 Перейти к содержанию
Перейти к содержанию 

Горячие каналы: Полное руководство | ZetarMold литьё под давлением, enhancing efficiency and product quality across various industries.
Горячие бегуны минимизируют отходы и увеличивают время цикла за счет поддержания оптимальной температуры расплава пластмассы во время формования. Они широко используются в автомобилестроении, производстве потребительских товаров и медицинского оборудования. Основные преимущества включают снижение затрат на материалы и повышение качества деталей.
Хотя в этом обзоре освещены преимущества горячеканальных машин, понимание их конструкции и применения имеет решающее значение для оптимизации производственных процессов. Узнайте далее, как различные системы горячего прогона могут повысить эффективность вашего производства.
- Hot runners keep plastic molten in the runner system, eliminating cold-runner waste and reducing cycle times below 5 seconds for thin-wall parts.
- Temperature control and balanced flow are the two most critical technical factors—poor control causes gate defects, flash, and uneven cavity fill.
- Valve-gate systems offer the highest precision but require the most complex maintenance; open systems are simpler but less versatile.
- Hot runner molds save 10–20% on material costs in high-volume production by eliminating runner scrap entirely.
- Proper manifold and nozzle design, verified through CAE analysis, is essential for multi-cavity mold success.
For buyers, the important question is not whether hot runners are advanced, but whether they fit the resin, part weight, annual volume, gate appearance requirement, and maintenance capability of the supplier. A hot runner can be a strong investment when the runner would waste expensive material, but it can also become a hidden cost if the system is poorly balanced or hard to service.
“Hot runners reduce cycle times in injection molding.”Правда
Горячие бегуны поддерживают пластик в расплавленном состоянии, сокращая время охлаждения и ускоряя весь производственный процесс.
“Hot runners are more expensive than cold runners in every case.”Ложь
Несмотря на то, что горячеканальные машины обычно имеют более высокую первоначальную стоимость, их эффективность и экономия материалов могут привести к снижению общих затрат при долгосрочном производстве.
В чем заключается принцип работы горячего бегуна?
Hot runners keep melt hot inside heated mold channels, so no cold slug forms and no runner scrap is produced.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Горячие бегуны поддерживают температуру расплавленного пластика на протяжении всего процесса формовки, предотвращая застывание и уменьшая количество отходов. Эта технология широко используется в таких отраслях, как автомобилестроение, производство потребительских товаров и медицинского оборудования. Основные преимущества включают в себя увеличение времени цикла, снижение затрат на материалы и улучшение консистенции готовых изделий.
Hot runner systems are divided into adiabatic runners and micro semi hot runner system1.The hot runner, also known as the non-runner, means that the plastic in the runner does not solidify after each injection, and the water outlet in the runner does not need to be removed when the plastic product is demolded. Since the plastic in the runner is not solidified, the runner is still unobstructed during the next injection. In short, the hot runner is an extension of the injection molding machine nozzle.
The hot runner is a heating component system used in injection molds to inject melted plastic particles into the mold cavity. A hot runner mold is a new structure that heats the runner and channel of a traditional mold or three-plate mold, so that the runner and runner do not need to be removed during each molding.
Каковы ключевые технические факторы, влияющие на горячих бегунов?
Nozzle design, temperature control, and gate type are the three variables that decide hot runner reliability in production.

To make a hot runner mold project successful, you need to make sure you have a few things in place. The two most important technical things you need to have are: control of plastic temperature and control of plastic flow.
Контроль температуры пластика
Контроль температуры пластика очень важен при использовании горячеканальной пресс-формы. Если вы не будете хорошо контролировать температуру, у вас возникнет множество проблем с процессом и качеством деталей. Например, если вы используете затвор с горячим наконечником, у вас возникнет множество проблем с качеством затвора. Если вы используете клапанный затвор, у вас возникнет множество проблем с закрытием штифта клапана.
Если у вас многогнездная пресс-форма, у вас будет много проблем со временем заполнения и качеством деталей. Если есть возможность, постарайтесь приобрести систему горячего прогона с большим количеством зон, чтобы лучше контролировать температуру и иметь большую гибкость.
