 Перейти к содержанию
Перейти к содержанию 
Изучите передовые решения для 3D-печати PolyJet
Откройте для себя точную и универсальную 3D-печать PolyJet в Zetarmold, идеально подходящую для сложных конструкций и прототипов. Улучшите свой проект уже сегодня!
Ресурсы для Полное руководство по полиструйной 3D-печати
Что такое полиструйная 3D-печать?
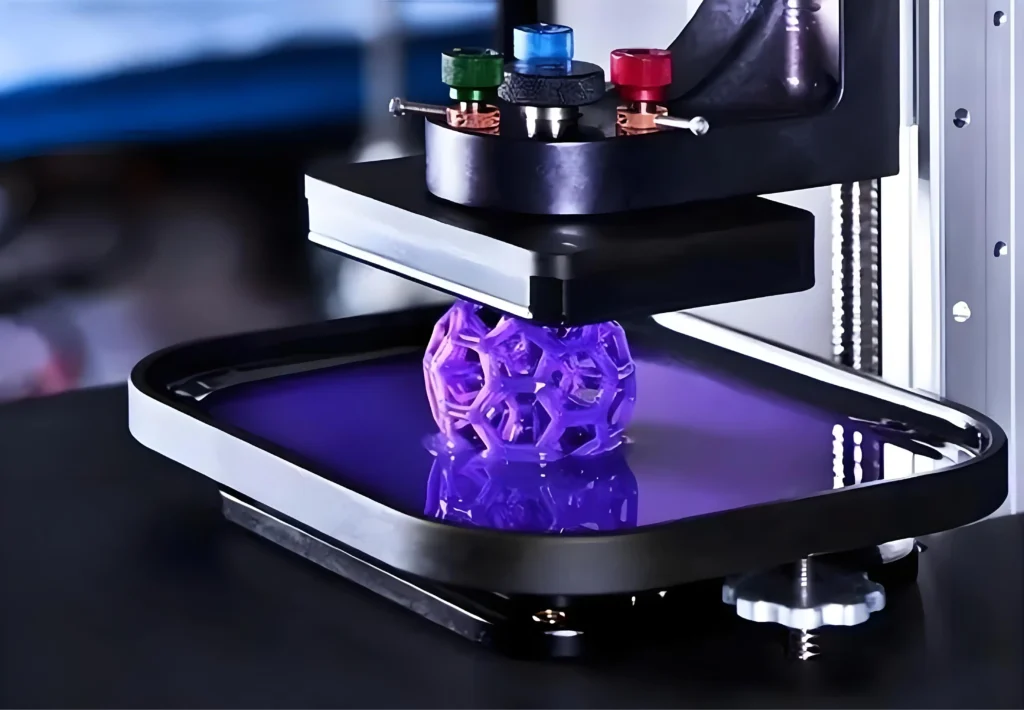
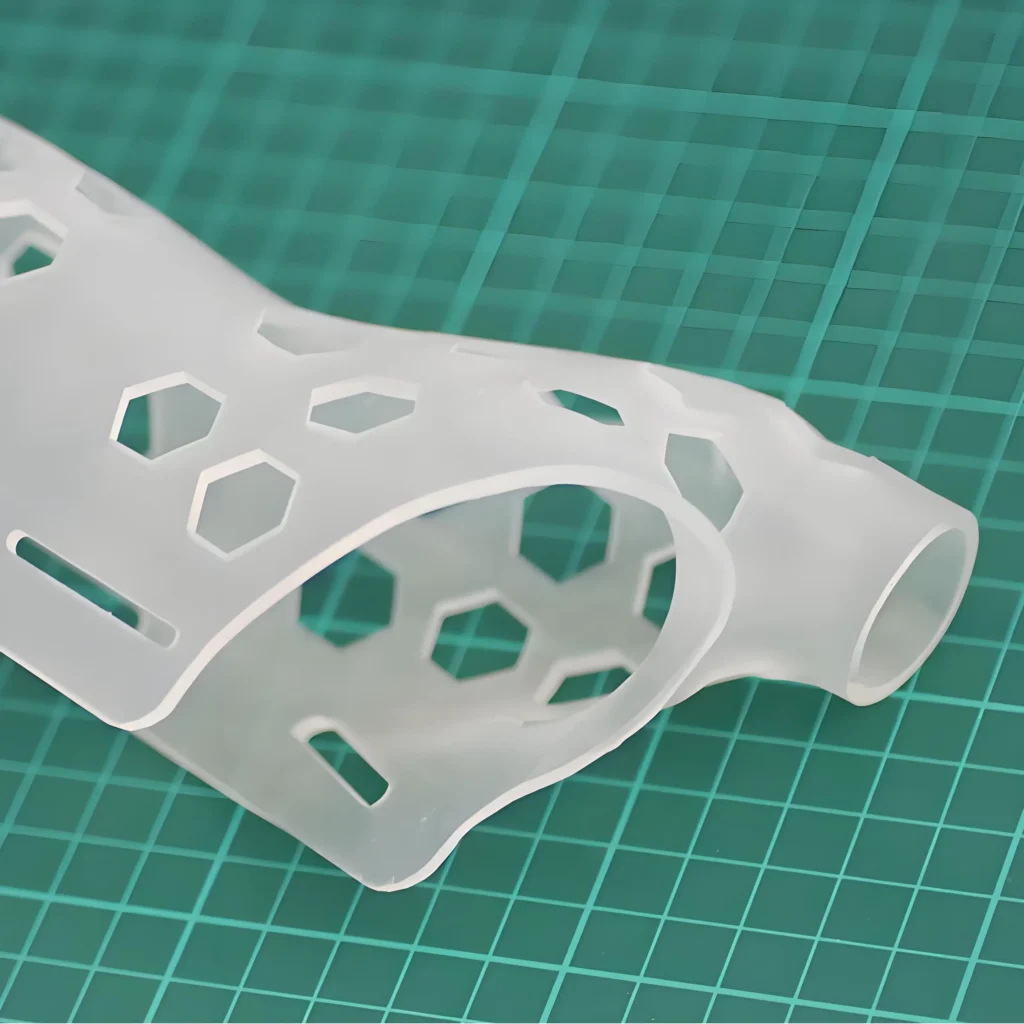
PolyJet - это промышленная технология 3D-печати, известная своей способностью создавать детали с исключительно высоким разрешением, гладкими поверхностями и сложными деталями. Это мощный инструмент для создания реалистичных прототипов, сложных анатомических моделей и точных производственных приспособлений, которые в точности имитируют внешний вид, ощущения и функции конечных продуктов.
