 İçeriğe geç
İçeriğe geç 

Plastik, dört mühendislik malzemesinden (çelik, ahşap, çimento ve plastik) biridir, ana bileşen olarak yüksek moleküler ağırlıklı sentetik bir reçinedir, endüstri, tarım, ulusal savunma ve diğer endüstrilerde yaygın olarak kullanılmaktadır.
Ancak plastik, diğer malzemelerle karşılaştırıldığında bazı benzersiz özelliklere sahiptir ve bu özellikler, benzersiz kullanım durumlarından, işleme yöntemlerinden, üretim süreçlerinden vb. bazılarını belirler.
Bu blogda ağırlıklı olarak yapısal tasarımın kilit noktaları paylaşılmaktadır. plasti̇k enjeksi̇yon kalipli parçalar duvar kalınlığı, kalıp çekme açısı, takviye, delik, payanda, çıtçıt, girişim bağlantısı, tolerans vb.

Duvar kalınlığı
Plastik parçaların et kalınlığının makul bir şekilde belirlenmesi çok önemlidir, takviye ve yuvarlatılmış köşeler gibi diğer şekil ve boyutlar et kalınlığı için referans olarak kullanılır.
Plastik ürünlerin et kalınlığı esas olarak plastik gereksinimlerinin kullanımına göre belirlenir, yani ürünün diğer parçalar için bir destek olarak, plastik malzeme özelliklerinin seçimi, ağırlık, elektriksel özellikler, boyutsal doğruluk ve stabilitenin yanı sıra montaj ve diğer gereksinimler gibi dış kuvvetlere dayanması gerekir.
Genel termoplastik duvar kalınlığı 1 ila 6 mm aralığında tasarlanmıştır. En yaygın olarak kullanılan 2 ila 3 mm'dir ve 6 mm'den daha büyük parçalar da mevcuttur.
A. Eşit olmayan duvar kalınlığı
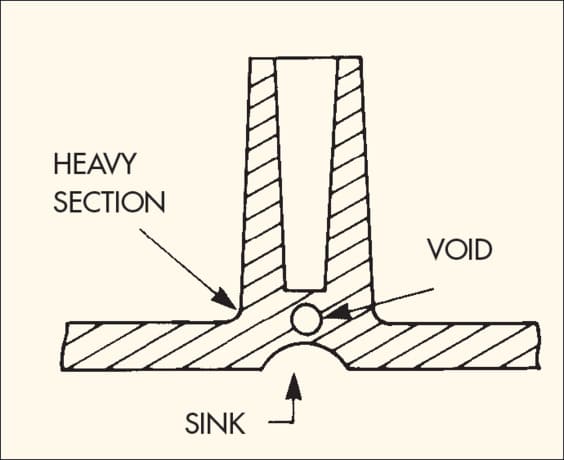
Tek tip et kalınlığı, plastik parçaların tasarımında önemli bir ilkedir. Nominal duvar kalınlığı tek tip değilse, plastik eriyik dolum hızının ve soğutma büzülmesinin tek tip olmamasına neden olur, bu da depresyona, vakum kabarcığına, çarpılmaya ve hatta çatlamaya neden olur, hatta büzülme izlerine, termal gerilime, sapma parçası bozulmasına, farklı renge veya farklı şeffaflığa yol açar.
Daha küçük et kalınlığı alındığında, ürünün mukavemeti ve sertliği kullanım ve montajda zayıf olacaktır. Ekonomik açıdan bakıldığında, çok kalın ürünler sadece malzeme maliyetini artırmakla kalmaz, aynı zamanda üretim döngüsünü de uzatır. Kalın tutkal alanı, bir sonraki ince tutkal alanına göre daha yavaş soğur ve böylece büzülme izleri oluşur.
B. Duvar kalınlığı geçişi
Daha kalın tutkalların çoğu, toplam duvar kalınlığını değiştirmek için takviye ile tasarlanabilir. Malzeme ve üretim maliyetlerinden tasarruf etmenin yanı sıra, yaklaşık olarak duvarla orantılı olan soğutma süresinden de tasarruf sağlayabilir.
