 Перейти к содержанию
Перейти к содержанию 

Предисловие: Линия раздела - необходимое зло в литье под давлением. Это линия, на которой сходятся две половины пресс-формы. На детали она отображается в виде линии, которая проходит по всему периметру детали. Чаще всего это просто линия, проходящая прямо по центру. Но на более сложных деталях она будет располагаться в другом месте.
Линия разделения важна, потому что она влияет на другие характеристики, которые помогают дизайнерам и формовщикам решить, куда поместить детали. Если машинист поместит важную деталь не по ту сторону линии разделения, это может привести к большим проблемам со всей конструкцией. процесс литья под давлением.
В этой статье мы расскажем о том, как создается линия раздела, о различных видах линий раздела при литье под давлением, о том, как спроектировать линию раздела и о чем следует подумать при проектировании линии раздела.
Значение раздела Поверхность (линия)
Так называемый разбор означает разделение стержня формы для формования пластмассовой детали на несколько модулей. Поверхность контакта между модулями называется поверхностью разделения, а также поверхностью разделения. В узком смысле слова поверхность раздела относится к пластиковой детали. Поверхность раздела по максимальному контуру детали - это поверхность раздела, которая разделяет полость и сердцевину, или переднюю и заднюю части пресс-формы.

Поверхность разъема в широком смысле включает в себя также локальную поверхность разъема пластиковой детали (поверхность отверстия), а также поверхности разъема всех модулей, участвующих в формовке (например, поверхности разъема ползунов, наклонных крыш, вставок, выталкивающих штифтов и т.д.). Профиль).
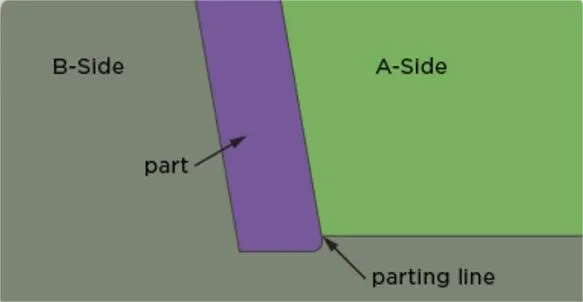
Линия раздела, где поверхность раздела пересекается с поверхностью пластиковой детали, называется линией раздела, что по-английски называется Parting Line. Поэтому в промышленности поверхность раздела обычно называют поверхностью PL. Поскольку контакт между формовочными модулями не может быть без зазоров, после формовки пластиковых деталей этот зазор копируется на пластиковые детали, образуя остаточный след клея, похожий на кромку партии.
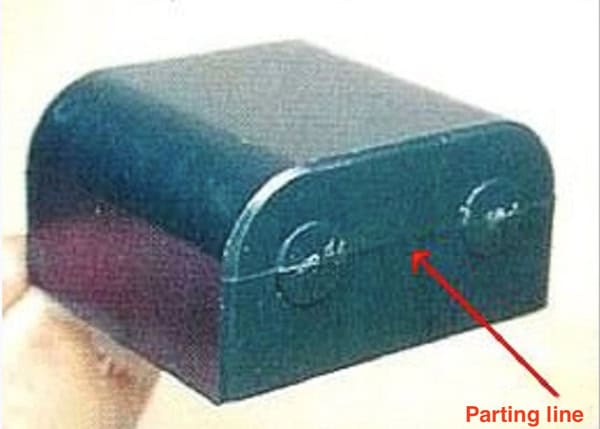
Поскольку она похожа на линию, ее называют пробором. Линия, также называемая линией смыкания. Если поверхность раздела в основном обсуждается для пресс-формы, то линия раздела - это отражение поверхности раздела на пластиковой детали. Толщина линии раздела влияет на внешний вид и функциональность пластиковой детали. Поэтому необходимо уделять особое внимание структурному проектированию пластиковых деталей.
Как формируется поверхность (линия) раздела?
Линия разъема используется для извлечения пластиковой детали из формы или для удовлетворения потребностей формовки в установке вставок и вентиляционных отверстий. В соответствии со структурой пластиковой детали часть пресс-формы, которая непосредственно формирует пластиковую деталь, делится на несколько частей. поверхности контакта.
Линия раздела образуется в результате самого процесса литья под давлением, а не из-за какой-либо ошибки. Как правило, пресс-формы, используемые машинистами для производства литьевых деталей, разделены на две половины (так называемые неподвижная и подвижная половины). Когда машинист закрывает корпус пресс-формы, половина пресс-формы (называемая стержневой плитой) и поверхность полости создают линию раздела между двумя половинами детали.