По своей сути PolyJet - это процесс струйной обработки материалов. Он осуществляется путем нанесения микрокапель жидкой фотополимерной смолы на платформу и ее мгновенного отверждения ультрафиолетовым (УФ) светом. Такой послойный подход в сочетании с уникальной способностью технологии наносить несколько материалов одновременно отличает ее от всех других методов аддитивного производства. Эта технология используется в тех случаях, когда в первую очередь требуется эстетическая точность, тонкие детали и свойства нескольких материалов.

1. Основной принцип (технология струйной обработки материала):
Чтобы понять, что такое PolyJet, представьте себе высокотехнологичный двухмерный струйный принтер, но вместо струи чернил на бумагу он подает жидкий пластик на поддон для сборки и создает трехмерный объект.
① Осаждение материала: Пьезоэлектрические печатающие головки, аналогичные тем, что используются в настольных принтерах, избирательно подают капли фотополимерной смолы размером с пиколитр.
② УФ-отверждение: Сразу после нанесения изображения две мощные ультрафиолетовые лампы, которые движутся рядом с печатающими головками, отверждают и затвердевают материал.
③ Послойное строительство: Платформа опускается на доли миллиметра (обычно 16-32 мкм), и процесс повторяется, создавая деталь по одному ультратонкому слою за раз.
2. Ключевые характеристики с первого взгляда:
Технология PolyJet отличается уникальным сочетанием характеристик, которые делают ее незаменимой в конкретных областях применения:
① Исключительное разрешение: Достигается одна из самых тонких высот слоя в индустрии 3D-печати (всего 16 мкм), в результате чего поверхность получается исключительно гладкой, без видимых шагов и линий слоя.
② Возможности работы с несколькими материалами: Самым значительным преимуществом PolyJet является возможность печати несколькими материалами за одну сборку. Это позволяет создавать детали с различной твердостью, цветом и прозрачностью.
③ Полноцветная печать: Передовые системы PolyJet могут печатать более 500 000 различных цветов, включая градиенты и текстуры, и имеют сертификацию Pantone®, что обеспечивает непревзойденную точность цветопередачи для создания реалистичных прототипов.
④ Высокая точность: Технология обеспечивает исключительную точность размеров, что делает ее идеальной для тестирования формы и посадки, изготовления заготовок и приспособлений, а также сложных узлов.
Как это работает? Пошаговый процесс
Этап 1: предварительная обработка и подготовка цифровых файлов:
Путешествие начинается с цифровой 3D-модели, созданной в программе автоматизированного проектирования (CAD).
① Перевод файла CAD в формат, готовый к печати:
Исходная 3D-модель обычно экспортируется в стандартный формат для 3D-печати, такой как STL, OBJ или более современный 3MF. Хотя STL является наиболее распространенным, такие форматы, как 3MF и VRML, предпочтительны для многоматериальной и полноцветной печати, поскольку они могут содержать необходимые данные о цвете и назначении материалов в одном файле.
② Нарезка и настройка задания:
Затем файл импортируется в специализированное программное обеспечение для нарезки, например Stratasys GrabCAD Print™. В этом программном обеспечении пользователь выполняет несколько важных задач:
- Ориентация: Деталь ориентируется на виртуальном лотке для сборки, чтобы оптимизировать время печати, качество поверхности и минимизировать опорную конструкцию.
- Назначение материала: При печати с использованием нескольких материалов различные материалы назначаются определенным оболочкам или корпусам CAD-модели. Пользователи могут выбирать из широкого ассортимента базовых смол или создавать "цифровые материалы", комбинируя их свойства.
- Выбор отделки: Пользователь может выбрать матовую или глянцевую отделку. Программное обеспечение автоматически генерирует необходимые опорные конструкции на основе этого выбора и геометрии детали.
- Нарезка: Программное обеспечение нарезает цифровую модель на сотни или тысячи горизонтальных слоев, создавая подробный файл с инструкциями для 3D-принтера.

Этап 2: Процесс печати - микроскопический взгляд:
После того как задание отправлено на печать, начинается автоматизированный процесс физического создания.
① Механизм струйной подачи печатающей головки:
Каретка принтера PolyJet, содержащая несколько пьезоэлектрических печатных головок, перемещается по платформе для сборки. Каждая печатающая головка содержит сотни крошечных сопел. Под действием электрического заряда пьезоэлектрический материал внутри головки деформируется, выбрасывая из определенного сопла точную каплю фотополимерной смолы размером в пиколитр.
② Одновременное снятие показаний по материалам и поддержке:
При движении каретки печатающие головки наносят струйный удар как на материал (материалы) модели, так и на отдельный гелеобразный материал поддержки.
- Материал модели: Формирует реальную деталь. При печати с использованием нескольких материалов разные головки подают разные смолы, которые можно даже смешивать в воздухе, прежде чем они попадут на лоток для формирования цифровых материалов.
- Вспомогательный материал: Специальный материал (например, SUP705™ или водорастворимый SUP706B™) подается струей, чтобы заполнить пустоты, поддержать выступы и облепить деталь. Это обеспечивает геометрическую стабильность и точность во время сборки.
