken mehrerer Komponenten, die perfekt zusammenpassen.
- Fühlen: Verwendung von umspritzten gummiähnlichen Materialien zur Prüfung der Ergonomie von Griffen und Handgriffen.
2. Medizin und Gesundheitswesen:
PolyJet verändert die Medizin durch die Bereitstellung von patientenspezifischen Werkzeugen und Modellen.
① Chirurgische Planungsmodelle:
Chirurgen können ein 3D-Modell des Organs oder der Knochenstruktur eines Patienten (abgeleitet von CT- oder MRT-Scans) mit einer Kombination aus starren, flexiblen und farbigen Materialien drucken. Dies ermöglicht es ihnen,:
- Üben Sie komplexe Verfahren, bevor Sie den Operationssaal betreten.
- Erklären Sie den Patienten den Eingriff anhand eines anschaulichen, physischen Modells.
- Verkürzung der Operationszeit und Verbesserung der Patientenergebnisse.
② Prototyping von medizinischen Geräten:
Mit biokompatiblen Materialien können Unternehmen schnell Prototypen von Geräten wie Hörgeräten, chirurgischen Instrumenten und Verabreichungssystemen herstellen, die sowohl Festigkeit als auch Flexibilität erfordern.
3. Konsumgüter und Elektronik:
PolyJet hilft, den Designzyklus für Verbraucherprodukte zu beschleunigen. Zu den Anwendungen gehören das Prototyping von Mobiltelefongehäusen, Küchengeräten, tragbaren Technologien und Verpackungen mit realistischen Farben, Texturen und umspritzten Funktionen.
4. Lehren, Vorrichtungen und Fertigungshilfsmittel:
PolyJet ist zwar nicht so haltbar wie FDM- oder SLS-Teile, eignet sich aber hervorragend für die Herstellung hochpräziser, kundenspezifischer Vorrichtungen für Montage- oder Qualitätskontrolllinien. Seine glatte Oberfläche sorgt dafür, dass empfindliche Komponenten nicht zerkratzt oder beschädigt werden.
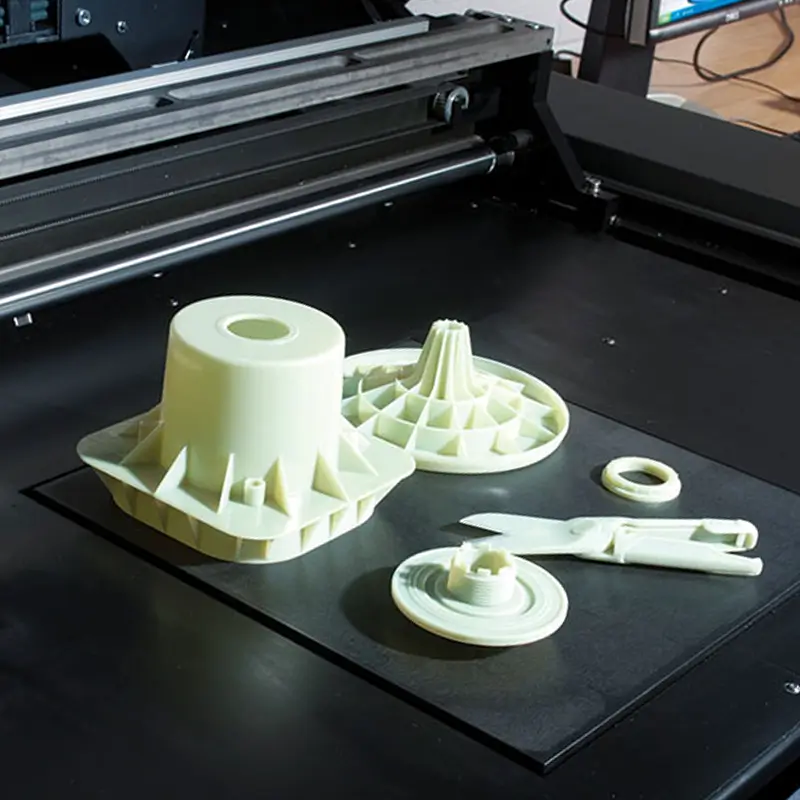
PolyJet-Druck für den Formenbau
Eine sehr fortschrittliche Anwendung von PolyJet ist die Herstellung von Spritzgusswerkzeugen, ein Verfahren, das als Rapid Tooling bekannt ist.
1. Was ist Rapid Tooling mit PolyJet?
Beim Rapid Tooling werden ein Formhohlraum und ein Kern in 3D gedruckt, die dann in einer Standard-Spritzgießmaschine verwendet werden, um eine kleine Charge von Teilen (in der Regel 10-100 Stück) aus dem endgültigen Produktionskunststoff herzustellen.