В большинстве случаев линия раздела формованного изделия перпендикулярна направлению открытия пресс-формы, используемой для изготовления изделия. Когда машинист открывает пресс-форму и извлекает охлажденную и затвердевшую деталь, подвижная половина пресс-формы перемещается и отделяется от неподвижной половины (которая остается неподвижной). Однако иногда машинисты разделяют структуру пресс-формы несколько раз во всех направлениях. Этот процесс называется многоступенчатым разделением.
Тип поверхности раздела (линия)
Тип поверхности раздела
Поверхность раздела по наибольшему контуру пластиковой детали принято называть основной поверхностью раздела, а остальные - вспомогательными поверхностями раздела.
Плоская поверхность
Плоская поверхность раздела является относительно распространенной и простой. Она представляет собой плоскость, перпендикулярную направлению раскрытия формы, как показано на рисунке ниже.

Ступенчатая разделяющая поверхность
В некоторых случаях линия раздела формованного изделия не перпендикулярна направлению отверстия пресс-формы, используемой для изготовления изделия. Когда машинист открывает форму и извлекает охлажденную и затвердевшую деталь, подвижная половина формы перемещается и отделяется от неподвижной половины (которая остается неподвижной). Однако иногда машинисты разделяют структуру пресс-формы несколько раз во всех направлениях. Этот процесс называется многоступенчатым разделением.

При установке пресс-формы расположите две полости симметрично, как показано на рисунке ниже. Сбалансируйте силу впрыска с обеих сторон формы и сделайте структуру формы компактной.

Если высота шага ступенчатого пробора слишком велика, подумайте о том, чтобы разработать положение подушки и сделать частично ступенчатый пробор.

Некоторые детали имеют множество ступенчатых поверхностей. Если поверхность раздела выполнена по ступенчатой форме, поверхность раздела становится сложной. Чтобы упростить поверхность раздела, можно сделать поверхность раздела плоской. Недостатком является наличие линий обрыва на внешней поверхности детали. Поэтому данный метод разделения используется в основном для внутренних компонентов.

Наклонная делительная поверхность
Разделительная поверхность формовочной детали имеет скос, вдоль скоса делается уплотнительная поверхность (цель - сохранить форму), а затем она сплющивается (цель - облегчить обработку, позиционирование и подсчет), как показано на рисунке.

Поверхность для разделения
Как и в случае с откосной поверхностью, сначала сделайте участок уплотнительной поверхности, а затем выровняйте его, как показано на рисунке.

Однако не каждая наклонная поверхность должна простираться вдоль изогнутой поверхности. Например, в пластиковой детали, показанной ниже, если ее продлить, образуется острый угол. Передняя форма изготовлена из острой стали. В этом случае наклонная поверхность может быть продолжена напрямую.

Комплексная поверхность для обработки деталей
Эта форма зависит от потребностей конструкции пластиковой детали. Иногда прямые и криволинейные поверхности совмещаются, или наклонная поверхность и криволинейная поверхность совмещаются, образуя комплексную поверхность, как показано на рисунке ниже.

Для комплексной поверхности разъема особое внимание следует уделить сглаживанию поверхности уплотнения на углах двух поверхностей разъема, чтобы избежать образования острых точек. Следует выбрать поверхностное уплотнение. Это не только повысит прочность пресс-формы, но и пластиковых деталей. С передней кромки нелегко сбежать. В то же время, сглаживающая обработка может уменьшить появление ступеней и острых углов, чтобы улучшить технологию обработки поверхности разбора. Он может быть непосредственно NC обрабатывается, чтобы уменьшить EDM обработки.

Тип линии разделения
Тип линии разделения, используемый в литьё под давлением часто зависит от конкретной функции и структуры пластиковой детали. Однако существует пять основных типов: вертикальные, ступенчатые, наклонные, изогнутые и цельные линии разделения.
Вертикальная линия разделения

Вертикальный пробор - самый популярный из всех видов пробора в пластиковых конструкциях. Машинист формирует вертикальную линию раздела в направлении, перпендикулярном направлению раскрытия пресс-формы.
Косая линия пробора

Здесь машинисты изготавливают формы для создания изогнутых линий раздела.
Ступенчатая линия расставания
Здесь машинисты формируют пластиковые разделительные линии в виде ступеней. При таком типе разделительной линии одна сторона полости обычно подвергается значительным усилиям. Это приводит к относительной вероятности проскальзывания между неподвижной и подвижной половинами пресс-формы.
Этой силе можно противостоять, создавая инжекционные усилия с обеих сторон полости. Создаваемое усилие может быть слишком большим или слишком маленьким. Если сила слишком мала, машинист использует направляющий штифт для ее компенсации. В этом случае влияние небольших несбалансированных усилий впрыска на конечный продукт может быть незначительным.
Однако если сила слишком велика, можно применить несколько решений. Вот несколько примеров:

Сделайте клиновидную вставку с одной стороны полости. Таким образом, вставка снимет часть усилия впрыска. Таким образом, пресс-форма сможет поддерживать относительное положение между полостью и сердцевиной.
Расположите пресс-форму в симметричной форме. Это поможет сбалансировать усилие впрыска, прикладываемое с обеих сторон. Кроме того, конструкция пресс-формы должна быть как можно более компактной для поддержки.
Всеобъемлющий PartingLine
Как следует из названия, это одна из самых сложных линий разделения в пластиковом дизайне. Машинисты и дизайнеры работают над этой линией разделения, основываясь на структуре пластиковой детали. Они могут комбинировать все другие линии разделения, чтобы создать комплексную линию разделения пластика.
Принципы оформления поверхностей деталей
Удовлетворение требований к формовке
Расположение основной поверхности раздела должно быть выбрано на максимальном контуре проектируемого участка детали в направлении формовки. Это основной принцип. При соблюдении этого принципа конструкция пресс-формы будет упрощена, в противном случае это приведет к усложнению конструкции пресс-формы, например, к необходимости добавления ползунов и других механизмов.

Способствует плавному извлечению пластиковых деталей из формы.
Поскольку устройство выброса литьё под давлением машина находится на стороне подвижной формы, поверхность раздела должна быть выбрана таким образом, чтобы после открытия формы пластиковая деталь оставалась на стороне подвижной формы как можно больше. Это поможет механизму выталкивания, установленному в подвижной части пресс-формы, работать; если механизм выталкивания установлен в неподвижной пресс-форме, это увеличит сложность пресс-формы.

Обеспечение точности размеров и качества поверхности пластиковых деталей
Для пластиковых деталей с высокими требованиями к соосности при выборе поверхности раздела лучше всего размещать детали с требованиями к соосности на одной стороне пресс-формы. Как показано на рисунке ниже, ступенчатое отверстие в центре требует высокой соосности.
На поверхности раздела оригинальной конструкции ступенчатое отверстие формируется двумя сердечниками передней и задней пресс-форм соответственно. После закрытия передней и задней пресс-форм точность соосности двух сердечников нелегко гарантировать; после того как оптимизированная поверхность раздела и ступенчатое отверстие сформированы с помощью сердечника, легко гарантировать точность обработки.

Выбирая место для изготовления пресс-формы, вы должны быть уверены, что пластиковые детали будут правильного размера и с хорошей отделкой поверхности.
Если у вас есть пластиковая деталь, которая должна быть очень круглой, вам следует поместить все детали, которые должны быть круглыми, на одну сторону формы. На рисунке ниже отверстие в центре должно быть очень круглым.
В оригинальном дизайне отверстие было сделано двумя разными частями формы. Когда вы закрываете форму, трудно убедиться, что две части формы идеально совпадают. Когда вы делаете форму из одной части, легко убедиться, что отверстие круглое.

Аналогично, если у вас есть пластиковая деталь, которая должна быть очень круглой снаружи, вам следует поместить все детали, которые должны быть круглыми, на одной стороне формы. На рисунке ниже деталь, которая должна быть круглой, - это пластиковая муфта. В оригинальном дизайне две половины формы были сделаны отдельно. Когда вы закрываете форму, трудно убедиться, что две половинки формы идеально совпадают. Когда вы изготавливаете пресс-форму из одной части, легко убедиться, что деталь круглая.

Размер детали, связанный с тем, как открывается и закрывается пресс-форма, зависит от того, как перемещается поверхность раздела при впрыске пластика. На рисунке размер детали в оригинальном дизайне, L, трудно определить; размер детали в новом дизайне не имеет ничего общего с поверхностью раздела, поэтому его легко определить.

Если у вас есть пластиковая деталь, которая должна хорошо выглядеть, вам нужно подумать о том, где закрывается пресс-форма и как это повлияет на внешний вид детали.

Выбирая, где разбить форму, подумайте о том, насколько легко будет изготовить форму.
Обычно, когда вы разрабатываете форму, чем проще поверхность раздела, тем легче изготовить форму, и тем больше вероятность, что форма будет правильной.
На рисунке ниже поверхность раздела в оригинальном дизайне находится под небольшим круглым углом. Разделительную поверхность с маленьким круглым углом трудно сделать, и трудно сделать форму правильной. В новом дизайне вам следует убрать маленькие круглые углы с поверхности раздела.

Если у вас несколько положений подушки на одной стороне, можно подумать о том, чтобы объединить их в одно большое положение подушки. Это упростит структуру поверхности пробора и облегчит обработку.
Если у вас несколько положений подушки на одной стороне, можно подумать о том, чтобы объединить их в одно большое положение подушки. Это упростит структуру поверхности пробора и облегчит обработку.