③ Мгновенное УФ-отверждение:
Сразу за печатающими головками расположены мощные УФ-лампы. Как только слой жидкой смолы нанесен, ультрафиолетовый свет проходит над ним, инициируя фотохимическую реакцию, называемую фотополимеризацией. В результате капли мгновенно застывают, соединяясь со слоем ниже. Этот процесс "отверждения на лету" обеспечивает полное отверждение и стабильность деталей в процессе их изготовления.
④ Прогрессия по оси Z:
После нанесения и отверждения каждого слоя платформа опускается с предельной точностью (например, на 16 микрон). Затем каретка начинает следующий проход, нанося следующий слой. Этот цикл повторяется до тех пор, пока деталь не будет готова.

Этап 3: Постобработка и доработка деталей:
По окончании печати деталь, заключенная в поддерживающий материал, снимается с платформы для сборки и переходит на заключительный этап. Подробно об этом будет рассказано в Параметры постобработки раздел.
Сравнение с другими технологиями 3D-печати
Выбор подходящей технологии 3D-печати полностью зависит от требований приложения. Вот как PolyJet выглядит в сравнении с другими ведущими технологиями.
1. PolyJet против стереолитографии (SLA):
SLA и PolyJet часто сравнивают, поскольку они оба используют фотополимерные смолы и производят детали с высокой детализацией.
① Сходства: Оба способа позволяют создавать детали с превосходной обработкой поверхности и мелкой детализацией. Оба варианта идеально подходят для визуальных прототипов, где эстетика имеет первостепенное значение.
② Основные отличия:
- Процесс: Полиструйная печать наносит материал слой за слоем, а SLA использует УФ-лазер или проектор для отверждения смолы в большом чане.
- Мультиматериал: PolyJet обеспечивает настоящую многоматериальную и многоцветную печать в рамках одной детали. Стандартная SLA ограничена одним материалом за сборку.
- Удаление опоры: Гелеобразные или водорастворимые опоры PolyJet обычно удаляются гораздо легче и быстрее, чем решетчатые опоры SLA, которые необходимо вручную обрезать и шлифовать.
- Точность: Оба способа отличаются высокой точностью, но процесс струйной печати PolyJet обеспечивает несколько больший контроль над свойствами цифровых материалов.

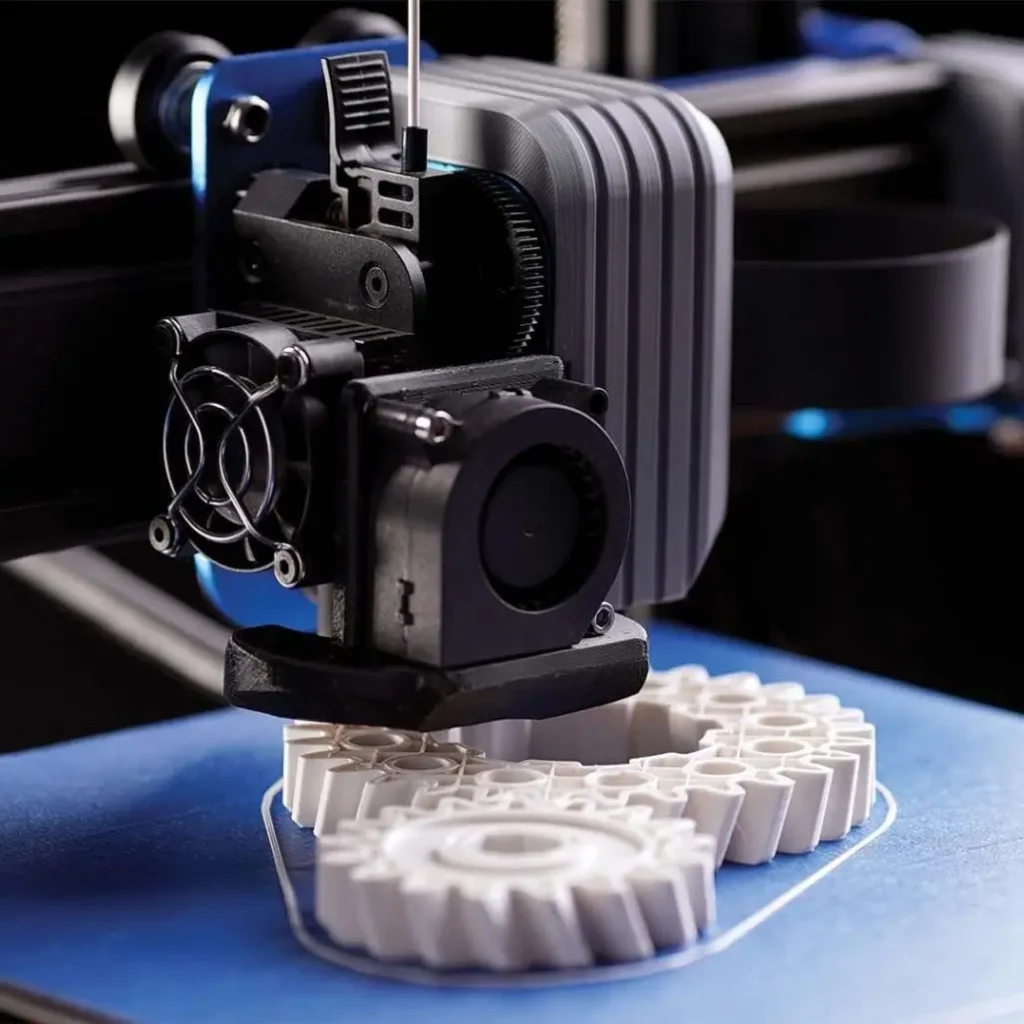
2. PolyJet против Fused Deposition Modeling (FDM):
FDM - одна из самых распространенных технологий 3D-печати, известная своими прочными термопластичными материалами. Ключевые отличия:
① Разрешение и качество поверхности: PolyJet значительно превосходит по качеству. Детали FDM имеют видимые линии слоев и гораздо более шероховатую поверхность, в то время как детали PolyJet гладкие на ощупь и напоминают качество литья под давлением.