Buna ek olarak, duvar kalınlığının tasarımı aynı zamanda akışı, yani eriyiğin kapıdan boşluğun her bir parçasına olan mesafesini de dikkate alır.
Akışın duvar kalınlığına oranı çok büyükse, kapıdan uzakta kalan yerde malzeme eksikliği olacaktır ve bu da genellikle dolu olmadığı söylenir. Bu nedenle, gerekirse duvar kalınlığı artırılmalıdır.

C. Keskin köşeler
Keskin köşeler genellikle kusurlu parçalara ve gerilim yoğunlaşmalarına neden olur. Keskin köşeler genellikle kaplama ve boyama gibi işlem sonrası süreçlerden sonra istenmeyen malzeme birikimine neden olur.
Konsantre stres alanları yüke veya darbeye maruz kaldığında kırılabilir, bu nedenle tasarım yaparken keskin köşelerden kaçınmalıyız.
Kalıp ayırma yönü ve kalıp çekme eğimi
Her biri enjeksiyon kalıplı ürün maça çıkarma mekanizmasının mümkün olduğunca azaltılmasını sağlamak ve ayırma çizgisinin görünüm üzerindeki etkisini ortadan kaldırmak için tasarımın başında kalıp açma yönünü ve ayırma çizgisini belirlemelidir.
Kalıp açma yönü belirlendikten sonra, ürünün takviye çubukları, klipsleri, tümsekleri ve diğer yapıları, maça çıkmasını önlemek, ayırma çizgisini azaltmak ve kalıp ömrünü uzatmak için mümkün olduğunca kalıp açma yönüyle tutarlı olacak şekilde tasarlanmalıdır. Kalıp açılma yönü belirlendikten sonra, görünümü ve performansı iyileştirmek için uygun ayırma çizgileri seçilebilir.
Enjeksiyon parçası kalıplama kalıbı hareketinden serbest bırakıldığında, serbest bırakma kuvveti ve açma kuvvetinin üstesinden gelinir. Kalıp açma, kalıplanmış parça şeklinin kalıp boşluğundan serbest bırakılmasını ifade eder. Kalıplanan parça soğutma işlemi sırasında büzülür ve delik duvar parçası maça üzerinde bir sıkıştırma kuvveti uygular.
Kalıp açma sırasında kalıplanmış parça ile maça arasındaki sürtünme, kalıp açma sırasında delik contasının altındaki vakum adsorpsiyonu ve serbest bırakma kuvvetinin kalıp açma kuvvetinden çok daha büyük olmasının birçok nedeni vardır. enjeksiyon kalıbı Açılış gücü.
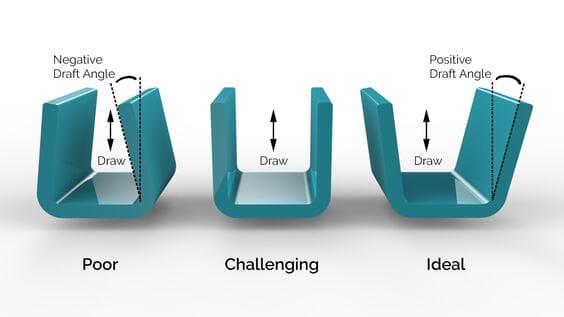
Aşırı kalıp ayırma kuvveti parçada deformasyona, beyazlaşmaya, kırışmaya ve yüzey aşınmasına neden olabilir. Kalıp ayırıcının eğimi, ayırma kuvvetinin boyutunu belirlemede önemli bir faktördür.