Выбор поверхности раздела должен быть благоприятным для вытяжки
Для обеспечения хороших условий вытяжки из полости пресс-формы поверхность раздела должна быть установлена как можно дальше от направления потока расплава.
На рисунке ниже использована оригинальная конструкция разделительной поверхности. Когда расплав пластика заполняет полость, сначала запечатывается фрактальная поверхность, так что газ, находящийся глубоко в полости, не может быть легко выведен (а поверхность раздела имеет изгиб, что затрудняет вывод газа из формы); оптимизированная поверхность раздела проектируется в конце потока расплава для создания хороших условий выхлопа.

Чтобы убедиться в том, что полость формы хорошо вытягивается, необходимо поместить линию разделения в конце того места, где будет протекать пластик. На рисунке ниже использована оригинальная конструкция разделительной линии. Когда пластик поступает в полость, он сначала перекрывает линию разделения, поэтому газ, находящийся глубоко в полости, не может выйти наружу (а линия разделения имеет изгиб, что затрудняет выход газа из формы); оптимизированная линия разделения расположена в конце потока пластика, чтобы обеспечить выход газа наружу.

Выбор поверхности раздела должен учитывать упрощение конструкции пресс-формы
Если точность боковой структуры невысока, постарайтесь избежать механизма бокового вытягивания сердечника (слайдера), упростите конструкцию пресс-формы и уменьшите ее размер, что может в определенной степени снизить стоимость пресс-формы.

Если вы не можете избежать использования механизма бокового вытягивания сердечника (слайдера), то при выборе линии разделения следует учитывать кратчайшее расстояние для бокового вытягивания сердечника, чтобы уменьшить размер пресс-формы; в то же время следует убедиться, что большой сердечник находится в направлении раскрытия пресс-формы, поскольку усилие смыкания очень велико, и если он расположен на боковом механизме пресс-формы, то это не способствует распалубке.

Хотя выбор и проектирование вышеуказанных поверхностей разъема в большинстве случаев начинается на этапе проектирования пресс-формы, как инженеры-конструкторы мы должны учитывать общее направление на этапе проектирования конструкции, особенно для некоторых деталей, которые легче определить.
Для профильных деталей, если при проектировании конструкции учесть влияние поверхности раздела на конструкцию (прогресс в размерах, зазор в посадке, качество внешнего вида и т. д.), то последующий DFM пресс-формы не приведет к частым изменениям. После испытания пресс-формы будет не так много проблем, которых можно избежать.
Разумеется, факторы, влияющие на выбор поверхностей разъема, не ограничиваются перечисленными выше, могут быть и другие. Каждое решение по выбору поверхности разъема не является идеальным и имеет свои преимущества и недостатки. Все, что нам нужно сделать, - это адаптироваться к требованиям реальных деталей. Просто сделайте свой выбор и убедитесь, что он соответствует текущим требованиям к детали.

Проектирование линий раздела для литьевые изделия это лучшее место, чтобы узнать о них. Иногда выбор очевиден, а иногда нет. В этом разделе мы поговорим о том, почему линии раздела важны в пластическом дизайне.
Рекомендации по проектированию линии раздела
Первое, о чем нужно подумать, - в какую сторону открывается пресс-форма относительно детали. Механики называют это "линией вытяжки". Она важна, потому что влияет на внешний вид детали. Она также помогает понять, что нужно добавить в деталь. Кроме того, она помогает понять, как будут выглядеть следы, оставленные двумя половинками литьевой формы, на конечной детали.
Еще одна вещь, о которой следует подумать, когда вы решаете, где расположить линию раздела, - это место расположения элементов на детали. Это связано с тем, что при охлаждении пластик сжимается, и это может привести к перемещению детали в пресс-форме. Это может испортить работу детали и сделать ее нерабочей. Кроме того, не стоит допускать сильной усадки детали, иначе ее будет трудно извлечь из формы.

Чтобы ваши детали находились в правильном месте, держите стенки литьевой детали подальше от линии раздела. Чем больше у вас тяг, тем меньше вероятность того, что деталь сломается.
Еще один хороший способ определить, где должны располагаться линии деталей, - посмотреть на проект технологичности (DfM) вашего изделия. Помимо того, что он подскажет вам, где должны быть линии деталей, он также поможет вам найти дефекты и сделать ваши детали лучше для производства. Это поможет вам найти более дешевые способы изготовления деталей.
Заключение
Все эти детали важно учитывать при проектировании литьевых изделий, но это еще не все. Существует целый ряд важных рекомендаций и правил литья под давлением, которым необходимо следовать, чтобы процесс литья под давлением мог работать.

Именно поэтому вы должны позволить компании Zetar Mold сделать ваш процесс литья под давлением. У нас есть штат инженеров, которые могут помочь вам с разработкой и производством деталей. С нами вы сможете в кратчайшие сроки изготовить изделие или конструкцию на заказ.
Свяжитесь с нашими инженерами сегодня, чтобы получить лучшие услуги литья под давлением!







