 Перейти к содержанию
Перейти к содержанию 

Введение: Цикл литья под давлением, также известный как цикл формования, - это время, необходимое для завершения процесса литья под давлением. Он включает в себя время от момента закрытия пресс-формы до момента формования изделия, его охлаждения, открытия пресс-формы, извлечения изделия и готовности машины к следующему циклу.

Этот цикл напрямую влияет на эффективность производства и загрузку оборудования, поскольку это общее время, необходимое машине для литья под давлением для изготовления пластиковой детали.
Точный контроль цикла литья под давлением имеет решающее значение для индустрии переработки пластмасс и является одним из важных факторов конкурентоспособности и рыночной эффективности компании. В этой статье мы подробно рассмотрим, что такое цикл литья под давлением.

Что входит в состав времени цикла литья под давлением?
Цикл впрыска состоит из времени впрыска (заполнения формы), времени выдержки, времени охлаждения и подачи (включая предварительную пластификацию), времени открытия формы (извлечения продукта), вспомогательных операций (таких как нанесение разделительного агента, размещение вставок и т. д.) и времени закрытия формы.
Во всем цикле формования время охлаждения и время впрыска являются наиболее важными и оказывают решающее влияние на производительность и качество изделия. Цикл впрыска является важным технологическим фактором, влияющим на литьё под давлением.
Время введения
Процесс инъекции можно разделить на следующие этапы:
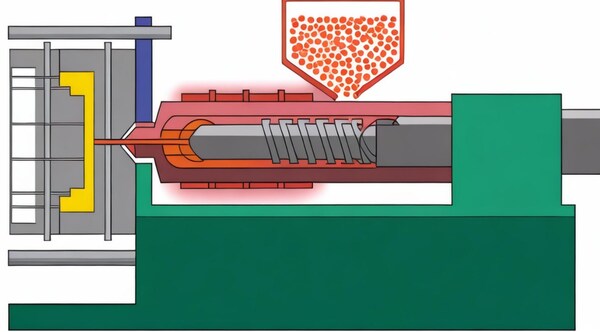
Период холостого хода плунжера: В течение времени t0~t1 материал нагревается и пластифицируется в бочке. Перед впрыском плунжер (или шнек) начинает двигаться вперед, но материал еще не попал в полость пресс-формы.

Плунжер находится в состоянии холостого хода. Когда материал проходит через сопло и затвор с высокой скоростью, температура повышается из-за трения сдвига, а давление на плунжер и сопло увеличивается из-за сопротивления потоку.
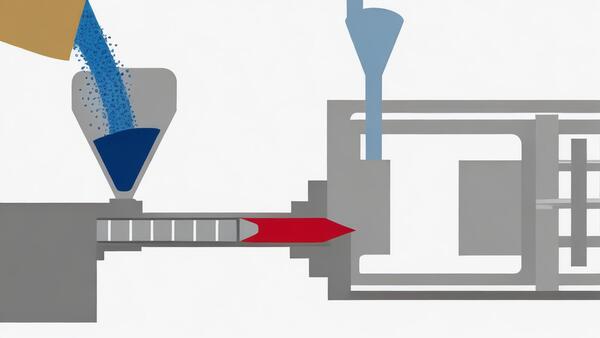
Стадия заполнения формы: В момент времени t1 расплав пластмассы начинает впрыскиваться в полость формы, и давление в ней быстро растет. В момент времени t2 полость заполняется, и давление в полости формы достигает наивысшей точки. Одновременно повышается температура материала, давление в плунжере и сопле.
Период выдержки под давлением: С t2 до t3 пластик все еще расплавлен. Плунжер должен поддерживать давление на пластик, чтобы упаковать и придать ему форму в полости формы, и медленно проталкивать еще немного пластика в полость формы, чтобы компенсировать усадку пластика по мере его остывания.
По мере остывания материала в полости формы давление в ней также начинает падать, поскольку пластик остывает и сжимается.

Период возврата (период возврата давления или период обратного потока) Плунжер постепенно движется назад от t3, и новый материал (предварительная пластификация) поступает в переднюю часть бочки во время этого процесса.
Из-за снижения давления в сопле и затворе бочки и высокого давления в полости формы незастывший расплав пластика под действием внутреннего давления формы выталкивается обратно в затвор и сопло, что приводит к обратному течению.
Период застывания
В течение времени от t4 до t5 температура материала в полости продолжает снижаться. Когда она достигает температуры застывания и затвердевания, затвор замерзает и обратный поток прекращается. Время застывания - это определенный промежуток времени между t4 и t5.
Последующий период охлаждения - это время после застывания затвора. Фактически, охлаждение пластика в полости начинается после завершения заполнения (время t2). Последующий период охлаждения - это продолжение охлаждения продукта в полости до температуры, близкой к температуре стеклования пластика, а затем распаковка.
Время удержания
На этапе упаковки к расплаву прикладывается давление, чтобы сжать полимер и протолкнуть больше материала в форму. Эта стадия используется для компенсации усадки полимера в процессе охлаждения от температуры расплава до температуры окружающей среды (комнатной).
На этапе упаковки в форму может быть добавлено еще от 5% до 25% материала. Ворота должны быть заморожены на этапе упаковки, чтобы предотвратить вытекание материала из формы.