2. Der Prozess wird erklärt:
① Formenbau und Druck: Die Form wird in CAD mit Standardmerkmalen wie Anschnitten, Angusskanälen und Auswerferstiftpositionen entworfen. Anschließend wird sie mit einem hochfesten, hochtemperaturbeständigen PolyJet-Material wie Digital ABS Plus™ gedruckt.
② Vorbereitung der Form: Die gedruckte Form muss unter Umständen nur minimal poliert werden, um die Oberfläche der Kavitäten zu verbessern. Anschließend wird sie in eine Standardformbasis eingebaut.
③ Spritzgießen: Die Form wird in eine Spritzgusspresse eingesetzt. Ein Niedertemperatur-Thermoplast (z. B. Polypropylen, HDPE, TPE) wird unter relativ niedrigem Druck eingespritzt, um die endgültigen Teile herzustellen.
3. Vorteile von PolyJet-Werkzeugen:
① Geschwindigkeit: Eine PolyJet-Form kann in wenigen Stunden oder Tagen gedruckt und einsatzbereit sein, im Vergleich zu den Wochen oder Monaten, die für die herkömmliche CNC-Bearbeitung von Stahl- oder Aluminiumformen erforderlich sind.
② Kosten-Wirksamkeit: Bei kleinen Auflagen betragen die Kosten nur einen Bruchteil der Kosten für eine Metallform und ermöglichen eine kostengünstige Validierung mit produktionsgerechten Materialien.
③ Design Iteration: Es ermöglicht eine wirklich agile Produktentwicklung. Teams können einen Entwurf testen, Feedback erhalten, die CAD-Datei ändern und über Nacht eine neue Form drucken.
4. Beschränkungen und Überlegungen:
① Begrenzte Lebensdauer der Form: PolyJet-Formen sind nicht so haltbar wie Metallformen und halten in der Regel nur 10 bis 100 Schüsse aus, abhängig von der Teilegeometrie und den Formparametern.
② Materialverträglichkeit: Sie eignen sich nur für Thermoplaste mit niedrigeren Schmelztemperaturen und Einspritzdrücken.
③ Wärmeleitfähigkeit: Kunststoffformen leiten die Wärme nicht so gut ab wie Metallformen, was zu längeren Zykluszeiten führen kann.

Gestaltungsrichtlinien für den PolyJet-Druck
Die Einhaltung der Design for Additive Manufacturing (DfAM)-Grundsätze ist entscheidend für die Maximierung der Qualität und des Erfolgs Ihrer PolyJet-Drucke.
1. Allgemeine bewährte Praktiken:
① Mindestwanddicke:
Um sicherzustellen, dass die Teile stabil genug sind, um der Nachbearbeitung und Handhabung standzuhalten, sollten Sie diese Richtlinien befolgen:
- Starre Materialien (Familie Vero): 0,6 mm (0,024 Zoll) für Standardanwendungen.
- Flexible Materialien (Agilus30): 1,0 mm (0,040 Zoll), um die strukturelle Integrität zu erhalten.
② Mindestgröße des Merkmals:
Die hohe Auflösung von PolyJet ermöglicht winzige Merkmale, aber es gibt praktische Grenzen:
- Stifte/Rods: Es wird ein Mindestdurchmesser von 0,5 mm empfohlen.
- Eingravierter/geprägter Text: Verwenden Sie eine Schriftgröße von mindestens 6 Punkt und eine Tiefe/Höhe von 0,2 mm.
③ Toleranzen:
PolyJet ist hochpräzise. Typische Maßtoleranzen liegen innerhalb von ±0,1 mm für die ersten 25 mm und ±0,05 mm für jede weiteren 25 mm. Dies kann jedoch je nach Geometrie und Ausrichtung variieren.
2. Entwerfen für Multi-Material-Teile:
① Dateivorbereitung:
Um verschiedenen Abschnitten eines Teils unterschiedliche Materialien zuordnen zu können, muss Ihr Entwurf richtig strukturiert sein:
- Getrennte Schalen/Körper: Die zuverlässigste Methode besteht darin, das Teil in Ihrer CAD-Software als Baugruppe aus einzelnen, sich nicht überschneidenden Körpern zu konstruieren.
- Dateiformat: Exportieren Sie die Baugruppe als einzelne STL-Datei (wobei jeder Körper eine separate Schale ist) oder vorzugsweise als 3MF- oder VRML-Datei, in der Material- und Farbzuweisungen erhalten bleiben können.