② Материал: В PolyJet используются термореактивные фотополимеры, а в FDM - термопласты инженерного класса (например, ABS, PC, ULTEM™). Детали FDM обычно прочнее, долговечнее и обладают лучшей термостойкостью.
③ Детальность и сложность: PolyJet может создавать гораздо более сложные и тонкие детали, чем FDM.
④ Цвет и мультиматериал: Возможности FDM по работе с несколькими цветами/материалами очень ограничены (обычно это двойная экструзия), в то время как это основная сильная сторона PolyJet.
3. PolyJet против селективного лазерного спекания (SLS):
SLS - это технология порошкового наплавления, известная производством прочных и функциональных нейлоновых деталей. Фундаментальные контрасты:
① Материал: В PolyJet используются жидкие смолы, а в SLS - порошкообразные полимеры (обычно нейлон).
② Опорные конструкции: SLS является самоподдерживающейся технологией, поскольку неспеченный порошок в рабочей камере поддерживает деталь. PolyJet требует специальных опорных конструкций, которые необходимо демонтировать.
③ Ориентация на применение: PolyJet предназначен для создания реалистичных прототипов с высокой точностью. SLS - для прочных, функциональных прототипов и деталей конечного использования, требующих хороших механических свойств.
④ Отделка и цвет поверхности: Детали PolyJet гладкие и могут быть полноцветными. Детали SLS имеют характерную зернистую поверхность и обычно белые или серые (хотя их можно окрашивать после обработки).

Сводная сравнительная таблица:
| Характеристика | PolyJet | SLA | FDM | SLS |
|---|---|---|---|---|
| Технология | Струйная обработка материалов | Фотополимеризация в чанах | Экструзия материалов | Порошковая кровать Fusion |
| Материалы | Фотополимерные смолы | Фотополимерные смолы | Термопласты | Термопластичные порошки |
| Разрешение | Очень высокая (16-32 мкм) | Очень высокая (25-100 мкм) | От низкого до среднего (100-400 мкм) | Средний (100-120 мкм) |
| Отделка поверхности | Превосходно, очень гладко | Превосходный, гладкий | Ярмарка, видимые слои | Хороший, слегка зернистый |
| Мультиматериал | Да, обширный | Нет (как правило) | Ограниченный (двойная экструзия) | Нет |
| Полноцветный | Да, подтверждено Pantone | Нет (монохроматический) | Очень ограниченный | Нет (может быть окрашен) |
| Механическая прочность | Умеренный | От умеренного до низкого | Высокий (инженерный класс) | Очень высокий (нейлон) |
| Лучшее для | Реалистичные прототипы | Детальные прототипы, пресс-формы | Функциональные детали, оснастка | Функциональные детали, сложные гео |
| Удаление опоры | Легко (водоструйная/растворимая) | Средний (ручная обрезка) | От легкого до твердого (отрыв/растворение) | Не требуется |
Каковы основные преимущества полиструйной печати?
Уникальный процесс PolyJet обеспечивает мощный набор преимуществ, которые открывают новые возможности в разработке и производстве продукции.
1. Непревзойденная реалистичность и отделка поверхности:
PolyJet создает самую гладкую поверхность среди всех основных технологий 3D-печати. Сверхтонкие слои (тоньше человеческого волоса) устраняют эффект лестницы, характерный для других процессов. Благодаря этому детали PolyJet идеально подходят для:
① Модели маркетинга и продаж, которые выглядят и ощущаются как конечный продукт.
② Испытания в аэродинамической трубе, где гладкость поверхности имеет решающее значение.
③ Эргономические исследования, в которых важны тактильные ощущения.
2. Возможность использования нескольких материалов и нескольких цветов:
Это определяющая сила PolyJet. Возможность сочетать различные материалы в одном задании на печать - это переломный момент.
① Цифровые материалы: Инжиниринг пользовательских свойств:
Принтеры PolyJet не просто печатают базовыми смолами, они комбинируют их на уровне капель для создания "цифровых материалов". Это позволяет точно определять механические свойства. Например:
- Твердость по Шору A: Смешивая жесткий материал (например, Vero™) и гибкий материал (например, Agilus30™), можно получить полный спектр значений Shore A, идеально имитирующий резину или силикон различной твердости.
- Моделирование литья под давлением: Одна деталь может быть напечатана с жесткой сердцевиной и мягкой, похожей на резину внешней стороной, идеально повторяя процесс овермолдинга, используемый при производстве электроинструментов, чехлов для телефонов и кухонной утвари.
② Полноцветная реалистичность с проверкой Pantone:
Передовые системы, такие как Stratasys J-серии, могут сочетать голубую, пурпурную, желтую, черную, белую и прозрачную базовые смолы для получения более 500 000 проверенных цветов. В их число входят:
- Цветовые градиенты: Плавные переходы между цветами.
- Наложение текстур: Нанесение цифровых текстур (например, текстуры дерева или углеродного волокна) непосредственно на поверхность детали.
- Проверка Pantone®: Возможность сопоставления с конкретными цветами Pantone обеспечивает согласованность бренда и избавляет от необходимости угадывать цвета при создании прототипов.
3. Исключительная точность и мелкие детали:
Сочетание высокого разрешения и точного процесса струйной обработки позволяет PolyJet воспроизводить невероятно мелкие детали, такие как:
① Гравированный или рельефный текст.
② Сложные текстуры и узоры.