Что касается времени впрыска и упаковки, то время впрыска при заполнении общих продуктов очень мало - от 2 до 10 секунд, что зависит от формы и размера пластика и продукта.
Время наполнения больших и толстостенных изделий может достигать более 10 секунд. Время упаковки обычных продуктов составляет от 20 до 100 секунд, а больших и толстостенных - от 1 до 5 минут или даже больше.

Время охлаждения основано на принципе контроля за тем, чтобы изделие не сгибалось при распаковке, и является коротким. Обычно оно составляет от 30 до 120 секунд, а для крупных и толстостенных изделий может быть соответствующим образом увеличено.
Время охлаждения
Время охлаждения - это этап в литьё под давлением Цикл, в котором к пластику не прикладывается давление. Форма остается закрытой, а пластик продолжает охлаждаться до тех пор, пока деталь не будет извлечена. Стадия охлаждения обычно является самой продолжительной в цикле литья, и на нее часто приходится 80% общего времени цикла.
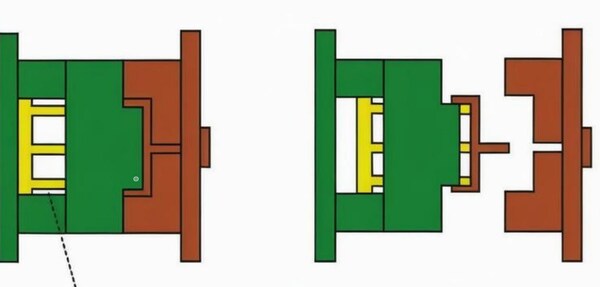
Время открытия пресс-формы
Это время, необходимое для открытия пресс-формы перед началом следующего цикла формования. Это время включает в себя: открытие пресс-формы, извлечение детали, подготовку к следующему циклу, например, загрузку вставки (не всегда является частью цикла), и закрытие пресс-формы.

Сколько деталей входит в цикл литья под давлением?
Время, необходимое для завершения процесса литья под давлением, называется циклом литья, также известным как время цикла. Фактически он состоит из следующих частей:
Цикл формовки
Цикл формовки имеет большое значение для производительности труда и использования оборудования. Поэтому производители пресс-форм для пластмасс должны стараться сократить время цикла формовки, обеспечивая при этом качество.

Во всем цикле формования время впрыска и время охлаждения являются наиболее важными, они оказывают решающее влияние на качество изделия. Время впрыска пропорционально скорости наполнения, и время наполнения в производстве обычно составляет около 3-5 секунд.
Время проживания
Время, в течение которого пластик находится под давлением в пресс-форме, называется временем выдержки. Оно составляет значительную часть общего времени впрыска, обычно 20-120 секунд (для толстых деталей оно может достигать 5-10 минут). Время выдержки влияет на точность размеров детали до тех пор, пока материал на литнике не застынет.

Если оно слишком короткое, то эффекта не будет. Время выдержки также имеет оптимальное значение, которое зависит от температуры материала, температуры пресс-формы, размера затвора и его расположения. Если размер и расположение затвора, а также условия процесса нормальные, в качестве стандарта обычно используется значение давления, которое дает наименьший диапазон усадки детали.
Время охлаждения
Время охлаждения в основном определяется толщиной изделия, термическими и кристаллизационными свойствами пластика, а также температурой пресс-формы. Окончание времени охлаждения должно быть основано на принципе обеспечения того, чтобы изделие не изменялось при распалубке. Обычно время охлаждения составляет от 30 до 120 секунд.

Если время охлаждения слишком велико, оно становится ненужным, что не только снижает эффективность производства, но и негативно сказывается на сложных деталях. Распалубка затруднена, а при принудительной распалубке может даже возникнуть напряжение при распалубке. Другие моменты в цикле формования связаны с тем, является ли производственный процесс непрерывно автоматизированным и какова степень его автоматизации.
Как рассчитать цикл литья под давлением?
Литье под давлением - это циклический процесс. Цикл литья в основном состоит из времени хранения материала, времени выдержки при впрыске, времени охлаждения, времени открытия и закрытия формы, времени выталкивания и удаления материала.

