 Перейти к содержанию
Перейти к содержанию 

Введение: Поликарбонат (ПК) - это суперкрутой пластик, который действительно хорош во многих отношениях. Он очень прозрачный и прочный, и не становится странным, когда на него накладывают груз. Он также безопасен в использовании, выдерживает горячие и холодные температуры и не меняет форму, когда вы этого не хотите. Кроме того, он отлично удерживает электричество на своем месте и выдерживает непогоду. Вот почему люди используют его для самых разных вещей, например для изготовления измерительных приборов, светильников, электроники, домашних вещей и упаковки.
ПК - это линейный полимер, в структуре основной цепи которого присутствуют бензольные кольца, изопропильные группы и уксусные связи. Такая структура делает его одновременно жестким и гибким, а также обладает хорошей термостойкостью. Однако у него есть и недостатки, такие как высокая вязкость расплава и чувствительность к влаге, что создает определенные трудности при литье под давлением.
Технологические особенности ПК заключаются в том, что он не имеет очевидной температуры плавления. Модифицированный ПК имеет высокую вязкость расплава при нормальной температуре обработки, т.е. 230-320℃. Вязкость менее чувствительна к скорости сдвига и более чувствительна к температуре, что похоже на поведение ньютоновской жидкости; она чувствительна к влаге, и смола легко гидролизуется при высокой температуре; продукт подвержен внутреннему напряжению и т.д.

Как видно, ПК - это пластик, который трудно поддается обработке. Поэтому в процессе производства мы сталкиваемся со многими проблемами. Например, в поликарбонате процесс литья под давлениемНа качество сварных линий влияет температура материала и толщина стенки, а следы раковины могут быть дефектами, вызванными неправильным использованием этих факторов. В этой статье анализируются и обсуждаются несколько распространенных дефектов литья под давлением.
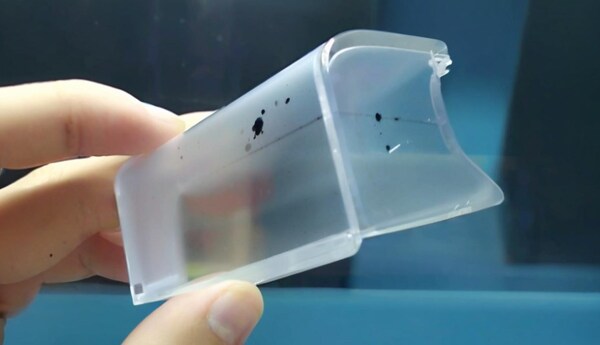
Обесцвечивание продукта, почернение, желтые полосы и черные пятна
Анализ дефектов
ПК обладает хорошей термостойкостью. При обработке обычных материалов ПК температура плавления может составлять 240℃-300℃. Даже при длительном хранении он, как правило, не разлагается. Но почему при производстве некоторых электротехнических изделий часто происходит обесцвечивание?
Это связано с жесткой конкуренцией на рынке. Чтобы снизить себестоимость продукции, большинство производителей используют модифицированные материалы для ПК или вторичное сырье при производстве электротехнических изделий среднего и низкого ценового сегмента. Некоторые производители даже используют материалы, смешанные с антипиренами, наполнителями и т. д. Поскольку эти материалы имеют смешанные потоки и высокие требования к пластификации, контролировать процесс сложнее, что приводит к различным проблемам.
Решения
Чтобы решить вышеупомянутую проблему, нам необходимо принять во внимание и придумать способы ее решения, исходя из следующих соображений:
Условия процесса
Главное, что следует учитывать, - это температура плавления. Как правило, температуру бочки следует снижать постепенно, особенно температуру первых двух секций. Для разных материалов используются разные температуры.
Например, когда полиэтилен (PE) используется для модификации PC для производства крупных электроприборов, температура бочки обычно контролируется на уровне около 230°C; когда ABS или PS используется для модификации PC для производства небольших электрических компонентов, таких как выключатели и розетки, температура бочки обычно контролируется на уровне около 250°C; и когда PBT используется для модификации PC для производства осветительных приборов, температура бочки обычно контролируется на уровне около 280°C.
Конечно, при окончательном выборе температуры формования необходимо также учитывать такие аспекты, как форма, размер, конструкция формы и требования к эксплуатационным характеристикам изделия. Во-вторых, сырье должно быть полностью высушено, чтобы снизить вероятность каталитического растрескивания горячего расплава под воздействием влаги.