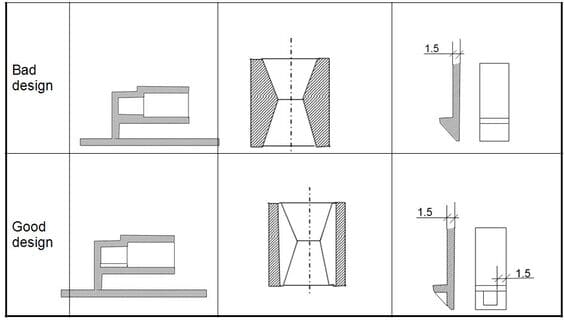
Ürün et kalınlığını eşit hale getirmek ve kalıp açıldıktan sonra ürünün daha sıcak olan içbükey kalıba yapışmasını önlemek için, ayırma açısı hem içbükey hem de dışbükey kalıp için eşit olmalıdır.
Bununla birlikte, özel durumlarda, ürünün açıldıktan sonra içbükey kalıba tutturulması gerekiyorsa, bitişik içbükey kalıbın çıkış açısı uygun şekilde azaltılabilir veya içbükey kalıba kasıtlı olarak uygun miktarda boşluk eklenebilir.
Kalıp çekme açısının kesin bir ölçüsü yoktur, ancak genellikle ampirik değerlerle belirlenir. Genel olarak, yüksek derecede parlatılmış dış duvarlar 1/8° veya 1/4°'lik bir çıkış açısı kullanabilirken, derin veya dokuma desenli ürünler çıkış açısında buna karşılık gelen bir artış gerektirir.
Ek olarak, serbest bırakma eğimi düşünüldüğünde, prensip olarak, eğim ne kadar büyükse, serbest bırakma için o kadar iyidir, ancak plastik parçaların boyutsal doğruluğunu sağlamaya dikkat etmelidir, serbest bırakma eğiminin neden olduğu boyut hatası boyutsal doğruluk aralığında kontrol edilmelidir. Plastik parçaların büzülmesi ve karmaşık şekli daha büyük bir serbest bırakma açısını dikkate almalıdır.

Takviye
Plastik parçanın mukavemeti et kalınlığına göre tamamen artmaz. Aksine, büzülme ve iç gerilimin neden olduğu duvar kalınlığındaki artış nedeniyle, ancak gücünü azaltır. Plastik parçaların ana, daha ince duvarlı stil kombinasyon yapısının sertliğine karşı mukavemeti, kesitsel atalet momentini arttırmak için ilgili parçalarda takviye oluşturur.
Ancak donatı eklendikten sonra, donatı ile ana duvar arasındaki bağlantı kesinlikle daha kalın hale gelecektir ve bu kalınlık genellikle iç kesimin maksimum dairesine, yani tendonun kalınlığına ve köşe kökünün yarıçapına bağlıdır.

Takviye büzülme parçaları
Takviyenin kalınlığı en aza indirilmelidir, ancak bu da sınırlıdır. Tendonun kalınlığı çok küçükse, sertliği artırmak için tendonun yüksekliğini artırmak gerekir.
Tendon preslendiğinde tendon çok incedir, tendon kolayca deforme olur, şekillendirme sırasında malzemenin doldurulması kolay değildir, yapışkan kalıp ve diğer sorunlar. Tabii ki, tendonun alt köşesinin yarıçapı çok küçük olamaz, aksi takdirde stres konsantrasyonunu azaltmada bir rol oynamayacaktır.
Genel olarak, çubuk kökünün köşesinin yarıçapı, çubuk kalınlığının 40%'sinden az olmamalıdır, çubuk kalınlığı, ana malzemenin uygun duvar kalınlığının 50% ile 75% arasında olmalıdır, yüksek oran, malzeme akışının küçük büzülmesiyle sınırlıdır.
Çubuğun yüksekliği temel malzemenin kalınlığının beş katından az olmalıdır. Çubuklar serbest bırakma açılarına sahip olmalı ve serbest bırakma yönünde veya hareketli bir kalıp tertibatına yerleştirilmelidir. Çubuklar arasındaki boşluk, taban malzemesinin kalınlığının iki katından fazla olmalıdır.
