 تخطي إلى المحتوى
تخطي إلى المحتوى 
استكشف حلول الطباعة ثلاثية الأبعاد المتقدمة من بولي جت
اكتشف طباعة PolyJet ثلاثية الأبعاد الدقيقة والمتعددة الاستخدامات في Zetarmold، وهي مثالية للتصميمات والنماذج الأولية المعقدة. عزز مشروعك اليوم!
موارد للدليل الكامل للطباعة ثلاثية الأبعاد بولي جيت
ما هي الطباعة ثلاثية الأبعاد بولي جت؟
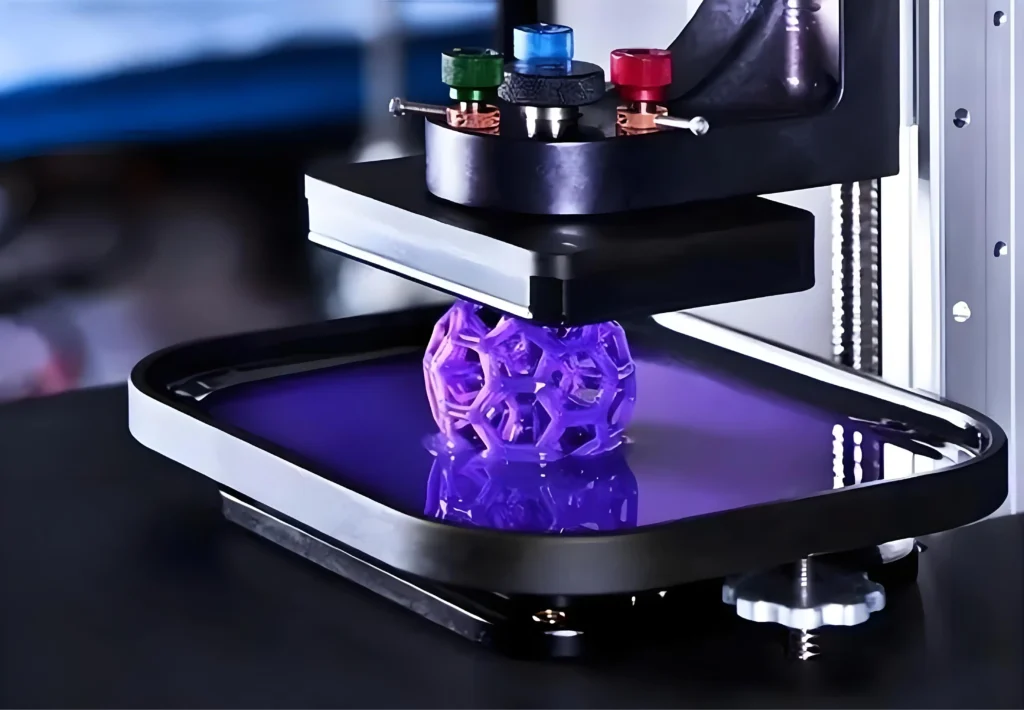
بولي جت هي تقنية طباعة صناعية ثلاثية الأبعاد تشتهر بقدرتها على إنتاج أجزاء ذات دقة عالية بشكل استثنائي وأسطح ناعمة وتفاصيل دقيقة. وهي أداة قوية لإنشاء نماذج أولية واقعية، ونماذج تشريحية معقدة، ومساعدات تصنيع دقيقة تحاكي عن كثب شكل المنتجات النهائية وملمسها ووظيفتها.
تعد PolyJet في جوهرها عملية نفث المواد. وهي تعمل عن طريق ترسيب قطرات متناهية الصغر من راتنج البولي بوليمر ضوئي سائل على منصة بناء ومعالجتها على الفور بالأشعة فوق البنفسجية. هذا النهج المتدرج من طبقة إلى طبقة، بالإضافة إلى قدرة هذه التقنية الفريدة على نفث مواد متعددة في وقت واحد، يميزها عن جميع طرق التصنيع المضافة الأخرى. إنها التقنية المفضلة عندما تكون الدقة الجمالية والخصائص الدقيقة والخصائص متعددة المواد هي المتطلبات الأساسية.

1. المبدأ الأساسي (تقنية نفث المواد):
لفهم طابعة PolyJet، تخيل طابعة نافثة للحبر ثنائية الأبعاد متقدمة للغاية، ولكن بدلاً من نفث الحبر على الورق، تنفث البلاستيك السائل على صينية بناء وتبني جسمًا ثلاثي الأبعاد.
① ترسيب المواد: تقوم رؤوس الطباعة الكهروضغطية المشابهة لتلك الموجودة في الطابعات المكتبية بنفث قطرات انتقائية بحجم البيكوليتر من راتنج البوليمر الضوئي.
② المعالجة بالأشعة فوق البنفسجية: بعد الترسيب مباشرةً، يقوم مصباحان قويان للأشعة فوق البنفسجية يتحركان إلى جانب رؤوس الطباعة بمعالجة المادة وتصلبها.
③ بناء طبقة تلو الأخرى: تنخفض منصة البناء بمقدار جزء من المليمتر (عادةً 16-32 ميكرون)، وتتكرر العملية لبناء الجزء طبقة رقيقة للغاية في كل مرة.
2. لمحة سريعة عن الخصائص الرئيسية:
تُعرف تقنية PolyJet بمجموعة فريدة من السمات التي تجعلها لا غنى عنها لتطبيقات محددة:
① دقة استثنائية: تحقق بعضًا من أفضل ارتفاعات الطبقات في صناعة الطباعة ثلاثية الأبعاد (منخفضة تصل إلى 16 ميكرومتر)، مما ينتج عنه سطح أملس بشكل استثنائي وخالٍ من الخطوط أو الطبقات المرئية.
② قدرات متعددة المواد: الميزة الأكثر أهمية لطباعة PolyJet هي قدرتها على الطباعة بمواد متعددة في بناء واحد. وهذا يسمح بإنشاء أجزاء ذات صلابة ولون وشفافية مختلفة.
③ طباعة بالألوان الكاملة: Advanced PolyJet systems can print in over 500,000 distinct colors, including gradients and textures, and are Pantone® validated, ensuring unparalleled color accuracy for realistic prototypes.
④ دقة عالية: توفر هذه التقنية دقة أبعاد فائقة، مما يجعلها مثالية لاختبار الشكل والملاءمة والتركيبات والتركيبات والتركيبات المعقدة.
كيف تعمل؟ العملية خطوة بخطوة
المرحلة 1: المعالجة المسبقة وإعداد الملف الرقمي:
تبدأ الرحلة بنموذج رقمي ثلاثي الأبعاد تم إنشاؤه في برنامج التصميم بمساعدة الكمبيوتر (CAD).
① ملف CAD إلى تنسيق جاهز للطباعة:
عادةً ما يتم تصدير النموذج ثلاثي الأبعاد الأولي بتنسيق طباعة ثلاثي الأبعاد قياسي، مثل STL أو OBJ أو 3MF الأكثر تقدمًا. في حين أن STL هي الأكثر شيوعًا، إلا أن التنسيقات مثل 3MF و VRML هي المفضلة للطباعة متعددة المواد والمطبوعات كاملة الألوان حيث يمكن أن تحتوي على بيانات تعيين الألوان والمواد اللازمة في ملف واحد.
② التقطيع وإعداد الوظيفة:
في هذا البرنامج، يقوم المستخدم بالعديد من المهام الهامة:
- التوجيه: يتم توجيه الجزء على صينية الإنشاء الافتراضية لتحسين وقت الطباعة وجودة السطح وتقليل بنية الدعم.