Кроме того, если скорость вращения шнека слишком высока, противодавление слишком велико, скорость впрыска слишком велика, а размер отверстия сопла, бегунка и затвора слишком мал, расплав будет выделять большое количество тепла при сдвиге, что приведет к разрушению расплава, а газ в полости формы не будет своевременно удален, что вызовет локальные ожоги и почернение изделия.
Оборудование
Поскольку расплав ПК обладает высокой вязкостью и плохой текучестью, он требует высокого давления впрыска. Расплав ПК обладает сильной связью с металлом, а продукты его распада сильно разъедают металл. Поэтому при выборе технологического оборудования необходимо использовать небольшие или специально разработанные, хромированные винты. В системе пластификации не допускается наличие мертвых углов, мертвого материала, зазоров, трещин и т.д.
Если условия процесса хорошие, но расплав обесцвечивается при впрыске воздуха, это означает, что есть проблема с системой пластификации. Необходимо проверить систему пластификации по очереди, начиная с сопла, фланца сопла, трех маленьких частей, шнека и бочки. Иногда продукт меняет цвет в двух или трех формах одновременно. В основном это связано с наличием мертвого материала в системе пластификации.

Когда продуктов разложения ПК становится больше определенного количества, они оказывают собственное каталитическое действие, вызывая большую площадь разложения расплава, особенно пластиков с добавлением антипиренов. Для этого необходимо найти такие места, как заклинивание винтов, приклада, ствола и т. д., которые необходимо устранить путем очистки, ремонта и полировки.
Материалы и методы работы
Если при включении машины вы видите черные пятна, это, скорее всего, из-за материала, оставшегося в бочке. Поэтому необходимо обратить внимание на метод работы. Если вы используете ПК в качестве материала в бочке, прежде чем включить машину, вам нужно 3-4 раза очистить бочку новым материалом при температуре формования (впрыск в воздух).
Если вы используете другие материалы, особенно материалы с плохой термостойкостью, такие как ПВХ, POM и т. д., вы не можете повышать температуру при включении машины и не можете очищать бочку с помощью материалов для ПК. Для очистки можно использовать только материалы с хорошей термостабильностью, такие как PS, PE и т. д., при более низкой температуре.