3. Optimieren für Stützstrukturen:
① Ausrichtung der Teile:
Die Ausrichtung ist eine wichtige Entscheidung, die sich auf die Oberflächengüte, die Genauigkeit und die Druckzeit auswirkt.
- Für beste Ergebnisse: Richten Sie kritische Flächen nach oben aus, da diese nicht mit dem Trägermaterial in Berührung kommen und mit einer "glänzenden" Oberfläche bedruckt werden können.
- Für die Genauigkeit: Richten Sie kreisförmige Löcher so aus, dass ihre Mittelachse senkrecht zur Bauplattform steht (in Z-Richtung), um die beste Rundheit zu gewährleisten.
② Auswahl der richtigen Oberfläche (glänzend vs. matt):
- Mattes Finish: Das gesamte Teil ist in Trägermaterial eingekapselt. Dies führt zu einer gleichmäßigen, nicht reflektierenden Oberfläche auf allen Oberflächen, erfordert aber mehr Trägermaterial und mehr Reinigungszeit.
- Glänzende Oberfläche: Nur Überhänge und Unterseiten werden unterstützt. Die nach oben zeigenden Flächen werden ohne Stützkontakt bedruckt, was zu einer sehr glatten, glänzenden Oberfläche führt. Dies ist die Standardeinstellung und die häufigste Wahl.

Nachbearbeitungsoptionen
Die letzten Schritte nach dem Druck sind entscheidend, um das gewünschte Aussehen und die gewünschte Wirkung zu erzielen.
1. Unterstützung bei der Entfernung (der wesentliche erste Schritt):
Dies ist die wichtigste Nachbearbeitungsaktivität für alle PolyJet-Teile.
① Wasserstrahlen: Die gängigste und effektivste Methode. Ein Hochdruck-Wasserstrahlsystem (wie ein Stratasys WaterJet) wird verwendet, um das gelartige Trägermaterial (SUP705™) abzusprengen, ohne das Teil selbst zu beschädigen.
② Entfernung der löslichen Stütze: Für empfindliche Teile mit komplizierten inneren Kanälen wird wasserlösliches Trägermaterial (SUP706B™) verwendet. Das Teil wird einfach in ein Bad mit Reinigungslösung getaucht, und das Trägermaterial löst sich auf, so dass nur wenig manuelle Arbeit erforderlich ist.
③ Manuelle Entfernung: Bei einfacheren Teilen kann die Halterung mit kleinen Werkzeugen von Hand entfernt werden oder durch Einweichen des Teils in einer Wasser-Natron-Lösung.
2. Ästhetische Finishing-Techniken:
① Schleifen und Polieren:
- Schleifen: Durch Nassschleifen mit immer feiner werdenden Schleifpapierkörnungen können verbleibende Stützspuren entfernt oder ein noch glatteres, mattes Finish erzielt werden.
- Polieren: Bei transparenten Teilen, die mit VeroClear™ hergestellt wurden, kann durch Schleifen und Polieren mit einer Polierpaste nahezu optische Klarheit erzielt werden.
② Malen und Färben: Auch wenn PolyJet Vollfarbdrucke anbietet, können die Teile lackiert werden, um bestimmte Metallic-Oberflächen zu erzielen oder um eine Nicht-Pantone-Farbe anzupassen. Für eine optimale Haftung wird ein Primer empfohlen.
③ Klare Beschichtung: Das Auftragen eines UV-beständigen Klarlacks wird für Teile, die häufig gehandhabt oder dem Sonnenlicht ausgesetzt werden, dringend empfohlen. Er wertet das Aussehen auf und verbessert die langfristige Haltbarkeit und UV-Stabilität des Teils erheblich.
Warum sollten Sie sich für unseren PolyJet-Druckservice entscheiden?
Wenn es auf Präzision, Realismus und Geschwindigkeit ankommt, ist die Zusammenarbeit mit dem richtigen Dienstleister entscheidend. Hier erfahren Sie, warum wir der Branchenführer für Ihre PolyJet-Anforderungen sind.
1. Technologie auf dem neuesten Stand der Technik:
Wir betreiben eine Flotte der neuesten PolyJet-Drucker von Stratasys, darunter die Systeme J850 Pro und J55 Prime. Damit haben Sie Zugriff auf das gesamte Spektrum der Multimaterial-Fähigkeiten, Pantone-validierte Vollfarben und spezielle Materialien wie VeroUltraClear und das flexible Agilus30.
2. Unübertroffenes Fachwissen:
Unser Team aus Ingenieuren und Technikern verfügt zusammen über jahrzehntelange Erfahrung in der additiven Fertigung. Wir gehen über den reinen Druck Ihrer Datei hinaus und bieten fachkundige Beratung zum Design for Additive Manufacturing (DfAM), um Ihr Teil hinsichtlich Kosten, Geschwindigkeit und Leistung zu optimieren.