- التعيين المادي: بالنسبة للمطبوعات متعددة المواد، يتم تعيين مواد مختلفة لأصداف أو أجسام محددة من نموذج CAD. يمكن للمستخدمين الاختيار من بين مجموعة واسعة من الراتنجات الأساسية أو إنشاء "مواد رقمية" من خلال الجمع بين الخصائص.
- اختيار اللمسة النهائية: يختار المستخدم بين الطلاء "غير اللامع" أو "اللامع". يُنشئ البرنامج تلقائيًا هياكل الدعم اللازمة بناءً على هذا الاختيار وهندسة الجزء.
- التقطيع: يقوم البرنامج بتقطيع النموذج الرقمي إلى مئات أو آلاف الطبقات الأفقية، مما يؤدي إلى إنشاء ملف تعليمات مفصل للطابعة ثلاثية الأبعاد.

المرحلة 2: عملية الطباعة - نظرة مجهرية:
بمجرد إرسال المهمة إلى الطابعة، تبدأ عملية الإنشاء المادي الآلي.
① آلية نفث رأس الطباعة:
تجتاح عربة طابعة PolyJet، التي تحتوي على عدة رؤوس طباعة كهروضغطية عبر منصة البناء. يحتوي كل رأس طباعة على مئات الفوهات الصغيرة. تتسبب شحنة كهربائية في تشوه المادة الكهروضغطية داخل الرأس، مما يؤدي إلى إخراج قطرة دقيقة بحجم البيكوليتر من راتنج البوليمر الضوئي من فوهة معينة.
② الإيداع المتزامن للمواد والدعم:
أثناء تحرك العربة، تنفث رؤوس الطباعة كلاً من مادة (مواد) النموذج ومادة دعم منفصلة تشبه الهلام.
- مادة الطراز: تشكيل الجزء الفعلي. بالنسبة للمطبوعات متعددة المواد، تنفث الرؤوس المختلفة راتنجات مختلفة، والتي يمكن حتى خلطها في الهواء قبل أن تهبط على صينية البناء لتشكيل المواد الرقمية.
- مواد الدعم: يتم نفث مادة مخصصة (على سبيل المثال، SUP705™ أو SUP706B™ القابلة للذوبان في الماء) لملء الفراغات ودعم التجاويف وتغليف الجزء. وهذا يضمن الاستقرار الهندسي والدقة أثناء البناء.
③ معالجة فورية بالأشعة فوق البنفسجية:
توجد مصابيح قوية للأشعة فوق البنفسجية خلف رؤوس الطباعة مباشرةً. وبمجرد ترسيب طبقة من الراتنج السائل، يمر ضوء الأشعة فوق البنفسجية فوقها، مما يؤدي إلى بدء تفاعل كيميائي ضوئي يسمى البلمرة الضوئية. يؤدي ذلك على الفور إلى تصلب القطرات وترابطها بالطبقة الموجودة تحتها. تضمن عملية "المعالجة السريعة" هذه أن تكون الأجزاء معالجة بالكامل وثابتة أثناء تصنيعها.
④ تقدم المحور Z:
بعد نفث كل طبقة ومعالجتها، تنخفض منصة البناء بدقة متناهية (على سبيل المثال، بمقدار 16 ميكرون). ثم تبدأ العربة في تمريرها التالي، حيث تقوم بترسيب الطبقة التالية. تتكرر هذه الدورة حتى يكتمل الجزء.

المرحلة 3: ما بعد المعالجة وإنهاء الجزء:
بمجرد الانتهاء من الطباعة، تتم إزالة الجزء المغطى بمواد الدعم من منصة البناء والانتقال إلى المرحلة النهائية. سيتم تغطية ذلك بالتفصيل في خيارات ما بعد المعالجة القسم.
مقارنة مع تقنيات الطباعة ثلاثية الأبعاد الأخرى
يعتمد اختيار تقنية الطباعة ثلاثية الأبعاد المناسبة كلياً على متطلبات التطبيق. فيما يلي كيفية مقارنة تقنية PolyJet بالتقنيات الرائدة الأخرى.
1. بولي جيت مقابل الطباعة الحجرية المجسمة (SLA):
غالبًا ما تتم مقارنة SLA وPolyJet حيث يستخدم كلاهما راتنجات البولي جيت، وينتجان أجزاء عالية التفاصيل.
① أوجه التشابه: كلاهما يصنعان أجزاءً ذات تشطيبات سطحية ممتازة وتفاصيل دقيقة. كلاهما مثاليان للنماذج الأولية المرئية حيث تكون الجماليات ذات أهمية قصوى.
② الاختلافات الرئيسية:
- العملية: تنفث PolyJet المواد طبقة بعد طبقة، بينما يستخدم جيش تحرير السودان الليزر فوق البنفسجي أو جهاز عرض لمعالجة الراتنج في وعاء كبير.
- متعدد المواد: تتفوق PolyJet في الطباعة الحقيقية متعددة المواد ومتعددة الألوان في جزء واحد. يقتصر جيش تحرير السودان القياسي على مادة واحدة لكل بناء.
- إزالة الدعم: تكون دعامات PolyJet الشبيهة بالهلام أو الدعامات القابلة للذوبان في الماء أسهل وأسرع في الإزالة بشكل عام من دعامات SLA الشبكية التي يجب قصها يدوياً وصقلها.
- الدقة: كلاهما دقيق للغاية، ولكن عملية النفث من PolyJet يمكن أن توفر تحكماً أكبر قليلاً في خصائص المواد الرقمية.