Control of Plastic Flow
Поток пластика в системе горячего прогона должен быть сбалансирован. Затворы должны открываться в одно и то же время, чтобы пластик заполнял каждую полость синхронно. В случае FAMILY MOLD с большой разницей в весе деталей размер бегунка должен быть сбалансирован. В противном случае одни детали будут заполняться под недостаточным давлением, а другие - под слишком большим, или вспышка будет слишком большой и качество будет низким. Размер бегунка для горячей прокатки должен быть разумным.
If the size is too small, the pressure loss will be too large.If the size is too big, the hot runner volume will be too big, and the plastic will stay in the hot runner system for too long, which will damage the material properties and cause the parts to fail to meet the use requirements after molding. There are already CAE flow analysis software such as MOLDCAE that specifically helps users to design the best runner.
Какие бывают виды горячих бегов?
There are two main types of hot runners: open and closed systems. Open systems allow direct flow of molten plastic, while closed systems use a manifold2 to maintain temperature and reduce waste. Hot runners are widely utilized in industries such as automotive, consumer goods, and medical devices, offering benefits like reduced material usage and improved part consistency.
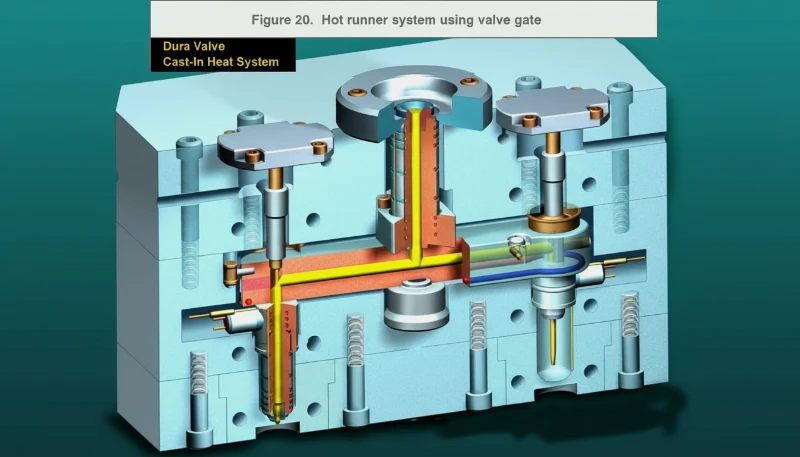
Тип игольчатого клапана
Система затвора клапана - это механическая игольчатая система, которая приводит в движение иглу клапана с помощью давления воздуха. Игольчатые клапаны горячего хода экономят материалы, имеют красивую пластиковую поверхность, а также плотное внутреннее качество и высокую прочность. В мире существует два основных типа игольчатых клапанов горячего хода (по принципу впрыска): цилиндрический и пружинный.
Какие существуют типы систем горячего прогона?
Существует два основных типа систем горячего прогона: открытые и закрытые. В открытых системах расплав подвергается воздействию атмосферы, что проще, но может привести к разрушению материала. Закрытые же системы удерживают расплав, сводя к минимуму отходы и сохраняя целостность материала. Обе системы повышают скорость производства и улучшают качество деталей, что делает их незаменимыми в таких отраслях, как автомобилестроение и производство потребительских товаров.
Горячеканальные системы можно разделить на полностью горячеканальные и полугорячеканальные. Горячеканальные системы можно разделить на три типа: односопловые горячеканальные системы, многосопловые горячеканальные системы и горячеканальные системы с клапанным затвором.
Система горячего прогона с одной головкой
Система горячего прогона с одной головкой состоит в основном из одного сопла, головки сопла, соединительной пластины сопла, системы контроля температуры и т.д.
Необходимо контролировать размеры d, D, L и регулировать толщину соединительной плиты сопла таким образом, чтобы неподвижная крепежная плита пресс-формы давила на торцевую поверхность соединительной плиты сопла для контроля осевого смещения сопла, или непосредственно использовать сопло термопластавтомата для поддержки торцевой поверхности соединительной плиты сопла для достижения той же цели.