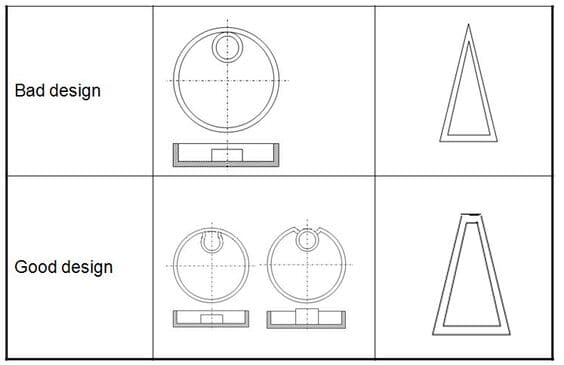
Buna ek olarak, genellikle bir parçanın her yönde eşit derecede rijit olmasını isteriz ve bu sonucu elde etmenin en kolay yolu, parçaya hem enine hem de boyuna yönde çubuklar eklemek ve bunları dikey olarak kesiştirmektir.
Bununla birlikte, kesişme noktasında duvar kalınlığını artırarak büzülme olasılığını artırma sorunu da vardır. Genel olarak, bu durumda, tek tip bir duvar kalınlığı oluşturmak için kesişme noktasına dairesel bir delik eklenebilir.
Delik
Delik üzerindeki plastik parçalarda bunu yapmak ve diğer parçaları birleştirmek veya ürün işlevinin kombinasyonunu artırmak yaygın bir yöntemdir, deliğin boyutu ve konumu ürünün gücü üzerinde bir etki oluşturmamaya veya üretimin karmaşıklığını artırmamaya çalışmalıdır, aşağıda delik tasarlanırken dikkate alınması gereken birkaç faktör vardır.
1. Bağlı delikler arasındaki mesafe veya delikler ile bitişik ürünlerin düz kenarları arasındaki mesafe deliklerin çapından az olmamalıdır, özellikle kenarın değeri mümkün olduğunca büyük olmalıdır, aksi takdirde perforasyon konumu kırılmaya eğilimlidir.
Deliğe bağlı bir vida dişi varsa, vida deliği ile ürünün kenarı arasındaki mesafe genellikle deliğin çapının üç katından fazladır.
2. Delik türleri genellikle açık delikler, kör delikler ve kademeli deliklerdir. Montaj açısından bakıldığında, açık delikler kör deliklerden daha fazla kullanılır ve üretilmesi kör deliklere göre daha kolaydır.
Kalıp tasarımı açısından, hareketli kalıp ve sabit kalıp üzerine sabitlenmiş iki maçanın kombinasyonu ile oluşturulabilen veya hareketli kalıp veya sabit kalıp üzerine sabitlenmiş sadece bir maça ile oluşturulabilen bir açık delik tasarımı da yapı olarak daha uygun olacaktır.
İlki, akışkan plastiğin etkisi altında iki konsol kiriş oluşturur, ancak kuvvet kolu kısadır ve deformasyon büyük değildir. İkincisi, hem hareketli hem de sabit kalıplarla bindirmeli bağlantılara sahiptir ve genellikle az deformasyona sahip basit bir destek kirişi oluşturur.
İki çekirdek kullanıldığında, iki yan mandalın eksenindeki hafif sapma nedeniyle ürünün burkulmasını önlemek için iki çekirdeğin çapları biraz farklı olmalı ve eklemin iki ucu düz taşlanmalıdır.
Kör delik çekirdekleri, sıvı plastiğin etkisiyle kolayca bükülen tamamen dirsekli kirişlerdir ve oluşan delik şekilli bir delik haline gelecektir. Kör deliğin çapı sadece 1,5 mm veya daha az ise, kör deliğin derinliği çapın boyutundan daha büyük olmamalıdır. Ve kör deliğin alt duvar kalınlığı delik çapının altıda birinden az olmamalıdır, aksi takdirde büzülme olacaktır.