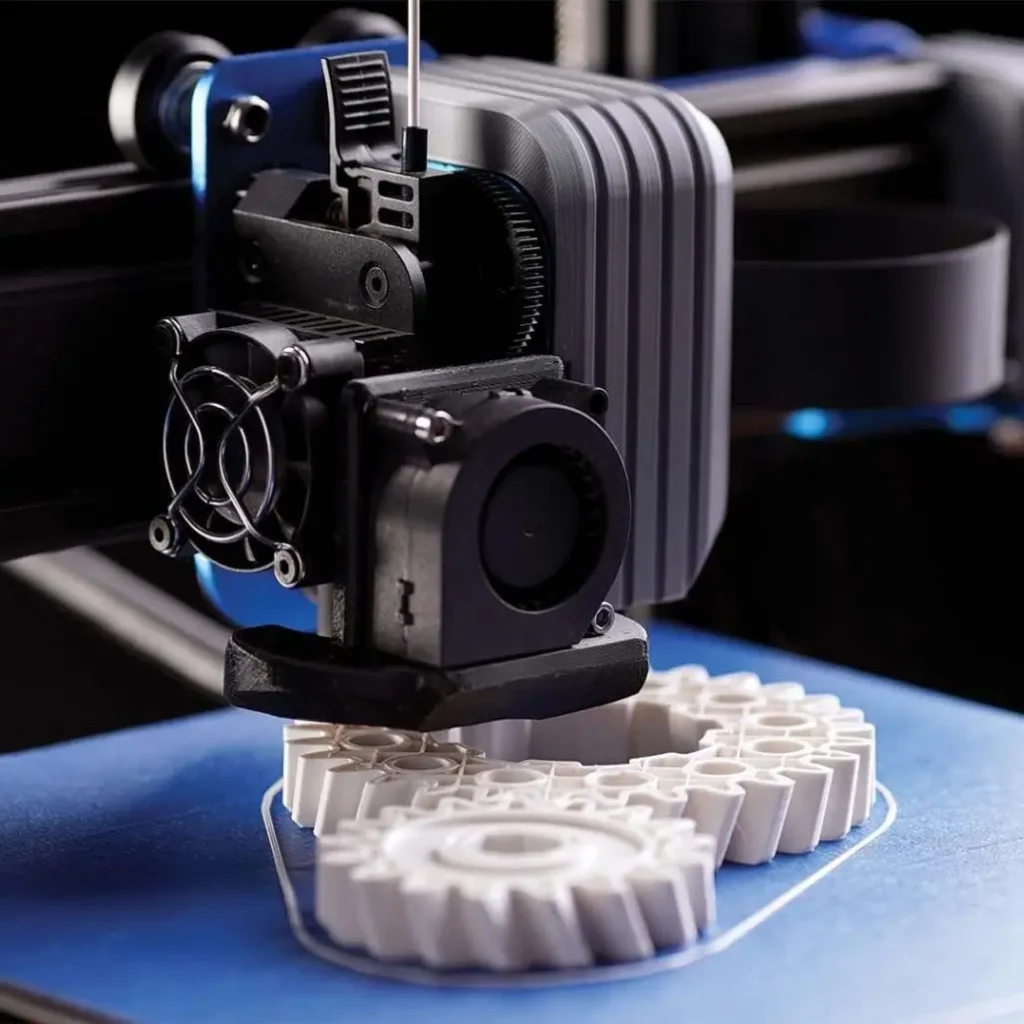
2. PolyJet مقابل نمذجة الترسيب المنصهر (FDM):
تُعد FDM واحدة من أكثر تقنيات الطباعة ثلاثية الأبعاد شيوعاً، وهي معروفة بموادها البلاستيكية الحرارية القوية. عوامل التمايز الرئيسية:
① الدقة والتشطيب السطحي: تتفوق PolyJet بشكل كبير. تتميز أجزاء FDM بخطوط طبقات مرئية وطبقة نهائية أكثر خشونة، في حين أن أجزاء PolyJet ناعمة الملمس، وتشبه جودة القوالب المصبوبة بالحقن.
② المادة: تستخدم PolyJet بولي جيت بوليمرات ضوئية حرارية، بينما تستخدم FDM لدائن حرارية من الدرجة الهندسية (مثل ABS، والكمبيوتر الشخصي، وULTEM™). عادةً ما تكون أجزاء FDM أقوى وأكثر متانة وتتمتع بمقاومة حرارية أفضل.
③ التفاصيل والتعقيد: يمكن أن تنتج PolyJet ميزات أكثر تعقيدًا ودقة من FDM.
④ ألوان ومواد متعددة: تتميز FDM بقدرات محدودة للغاية متعددة الألوان/المواد (البثق المزدوج عادةً)، في حين أن هذه هي القوة الأساسية ل PolyJet.
3. بولي جيت مقابل التلبيد الانتقائي بالليزر (SLS):
SLS هي تقنية اندماج قاع المسحوق المعروفة بإنتاج أجزاء نايلون قوية وعملية. التباينات الأساسية:
① المادة: تستخدم PolyJet راتنجات سائلة؛ بينما تستخدم SLS بوليمرات مسحوق البوليمر (النايلون عادةً).
② الهياكل الداعمة: تعد SLS ذاتية الدعم، حيث أن المسحوق غير الملبد في غرفة البناء يدعم الجزء. تتطلب PolyJet هياكل دعم مخصصة يجب إزالتها.
③ تركيز التطبيق: تُستخدم PolyJet للنماذج الأولية الواقعية عالية الدقة. أما SLS فهي للنماذج الأولية المتينة والوظيفية وأجزاء الاستخدام النهائي التي تتطلب خصائص ميكانيكية جيدة.
④ طلاء السطح واللون: تكون أجزاء البولي جيت ناعمة ويمكن أن تكون ملونة بالكامل. تتميز أجزاء SLS بلمسة سطحية محببة مميزة وتكون عادةً بيضاء أو رمادية اللون (على الرغم من أنه يمكن صبغها بعد المعالجة).

جدول مقارنة موجز:
| الميزة | بولي جيت | جيش تحرير السودان | FDM | SLS |
|---|---|---|---|---|
| التكنولوجيا | نفث المواد | البلمرة الضوئية في الحوض | بثق المواد | انصهار سرير المسحوق |
| المواد | راتنجات البوليمر الضوئي | راتنجات البوليمر الضوئي | اللدائن الحرارية | مساحيق اللدائن الحرارية |
| القرار | عالية جدًا (16-32 ميكرومتر) | عالية جدًا (25-100 ميكرومتر) | منخفض إلى متوسط (100-400 ميكرومتر) | متوسط (100-120 ميكرومتر) |
| تشطيب السطح | ممتاز، سلس للغاية | ممتازة وسلسة | طبقات عادلة ومرئية | جيد، محبب قليلاً |
| متعدد المواد | نعم، على نطاق واسع | لا (عادةً) | محدود (بثق مزدوج) | لا يوجد |
| بالألوان الكاملة | نعم، معتمد من بانتون | لا (أحادي اللون) | محدودة للغاية | لا (يمكن صبغه) |
| القوة الميكانيكية | معتدل | متوسطة إلى منخفضة | عالية (درجة هندسية) | عالية جداً (نايلون) |
| الأفضل لـ | نماذج أولية واقعية | النماذج الأولية التفصيلية والقوالب | الأجزاء الوظيفية، الرقصات | الأجزاء الوظيفية، الجغرافيا المعقدة |
| إزالة الدعم | سهل (نافث للماء/قابل للذوبان) | متوسط (قص يدوي) | سهل إلى صلب (قابل للانفصال/الذوبان) | غير مطلوب |
ما هي المزايا الرئيسية لطباعة البولي جيت؟
توفر عملية PolyJet الفريدة من نوعها مجموعة قوية من المزايا التي تفتح إمكانيات جديدة في تطوير المنتجات والتصنيع.
1. واقعية ولمسات نهائية سطحية غير متطابقة:
تنتج تقنية PolyJet أنعم سطح من أي تقنية طباعة ثلاثية الأبعاد رئيسية. تعمل الطبقات فائقة الدقة (أرق من شعرة الإنسان) على التخلص من تأثير الدرج الشائع في العمليات الأخرى. وهذا يجعل أجزاء PolyJet مثالية ل:
① نماذج التسويق والمبيعات التي تبدو وكأنها المنتج النهائي.
② اختبار نفق الرياح حيث تكون نعومة السطح أمرًا بالغ الأهمية.
③ دراسات مريحة حيث يكون الإحساس باللمس مهمًا.
2. قدرات متعددة المواد ومتعددة الألوان:
هذه هي القوة المميزة ل PolyJet. تُعد القدرة على الجمع بين مواد مختلفة في مهمة طباعة واحدة عاملاً مغيراً لقواعد اللعبة.
① المواد الرقمية: الخصائص الهندسية المخصصة:
لا تكتفي طابعات PolyJet بالطباعة باستخدام الراتنجات الأساسية؛ بل تقوم بدمجها على مستوى القطرات لإنشاء "مواد رقمية". وهذا يسمح بالهندسة الدقيقة للخصائص الميكانيكية. على سبيل المثال
- صلابة الشاطئ A: من خلال خلط مادة صلبة (مثل Vero™) ومادة مرنة (مثل Agilus30™)، يمكن إنشاء طيف كامل من قيم Shore A، مما يحاكي تمامًا المطاط أو السيليكون بصلابة متفاوتة.