Многоголовочная горячеканальная система
Пластмассовая пресс-форма многоголовочной горячеканальной системы довольно сложна. Расплавленный пластик впрыскивается в соединительную пластину сопла литьевой машины, поступает к соплу через пластину горячего хода, достигает головки сопла и затем впрыскивается в полость. Сопло системы горячего хода должно соответствовать требованиям по радиальному размеру D1 и осевому пределу с фиксированной плитой пресс-формы.
Головка сопла и неподвижная вставка пресс-формы должны соответствовать радиальному размеру d, чтобы расплавленный пластик не переливался в непустотелую часть, а твердость неподвижной вставки пресс-формы должна быть закалена примерно до 50HRC. Расстояние L между поверхностью раздела и поверхностью осевого позиционирования горячего сопла должно строго контролироваться.
| Параметр | Tolerance | Назначение |
|---|---|---|
| Radial dimension D1 | ±0,01 мм | Nozzle-to-plate alignment |
| Radial dimension d | Компоненты литьевой формы: Полное руководство по деталям и функциям | Prevent plastic overflow |
| Gap (room temp) | 0.025 mm | Thermal expansion compensation |
| Hardness (insert) | ~50 HRC | Wear resistance at gate |
Размер должен быть определен на основе фактического расстояния L\' сопла при комнатной температуре плюс фактическое удлинение ΔL сопла при нормальной рабочей температуре пресс-формы. Для того чтобы насадка надежно прилегала к плите горячего хода и не деформировала плиту горячего хода, над верхней частью насадки имеется регулировочная площадка.
Регулировочная площадка и поверхность осевого позиционирования сопла ограничивают осевое перемещение сопла и эффективно контролируют возможную деформацию плиты горячего бега. При комнатной температуре зазор между регулировочной площадкой, плитой горячего бега и неподвижной плитой пресс-формы контролируется на уровне 0,025 мм, так что после нагрева пресс-формы регулировочная площадка просто прижимается при рабочей температуре.
Позиционирующее седло и позиционирующий штифт системы горячего хода контролируют положение плиты горячего хода в пресс-форме. Позиционирующее седло и неподвижная плита пресс-формы должны иметь совпадение радиальных размеров D2, а глубина h должна точно контролироваться. В осевом направлении позиционирующее седло поддерживает плиту горячего бегуна и непосредственно воспринимает давление впрыска инжекционной машины.
Позиционирующий штифт должен совпадать с неподвижной пластиной плиты горячего хода. Между плитой горячего бегунка и плитой пресс-формы должно быть достаточно места для намотки изоляционного материала. Плита горячего бега и неподвижная плита должны иметь достаточно пазов для проводов, чтобы шнур питания мог выйти из формы и подключиться к гнезду для проводов, установленному на форме.
There is a radial dimension D1 matching requirement between the nozzle connecting plate and the fixed mold fixing plate so that the injection head of the injection molding machine can cooperate well with the nozzle connecting plate on the mold. Near the hot runner plate, the fixed mold plate, the hot runner plate fixing plate, and the fixed mold fixing plate are connected with screws to enhance the rigidity of the hot runner plate.
Затвор клапана Система горячего хода
Что такое сборка горячего бегуна?
A hot runner assembly is the manifold, nozzles, heaters, and sensors that deliver molten plastic straight to each cavity.

Кольцо для позиционирования
The positioning ring positions the литьевая форма in the injection molding machine to make sure the mold is lined up right with the machine.
Главная форсунка
Когда смола подается в пресс-форму, это затвор, через который смола поступает из сопла термопластавтомата. В зависимости от типа смолы и конструкции горячего бегуна, затвор может быть нагрет для оптимизации процесса формования.