3. Umfassende Materialbibliothek:
Wir führen ein umfangreiches Sortiment an PolyJet-Materialien, von starren, opaken und transparenten bis hin zu flexiblen, gummiartigen, biokompatiblen und hochtemperaturbeständigen Harzen. Unsere Fähigkeit, Tausende von digitalen Materialkombinationen zu erstellen, bedeutet, dass wir Ihre Eigenschaftsanforderungen perfekt erfüllen können.
4. ISO 9001 zertifizierte Qualitätssicherung:
Unser Produktionsprozess wird durch ein strenges, nach ISO 9001:2015 zertifiziertes Qualitätsmanagementsystem gesteuert. Jedes Teil wird einer strengen Prüfung unterzogen, um sicherzustellen, dass es Ihren Anforderungen an Maßhaltigkeit und ästhetischer Qualität entspricht.
5. End-to-End-Lösungen:
Wir sind Ihr One-Stop-Shop für die Produktentwicklung. Von der ersten Designberatung und Dateivorbereitung über den Druck und die umfassende Nachbearbeitung (einschließlich Polieren, Lackieren und Klarlackieren) bis hin zur Endmontage steuern wir jeden Schritt des Prozesses, um präsentationsfertige Teile zu liefern.

Häufig gestellte Fragen (FAQ) zum PolyJet-Druck
PolyJet ist eine der verfügbaren 3D-Drucktechnologien. Sie können mit Toleranzen von ±0,1 mm für die ersten 25 mm eines Teils und ±0,05 mm für jede weiteren 25 mm rechnen. Diese Genauigkeit ist ideal für die Form- und Passgenauigkeitsprüfung von komplexen Baugruppen.
PolyJet-Teile haben eine mäßige Festigkeit und eignen sich am besten für visuelle und funktionale Prototypen und nicht für hochbelastete Endanwendungen. Materialien wie Digital ABS Plus™ bieten zwar eine höhere Zähigkeit, aber für Anwendungen, die eine hohe mechanische Festigkeit und Haltbarkeit erfordern, sind Technologien wie FDM oder SLS mit Materialien in technischer Qualität besser geeignet.
Am besten ist es, wenn Sie Ihr Teil in Ihrer CAD-Software als Baugruppe aus separaten, sich nicht überschneidenden Körpern entwerfen. Weisen Sie jedem Körper einen eindeutigen Namen oder eine Farbe zu. Exportieren Sie dann die gesamte Baugruppe als eine einzige 3MF-, VRML- oder OBJ-Datei. Wenn Sie die Datei an uns senden, können Sie angeben, welches Material auf jeden Körper angewendet werden soll.
Unsere Großformatsysteme, wie der Stratasys J850, haben ein Bauvolumen von bis zu 490 x 390 x 200 mm (19,3 x 15,3 x 7,9 Zoll). Größere Teile können in Abschnitten gedruckt und in der Nachbearbeitung zusammengeklebt werden.
Aufgrund ihrer Empfindlichkeit gegenüber UV-Licht werden Standard-PolyJet-Teile nicht für den langfristigen Außeneinsatz empfohlen, da sie spröde werden und sich verfärben können. Das Auftragen eines UV-beständigen Klarlacks kann ihre Lebensdauer und Haltbarkeit unter solchen Bedingungen jedoch erheblich verlängern.
A glänzend wird erreicht, wenn die nach oben weisenden Flächen ohne Kontakt mit dem Trägermaterial bedruckt werden, was zu einer sehr glatten, glänzenden Oberfläche führt. A mattes Eine glänzende Oberfläche entsteht, wenn das gesamte Teil von einem Trägermaterial umhüllt ist, das allen Oberflächen eine einheitliche, nicht reflektierende Textur verleiht. Glänzend ist die häufigere und kostengünstigere Wahl.

Nahaufnahme von bunten Plastikbausteinen in verschiedenen Farben, darunter Lila, Blau, Grün und Gelb, die zusammengestapelt sind.
Mehr darüber, wie Hersteller Kosten bei der Herstellung von Spritzgussteilen effektiv senken können?

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Wichtige Erkenntnisse – Die Formgenauigkeit wird in jeder Phase bestimmt: Bauteilkonstruktion, Formkonstruktion, Stahlauswahl, Bearbeitung, Montage und Prozesskontrolle – eine Schwäche in jeder Phase schränkt die Gesamtgenauigkeit ein. – Richtig

Was ist eine Hochgeschwindigkeits-Spritzgießmaschine?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