- محاكاة القوالب المتراكبة: يمكن طباعة جزء واحد بقلب صلب وجزء خارجي ناعم يشبه المطاط، مما يحاكي تمامًا عملية التشكيل الزائد المستخدمة في تصنيع الأدوات الكهربائية وأغلفة الهواتف وأواني المطبخ.
② واقعية الألوان الكاملة مع التحقق من صحة بانتون:
يمكن للأنظمة المتقدمة مثل سلسلة Stratasys J-series الجمع بين الراتنجات الأساسية السماوي والأرجواني والأصفر والأسود والأبيض والراتنجات الأساسية الشفافة لإنتاج أكثر من 500,000 لون يمكن التحقق منها. ويشمل ذلك:
- تدرجات الألوان: انتقالات سلسة بين الألوان.
- تخطيط النسيج: تطبيق القوام الرقمي (مثل حبيبات الخشب أو ألياف الكربون) مباشرة على سطح الجزء.
- التحقق من صحة بانتون®: تضمن القدرة على مطابقة ألوان محددة من Pantone اتساق العلامة التجارية وتزيل التخمين من النماذج الأولية ذات الألوان الحرجة.
3. دقة استثنائية وتفاصيل دقيقة:
يسمح الجمع بين الدقة العالية وعملية النفث الدقيقة ل PolyJet بإعادة إنتاج تفاصيل دقيقة للغاية، مثل:
① نص محفور أو منقوش.
② القوام والأنماط المعقدة.
③ جدران رقيقة وحواف حادة.
④ مكونات صغيرة ومعقدة للأجهزة الطبية أو الإلكترونيات.
4. سرعة الإنتاج عالي الخلط ومنخفض الحجم:
بينما قد تتم طباعة جزء واحد كبير بشكل أسرع على الماكينات الأخرى، تتفوق PolyJet في الكفاءة عند طباعة صينية بناء مليئة بأجزاء متعددة ومختلفة. نظرًا لأن رأس الطباعة يمر فوق الدرج بأكمله بغض النظر عما تتم طباعته، فإن ملء الدرج بالعديد من الأجزاء الصغيرة أو المعقدة أو متعددة المواد لا يزيد من وقت الطباعة بشكل كبير.
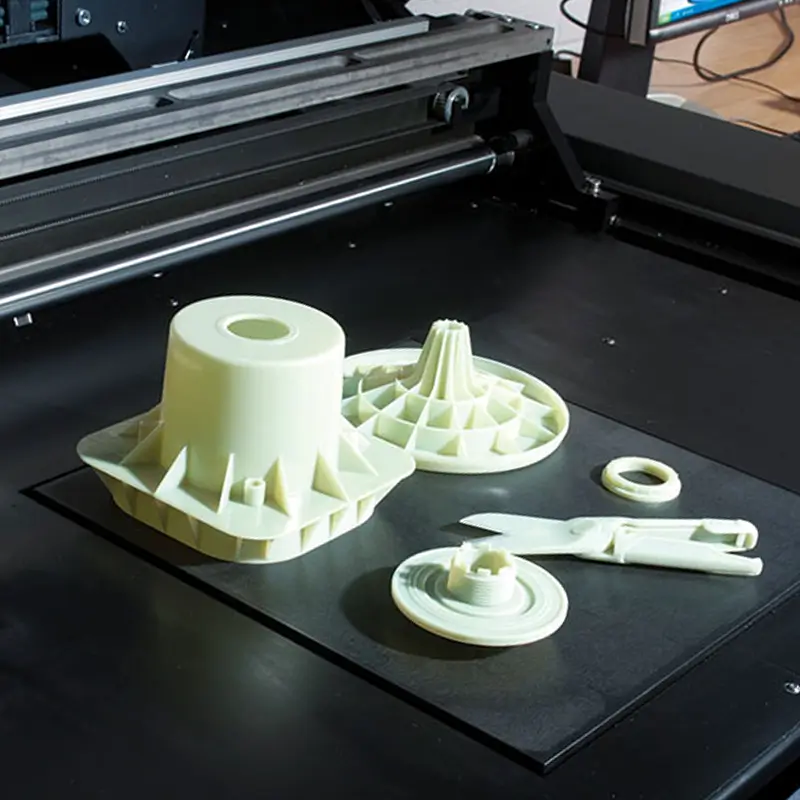
5. تعدد استخدامات المواد في طبعة واحدة:
تعد القدرة على الجمع بين خصائص المواد المتباينة دفعة واحدة أداة قوية للنماذج الأولية الوظيفية. يمكن أن تحتوي الطباعة الواحدة على:
① جامدة أقسام للسلامة الهيكلية.
② مرنة أقسام للحشيات أو الأختام أو المفصلات الحية.
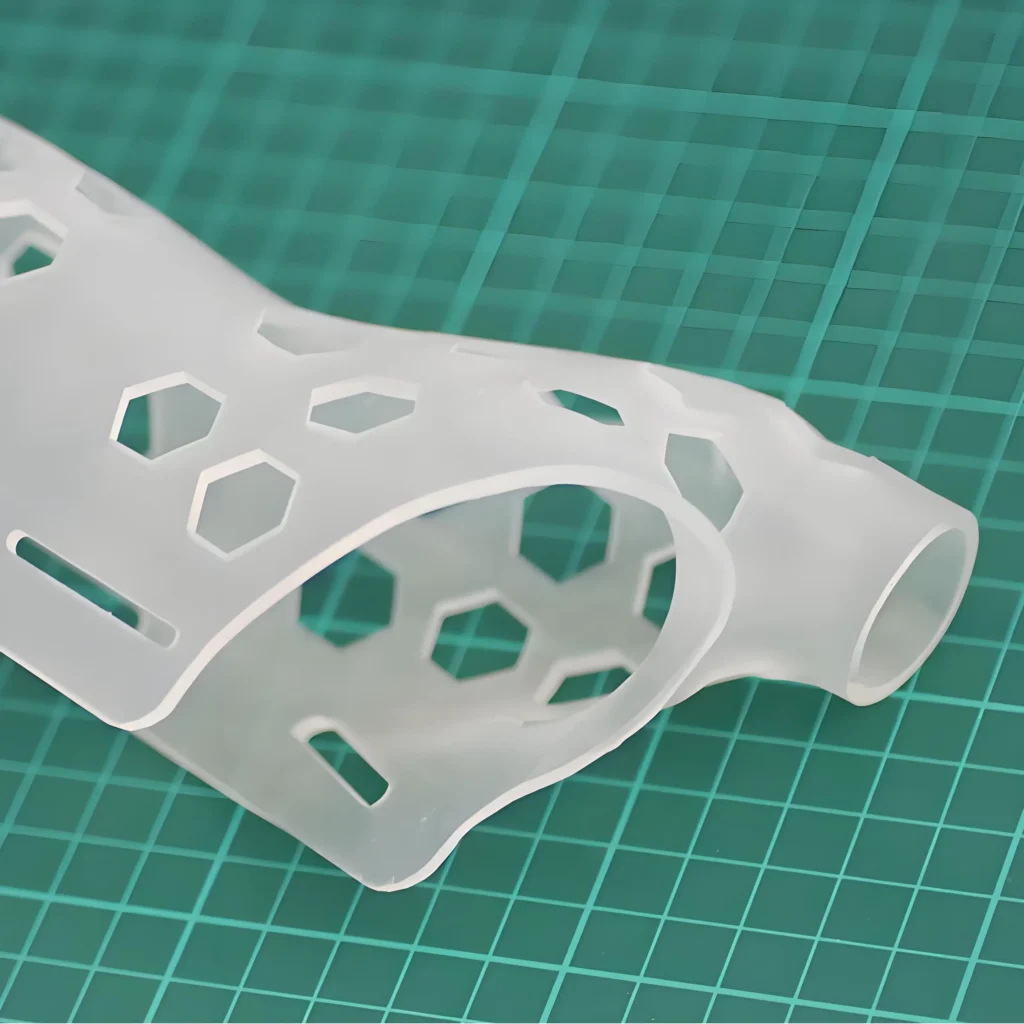
③ شفافة أقسام للعدسات أو الأنابيب الضوئية أو تحليل السوائل.