3. Yan delikler genellikle kalıbın maliyetini artıracak olan yan maça yöntemiyle oluşturulur ve yan maça çok uzunsa kırılması kolaydır, bu da kalıp bakım maliyetlerini artırır.

Sütun
Sütun, kauçuğun düzgün duvar kalınlığından çıkıntı yapar ve ürünleri monte etmek, nesneleri ayırmak ve diğer parçaları desteklemek için kullanılır. İçi boş sütunlar parçaları gömmek, vidaları sıkmak vb. için kullanılabilir.
Bu uygulamalar, basıncı kırılmadan desteklemek için yeterli mukavemete sahip olmalıdır. Sütunlar genellikle silindirik yapılır çünkü kalıplanmaları kolaydır ve iyi mekanik özelliklere sahiptirler.
Genel olarak, sütun ayrı bir silindir olarak tasarlanmamalı, sütunu güçlendirmek ve yapıştırıcının akışını daha düzgün hale getirmek için dış duvara bağlanmalı veya mümkün olduğunca takviye ile kullanılmalı ve dış duvarla bağlantı, büzülmeyi önlemek için ince duvarlı bir bağlantı haline getirilmelidir.

Sütunun duvar kalınlığı, temel malzeme kalınlığının 0,5 ila 0,75'i arasında olmalı ve sütunun üst deliği, vida kılavuzunun takılmasını kolaylaştırmak için pahlanmalıdır.
Vida kılavuzunun montajını kolaylaştırmak için kolonun üst deliği pahlanmalıdır. Kolon bir kalıp çekme eğimine sahip olmalıdır. Bu noktalar takviye çubuklarının tasarım gereksinimlerine benzer, bu nedenle sütunun çubuğun bir varyasyonu olduğu da söylenebilir.
Çıtçıt
Geçmeli montaj, uygun bir montaj, maliyet tasarrufu sağlayan, yeşil bir bağlantıdır, çünkü bitmiş ürünlerin üretiminde geçmeli parçaların kombinasyonu aynı zamanda kalıplama, vida gibi diğer kilitleme aksesuarları olmadan montaj, toka konumunun iki tarafının kombinasyonu olduğu sürece birbirleriyle geçme.
Çıtçıtın prensibi, elastik deformasyonu teşvik etme sürecinde, engelin diğer kısmı boyunca projeksiyonun bir kısmını teşvik etmektir, engelin içinden ikisinin orijinal durumunu birlikte geri yüklemek için.
Parazit bağlantısı
Delikler ve şaftlar, torku ve diğer işlevleri aktarmak için parazit bağlantısı ile bağlanır, parazit bağlantısı daha rahat ve basittir. Tasarım sürecindeki ana husus, girişim miktarıdır, girişim miktarı çok küçükse, bağlantı güvenilir değildir, girişim çok büyükse, montajı zordur, aynı zamanda kırılması da kolaydır.
Tasarım sürecinde, deliğin ve şaftın toleransının yanı sıra çalışma sıcaklığı da dikkate alınmalıdır, çünkü sıcaklık parazitin boyutunu doğrudan etkileyecektir.
Çoğu durumda, şaft genellikle metal bir şafttır ve bağlantının güvenilirliğini sağlamak için, tasarım sırasında genellikle eşleşen şafta tırtıllı oluklar eklenir. Genel girişim miktarı aşağıdaki formülle hesaplanabilir.
Y=Sd( (K+v kovan)/E kovan)/K
Burada S tasarım gerilmesi, v Poisson oranı, E elastisite modülü, K geometrik katsayıdır ve K aşağıdaki formülle hesaplanabilir.
K = (1+(d/D)2)/(1 - (d/D)2)
Birleşme kuvveti aşağıdaki formülle hesaplanabilir: W = Sdlπμ/K
μ sürtünme katsayısı ve l birleşme uzunluğudur.
Ayrıca plastik parçalar arasındaki bağlantı yöntemleri sıcak perçinleme, kaynak, ultrasonik kaynak vb.