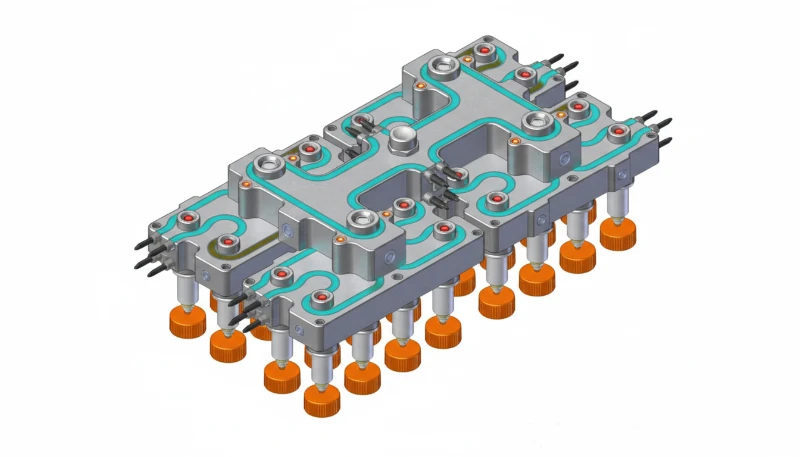
Коллектор
Манифольды используются при наличии нескольких полостей в пресс-форме, нескольких точек подачи или одной точки подачи, но уровень материала смещен. В качестве материала обычно используется P20 или H13. Манифольды обычно делятся на две категории: стандартные и нестандартные. Их конструктивная форма в основном определяется распределением полостей на пресс-форме, расположением сопел и расположением затворов.
Манифольды позволяют подавать смолу в различные сопла и точки впрыска (затворы). Манифольды обычно используются при наличии нескольких полостей или когда требуется более одного сопла/затвора для каждой детали. Коллекторы могут использоваться для различных материалов, конструкций и форм и обычно оптимизируются с помощью CAE-анализа для улучшения процесса литья.
Насадка
There are two types of hot nozzles: open hot nozzles and needle valve hot nozzles. The type of hot nozzle you use determines the type of hot runner system you need and the type of mold you need to make. So, hot runner systems are divided into open hot runner systems and needle valve hot runner systems.
Технология нагревателей
Технология нагревателей лежит в основе всех систем горячего прогона и оказывает большое влияние на процесс формования и качество деталей. Существует несколько методов нагрева, каждый из которых имеет свои плюсы и минусы. Выбирайте подходящую систему горячего прогона, исходя из различных процессов формования, характеристик детали, требований к надежности и стоимости. Наиболее распространенные технологии горячих бегунов включают нагреватели с нагревательными лентами/пластинами, клейкие/гибкие нагреватели или паяные нагреватели.
Каковы преимущества горячего бегуна?
The advantages of hot runner are the main categories or options explained in this section. Hot runners cut material waste by up to 50%, shorten cycle times, and eliminate runner regrind—making them essential for high-volume injection molding.
In our Shanghai factory, we run 47 injection molding machines from 90T to 1850T with an in-house mold manufacturing facility. With over 20 years of experience, we’ve found that hot runner systems consistently reduce material waste by 15–30% on multi-cavity production runs—especially on our larger tonnage presses where runner volumes would otherwise be significant.
Сокращенный цикл
Сокращается цикл формования деталей. Поскольку для бегунковой системы нет ограничений по времени охлаждения, детали после формования и отверждения могут быть извлечены вовремя. Цикл формования многих тонкостенных деталей, изготовленных с помощью горячеканальных пресс-форм, может составлять менее 5 секунд.
Расширение сферы применения
Улучшение качества продукции
При изготовлении пластмассовых деталей с помощью горячеканальной пресс-формы вы можете контролировать температуру расплава пластмассы в канальной системе. Это означает, что пластик может поступать в каждую полость пресс-формы более равномерно, поэтому вы каждый раз получаете детали одинакового качества. Детали, изготовленные с помощью горячеканальной пресс-формы, имеют хороший затвор, низкое напряжение после извлечения из пресс-формы и не портятся.
Именно поэтому вы видите множество высококачественных продуктов, изготовленных с помощью горячеканальных пресс-форм. Многие пластиковые детали в телефонах MOTOROLA, принтерах HP и ноутбуках DELL изготавливаются с помощью горячеканальных пресс-форм.