③ Тонкие стены и острые края.
④ Крошечные, замысловатые компоненты для медицинских приборов или электроники.
4. Скорость для производства большого количества смеси в небольших объемах:
Хотя одна большая деталь может печататься быстрее на других машинах, PolyJet превосходит их по эффективности при печати лотка, заполненного множеством различных деталей. Поскольку печатающая головка проходит над всем лотком независимо от того, что печатается, заполнение лотка множеством мелких, сложных или многоматериальных деталей не приводит к значительному увеличению времени печати.
5. Универсальность материалов в одном отпечатке:
Возможность сочетать разнородные свойства материалов в одном отпечатке - мощный инструмент для создания функциональных прототипов. Один отпечаток может содержать:
① Жесткий секции для обеспечения целостности конструкции.
② Гибкий секции для прокладок, уплотнений или живых петель.
③ Прозрачный секции для линз, световодов или жидкостного анализа.
Каковы ограничения полиструйной печати?
Несмотря на свою мощь, PolyJet не является решением для всех задач. Признание его ограничений - ключ к успешному внедрению.
1. Механические свойства и долговечность:
Детали PolyJet изготавливаются из фотополимеров (термореактивных материалов) на акриловой основе. Хотя их можно сделать более жесткими с помощью цифровых материалов, таких как Digital ABS Plus™, они обычно не обладают такой же прочностью, жесткостью или термостойкостью, как детали, изготовленные из инженерных термопластов (таких как нейлон или ПК) с помощью FDM или SLS. Они могут быть хрупкими и, как правило, не подходят для применения в условиях высоких нагрузок и длительного функционирования.
2. Чувствительность к ультрафиолетовому излучению и стабильность материала:
Являясь фотополимерами, детали PolyJet по своей природе чувствительны к ультрафиолетовому излучению (УФ). Длительное воздействие солнечного света может привести к тому, что детали пожелтеют, станут более хрупкими и потеряют свои свойства. Хотя прозрачные покрытия могут смягчить эту проблему, они лучше всего подходят для использования внутри помещений. Материалы также могут со временем проявлять некоторую "ползучесть" (деформацию под постоянной нагрузкой).
3. Более высокая стоимость материалов:
Запатентованные фотополимерные смолы, используемые в системах PolyJet, значительно дороже в расчете на килограмм, чем нити FDM или порошки SLS. Поддерживающий материал, который используется в большом количестве, также увеличивает общую стоимость отпечатка. Это делает технологию менее рентабельной для простых массогабаритных моделей или больших, громоздких деталей, где детализация не является приоритетом.
4. Требования к опорным конструкциям:
Почти для каждой детали PolyJet требуется вспомогательный материал, который необходимо удалить на этапе последующей обработки. Хотя процесс удаления относительно прост (особенно при использовании растворимых опор), он все равно увеличивает время, трудозатраты и стоимость всего рабочего процесса.

Какие материалы используются для 3D-печати PolyJet?
Огромная библиотека материалов - главная составляющая универсальности PolyJet. Материалы обычно классифицируются по их основным свойствам.
1. Семейство Vero™ (жесткие непрозрачные):
Это семейство материалов PolyJet - рабочая лошадка, известная своей превосходной детализацией, прочностью и стабильностью.
- VeroWhitePlus™, VeroBlackPlus™, VeroGray™, VeroBlue™: Стандартные цвета для моделирования общего назначения.
- Цвета VeroVivid™: Голубая, пурпурная и желтая основы для полноцветной печати.
- VeroClear™: Прозрачный материал для имитации ПММА (акрила) или стекла. Может быть отполирован для достижения высокой прозрачности.
- VeroFlex™: Уникальный материал, обеспечивающий одновременно гибкость и прочность, идеально подходит для изготовления прототипов очков.
2. Семейство Agilus30™ (гибкие, резиноподобные):
Это семейство материалов имитирует резину с различной степенью сопротивления разрыву и удлинения при разрыве.
- Agilus30™ прозрачный, черный и белый: Используется для создания прототипов прокладок, уплотнений, живых шарниров и мягких на ощупь поверхностей. Можно комбинировать с материалами Vero для создания широкого диапазона значений твердости по Шору А.
3. Цифровые материалы (композиты "на лету"):
Это не базовые смолы, они создаются принтером путем смешивания двух или трех базовых смол в определенных концентрациях.
- Digital ABS Plus™: Создан путем соединения Rigur™ и другого материала для обеспечения повышенной прочности и термостойкости (до 90°C), имитируя стандартный ABS-пластик. Идеально подходит для изготовления функциональных прототипов, пресс-форм и производственных инструментов.
- Имитация полипропилена (Endur™ & Durus™): Материалы, обладающие гибкостью и прочностью полипропилена, отлично подходят для деталей с защелкивающимися крышками и живыми петлями.
- Твердость по Шору А переменная: Комбинируя Vero и Agilus30, можно получить сотни промежуточных гибких состояний в одной детали.
4. Специализированные материалы:
- Биосовместимый (MED610™): Прозрачный материал, сертифицированный для контакта с телом (например, ISO 10993), что делает его подходящим для хирургических направляющих, стоматологических лотков и прототипов медицинских устройств, которые будут соприкасаться с кожей или слизистыми оболочками.
- Высокая температура (RGD525™): Имеет более высокую температуру теплового отклонения (HDT), что делает его подходящим для статических функциональных испытаний или деталей, подвергающихся воздействию горячего воздуха или воды, например, прототипов смесителей или труб.

Услуги высокоточной полиструйной 3D-печати
Откройте для себя профессиональные услуги по 3D-печати PolyJet, обеспечивающие сверхтонкую детализацию, гладкую отделку и возможность работы с несколькими материалами.