После очистки поднимите температуру бочки до нормальной температуры обработки ПК, а затем очистите ее материалом ПК перед обработкой. Во время обработки, если производство необходимо временно остановить, температура бочки должна быть снижена до температуры ниже 160°C для изоляции (поскольку температура стеклования ПК составляет 160°C), чтобы избежать изменения цвета из-за разложения материала с течением времени.
Когда производственная задача выполнена, бочку можно продуть материалами с хорошей термической стабильностью, такими как PS и PE, и остановить машину после опорожнения. Если во время производства происходит обесцвечивание, сначала проверьте, нет ли проблем с материалом. Не примешаны ли к нему другие материалы и посторонние примеси? Есть ли проблемы с качеством нового материала? Квалифицирован ли материал затвора? Правилен ли метод смешивания?
После того как вы исключили все другие возможности, ищите другие причины. Другая причина заключается в относительно серьезном загрязнении окружающей среды, например, в воздухе витает много пыли, плесень загрязнена, фильтр бункера самообжига не работает и поглощает больше частиц пыли.
Для этого необходимо постоянно поддерживать чистоту в цехе обработки, чистоту и порядок. Лучше всего закрыть вход и выход воздуха из бункера тонкой марлей, что очень необходимо при обработке прозрачных продуктов.
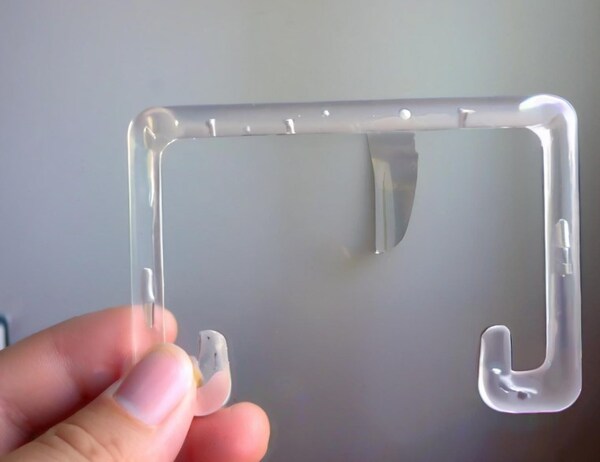
На изделии появляются серебристые разводы, пузырьки и вакуумные пузыри
Анализ дефектов
Серебряные разводы, пузырьки и вакуумные пузыри на изделии - распространенные дефекты материалов для ПК. Существует множество причин возникновения этих дефектов, поэтому их трудно определить и устранить. Серебряные разводы (или газовые разводы) - это дефекты на поверхности изделия, вызванные вмешательством газа в процесс заполнения. В основном это водяной пар, воздух, газ разложения и газ растворителя, причем наиболее распространены водяной пар, газ разложения и воздух.
Когда давление в пресс-форме превышает определенный предел, полость формы после литья под давлением теряет давление, и газ у поверхности изделия выходит, оставляя после себя серию мелких и крупных пузырьков, которые искрятся под светом, следуя направлению потока материала. Это то, что мы называем серебряными или газовыми прожилками.
На самом деле газ всегда присутствует во время процесс литья под давлениеми большая его часть остается в пластике. Когда давление в форме достаточно высокое и содержание газа не превышает определенного предела, газ растворяется в пластике в дисперсном состоянии. Но когда давление в форме недостаточно высокое и содержание газа превышает определенный предел, эти газы выходят из расплавленного пластика и попадают на поверхность изделия, образуя серебряные разводы. Они застревают в толстой стенке и превращаются в пузырьки.

Будь то серебристые разводы на поверхности изделия или пузырьки в его стенках, это может быть результатом действия одного из четырех газов или результатом совместного действия нескольких газов. Многое зависит от таких факторов, как сырье, формы, системы пластификации, регулировка параметров процесса и даже погодные изменения (особенно изменение влажности). Так что эта проблема более сложная. Но в любом случае фокус проблемы и решение должны быть сосредоточены на газе, то есть на том, как контролировать его содержание.
Водяной пар
Если вы видите пузырьки, беспорядочно разбросанные по поверхности продукта, это, скорее всего, водяной пар. Материал для горячего расплава ПК очень чувствителен к влаге и требует содержания влаги менее 0,02%. Поэтому, чтобы контролировать содержание влаги, материал должен быть полностью высушен. Как правило, температура сушки материала PC составляет около 120℃, а время сушки - около 4 часов.

Время не должно быть слишком долгим. Если оно превышает 10 часов, материал легко испортится, особенно материал с добавлением антипирена не следует сушить слишком долго. Лучшим методом сушки является осушительная сушилка, которая не оказывает влияния на материал. Чтобы проверить, насколько эффективна сушка, можно использовать метод нагнетания воздуха и посмотреть, является ли выбрасываемый материал непрерывным, гладким и не выделяет ли он белый газ.
Воздух
Если частицы пузырьков очень мелкие и плотные, они в основном распределяются вокруг ворот изделия, образуя лучистые или веерообразные узоры, что в основном вызвано воздействием воздуха.Источником воздуха является:
Воздух, содержащийся в материале.
Если затворных материалов больше, а размеры частиц сильно различаются, в них легко попадает воздух. Поэтому при использовании затворных материалов лучше всего отсеивать порошок. Если во время плавления противодавление слишком низкое, а скорость шнека слишком высокая, шнек будет отходить слишком быстро, и воздух будет легко выталкиваться в переднюю часть ствола вместе с материалом.
Поэтому обычно рекомендуется максимально увеличить время плавления во время охлаждения, что очень помогает улучшить качество пластификации.
Если температура в секции выгрузки материала плохо контролируется, она слишком высока, что приводит к преждевременному расплавлению части материала и блокированию прохода для выхода воздуха из выпускного отверстия; если температура слишком низкая, предварительный нагрев недостаточен, в результате чего часть гранул попадает в секцию гомогенизации и окутывается воздухом.