Охлаждение изделия, дозирование шнека и хранение материала осуществляются одновременно. При расчете цикла формовки берите большее значение из двух (время охлаждения обычно включает время хранения материала).
Хранение материала и время выдержки при инъекции
Время хранения и впрыска материала должно определяться в зависимости от свойств пластика, формы изделия и требований к качеству (внешний вид, размер и т. д.). Оно зависит от многих факторов, таких как давление впрыска, скорость впрыска, скорость шнека, противодавление и температура.
При условии обеспечения качества необходимо стремиться к наименьшему времени. При оценке времени хранения материала для литья под давлением обычно рассчитывается от 65% до 85% от максимальной производительности пластификации (г/с) термопластавтомата. Процесс впрыска обычно делится на 3 стадии (медленная-быстрая-медленная).
При оценке; T=W/20~50%V + t. T: общее время впрыска; W: общий объем впрыска (вес одного продукта x количество + вес сопла); V: максимальная скорость впрыска ТПА; t: временная база, необходимая для запуска и остановки шнека; 80T~200T занимает 1~2S; 200T~500T занимает 2~3S; 500T~1000T занимает 3~4S.
Время удержания давления
Время выдержки под давлением - это время от момента заполнения полости формы до окончания выдержки под давлением. Выбор времени выдержки под давлением обычно зависит от требований к внешнему виду изделия, его размерам и деформации.
Время охлаждения
Время охлаждения - это время от окончания выдержки под давлением до открытия формы. На продолжительность времени охлаждения влияют такие факторы, как форма и толщина стенок изделия, конструкция охлаждающей воды в пресс-форме, температура в пресс-форме и свойства расплава.

При условии обеспечения хорошего качества продукции время охлаждения должно быть сокращено настолько, насколько это возможно. Если изделие неподвижно, конструкция охлаждающей воды пресс-формы является ключевым фактором, влияющим на продолжительность времени охлаждения.
Время открытия и закрытия пресс-формы
На время открытия и закрытия пресс-формы влияют такие факторы, как размер машины и конструкция пресс-формы.

На время открытия и закрытия пресс-формы влияют тяговая структура (ползун), механизм передачи стойки для открытия и закрытия пресс-формы, механизм трехплитной пресс-формы (тонкий выпуск воды) и т.д. Как правило, для 80T~200T требуется 4~8S, для 200T~500T - 6~10S, а для 500T~1000T - 8~15S.
Время выброса и подхвата
Время выталкивания и извлечения зависит от скорости выталкивания, хода выталкивания и метода извлечения (автоматический, ручной, робот). Автоматическое извлечение обычно используется только для небольших изделий с низкими требованиями к внешнему виду (внутренние детали), а время извлечения обычно составляет 0,5~2 с.

Когда робот вынимает изделие, пресс-форма может начать закрываться после того, как изделие покинет пределы пресс-формы. Время выталкивания и извлечения обычно составляет 3~8 с, а ручное извлечение обычно занимает на 1~3 с больше, чем при использовании робота. Как правило, для оценки цикла формовки используются аналогичные изделия.
Каковы основные способы сокращения сроков литья под давлением?
Основная причина использования высокоскоростных автоматических литьевых форм - сокращение цикла литья под давлением и достижение предела литьё под давлением пластифицирующей способности машины для улучшения качества пластиковых деталей, экономии труда и повышения эффективности производства. Основные методы сокращения цикла формования следующие.

Сокращение времени инъекции
Чтобы сократить время впрыска, можно увеличить давление впрыска, чтобы сократить время заполнения формы расплавленным материалом. Для этого необходимо использовать затворы с меньшей площадью поперечного сечения, такие как точечные и боковые затворы.
Поскольку эти затворы имеют небольшую площадь поперечного сечения, при прохождении через них расплавленного материала создается очень высокая скорость сдвига и новое тепло за счет высокоскоростного трения, что повышает текучесть расплавленного материала и позволяет ему быстро заполнить полость формы. Для достижения этой цели бегунок должен быть как можно короче.

Если вы используете бесканальную или горячеканальную систему литников, передняя часть сопла может находиться в непосредственном контакте с затвором, что значительно снижает сопротивление потоку и способствует сокращению времени впрыска.
Поддерживайте температуру различных частей литьевых деталей. Во время процесса впрыска из-за теплоотдачи бегунка и корпуса пресс-формы, когда расплавленный пластиковый поток достигает конца процесса, его температура постепенно снижается, что приводит к незаполнению концевой полости.

Чтобы избежать этого явления, температура формы должна быть выше в конце процесса. Температура формы также должна быть немного выше в тех местах, где возможно появление следов от сварки, чтобы избежать появления следов от сварки.
По этой причине иногда используются методы локального нагрева или плотное расположение каналов циркулирующей воды для баланса тепла, то есть выход канала циркулирующей воды устанавливается в конце процесса (температура воды на выходе из канала выше, чем на входе), чтобы отрегулировать баланс температуры формы и обеспечить текучесть расплавленного материала в конце заливки.