Hoşgörünün etkisi
Çoğu plastik ürün, boyutsal toleranslarla yüksek hassasiyet elde edebilirken, bazı yüksek büzülme ve bazı yumuşak malzemelerin kontrol edilmesi daha zordur.
Bu nedenle, ürün tasarım süreci, toleransların sıkılığını ayarlamak için ürün ortamının, plastik malzemelerin, ürün şeklinin vb. kullanımını dikkate almaktır.
Müşterilerin gereksinimleri giderek arttığı için, önceki fit konseptinin yavaş yavaş gözden geçirilmesi gerekiyor. Üründe uyum, hassasiyet ve estetiğin aynı anda ortaya çıkarılması gerekiyor.
Tolerans ne kadar yüksek olursa, ürünün kalitesi o kadar yüksek olur, ancak maliyet o kadar yüksek olur ve gereksinimleri karşılamak daha fazla zaman alır. enjeksiyon kalıplama süreci genel olarak üç kalite seviyesine ayrılır: genel amaçlı enjeksiyon kalıplamaorta hassasiyette kalıplama ve hassas enjeksiyon kalıplama.
Genel amaçlı enjeksiyon kalıplama süreç düşük seviyede kalite kontrol gerektirir ve düşük iade oranları ve hızlı üretim döngüleri ile karakterize edilir. Orta-hassas enjeksiyon kalıplama daha pahalı olabilir çünkü daha yüksek talepler gerektirir. kalıp ve üretim imalatı sık kalite kontrolleri gerektiren bir süreçtir.
Üçüncü tür, hassasiyet ince duvar enjeksiyon kalıplama döngüsü, şunları gerektirir hassas kalıplar, optimum üretim koşulları ve 100% sürekli üretim izleme. Bu durum üretim döngü süresini etkiler ve birim üretim maliyeti ile kalite kontrol maliyetini artırır.
Ürün kalitesi açısından bakıldığında, elbette doğruluk ne kadar yüksekse o kadar iyidir, ancak ekonomik üretim maliyetleri açısından bakıldığında ne kadar düşükse o kadar ucuzdur. Şu anda bir tasarımcı ikisi arasında seçim yapmalıdır.
Genel olarak, performans ve görünüm gereksinimlerini karşılamak için, kritik olmayan boyut toleransının uygun şekilde gevşetilmesi öncülünün gereklilikleri ile.

Malzeme seçimi
Genel olarak kötü malzeme yoktur, sadece belirli bir alanda kullanılan yanlış malzeme vardır. Bu nedenle, tasarımcı mevcut çeşitli malzemelerin performansını iyice anlamalı ve çeşitli faktörlerle kalıplanmış ve işlenmiş ürünlerin performansı üzerindeki etkilerini incelemek için bu malzemeleri dikkatlice test etmelidir.
En yaygın olarak kullanılan plasti̇k enjeksi̇yon kaliplama i̇malati malzeme termoplastiktir. Ayrıca amorf ve yarı kristal plastikler olarak ikiye ayrılabilir. Bu iki malzeme türü, moleküler yapıları ve kristalleşmeden etkilenen özellikleri bakımından önemli ölçüde farklılık gösterir.
Genel olarak, yarı kristal termoplastikler esas olarak mekanik olarak güçlü parçalar için kullanılırken, amorf termoplastikler kolayca bükülmedikleri için genellikle muhafazalar için kullanılır.
Termoplastiklerin takviyesiz, cam elyaf takviyeli, mineral ve vitreus dolgulu çeşitleri mevcuttur.
Cam elyaflar öncelikle mukavemeti, sertliği ve uygulama sıcaklığını artırmak için kullanılır; mineraller ve cam elyaflar daha düşük bir takviye etkisine sahiptir ve öncelikle çarpılmayı azaltmak için kullanılır. Takviyelerin eklenmesiyle plastik özelliklerdeki değişimin tam miktarı, malzeme tedarikçisine sorularak veya deney yapılarak doğrulanmalıdır.