ما هي حدود الطباعة متعددة النفاثات؟
على الرغم من قوتها، إلا أن بولي جيت ليست الحل المناسب لكل تطبيق. ويعد الاعتراف بحدوده هو مفتاح التنفيذ الناجح.
1. الخواص الميكانيكية والمتانة:
تُصنع أجزاء PolyJet من البولي جيت من البوليمرات الضوئية القائمة على الأكريليك (المواد المتصلبة بالحرارة). في حين أنه يمكن جعلها أكثر صلابة باستخدام مواد رقمية مثل Digital ABS Plus™، إلا أنها لا تتمتع عمومًا بنفس القوة أو المتانة أو مقاومة درجات الحرارة مثل الأجزاء المصنوعة من اللدائن الحرارية الهندسية (مثل النايلون أو الكمبيوتر الشخصي) عبر FDM أو SLS. يمكن أن تكون هشّة وغير مناسبة عادةً للتطبيقات الوظيفية عالية الضغط وطويلة الأجل.
2. حساسية الأشعة فوق البنفسجية واستقرار المواد:
وباعتبارها بولي جيت بولي بولي جيت من البولي جيت، فهي حساسة بطبيعتها للأشعة فوق البنفسجية (UV). يمكن أن يؤدي التعرض الطويل لأشعة الشمس إلى اصفرار الأجزاء وتصبح أكثر هشاشة وتفقد خصائصها المقصودة. وعلى الرغم من أن الطلاء الشفاف يمكن أن يخفف من ذلك، إلا أنه الأنسب للاستخدام الداخلي. يمكن أن تظهر المواد أيضًا بعض "الزحف" (التشوه تحت الحمل الثابت) بمرور الوقت.
3. ارتفاع تكلفة المواد:
إن راتنجات البولي بولي بوليمر الضوئية الخاصة المستخدمة في أنظمة PolyJet أغلى بكثير لكل كيلوغرام من خيوط FDM أو مساحيق SLS. كما أن مواد الدعم، التي يتم استخدامها بكثرة، تضيف أيضًا إلى التكلفة الإجمالية للطباعة. وهذا يجعل هذه التقنية أقل فعالية من حيث التكلفة بالنسبة لنماذج التجميع البسيطة أو الأجزاء الكبيرة الضخمة حيث لا تمثل التفاصيل أولوية.
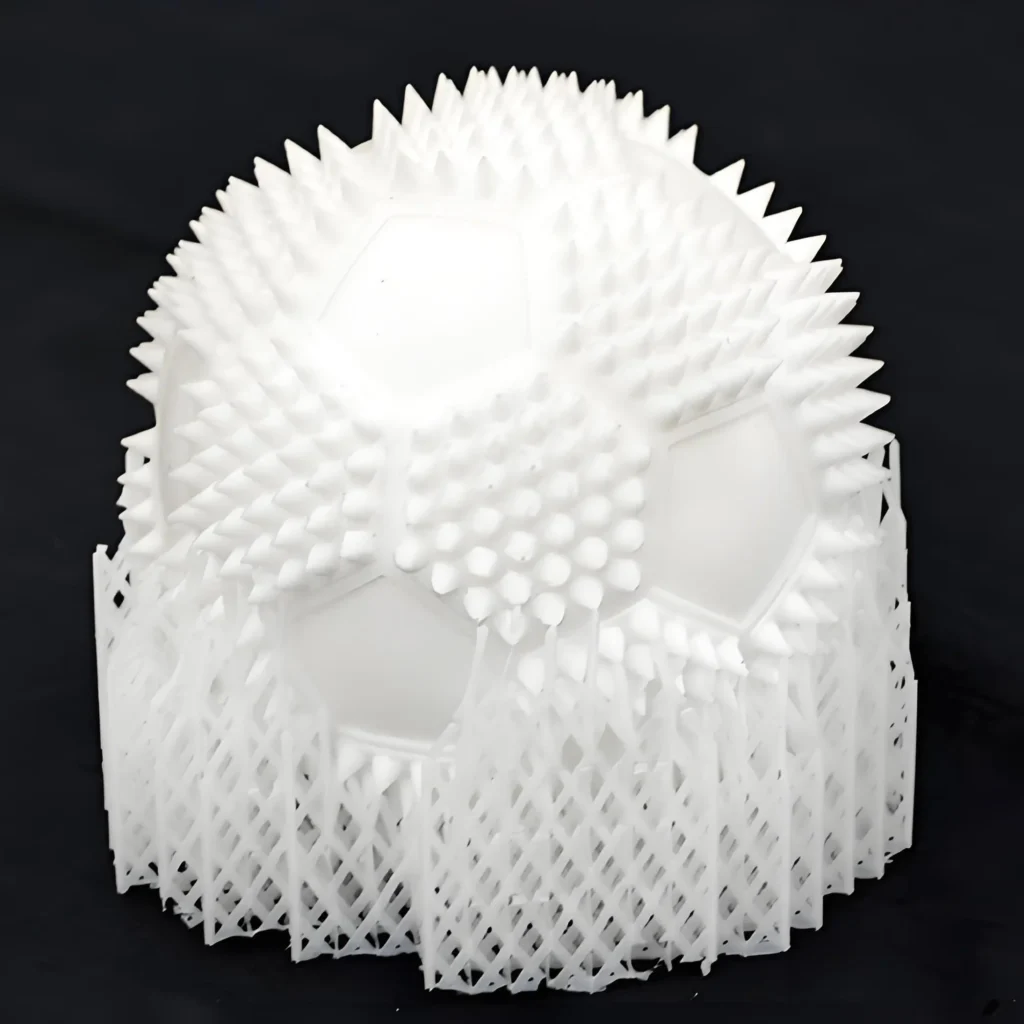
4. متطلبات هياكل الدعم:
يتطلب كل جزء من أجزاء PolyJet تقريبًا مادة داعمة، والتي يجب إزالتها في خطوة ما بعد المعالجة. وعلى الرغم من أن عملية الإزالة سهلة نسبيًا (خاصةً مع الدعامات القابلة للذوبان)، إلا أنها تضيف الوقت والعمالة والتكلفة إلى سير العمل بشكل عام.

ما هي المواد المستخدمة في الطباعة ثلاثية الأبعاد PolyJet؟
تُعد المكتبة الواسعة من المواد أساسية لتعدد استخدامات PolyJet. يتم تصنيف المواد بشكل عام حسب خاصيتها الأساسية.
1. عائلة ™Vero (غير شفافة صلبة):
هذه هي مجموعة مواد PolyJet التي تُعد العمود الفقري لمواد PolyJet، والمعروفة بتوفيرها لتفاصيل ممتازة وقوة وثبات ممتازين.
- ™VeroWhitePlus™، VeroBlackPlus™، VeroGray™، VeroBlue™: ألوان قياسية للنمذجة للأغراض العامة.