Экономьте пластик
Сократите количество отходов
Автоматизация производства
Каковы недостатки горячего бегуна?
The main drawbacks of hot runners are higher tooling cost, added maintenance complexity, and the risk of thermal degradation in heat-sensitive resins.
Растущие расходы
“Valve-gate hot runner systems produce gate marks that are virtually invisible on the finished part.”Правда
Valve gates use a mechanical pin to close the gate cleanly, leaving only a tiny witness mark—ideal for cosmetic surfaces like automotive exterior panels.
“Hot runner systems eliminate the need for any mold temperature control.”Ложь
Hot runners only heat the runner channel; the mold itself still requires its own temperature control system (cooling channels) to solidify the part properly after filling.
Высокие требования к оборудованию
For example, poor plastic sealing leads to plastic overflow and damage to hot runner components, interrupting production, and poor relative position of nozzle inserts and gates leads to serious decline in product quality.
Комплексная эксплуатация и обслуживание
Hot runner molds are more complicated to operate and maintain than cold runner3 molds. If you don\’t operate them properly, it\’s very easy to damage the hot runner parts, which will make production impossible and cause huge economic losses. For new users of hot runner molds, it takes a long time to accumulate experience.
Каковы области применения горячих бегунов?
Hot runners serve automotive, medical, packaging, electronics, and consumer goods—anywhere high-volume precision molding is needed.
Автомобильная промышленность
Электронная промышленность
Область медицинского оборудования
Часто задаваемые вопросы
Часто задаваемые вопросы
What Is the Difference Between a Hot Runner and a Cold Runner?
A hot runner keeps the plastic molten inside the runner channel using electrically heated components, so no runner scrap is produced and parts eject cleanly after each cycle with no secondary trimming needed. A cold runner allows the plastic in the feed channels to solidify along with the part, producing waste that must be trimmed, reground, or discarded. Hot runners save material and reduce cycle time but cost significantly more upfront and require careful temperature management. Cold runners are simpler, cheaper, and better suited for short production runs or frequent material changes.
How Much Does a Hot Runner System Cost?
A typical hot runner system adds 3,000 to 15,000 US dollars or more to the total mold cost, depending on the number of nozzles, valve-gate complexity, temperature zone count, and controller sophistication. For high-volume production runs exceeding 100,000 parts, the material savings from eliminated runner scrap often pay back the investment within a few months. For short runs under 5,000 parts, the added cost rarely justifies itself economically. Always run a detailed cost-per-part comparison including material savings, cycle time reduction, and maintenance costs before committing to a hot runner system.
Can All Plastics Be Used in Hot Runner Systems?
Most thermoplastics work well with hot runners, but heat-sensitive materials like PVC, POM (acetal), and certain flame-retardant grades require careful temperature management to prevent thermal degradation inside the manifold. Materials with very narrow processing windows or those prone to gas generation demand specialized nozzle designs and precise zone-by-zone temperature control. Glass-filled resins also accelerate wear on hot runner components, necessitating hardened flow channels. Your hot runner supplier should confirm compatibility with your specific resin grade and provide recommended temperature profiles for optimal processing results.
How Do You Maintain a Hot Runner Mold?
Regular maintenance includes cleaning nozzles and manifolds during scheduled mold servicing, checking heater bands and thermocouples for wear or burnout, inspecting valve pins for scoring or bending, and verifying seal integrity to prevent plastic leakage into wiring channels. Most production shops schedule hot runner maintenance every 50,000 to 100,000 cycles or whenever the mold is removed from the press. Documenting temperature zone readings over time helps detect degradation trends before they cause quality defects. Keeping spare heater bands, thermocouples, and seal kits on hand minimizes unplanned downtime during critical production runs.
What Causes Color Streaks in Hot Runner Molded Parts?