Установите необходимые вытяжные и переливные устройства. Во время высокоскоростного литья, поскольку расплавленная пластиковая смола впрыскивается под высоким давлением и заполняет полость формы за короткое время, если воздух в полости не может быть своевременно и быстро удален, это повлияет на качество пластиковой детали и вызовет дефекты впрыска.
Поэтому при проектировании пресс-формы следует уделить особое внимание установке вытяжных канавок. Как правило, соответствующие выпускные канавки и необходимые переливные устройства устанавливаются на поверхности разъема и в конце каждого процесса.

Сокращение времени охлаждения и застывания расплава
Время охлаждения и застывания расплава в процессе впрыска составляет значительную часть. Таким образом, повышение эффективности охлаждения пресс-формы и сокращение времени охлаждения и застывания - один из наиболее эффективных способов сокращения цикла литья.
Повышение общей эффективности охлаждения пресс-формы. Как правило, охлаждение корпуса пресс-формы достигается за счет того, что вода в канале циркуляции воды отводит тепло, обеспечивая охлаждение пресс-формы.

После создания хорошего контура охлаждения наиболее важной проблемой является увеличение потока охлаждающей воды и попытка уменьшить разницу температур между выходом и входом охлаждающей воды, особенно для автоматизированных высокоскоростных пресс-форм, разница температур между выходом и входом должна контролироваться в пределах 3°C.

Эффективнее использовать параллельный метод охлаждения водяных каналов, особенно летом, когда используется водопроводная вода, необходимо установить специальное устройство для охлаждения и подачи воды. Его функция заключается в том, чтобы вода, вытекающая из выхода водяного канала корпуса пресс-формы, имела определенную температуру.
После охлаждения через охлаждающее устройство эти воды поступают во входной канал с помощью специального водяного насоса, что позволяет повысить эффективность охлаждения и может быть использовано повторно для экономии воды.

Контур охлаждающей воды устанавливается как можно ближе к формованной пластиковой детали, а на боковой стенке создается структура, блокирующая поток, например ступенька или крупная резьба. В это время поток охлаждающей воды будет сталкиваться со ступенчатой частью при возвращении и получать тепло от сердцевины.
Охлаждающая вода, отводящая тепло, разбрызгивается на ступенчатую часть и сталкивается с поступающей охлаждающей водой, тем самым увеличивая площадь контакта между охлаждающей водой и корпусом стержня и повышая эффект охлаждения.

Если форма сердцевины тонкая, то из-за небольшого размера сердцевины температура легко повышается во время формования и нелегко рассеивается и охлаждается, что оказывает большое влияние на цикл формования, поэтому необходимо установить охлаждающее устройство.
Однако, если невозможно создать канал для охлаждающей воды изнутри, можно выбрать сплав бериллиевой меди с хорошей теплопроводностью.
Иногда, чтобы добиться сбалансированного охлаждения, необходимо охлаждать и нагревать определенную часть автоматизированной высокоскоростной пресс-формы. При автоматизированном высокоскоростном формовании нельзя игнорировать проблему охлаждения бегунка.
Если вы используете систему холодных бегунов для литья, основной бегун и бегун ответвления имеют относительно большую толщину, поэтому время их охлаждения будет относительно увеличено, то есть одновременно будет увеличен цикл литья. Поэтому очень важно установить охлаждающий контур на бегуне.

Короткиеen вспомогательное время
Вспомогательное время - это время в цикле литья, за исключением выдержки под давлением, охлаждения и отверждения, то есть время от открытия до закрытия пресс-формы.
В это время пластиковые детали и литой конденсат расплавляются и автоматически выпадают из формы, мусор в зоне формования корпуса формы очищается, а подвижные части возвращаются в исходное положение в процессе закрытия формы.

Доля времени, которую они занимают, невелика, но в автоматизированном высокоскоростном процессе формования важна каждая секунда. Чтобы сократить вспомогательное время, часто используется продувка сжатым воздухом для автоматического удаления мусора перед закрытием пресс-формы.
Заключение
В данной статье рассматриваются, главным образом, временные компоненты пластического литьё под давлением цикл, включающий время впрыска, время выдержки под давлением, время охлаждения, время открытия пресс-формы и время выталкивания. Эти временные периоды не только влияют на эффективность производства и загрузку оборудования, но и напрямую определяют качество продукции и эффективность производства.

Оптимизация работы и технических параметров каждого этапа позволяет эффективно сократить цикл формования, повысить эффективность производства и обеспечить стабильность и постоянство качества продукции.







