 Перейти к содержанию
Перейти к содержанию 

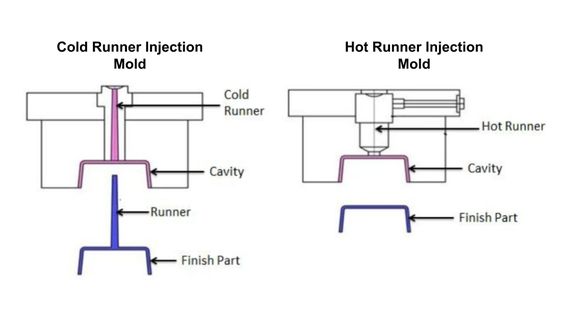
Существует множество различных типов пластиковых инжекционных форм, каждый со своими преимуществами и недостатками. В этом блог-посте мы рассмотрим различия между горячими и холодными литниковыми системами. Оба типа форм имеют свои плюсы и минусы, поэтому важно знать, какой из них подходит для вашего проекта. Давайте начинать!
Холодная литниковая система — это базовый вид инжекционной формы; так называемая холодная литниковая система — это обычная инжекционная форма, после завершения процесса изготовления пластиковой инжекционной детали в литнике остаётся материал, который необходимо удалить.
С сокращением ресурсов, конкуренцией на рынке, цена на сырье значительно возросла, что очень необходимо для экономии материала, по этому вопросу, который также является важной причиной появления горячего бегуна, можно сказать, что это неизбежный продукт социальной индустриализации.
Появление горячеканальной машины позволило решить проблему нерационального использования ресурсов, экономии средств, в то время как в производство литья под давлением процесс также достиг относительно больших результатов. Горячая литниковая система постепенно развивается в общее направление развития инжекционного формования и обязательно будет популярна!
Из-за проблемы учета затрат, многие малые и средние пресс-формы еще не были применены к горячим бегунам, и есть несколько частей пластикового материала, которые должны быть применены к холодным бегунам литьевой формы.
Поэтому сейчас в индустрии литья под давлением существуют холодные и горячие бегуны.

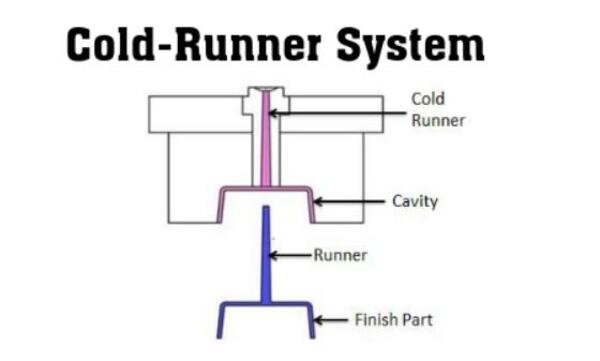
Что такое холодный бегун?
Холодный бегунок: Это часть между входом в пресс-форму и затвором изделия. Пластик течет по бегунку под действием давления впрыска и тепла. Бегунок используется как часть формованного материала, но не является частью изделия. (Холодная часть бегунка - это остатки от впрыска).
Инжекционные формы с холодной литниковой системой. В системе с холодным литником литник и форма поддерживаются при одинаковой температуре. В этой системе внутри формы содержатся две или три плиты.
В отличие от горячего инжекционного формования, где литниковая система охлаждается в форме и удаляется вместе с изделием, удаление холодного материала из литника и обрезка литника могут привести к конечному продукту без видимых следов входного литника.
Преимущества пресс-форм для холодной обкатки
(1) Преимущество систем холодного прогона заключается в простоте использования, а также в том, что они очень хорошо отвечают определенным эстетическим требованиям.
(2) Системы холодной обкатки могут уменьшить часть акрила или поликарбоната, используемого для пропускания света в канале инжекции, что позволяет избежать эффекта видимой полосы в некоторых частях инжекции.
(3) Простая конструкция форм для холодной обкатки, широко используется.
Недостатки пресс-формы с холодной обкаткой
Больше отходов сырья, полученный холодный материал необходимо снова измельчать для повторного использования. Это делает дополнительными этапы всего производственного процесса. Не подходит для многогнездной системы.
Что такое горячий бегун?
Как обычная часть системы инжекционного формования, она нагревается для поддержания пластика в литнике и устье в расплавленном состоянии. При выборе горячих литниковых систем также следует учитывать термочувствительность полимера.
Поскольку нагревательные стержни и нагревательные кольца находятся вблизи или в центре бегуна, весь бегун от выхода сопла до затвора термопластавтомата находится в высокотемпературном состоянии, что позволяет поддерживать пластик в бегуне в расплавленном состоянии.
Поэтому процесс горячей обкатки иногда называют системой горячего коллектора или формовкой бегунов.
При выборе горячего бегуна учитываются многие условия, такие как различные свойства пластика, форма, размер, толщина, вес изделия, расположение полости пресс-формы и расположение затвора.
Сегодня на рынке представлено несколько различных форм и размеров горячих сопел и бегущих пластин для различных изделий.