Ресурсы для Полное руководство по полиструйной 3D-печати
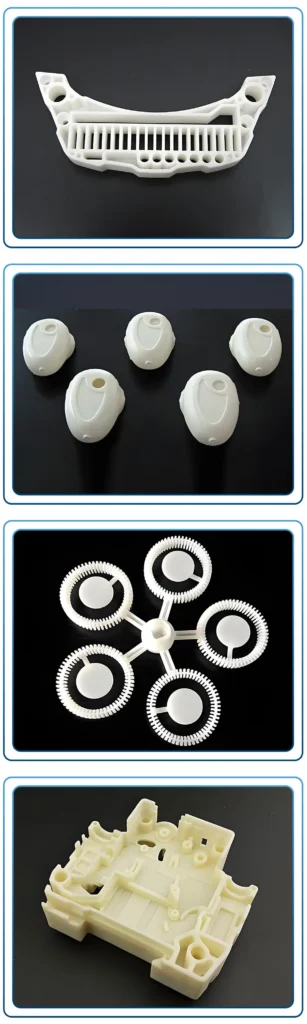
Каковы основные области применения полиструйной печати?
Уникальные преимущества PolyJet находят широкое применение в различных отраслях промышленности.
1. Прототипирование и разработка продукта:
Это основная область применения PolyJet.
① Визуальные прототипы высокой точности:
PolyJet позволяет дизайнерам и инженерам создавать модели, практически неотличимые от конечного продукта. Они неоценимы для:
- Анализ проекта на ранних стадиях и отзывы заинтересованных сторон.
- Маркетинговая фотография и фокус-группы потребителей.
- Обеспечение финансирования или утверждения проекта с помощью осязаемой, реалистичной модели.
② Тестирование формы, посадки и ощущений:
Высокая точность технологии и возможность использования нескольких материалов позволяют проводить настоящую функциональную оценку:
- Форма: Проверка соответствия формы и эстетики детали проектному замыслу.
- Подходит: Тестирование сборок путем печати нескольких компонентов, идеально подходящих друг к другу.
- Почувствуйте: Использование материалов, напоминающих резину, для проверки эргономики рукояток и ручек.
2. Медицина и здравоохранение:
PolyJet меняет медицину, предоставляя инструменты и модели, ориентированные на конкретного пациента.
① Модели для планирования хирургических операций:
Хирурги могут напечатать 3D-модель органа или костной структуры пациента (полученную на основе снимков КТ или МРТ), используя комбинацию жестких, гибких и цветных материалов. Это позволяет им:
- Отрабатывайте сложные процедуры перед входом в операционную.
- Объясните пациентам суть операции с помощью наглядной физической модели.
- Сократите время операции и улучшите результаты лечения пациентов.
② Прототипирование медицинских изделий:
Используя биосовместимые материалы, компании могут быстро создавать прототипы таких устройств, как слуховые аппараты, хирургические инструменты и системы доставки, требующие одновременно жесткости и гибкости.
3. Потребительские товары и электроника:
PolyJet помогает ускорить цикл проектирования потребительских товаров. Сферы применения включают создание прототипов корпусов мобильных телефонов, кухонных приборов, носимых технологий и упаковки с реалистичными цветами, текстурами и накладными элементами.
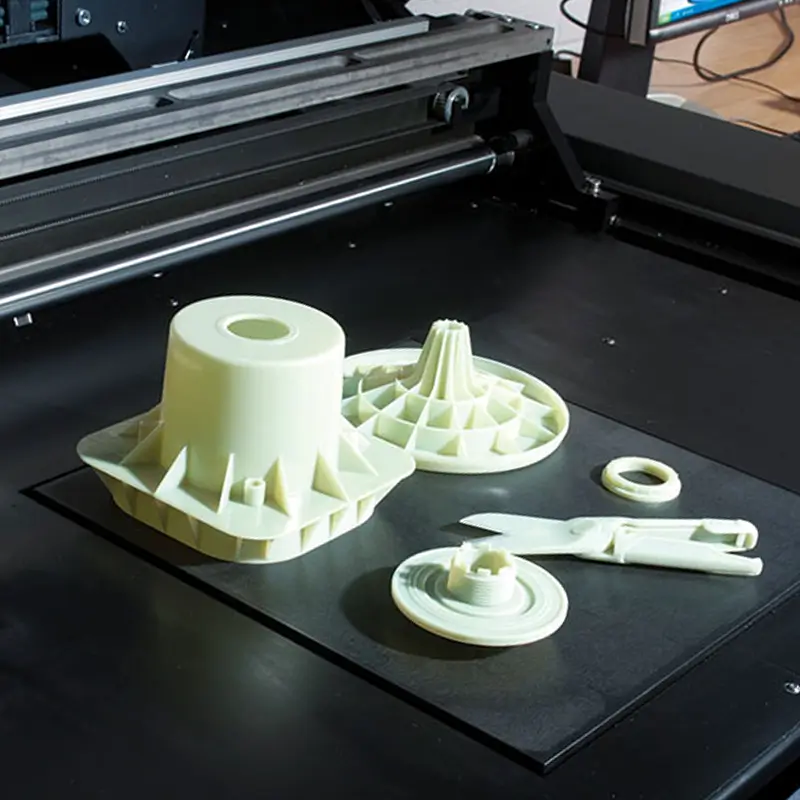
4. Зажимы, приспособления и производственные приспособления:
Хотя PolyJet не так долговечен, как детали FDM или SLS, он отлично подходит для создания высокоточных нестандартных приспособлений для сборочных линий или линий контроля качества. Его гладкая поверхность гарантирует, что он не поцарапает и не повредит хрупкие детали.
Полиструйная печать для изготовления пресс-форм
Высокотехнологичное применение PolyJet - создание оснастки для литья под давлением, процесс, известный как быстрое изготовление оснастки.
1. Что такое быстрая обработка с помощью PolyJet?