Bazı termoplastik malzemeler, özellikle PA6 ve PA66, yüksek oranda higroskopiktir. Bu durum, mekanik özellikleri ve boyutsal kararlılıkları üzerinde önemli bir etkiye sahip olabilir.
Bazı gereksinimler işleme hususları ve montajla ilgilidir. Pahalı montaj maliyetlerinden tasarruf edebilecek birkaç farklı işlevin tek bir parçada yoğunlaşmasını araştırmak da önemlidir.
Bu kılavuz, üretim maliyetlerinin hesaplanması için çok yararlıdır. Fiyat hesaplamasında sadece hammadde fiyatının dikkate alınması gerekmediği, aynı zamanda yüksek performanslı (rijitlik, tokluk) malzemelerin daha ince et kalınlıklarına ve dolayısıyla daha kısa üretim döngülerine yol açabileceği de unutulmamalıdır. Bu nedenle, tüm kriterlerin listelenmesi ve sistematik olarak değerlendirilmesi önemlidir.
Yuvarlatılmış köşeler
Keskin köşeler genellikle kusurlu parçalara ve yüklere veya darbelere maruz kaldığında yoğunlaşan gerilimlerin kırılabileceği gerilim yoğunlaşmalarına yol açar.
Daha büyük yuvarlatılmış köşeler bu dezavantaja bir çözüm sağlar, sadece stres konsantrasyon faktörünü azaltmakla kalmaz, aynı zamanda bitmiş ürün kalıptan çıkarıldığında plastik akışını daha pürüzsüz ve kolay hale getirir. İç köşeler yuvarlatılmış ve dış köşeler keskinse, köşeler yine de diğerlerinden daha kalın olacak ve büzülme yine de meydana gelecektir.
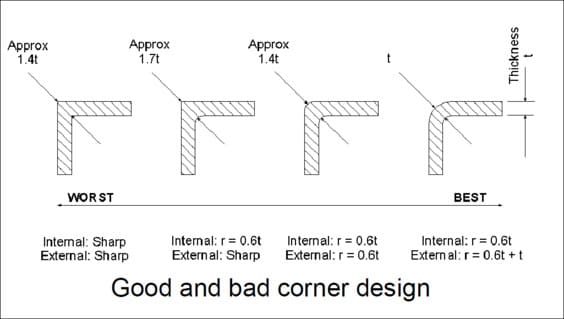
Hem iç hem de dış köşeleri yuvarlatarak üniform duvar kalınlığını üniform hale getirebiliriz; bu durumda dış köşe, iç köşe artı temel duvar kalınlığının toplamıdır.
Köşe ucunun tasarım kılavuzu, sarkan kiriş tipi sabitleme ucu için de geçerlidir. Bu sabitleme yönteminin gömülü konsol kolunu bükmesi gerektiğinden, köşe konumunun tasarımı, köşe yay konumu R'nin çok küçük olması durumunda gerilme konsantrasyon katsayısının çok büyük olmasına neden olacağını, bu nedenle ürünün bükülürken kırılmasının kolay olduğunu, yay konumu R'nin çok büyük olduğunu, büzülme çizgilerinin ve oyukların görünmesinin kolay olduğunu göstermektedir.
Bu nedenle, ark konumu ve duvar kalınlığı belirli bir orana sahiptir. Genellikle 0,2 ila 0,6 arasında olup ideal değer 0,5 civarındadır.
Sonuç
Bu makalede, aşağıdaki tasarım noktalarını analiz ediyoruz enjeksiyon kalıplı parçalar duvar kalınlığı, çekme açısı, takviye, delik, dikme, geçme, girişim bağlantısı, tolerans ve yuvarlatılmış köşe açılarından.
Tabii ki, tasarım enjeksiyon kalıplı ürünler çevre, koşullar ve gereksinimlerle de sınırlıdır, bu nedenle belirli durumlarla ilgilenmek gerekir.