Кроме того, слишком сильное ослабление также приведет к вдыханию воздуха. В описанной выше ситуации регулировка скорости вращения шнека, противодавления и противодавления, как правило, позволяет решить проблему.
Выхлопные газы во время заполнения формы.
Чтобы материалы для ПК с высокой вязкостью расплава равномерно заполняли форму, обычно приходится повышать температуру расплава и давление впрыска. Когда расплав находится при высокой температуре и высоком давлении, если впрыскивать его быстро, он внезапно пройдет через узкий канал потока и попадет в полость формы с большим количеством свободного пространства.

Таким образом, газ, выходящий из расплава, увлекает за собой воздух в проточном канале и полости пресс-формы, и вы получаете состояние высокоскоростного впрыска. На поверхности конденсированного пластика будут видны следы разогнанного воздушного потока, которые называются газовым рисунком.
Кроме того, если в полости формы много углов, слишком большая разница в толщине или много вставок и неправильное положение затвора, расплав будет устремляться в полость формы, перемешивать воздух в форме, образуя вихрь, и в некоторых частях, например, на панели выключателей и розеток формованных электротехнических изделий, будут образовываться газовые узоры.

Поскольку разъемы, интерфейсы и переключатели сосредоточены в одной части, такая ситуация часто возникает. Решение этого дефекта заключается в модификации пресс-формы, усилении вытяжки пресс-формы и оптимизации положения затвора, с одной стороны; с другой стороны, уменьшении скорости заполнения, особенно скорости впрыска детали с газовым рисунком.
Газ разложения
Поскольку материалы для ПК необходимо формовать при высоких температурах, некоторое разложение неизбежно. Но как избежать масштабного разложения и как удалить газ, стоит обсудить. Как и в случае с обесцвечиванием, о котором говорилось выше, основная причина образования газа разложения заключается в слишком высокой температуре расплава. Например, температура в бочке установлена слишком высоко, или нагревательная спираль бочки не контролируется.
Нагревательный змеевик следует проверять по частям, начиная с сопла, чтобы снизить температуру бочки; расплав остается в бочке слишком долго (например, при использовании большого оборудования для производства мелких изделий количество подушки слишком велико), цикл формования слишком длительный, или залежавшийся материал в бочке и материал, хранящийся в мертвом углу, разлагается из-за длительного нагрева.
Или расплав подвергается сильному сдвигу в бочке, например, степень сжатия шнека слишком велика, скорость шнека слишком высока, а противодавление слишком велико, что также приводит к разложению.
Кроме того, если отверстие сопла слишком мало, затвор и бегунок пресс-формы слишком малы, а сопротивление полости велико, проходящий через нее расплав может разложиться из-за локального перегрева, вызванного трением. Поэтому при обработке материалов для ПК размеры отверстия сопла, затвора и бегунка должны быть большими, выпускная канавка должна быть глубокой, и она не подходит для изготовления тонкостенных изделий.
Еще одна важная причина - низкое качество самого ПК, который легко разлагается. Пользователи часто не обращают на это внимания, а проблему перекладывают на пресс-форму и технологическое оборудование, в результате чего правильное решение проблемы не может быть найдено.

Газ-растворитель
Газ-растворитель в основном связан с качеством работы на производстве, например, с нечистой очисткой бочек и чрезмерным добавлением присадок. Большая часть газа-растворителя может быть удалена путем достаточной сушки, и он не оказывает большого влияния на марки газа.
Иногда трудно определить, являются ли точки пузырьков внутри прозрачных изделий пузырьками или вакуумными пузырьками. Как правило, если точки пузырьков обнаруживаются при открытии формы, а их объем не сильно меняется после хранения в течение некоторого времени, это пузырьки, вызванные вмешательством газа; если они появляются и увеличиваются в процессе распалубки и охлаждения, это вакуумные пузырьки.
Вакуумные пузыри образуются при недостаточном количестве материала или давлении при заполнении формы. Форма быстро остывает, поэтому сначала застывает расплавленный материал, касающийся стенок формы. Затем материал в середине остывает и сжимается, что приводит к уменьшению объема и образованию пустоты, или пузыря.