Быстрая оснастка подразумевает 3D-печать полости и стержня пресс-формы, которые затем используются в стандартном термопластавтомате для производства небольшой партии деталей (обычно 10-100 штук) из готового пластика.
2. Объяснение процесса:
① Дизайн и печать пресс-форм: Пресс-форма проектируется в САПР со стандартными характеристиками, такими как литники, бегунки и расположение выталкивающих штифтов. Затем она печатается с помощью высокопрочного и высокотемпературного материала PolyJet, например Digital ABS Plus™.
② Подготовка формы: Печатная форма может потребовать минимальной полировки поверхностей полостей для улучшения качества детали. Затем она собирается в стандартную основу пресс-формы.
③ Литье под давлением: Форма помещается в формовочный пресс. Низкотемпературный термопласт (например, полипропилен, ПЭВП, ТПЭ) впрыскивается под относительно низким давлением для создания конечных деталей.
3. Преимущества пресс-форм PolyJet:
① Скорость: Форма PolyJet может быть напечатана и готова к использованию в течение нескольких часов или дней, по сравнению с неделями или месяцами, которые требуются для традиционной обработки стальных или алюминиевых форм с ЧПУ.
② Эффективность затрат: При небольших тиражах стоимость металлической пресс-формы в разы меньше, что позволяет использовать доступные материалы для валидации на производстве.
③ Итерация дизайна: Она позволяет разрабатывать продукты действительно быстро. Команды могут тестировать дизайн, получать отзывы, изменять CAD-файл и печатать новую форму за одну ночь.
4. Ограничения и соображения:
① Ограниченный срок службы пресс-формы: Формы PolyJet не так долговечны, как металлические, и обычно выдерживают от 10 до 100 выстрелов, в зависимости от геометрии детали и параметров формовки.
② Совместимость материалов: Они подходят только для термопластов с низкой температурой плавления и давлением впрыска.
③ Теплопроводность: Пластиковые формы не так хорошо отводят тепло, как металлические, что может привести к увеличению времени цикла.

Руководство по дизайну для полиструйной печати
Соблюдение принципов Design for Additive Manufacturing (DfAM) необходимо для обеспечения максимального качества и успеха ваших отпечатков PolyJet.
1. Общая передовая практика:
① Минимальная толщина стенок:
Чтобы детали были достаточно прочными, чтобы выдержать последующую обработку и обращение, следуйте этим рекомендациям:
- Жесткие материалы (семья Веро): 0,6 мм (0,024 дюйма) для стандартных применений.
- Гибкие материалы (Agilus30): 1,0 мм (0,040 дюйма) для сохранения целостности конструкции.
② Минимальный размер детали:
Высокое разрешение PolyJet позволяет создавать крошечные детали, но есть и практические ограничения:
- Штыри/стержни: Рекомендуется минимальный диаметр 0,5 мм.
- Гравированный/рельефный текст: Используйте шрифт размером не менее 6 пунктов с глубиной/высотой 0,2 мм.
③ Допуски:
PolyJet отличается высокой точностью. Типичные допуски на размеры составляют ±0,1 мм для первых 25 мм и ±0,05 мм для каждых последующих 25 мм. Однако этот показатель может меняться в зависимости от геометрии и ориентации.
2. Проектирование деталей из нескольких материалов:
① Подготовка файлов:
Чтобы назначить различные материалы для разных участков детали, ваш проект должен быть правильно структурирован:
- Отдельные оболочки/тела: Самый надежный метод - спроектировать деталь как сборку отдельных, непересекающихся тел в программе CAD.
- Формат файла: Экспортируйте сборку как единый STL (где каждое тело является отдельной оболочкой) или, что предпочтительнее, как файл 3MF или VRML, в котором можно сохранить назначение материалов и цветов.
3. Оптимизация для опорных конструкций:
① Ориентация детали:
Ориентация - это критическое решение, которое влияет на качество поверхности, точность и время печати.
- Для лучшей отделки: Ориентируйте критические поверхности лицевой стороной вверх, так как они не будут иметь контакта с материалом поддержки и могут быть напечатаны с "глянцевой" отделкой.
- Для точности: Ориентируйте круглые отверстия так, чтобы их центральная ось была перпендикулярна платформе для сборки (в направлении Z), чтобы обеспечить наилучшую округлость.
② Выбор правильного покрытия (глянцевое или матовое):
- Матовая отделка: Вся деталь заключена в поддерживающий материал. Это позволяет получить равномерное, неотражающее покрытие на всех поверхностях, но требует больше вспомогательного материала и времени на очистку.
- Глянцевая отделка: Поддерживаются только свесы и нижние стороны. Поверхности, обращенные вверх, печатаются без контакта с опорой, в результате чего получается очень гладкая, глянцевая поверхность. Это наиболее распространенный вариант по умолчанию.

Параметры постобработки
Последние шаги после печати имеют решающее значение для достижения желаемого вида и ощущения.
1. Удаление опоры (первый важный шаг):
Это основной вид постпечатной обработки для всех деталей PolyJet.
① Струя воды: Наиболее распространенный и эффективный метод. С помощью водоструйной установки высокого давления (например, Stratasys WaterJet) удаляется гелеобразный поддерживающий материал (SUP705™), не повреждая саму деталь.
② Удаление растворимой поддержки: Для деликатных деталей с замысловатыми внутренними каналами используется водорастворимый поддерживающий материал (SUP706B™). Деталь просто погружается в ванну с чистящим раствором, и поддерживающий материал растворяется, требуя минимального ручного труда.
③ Удаление вручную: Более простые детали можно подцепить вручную с помощью небольших инструментов или удалить, замочив деталь в растворе воды и каустической соды.