- ألوان ™VeroVivid: قواعد السماوي والأرجواني والأصفر للطباعة بالألوان الكاملة.
- ™VeroClear مادة شفافة لمحاكاة PMMA (الأكريليك) أو الزجاج. يمكن صقلها للحصول على درجة وضوح عالية.
- ™VeroFlex: مادة فريدة من نوعها توفر المرونة والمتانة على حد سواء، وهي مثالية للنماذج الأولية للنظارات.
2. عائلة Agilus30™ (مرنة وشبيهة بالمطاط):
تحاكي هذه المجموعة من المواد المطاط بدرجات متفاوتة من مقاومة التمزق والاستطالة عند الكسر.
- أجيلوس30™ شفاف، وأسود، وأبيض: تُستخدم للنماذج الأولية للحشوات وموانع التسرب والمفصلات الحية والأسطح ناعمة الملمس. يمكن دمجه مع مواد Vero لإنشاء نطاق واسع من قيم صلابة Shore A.
3. مواد رقمية (مواد رقمية (مركّبات أثناء الطيران):
هذه ليست راتنجات أساسية ولكن يتم إنشاؤها بواسطة الطابعة عن طريق خلط اثنين أو ثلاثة من الراتنجات الأساسية بتركيزات محددة.
- ديجيتال ABS بلس™: تم إنشاؤه من خلال الجمع بين Rigur™ ومادة أخرى لتوفير صلابة ومقاومة محسنة للحرارة (حتى 90 درجة مئوية)، ومحاكاة بلاستيك ABS القياسي. مثالي للنماذج الأولية الوظيفية والقوالب وأدوات التصنيع.
- بولي بروبيلين محاكي (Endur™ & Durus™): المواد التي توفر مرونة ومتانة البولي بروبلين، وهي ممتازة للأجزاء ذات الإغلاق القابل للإغلاق والمفصلات الحية.
- صلابة متغيرة الشاطئ A: من خلال الجمع بين Vero وAgilus30، يمكن تحقيق مئات الحالات المرنة الوسيطة في جزء واحد.
4. المواد المتخصصة:
- متوافق حيوياً (MED610™): مادة شفافة حاصلة على شهادات معتمدة للتلامس الجسدي (على سبيل المثال، ISO 10993)، مما يجعلها مناسبة للأدلة الجراحية وصواني الأسنان ونماذج الأجهزة الطبية التي ستلامس الجلد أو الأغشية المخاطية.
- درجة حرارة عالية (RGD525™): يوفر درجة حرارة انحراف حراري أعلى (HDT)، مما يجعله مناسبًا للاختبارات الوظيفية الثابتة أو الأجزاء المعرضة للهواء الساخن أو الماء، مثل النماذج الأولية للصنبور أو الأنابيب.

خدمات الطباعة ثلاثية الأبعاد عالية الدقة بولي جيت
اكتشف خدمات الطباعة PolyJet الاحترافية ثلاثية الأبعاد PolyJet للحصول على تفاصيل فائقة الدقة ولمسات نهائية ناعمة وقدرات متعددة المواد.
موارد للدليل الكامل للطباعة ثلاثية الأبعاد بولي جيت
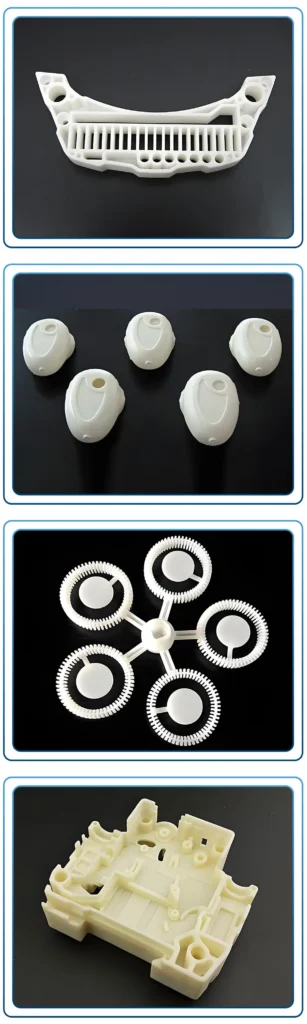
ما هي التطبيقات الرئيسية لطباعة البولي جيت؟
تُترجم المزايا الفريدة ل PolyJet إلى مجموعة واسعة من التطبيقات عالية التأثير في مختلف الصناعات.
1. وضع النماذج الأولية وتطوير المنتجات:
هذا هو مجال التطبيق الأساسي ل PolyJet.
① نماذج أولية مرئية عالية الدقة:
تتيح PolyJet للمصممين والمهندسين إنشاء نماذج لا يمكن تمييزها فعليًا عن المنتج النهائي. هذه النماذج لا تقدر بثمن من أجل:
- مراجعات التصميم في المراحل المبكرة وملاحظات أصحاب المصلحة.
- تصوير التسويق ومجموعات التركيز على المستهلكين.
- تأمين التمويل أو الموافقة على المشروع بنموذج واقعي ملموس وواقعي.
② اختبار الشكل والملاءمة والملمس:
تتيح الدقة العالية للتكنولوجيا وقدراتها المتعددة المواد إمكانية إجراء تقييم وظيفي حقيقي:
- الاستمارة: التحقق من أن شكل القطعة وجمالياتها تتوافق مع هدف التصميم.
- تناسب: اختبار التجميعات عن طريق طباعة مكونات متعددة تتناسب مع بعضها البعض بشكل مثالي.
- تحسس: استخدام مواد شبيهة بالمطاط المقولب لاختبار بيئة العمل في المقابض والمقابض.
2. الطب والرعاية الصحية:
تعمل PolyJet على تغيير الطب من خلال توفير أدوات ونماذج خاصة بالمريض.
① نماذج التخطيط الجراحي:
يمكن للجرّاحين طباعة نموذج ثلاثي الأبعاد لبنية عضو أو عظام المريض (مستمدة من التصوير المقطعي المحوسب أو التصوير بالرنين المغناطيسي) باستخدام مزيج من المواد الصلبة والمرنة والملونة. وهذا يتيح لهم ذلك:
- التدرب على الإجراءات المعقدة قبل دخول غرفة العمليات.
- شرح الجراحة للمرضى بنموذج مادي واضح.
- تقليل وقت التشغيل وتحسين نتائج المرضى.
② النماذج الأولية للأجهزة الطبية:
وباستخدام المواد المتوافقة حيويًا، يمكن للشركات وضع نماذج أولية سريعة لأجهزة مثل المعينات السمعية والأدوات الجراحية وأنظمة التوصيل التي تتطلب صلابة ومرونة في آن واحد.
3. السلع الاستهلاكية والإلكترونيات:
تساعد PolyJet على تسريع دورة تصميم المنتجات الاستهلاكية. تشمل التطبيقات وضع نماذج أولية لأغلفة الهواتف المحمولة وأجهزة المطبخ والتكنولوجيا القابلة للارتداء والتغليف بألوان واقعية ومواد وميزات مصبوبة.
4. الرقصات والتركيبات وأدوات التصنيع المساعدة:
على الرغم من أنها ليست متينة مثل قطع FDM أو SLS، إلا أن PolyJet ممتازة لإنشاء تركيبات وتركيبات مخصصة عالية الدقة للتجميع أو خطوط مراقبة الجودة. يضمن سطحه الأملس عدم خدش أو تشويه المكونات الحساسة.