Решения
Увеличение давления впрыска, времени впрыска и количества материала
Отрегулируйте температуру расплава: Когда вакуумный пузырь находится далеко от затвора, увеличьте температуру расплава, чтобы расплав протекал плавно, и давление могло передаваться на деталь, расположенную далеко от затвора; когда вакуумный пузырь находится рядом с затвором, температуру расплава можно понизить, чтобы уменьшить усадку;
Соответствующим образом увеличьте температуру пресс-формы, особенно температуру пресс-формы в той части, где образуется вакуумный пузырь.
Установите затвор на толстостенную часть изделия, чтобы улучшить условия обтекания сопла, бегунка и затвора и условия выхлопа пресс-формы; сократите время охлаждения изделия в пресс-форме, а при необходимости поместите изделие в горячую воду для медленного охлаждения; изделия, сформованные с точечными затворами, можно формовать медленно и при низкой температуре, чтобы решить проблему вакуумных пузырей, а размер бегунка можно увеличить при наличии вакуумных пузырей на бегунке.

Кроме того, в процессе производства было обнаружено, что в толстостенной части изделия из ПК вскоре после распалубки появляются пузырьки. Это было вызвано недостаточным охлаждением, что привело к расширению внутреннего газа ПК.
Как правило, для решения проблемы можно использовать такие меры, как увеличение времени охлаждения, усиление эффекта охлаждения, увеличение давления и времени выдержки, а также задержка разложения ПК.
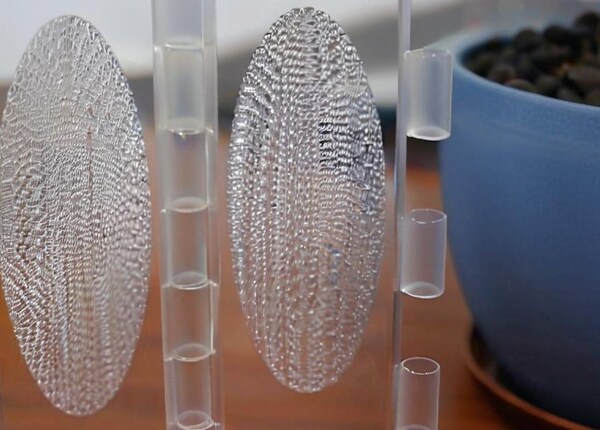
"Отпечаток пальца" на изделии
Анализ дефектов
Поскольку расплав ПК обладает высокой вязкостью и плохой текучестью, в нем чаще всего возникает феномен "отпечатка пальца". "Отпечаток пальца" называется так потому, что он похож на отпечаток человеческого пальца. Иногда его называют рябью, вибрационными узорами или узорами колебаний, что означает, что его узоры похожи на те, что образуются при падении камня на спокойную водную поверхность. Основная причина его появления - слишком высокая вязкость расплава ПК.
При низком давлении и скорости впрыска расплав заполняет форму в виде застойного потока. Как только передний расплав соприкасается с холодной поверхностью формы, он быстро конденсируется и сжимается, а горячий расплав сзади расширяет сжатый холодный материал под действием давления и продолжает двигаться вперед. Этот процесс происходит поочередно, образуя вертикальные линии пульсации в направлении потока материала.
Решения
Повысить температуру
Для повышения температуры в основном увеличивают температуру сопла, температуру переднего конца бочки и температуру пресс-формы, особенно температуру в месте образования гофры. Это необходимо для снижения вязкости расплава ПК и улучшения текучести расплава. Кроме того, если продукт относительно точен и имеет строгие требования к внешнему виду, необходимо добавить контроллер температуры пресс-формы для точного контроля температуры пресс-формы на уровне около 120℃.