Преимущества горячеканальной пресс-формы
(1) Экономия сырья и снижение стоимости.
(2) Сокращение цикла формовки и повышение эффективности машины
(3) Улучшение качества поверхности и механических свойств изделий.
(4) Нет необходимости использовать пресс-форму с тремя плитами, в которой можно использовать заостренный ворот.
(5) Экономичные одиночные изделия с боковыми воротами.
(6) Повысить степень автоматизации.
(7) Уплотнение затвора может контролироваться с помощью игольчатого клапана.
(8) Качество литьевых деталей, изготовленных в многогнездных пресс-формах, является стабильным.
(9) Улучшение поверхностной эстетики инжекционных изделий.
(10) Можно использовать меньшее давление впрыска, что может эффективно уменьшить постдеформацию тонкостенных изделий.

Недостатки горячеканальных пресс-форм
Однако у каждой технологии есть свои недостатки, и горячеканальная технология не является исключением:
Конструкция пресс-формы сложная, стоимость высокая, а затраты на обслуживание - высокие. Для стабилизации процесса требуется определенный период, что приводит к увеличению количества брака на начальном этапе.
В случае утечки расплава и выхода из строя нагревательного элемента это окажет большее влияние на качество продукции и график производства. Третий недостаток можно уменьшить, приобретая высококачественные нагревательные элементы, плиты и сопла для горячего хода, а также тщательно ухаживая за ними при использовании.
Экономия затрат на материалы при горячей и холодной прогонке
Горячий бегунок не имеет потерь литника и отходов литника, не требует измельчения и переработки после формовки, что позволяет экономить отходы литника и затраты на измельчение и переработку, особенно когда вес системы литника больше, чем вес формованного изделия.
Формование без системы литников экономит энергию формования.
Обрезки, образующиеся при холодной обкатке и литнике, очень велики, особенно чем больше размер детали, тем больше обрезков из-за большого пробега. Некоторые из этих обрезков можно использовать повторно, некоторые - нет.
Даже если их можно использовать повторно, общая производительность материала значительно снижается, и необходимо использовать оборудование для дробления материала.
Горячая и холодная прогонка повышают эффективность производства
Цикл формования инжекционной детали = время инжекции + время выдержки + время охлаждения + время выталкивания + время обрезки.
Самым длительным из них является время охлаждения. При изготовлении пластиковых форм, чем толще стенка изделия, тем больше время охлаждения. Поскольку холодный литник должен подавать несколько формных полостей или больше точек заливки одновременно, время охлаждения обычно больше.
Таким образом, толщина стенки изделия в холодном литнике обычно больше толщины самого инжекционного изделия.
Поскольку существует разница в времени охлаждения между расплавом в холодном литнике и инжекционным изделием, горячий литник устраняет необходимость холодного литника.
Горячая обкатка исключает холодную обкатку, и время охлаждения сокращается. Разница во времени впрыска также является одним из аспектов использования горячей, а не холодной обкатки.
Основная разница во времени впрыска объясняется дополнительным временем, необходимым для заполнения холодной бегущей строки. Это связано с тем, что форма для холодной обкатки увеличивает ход открытия/закрытия термопластавтомата.
Это увеличение хода предназначено для обеспечения безопасного выталкивания холодного литника. Горячее инжекционное формование более подходит для автоматического удаления изделия.
Без вмешательства холодного литника на выталкивание изделия, дополнительная ручная операция процесс литья под давлением.
Например, время на отделение продукта от бегунка, обрезку продукта и упаковку можно значительно сократить или вовсе исключить. Таким образом, повышается производительность в единицу времени, т.е. увеличивается производительность.
Горячая обкатка в сравнении с холодной обкаткой повышает качество деталей
Использование горячих литниковых систем может эффективно улучшить поверхностное качество и механические свойства изделий, значительно улучшить коробление тонкостенных деталей и обеспечить постоянное качество инжекционных деталей с несколькими полостями.
Он может обеспечить постоянное качество инжекционных деталей в многополостных формах.
В частности, игольчатый клапанный сопло более очевидно улучшает качество внешнего вида инжекционных изделий.
Главные преимущества - отсутствие остаточных следов на изделии от затвора. Затвор большего диаметра позволяет ускорить заполнение полости и дополнительно снизить давление впрыска и деформацию изделия.
Он может предотвратить явление вытягивания и слюнотечения при открытии пресс-формы, а также предотвратить обратное всасывание материала из полости пресс-формы при обратном ходе шнека термопластавтомата.

Резюме
Благодаря этой статье, я полагаю, вы получили определенное представление о пресс-формы для горячего литья под давлением и пресс-формы для литья под давлением с холодной обкаткойв пресс-формах для литья под давлением, перед изготовление форм для инжекции необходимо учитывать его экономическую эффективность. Стоимость пресс-формы и стоимость продукта должны рассматриваться с учетом многих аспектов.
Если количество изделий велико, то горячеканальные формы подходят больше, хотя первоначальные затраты на пресс-форму могут быть выше, цена изделия будет ниже, но горячеканальные формы не подходят для частой необходимости изменения цвета изделия.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.