طباعة البولي جيت لصناعة القوالب
ومن التطبيقات المتقدمة للغاية للبولي جيت استخدامه في إنشاء أدوات حقن القوالب، وهي عملية تعرف باسم "صناعة الأدوات السريعة".
1. ما هي الأدوات السريعة باستخدام PolyJet؟
يتضمن التشكيل السريع للأدوات طباعة ثلاثية الأبعاد لتجويف القالب وقلبه، والذي يتم استخدامه بعد ذلك في ماكينة قولبة حقن قياسية لإنتاج مجموعة صغيرة من الأجزاء (عادةً من 10 إلى 100 وحدة) من البلاستيك النهائي للإنتاج.
2. شرح العملية:
① تصميم القوالب والطباعة: يتم تصميم القالب في التصميم بمساعدة الحاسوب بميزات قياسية مثل البوابات والعدّادات ومواقع مسامير القاذف. ثم تتم طباعته بعد ذلك باستخدام مادة بولي جيت عالية القوة وعالية الحرارة مثل Digital ABS Plus™.
② تحضير القالب: قد يتطلب القالب المطبوع الحد الأدنى من الصقل على أسطح التجويف للحصول على تشطيب أفضل للجزء. ثم يتم تجميعها في قاعدة قالب قياسية.
③ القولبة بالحقن: يتم وضع القالب في مكبس صب. يتم حقن لدائن حرارية منخفضة الحرارة (مثل البولي بروبيلين والبولي إيثيلين عالي الكثافة والبولي إيثيلين عالي الكثافة والبولي إيثيلين عالي الكثافة) تحت ضغط منخفض نسبيًا لإنشاء الأجزاء النهائية.
3. مزايا قوالب البولي جيت:
① السرعة: يمكن طباعة قالب PolyJet وتجهيزه للاستخدام في غضون ساعات أو أيام، مقارنةً بالأسابيع أو الأشهر اللازمة للتصنيع الآلي التقليدي باستخدام الحاسب الآلي لقوالب الصلب أو الألومنيوم.
② الفعالية من حيث التكلفة: بالنسبة لعمليات التشغيل القصيرة، تكون التكلفة جزءًا بسيطًا من تكلفة القالب المعدني، مما يسمح بالتحقق من صحة المواد ذات الجودة الإنتاجية المعقولة.
③ تكرار التصميم: إنه يتيح تطوير منتج سريع حقيقي. يمكن للفرق اختبار التصميم، وتلقي الملاحظات، وتعديل ملف التصميم بمساعدة الحاسوب، وطباعة قالب جديد بين عشية وضحاها.
4. القيود والاعتبارات:
① عمر العفن المحدود: قوالب PolyJet ليست متينة مثل المعدن ويمكنها عادةً أن تتحمل من 10 إلى 100 طلقة فقط، اعتمادًا على هندسة الجزء ومعايير التشكيل.
② توافق المواد: وهي مناسبة فقط للبلاستيكيات الحرارية ذات درجات حرارة الانصهار وضغوط الحقن المنخفضة.
③ الموصلية الحرارية: لا تعمل القوالب البلاستيكية على تبديد الحرارة مثل القوالب المعدنية، مما قد يؤدي إلى إطالة زمن الدورة.

إرشادات التصميم لطباعة البولي جيت
يعد الالتزام بمبادئ التصميم من أجل التصنيع الإضافي (DfAM) أمرًا ضروريًا لتحقيق أقصى قدر من الجودة والنجاح لمطبوعاتك من PolyJet.
1. أفضل الممارسات العامة:
① الحد الأدنى لسُمك الجدار:
للتأكد من أن الأجزاء قوية بما فيه الكفاية لتحمل المعالجة والمناولة اللاحقة، اتبع هذه الإرشادات:
- مواد صلبة (عائلة فيرو): 0.6 مم (0.024 بوصة) للتطبيقات القياسية.
- المواد المرنة (Agilus30): 1.0 مم (0.040 بوصة) للحفاظ على السلامة الهيكلية.
② الحد الأدنى لحجم الميزة:
تتيح دقة PolyJet العالية الحصول على ميزات صغيرة، ولكن هناك حدود عملية:
- دبابيس/قضبان: يوصى بقطر لا يقل عن 0.5 مم.
- نص محفور/منقوش/منقوش: استخدم حجم خط لا يقل عن 6 نقاط بعمق/ارتفاع 0.2 مم.
③ التفاوتات المسموح بها:
تتميز PolyJet بالدقة العالية. تكون التفاوتات النموذجية للأبعاد في حدود ± 0.1 مم لأول 25 مم، و± 0.05 مم لكل 25 مم إضافية. ومع ذلك، يمكن أن يختلف ذلك بناءً على الهندسة والاتجاه.
2. تصميم الأجزاء متعددة المواد:
① إعداد الملف:
لتعيين مواد مختلفة لأقسام مختلفة من الجزء، يجب أن يكون تصميمك منظمًا بشكل صحيح:
- قذائف/هيئات منفصلة: تتمثل الطريقة الأكثر موثوقية في تصميم الجزء كتجميع لأجسام متميزة وغير متداخلة داخل برنامج CAD الخاص بك.
- تنسيق الملف: قم بتصدير التجميع كملف STL واحد (حيث يكون كل جسم عبارة عن غلاف منفصل) أو، ويفضل أن يكون كملف 3MF أو VRML، والذي يمكن أن يحافظ على تعيينات المواد والألوان.
3. تحسين الهياكل الداعمة:
① توجيه الجزء:
يُعد التوجيه قرارًا حاسمًا يؤثر على تشطيب السطح والدقة ووقت الطباعة.
- للحصول على أفضل نهاية: وجّه الأسطح الحرجة بحيث تكون متجهة لأعلى، حيث إنها لن تلامس مواد الدعم ويمكن طباعتها بطبقة نهائية "لامعة".
- من أجل الدقة: قم بتوجيه الثقوب الدائرية بحيث يكون محورها المركزي عموديًا على منصة البناء (في الاتجاه Z) لضمان أفضل استدارة.
② اختيار اللمسة النهائية المناسبة (اللامع مقابل غير اللامع):
- لمسة نهائية غير لامعة: يتم تغليف الجزء بالكامل في مادة داعمة. وينتج عن ذلك طبقة نهائية موحدة وغير عاكسة على جميع الأسطح ولكنها تتطلب المزيد من مواد الدعم ووقت تنظيف أكبر.
- لمسة نهائية لامعة: يتم دعم الأسطح المتدلية والسفلية فقط. تتم طباعة الأسطح المواجهة للأعلى دون ملامسة الدعم، مما ينتج عنه لمسة نهائية لامعة وناعمة للغاية. هذا هو الخيار الافتراضي والأكثر شيوعًا.

خيارات ما بعد المعالجة
تعتبر الخطوات النهائية بعد الطباعة حاسمة لتحقيق الشكل والمظهر المطلوبين.
1. إزالة الدعم (الخطوة الأولى الأساسية):
هذا هو النشاط الأساسي لما بعد المعالجة لجميع أجزاء PolyJet.
① نفث الماء: الطريقة الأكثر شيوعًا وفعالية. يتم استخدام نظام نفاث مائي عالي الضغط (مثل Stratasys WaterJet) لتفجير مادة الدعم الشبيهة بالهلام (SUP705™) دون الإضرار بالجزء نفسه.