Увеличьте скорость впрыска и давление впрыска
Увеличение скорости впрыска и давления впрыска необходимо главным образом для того, чтобы увеличить скорость потока расплава в "отпечатке" и предотвратить его перетекание в виде застойного потока. Если "отпечаток" образуется в центре изделия или далеко от позиции литника, следует использовать многоступенчатый впрыск для регулировки скорости впрыска по секциям.
Измените форму
Измените форму в основном для уменьшения сопротивления расплава во время заполнения, например, увеличьте размер бегунка и затвора; обратите внимание на полировку отверстия сопла и бегунка; увеличьте выпускной паз и щель; установите вставки и устройства для направления воздуха эжектора; улучшите состояние выхлопа формы; установите достаточно большую ловушку холодного материала, чтобы уменьшить сопротивление потоку переднего холодного материала.
На изделии появляются следы турбулентности
Анализ дефектов
Следы турбулентности - это неровные линии потока, расположенные по центру затвора в изделиях для ПК. В отличие от линии "отпечатка пальца", следы турбулентности появляются в направлении потока материала, а не перпендикулярно направлению потока материала. Причина может заключаться в том, что расплавленный материал, впрыскиваемый в полость пресс-формы, подвергается сильному удару, в результате чего он становится липким и скользким на холодной пресс-форме.

Решения
Повысьте температуру расплава, чтобы остановить слишком быстрое охлаждение расплава; повысьте температуру пресс-формы, особенно в области следов течения, чтобы остановить скольжение расплава в пресс-форме до того, как он будет готов; используйте многоступенчатый впрыск, чтобы замедлить скорость впрыска и давление в области следов течения; измените расположение затвора, чтобы изменить направление течения расплава;
Убедитесь, что холодный материал плотно упакован, чтобы он не скользил в форме; используйте материалы, которые хорошо текут, чтобы расплавленный материал плавно заполнял форму.
На изделии появляются пятна от холодного материала
Анализ дефектов
Пятна от холодного материала - распространенный дефект затворов изделий из ПК. Это когда продукт имеет туманные или светлые пятна вблизи ворот или изогнутый шрам, похожий на дождевого червя, прилипший к поверхности продукта от ворот.
Основной причиной его образования является продвижение холодного материала перед расплавленным материалом, поступающим в полость формы, или же холодный материал, выдавленный в полость формы позже из-за чрезмерного удержания давления. Передний материал передает тепло из-за контакта сопла с холодным шаблоном или из-за охлаждающего эффекта бегунка. При входе в полость формы происходит выталкивание горячего расплава, поэтому образуются пятна холодного материала.

На тонких изделиях пятна холодного материала будут распространяться и превращаться в мутные пятна, похожие на дым или пасту, а на свободно текущих толстостенных изделиях останется изогнутый шрам в форме земляного червя. Что касается пятен холодного материала, образующихся при чрезмерной выдержке под давлением, то они возникают из-за длительного времени выдержки под давлением. Когда давление выдержки слишком велико, холодный материал на бегунке и затворе продолжает вдавливаться в продукт. Такое пятно холодного материала часто образует круглое яркое пятно в небольшой области возле затвора.
Другой тип - расплавленный материал быстро протискивается в небольшой затвор и вызывает разрыв расплава вокруг затвора, или на затворе появляются дымообразные или светлые пятна из-за вмешательства газа в форму. Пятна холодного материала не только портят видимое качество изделия, но и влияют на эффект последующих процессов, таких как напыление или гальваническое покрытие, а также в той или иной степени снижают механическую прочность изделия.
Решения
Повысьте температуру ствола и сопла, а также температуру пресс-формы, чтобы уменьшить воздействие холодного материала; замедлите скорость впрыска и увеличьте давление впрыска, чтобы избежать разрушения расплава или вмешательства газа в пресс-форму; отрегулируйте время впрыска и время выдержки, чтобы избежать переполнения; разумная конструкция затвора пресс-формы может уменьшить или избежать образования пятен холодного материала заранее.