2. Эстетические техники отделки:
① Шлифовка и полировка:
- Шлифовка: Влажная шлифовка с постепенным увеличением зернистости наждачной бумаги может быть использована для удаления оставшихся следов поддержки или для достижения еще более гладкой, матовой поверхности.
- Полировка: Для прозрачных деталей, изготовленных с использованием VeroClear™, шлифовка и полировка полировочным составом может обеспечить прозрачность, близкую к оптической.
② Живопись и окрашивание: Хотя PolyJet предлагает полноцветную печать, детали могут быть окрашены для получения специфических металлических оттенков или для соответствия цвету, не относящемуся к пантону. Для лучшей адгезии рекомендуется использовать грунтовку.
③ Прозрачное покрытие: Нанесение УФ-стойкого прозрачного покрытия настоятельно рекомендуется для деталей, которые будут подвергаться частому обращению или воздействию солнечного света. Оно улучшает внешний вид и значительно повышает долговечность детали и устойчивость к УФ-излучению.
Почему стоит выбрать наши услуги полиструйной печати?
Когда важны точность, реалистичность и скорость, сотрудничество с правильным поставщиком услуг имеет решающее значение. Вот почему мы являемся лидером в отрасли по обслуживанию ваших потребностей в PolyJet.
1. Современные технологии:
Мы располагаем парком новейших принтеров Stratasys PolyJet, включая системы J850 Pro и J55 Prime. Это гарантирует вам доступ к полному спектру возможностей мультиматериалов, полноцветной печати, подтвержденной Pantone, и специализированным материалам, таким как VeroUltraClear и гибкий Agilus30.
2. Непревзойденный опыт:
Наша команда инженеров и техников имеет десятилетия совокупного опыта в области аддитивного производства. Мы не просто печатаем ваш файл, мы предоставляем экспертные консультации по проектированию аддитивного производства (DfAM) для оптимизации стоимости, скорости и производительности вашей детали.
3. Всеобъемлющая библиотека материалов:
Мы располагаем широким ассортиментом материалов PolyJet, от жестких непрозрачных и прозрачных до гибких резиноподобных, биосовместимых и высокотемпературных смол. Наша способность создавать тысячи цифровых комбинаций материалов означает, что мы можем идеально соответствовать вашим требованиям к свойствам.
4. Обеспечение качества, сертифицированное по стандарту ISO 9001:
Наш производственный процесс регулируется строгой системой управления качеством, сертифицированной по стандарту ISO 9001:2015. Каждая деталь проходит строгий контроль, чтобы гарантировать соответствие вашим требованиям к точности размеров и эстетическому качеству.
5. Комплексные решения:
Мы являемся единым центром разработки продукции. От первоначальной консультации по дизайну и подготовки файлов до печати, комплексной постобработки (включая полировку, покраску и прозрачное покрытие) и окончательной сборки - мы управляем каждым этапом процесса, чтобы предоставить готовые к презентации детали.

Часто задаваемые вопросы (FAQ) о полиструйной печати
PolyJet - одна из доступных технологий 3D-печати. Вы можете рассчитывать на допуски ±0,1 мм для первых 25 мм детали и ±0,05 мм для каждых последующих 25 мм. Такая точность идеально подходит для проверки формы и посадки сложных узлов.
Детали PolyJet обладают умеренной прочностью и лучше всего подходят для визуальных и функциональных прототипов, а не для конечных применений с высокой нагрузкой. Хотя такие материалы, как Digital ABS Plus™, обладают повышенной прочностью, для приложений, требующих высокой механической прочности и долговечности, могут больше подойти такие технологии, как FDM или SLS с использованием материалов инженерного класса.
Лучший способ - спроектировать деталь как сборку отдельных, не пересекающихся тел в программе CAD. Присвойте каждому телу уникальное имя или цвет. Затем экспортируйте всю сборку в единый файл 3MF, VRML или OBJ. При отправке файла нам вы можете указать, какой материал должен быть применен к каждому корпусу.
Наши широкоформатные системы, такие как Stratasys J850, имеют объем сборки до 490 x 390 x 200 мм (19,3 x 15,3 x 7,9 дюйма). Более крупные детали можно создавать, печатая их по частям и соединяя вместе в процессе последующей обработки.
Из-за присущей им чувствительности к ультрафиолетовому излучению стандартные детали PolyJet не рекомендуется использовать длительное время на открытом воздухе, так как они могут стать хрупкими и обесцветиться. Однако нанесение УФ-стойкого прозрачного покрытия может значительно продлить срок их службы и долговечность в таких условиях.
A глянцевый Отделка достигается, когда обращенные вверх поверхности печатаются без контакта с опорным материалом, в результате чего получается очень гладкая, блестящая поверхность. A матовый Глянцевая отделка - это когда вся деталь заключена в поддерживающий материал, придающий всем поверхностям однородную, не отражающую текстуру. Глянцевое покрытие является более распространенным и экономичным вариантом.

Plastic Injection Molding Explained: Process, Cost & Design Guide
Key Takeaways Plastic injection molding forces molten plastic into a precision mold cavity under high pressure, then ejects a finished part in seconds to minutes. The process consists of four

Advantages and Disadvantages of Injection Molding: Complete Guide
Key Takeaways High tooling costs ($15K-200K+) require minimum 5,000+ parts for economic viability Exceptional repeatability maintains ±0.002″ tolerances across millions of production cycles Complex geometries enable features impossible with machining

PA6 PA66 PA12 PA1010 Nylon Injection Molding Process
PA6, PA66, PA12, and PA1010 are the four most commonly injection-molded nylon grades, each with distinct moisture absorption, temperature resistance, and mechanical properties that make them suited to different applications.
Предоставляемые решения по оптимизации Бесплатно
- Предоставление обратной связи по дизайну и оптимизационных решений
- Оптимизация структуры и снижение затрат на пресс-формы
- Общайтесь напрямую с инженерами один на один