② إزالة الدعم القابل للذوبان: بالنسبة للأجزاء الحساسة ذات القنوات الداخلية المعقدة، يتم استخدام مادة الدعم القابلة للذوبان في الماء (SUP706B™). يتم غمر الجزء ببساطة في حمام من محلول التنظيف، وتذوب مادة الدعم، مما يتطلب الحد الأدنى من العمل اليدوي.
③ الإزالة اليدوية: بالنسبة للأجزاء الأبسط، يمكن انتزاع الدعامة يدوياً باستخدام أدوات صغيرة أو إزالتها عن طريق نقع الجزء في محلول ماء/صودا كاوية.
2. تقنيات التشطيب الجمالي:
① الصنفرة والتلميع:
- الصنفرة: يمكن استخدام الصنفرة الرطبة بحبيبات أنعم تدريجياً من ورق الصنفرة لإزالة أي علامات دعم متبقية أو للحصول على لمسة نهائية أكثر نعومة وغير لامعة.
- التلميع: بالنسبة إلى الأجزاء الشفافة المصنوعة من VeroClear™، يمكن أن يؤدي الصنفرة والتلميع باستخدام مركب تلميع إلى وضوح شبه بصري.
② الطلاء والصباغة: على الرغم من أن PolyJet يوفر الطباعة بالألوان الكاملة، إلا أنه لا يزال من الممكن طلاء الأجزاء لتحقيق تشطيبات معدنية محددة أو لمطابقة لون غير بانتون. يوصى باستخدام دهان تمهيدي للحصول على أفضل التصاق.
③ طلاء شفاف: يوصى بشدة باستخدام طلاء شفاف مقاوم للأشعة فوق البنفسجية للأجزاء التي سيتم التعامل معها بشكل متكرر أو التي تتعرض لأشعة الشمس. فهو يحسّن المظهر ويحسّن بشكل كبير من متانة القطعة على المدى الطويل وثباتها للأشعة فوق البنفسجية.
لماذا تختار خدماتنا للطباعة بولي جيت؟
عندما تكون الدقة والواقعية والسرعة مهمة، فإن الشراكة مع مزود الخدمة المناسب أمر بالغ الأهمية. إليك السبب الذي يجعلنا الشركة الرائدة في هذا المجال لتلبية احتياجاتك من PolyJet.
1. أحدث ما توصلت إليه التكنولوجيا:
نقوم بتشغيل أسطول من أحدث طابعات Stratasys PolyJet، بما في ذلك نظامي J850 Pro وJ55 Prime. يضمن لك ذلك إمكانية الوصول إلى مجموعة كاملة من إمكانات المواد المتعددة والألوان الكاملة المعتمدة من Pantone والمواد المتخصصة مثل VeroUltraClear وAgilus30 المرنة.
2. خبرة لا مثيل لها:
يتمتع فريقنا من المهندسين والفنيين لدينا بعقود من الخبرة المشتركة في مجال التصنيع الإضافي. نحن نذهب إلى ما هو أبعد من مجرد طباعة ملفك؛ فنحن نقدم استشارات متخصصة في التصميم من أجل التصنيع الإضافي (DfAM) لتحسين الجزء الخاص بك من حيث التكلفة والسرعة والأداء.
3. مكتبة المواد الشاملة:
نقوم بتخزين مجموعة واسعة من مواد PolyJet، بدءًا من المواد الصلبة غير الشفافة والشفافة إلى الراتنجات المرنة الشبيهة بالمطاط والمتوافقة حيويًا وذات درجة الحرارة العالية. إن قدرتنا على إنشاء الآلاف من تركيبات المواد الرقمية تعني أنه يمكننا مطابقة متطلباتك بشكل مثالي.
4. ضمان الجودة الحاصل على شهادة الأيزو 9001:
تخضع عملية الإنتاج لدينا لنظام صارم لإدارة الجودة حاصل على شهادة ISO 9001:2015. تخضع كل قطعة لفحص صارم لضمان مطابقتها لمواصفاتك من حيث دقة الأبعاد والجودة الجمالية.
5. الحلول المتكاملة:
نحن متجرك الشامل لتطوير المنتجات. بدءًا من الاستشارات الأولية للتصميم وإعداد الملفات وحتى الطباعة والمعالجة الشاملة بعد المعالجة (بما في ذلك التلميع والطلاء والطلاء الشفاف) والتجميع النهائي، فإننا ندير كل خطوة من خطوات العملية لتقديم قطع جاهزة للعرض.

الأسئلة المتداولة (FAQ) حول الطباعة بولي جيت
PolyJet هي إحدى تقنيات الطباعة ثلاثية الأبعاد المتاحة. يمكنك توقع تفاوتات تفاوتات تبلغ ± 0.1 مم لأول 25 مم من الجزء، و± 0.05 مم لكل 25 مم إضافية. هذه الدقة مثالية لاختبار الشكل والملاءمة للتركيبات المعقدة.
تتميز أجزاء PolyJet بقوة معتدلة وهي الأنسب للنماذج الأولية المرئية والوظيفية بدلاً من تطبيقات الاستخدام النهائي ذات الأحمال العالية. في حين أن مواد مثل Digital ABS Plus™ توفر صلابة معززة، إلا أنه بالنسبة للتطبيقات التي تتطلب قوة ميكانيكية ومتانة عالية، قد تكون تقنيات مثل FDM أو SLS مع مواد من الدرجة الهندسية أكثر ملاءمة.
أفضل طريقة هي تصميم الجزء الخاص بك كتجميع لأجسام منفصلة وغير متداخلة في برنامج CAD الخاص بك. قم بتعيين اسم أو لون فريد لكل جسم. ثم قم بتصدير التجميع بالكامل كملف 3MF أو VRML أو OBJ واحد. عند إرسال الملف إلينا، يمكنك تحديد المادة التي يجب تطبيقها على كل جسم.
تتميز أنظمتنا ذات التنسيقات الكبيرة، مثل Stratasys J850، بحجم بناء يصل إلى 490 × 390 × 200 مم (19.3 × 15.3 × 7.9 بوصة). يمكن إنشاء أجزاء أكبر من خلال طباعتها في أقسام وربطها معًا في مرحلة ما بعد المعالجة.
نظرًا لحساسيتها المتأصلة للأشعة فوق البنفسجية، لا يوصى باستخدام أجزاء PolyJet القياسية للاستخدام الخارجي على المدى الطويل، حيث يمكن أن تصبح هشة ويتغير لونها. ومع ذلك، يمكن أن يؤدي استخدام طبقة شفافة مقاومة للأشعة فوق البنفسجية إلى إطالة عمرها ومتانتها بشكل كبير في مثل هذه الظروف.
A لامع تتحقق اللمسة النهائية عندما تتم طباعة الأسطح المواجهة للأعلى دون ملامسة من مادة الدعم، مما ينتج عنه سطح أملس ولامع للغاية. A غير لامع تحدث الطلاء النهائي عندما يكون الجزء بأكمله مغلفاً بمادة داعمة، مما يعطي جميع الأسطح ملمساً موحداً غير عاكس. اللمعان هو الخيار الأكثر شيوعًا وفعالية من حيث التكلفة.

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics

How to Prepare a Perfect RFQ for Custom Injection Molding Services?
Key Takeaways – A neutral 3D CAD file (STEP or IGES format) is mandatory for calculating part volume, weight, and cycle time accurately. – 2D technical drawings are essential for
حلول التحسين المقدمة مجاناً
- تقديم ملاحظات التصميم والحلول المثلى
- تحسين الهيكلية وتقليل تكاليف القوالب
- تحدث مباشرةً مع المهندسين وجهاً لوجه