Традиционным и эффективным методом является открытие колодца для холодного материала в конце канала потока, чтобы передний материал задерживался в колодце и не попадал в полость формы. Помимо устройства колодца для холодного материала, в некоторых пресс-формах также необходимо учитывать рациональность формы, размера и положения затвора; усилить вытяжку пресс-формы; удалить загрязняющие вещества в материале, усилить эффект сушки материала, уменьшить или заменить смазку, а также использовать как можно меньше разделительного средства.
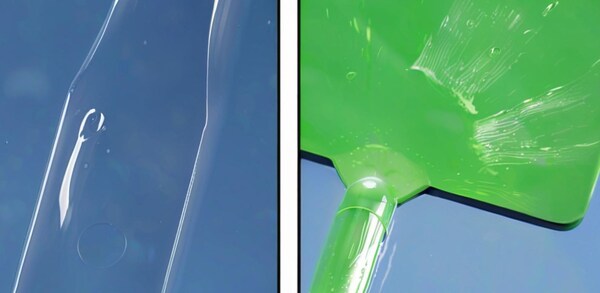
Внутреннее напряжение прозрачных изделий
Анализ дефектов
При изготовлении прозрачных изделий из ПК, таких как солнцезащитные очки, ветровые стекла, маски для глаз и другие детали, часто обнаруживается, что изделия деформируются, становятся астигматичными, имеют низкую прозрачность и трескаются. Это происходит в основном из-за внутреннего напряжения внутри изделия. На самом деле внутреннее напряжение есть и в непрозрачных изделиях, но оно неочевидно.
Внутреннее напряжение - это напряжение, возникающее внутри пластика из-за плохой формовки, перепадов температуры и так далее, без воздействия внешних сил. Это когда молекулы пластика растягиваются, а затем застывают в изделии. Внутреннее напряжение в пластиковых изделиях может нарушить механические свойства и эксплуатационные характеристики изделий, например, привести к их деформации и появлению трещин, а также ухудшить внешний вид изделий и сделать их мутными.

Внутренний стресс также может стать причиной литьевые изделия иметь более высокие механические свойства в направлении потока, но более низкую прочность в направлении, перпендикулярном потоку, что приводит к неравномерным характеристикам продукта, которые влияют на его использование. В частности, при нагревании или контакте с органическими растворителями ускоряется растрескивание продукта.
Внутреннее напряжение изделий из ПК в основном вызвано ориентационным и температурным напряжением, а иногда оно связано с неправильной формовкой.
Ориентационный стресс
После ориентации макромолекул внутри литьевого изделия легко возникает внутреннее напряжение, вызывающее концентрацию напряжений. Во время литья под давлением расплав быстро охлаждается, а при более низкой температуре вязкость расплава выше. Ориентированные молекулы не успевают полностью расслабиться. Возникающее при этом внутреннее напряжение влияет на механические свойства и стабильность размеров изделия. Поэтому температура расплава оказывает наибольшее влияние на ориентационное напряжение. При повышении температуры расплава вязкость расплава снижается, а значит, снижается напряжение сдвига и ориентация.

Кроме того, релаксация ориентационного напряжения выше при высокой температуре расплава, но когда вязкость снижается, давление, передаваемое в полость формы шнеком термопластавтомата, увеличивается, что может увеличить скорость сдвига и привести к увеличению ориентационного напряжения. Если время выдержки слишком велико, напряжение ориентации увеличивается; увеличение давления впрыска также приведет к увеличению напряжения ориентации из-за увеличения напряжения сдвига и скорости сдвига. Толщина изделия также влияет на внутреннее напряжение.
Напряжение ориентации уменьшается с увеличением толщины изделия, поскольку толстостенное изделие охлаждается медленно, расплав охлаждается и расслабляется в полости формы в течение длительного времени, и ориентированные молекулы имеют достаточно времени, чтобы вернуться в случайное состояние. Если температура формы высока, а расплав охлаждается медленно, напряжение ориентации может быть уменьшено.
Температурный стресс
Когда вы впрыскиваете пластик, разница температур между температурой расплава и температурой формы велика, поэтому расплав у стенок формы остывает быстрее, что делает напряжение в изделии неравномерным. Поскольку ПК обладает большой удельной теплоемкостью и малой теплопроводностью, поверхность изделия остывает гораздо быстрее, чем внутренняя часть.

Когда изделие продолжает охлаждаться, затвердевшая оболочка на поверхности препятствует свободному сжатию внутренней части, в результате чего внутренняя часть испытывает растягивающее напряжение, а внешняя - сжимающее. Чем больше напряжение от усадки термопластов, тем меньше напряжение от уплотнения в пресс-форме, то есть чем короче время выдержки и ниже давление выдержки, тем больше внутреннее напряжение.
Форма и размер изделия также оказывают большое влияние на внутреннее напряжение. Чем больше отношение площади поверхности к объему изделия, тем быстрее охлаждается поверхность и тем больше ориентационное напряжение и температурное напряжение. Ориентационное напряжение возникает в основном в тонком поверхностном слое изделия. Поэтому можно считать, что ориентационное напряжение должно возрастать с увеличением отношения площади поверхности изделия к его объему.
Если толщина изделия неравномерна или изделие имеет металлические вставки, в нем легко возникают ориентационные напряжения, поэтому вставки и затворы следует устанавливать у толстой стенки изделия.Из приведенного выше анализа видно, что из-за структурных особенностей пластмасс и ограничений условий процесса литья под давлением невозможно полностью избежать внутренних напряжений. Единственный способ - минимизировать внутреннее напряжение или попытаться сделать так, чтобы внутреннее напряжение равномерно распределялось в изделии.

Решения
Температура впрыска оказывает большое влияние на внутреннее напряжение изделия. Поэтому температура бочки должна быть повышена должным образом, чтобы убедиться, что материал хорошо пластифицирован и детали однородны, чтобы уменьшить усадку и внутреннее напряжение; температура пресс-формы должна быть повышена, чтобы изделие медленно остывало, чтобы расслабить ориентированные молекулы и уменьшить внутреннее напряжение.
Если давление впрыска слишком велико, молекулы пластика будут ориентированы сильнее, а сила сдвига будет больше, так что молекулы пластика будут расположены в порядке, и ориентационное напряжение продукта увеличится. Поэтому старайтесь использовать более низкое давление впрыска; если время выдержки слишком велико, давление в пресс-форме увеличится из-за эффекта компенсации давления, расплав будет производить более высокий эффект экструзии, степень молекулярной ориентации увеличится, и внутреннее напряжение изделия возрастет. Поэтому время выдержки не должно быть слишком большим.
Влияние скорости впрыска на внутреннее напряжение деталей, изготовленных методом литья под давлением, гораздо меньше, чем влияние температуры, давления и других факторов. Однако лучше всего использовать переменную скорость впрыска, то есть быстрое заполнение формы. Когда полость формы заполнена, используйте низкую скорость. С одной стороны, впрыск с переменной скоростью обеспечивает быстрое заполнение формы и уменьшает следы от сварки; с другой стороны, низкая скорость удерживания может уменьшить молекулярную ориентацию.

Делайте положение затвора разумным. Для плоских изделий используйте по возможности щелевидные и веерообразные затворы; выталкивающее устройство должно быть рассчитано на выброс на большую площадь; уклон при формовании должен быть большим. Используйте по возможности лучшие материалы (с меньшим содержанием примесей и большим молекулярным весом) и не используйте материалы для затворов.
Если изделие имеет металлическую вставку, материал вставки необходимо предварительно нагреть (обычно требуется температура около 200°C), чтобы предотвратить возникновение внутреннего напряжения между металлическим и пластиковым материалом из-за несовпадающего коэффициента линейного расширения. Место перехода должно быть обработано дугой.
После формовки можно избавиться от внутреннего напряжения с помощью термообработки. Температура термообработки составляет около 120°C, а время - около 2 часов. Суть термообработки заключается в том, чтобы придать сегментам цепи и звеньям молекул пластика определенную степень подвижности, ослабить застывшую упругую деформацию и заставить ориентированные молекулы вернуться в случайное состояние.

Резюме
В этой статье рассказывается о распространенных проблемах при литье поликарбоната (ПК) под давлением и о том, как их устранить. К этим проблемам относятся обесцвечивание, серебристые разводы, пузыри, вакуумные пузыри, отпечатки пальцев, пятна холодного материала и внутренние напряжения.
В статье объясняется, почему возникает каждая проблема: процесс, материал, машина, и как ее устранить: изменить температуру, давление, скорость впрыска и пресс-форму. В статье говорится, что вам нужно сделать процесс литья под давлением и материалов, чтобы создавать более качественные продукты для ПК.