Color streaks in hot runner parts typically result from residual material from a previous color or resin grade stagnating in dead spots within the manifold or nozzle channels. Insufficient purging time, low-temperature zones that allow material to hang up, or worn internal surfaces that create microscopic pockets are common culprits. Thorough purging at the correct melt temperature, followed by physical inspection of flow channels during maintenance, prevents most streaking issues. Some modern hot runner designs feature streamlined flow paths and polished internal surfaces specifically to minimize dead zones and speed up color changes.
When Should You Choose a Valve-Gate Over an Open-Gate Hot Runner?
Choose valve-gate systems when cosmetic gate appearance is critical—automotive exterior panels, consumer electronics housings, and medical device enclosures all demand gate marks that are virtually invisible. Valve gates also enable sequential filling for family molds with parts of different volumes, and they provide precise pressure control for engineering-grade resins. Open-gate systems are significantly more economical and simpler to maintain, making them the better choice for non-cosmetic applications, commodity resins like polypropylene, and molds where a small vestige mark on the gate surface is acceptable to the end user.
How Many Temperature Zones Does a Hot Runner Need?
The number of zones depends on the manifold layout, cavity count, and part geometry complexity. A simple single-nozzle mold may need only one or two zones, while a complex multi-cavity mold with sixteen or more drops may require eight to twenty independently controlled zones. More zones provide finer control over melt viscosity at each gate, which is critical for family molds where different cavities produce parts with different weights or wall thicknesses. Running CAE flow analysis before tooling helps determine the optimal zone configuration and identify potential balance issues early in the design process.
Does a Hot Runner System Increase Mold Cycle Time?
No—hot runner systems generally decrease cycle time rather than increase it. By eliminating the cold runner, there is no thick runner section that needs to cool and solidify before ejection. Thin-wall parts produced with hot runners can achieve cycle times under five seconds in production. The only exception occurs when a poorly designed hot runner adds excessive thermal mass to the mold that interferes with overall cooling, but this is uncommon in professionally engineered systems. The cycle-time reduction, combined with material savings, is one of the strongest economic arguments for investing in hot runner technology for medium to high-volume production.
What is the main purpose of a hot runner system?
The main purpose of a hot runner system is to keep plastic melt hot inside the mold until it reaches the cavity gate. This reduces or eliminates cold-runner scrap, improves material utilization, and can shorten the molding cycle when the runner would otherwise control cooling time. It also helps multi-cavity molds fill more consistently when the manifold is balanced correctly. Buyers should confirm gate quality, temperature stability, maintenance access, and spare-part support before approving the tool, because a well-specified hot runner is easier to validate during production trials and avoids costly rework later.
When is a hot runner better than a cold runner?
A hot runner is usually better than a cold runner when production volume is stable, resin is expensive, the runner would be heavy, or gate appearance and cavity balance are important. It is less attractive for prototypes, very low-volume jobs, frequent color changes, or materials that degrade during long residence time in the manifold. The decision should compare mold cost, resin saved per shot, cycle time reduction, startup scrap, maintenance cost, and downtime risk, rather than focusing only on the initial tooling quote from the mold maker.
What are the common risks of hot runner molds?
Common hot runner risks include melt leakage, heater failure, thermocouple drift, unbalanced cavities, gate stringing, black specks, color streaks, and material degradation. Many of these problems look like molding-process issues even when the root cause is inside the hot half of the mold. A good mold review should check manifold layout, thermal expansion clearance, nozzle seating integrity, wiring protection routing, gate size calibration, cooling near the gate, and how easily heaters or valve pins can be replaced during scheduled maintenance.
How should buyers evaluate a hot runner supplier?
Buyers should evaluate whether the supplier can explain the gate type, hot runner brand, number of temperature zones, manifold balance method, controller compatibility, spare-part list, and trial validation plan. The supplier should provide drawings, zone maps, recommended temperature settings, and T1 sample evidence instead of only saying that a hot runner will save material. Useful trial evidence includes cavity weight data, injection pressure curves, gate appearance photos, startup scrap count, dimensional inspection reports, and a list of corrective actions taken during sampling.
Does a hot runner always reduce total molding cost?
A hot runner does not always reduce total molding cost. It can reduce resin waste, cooling time, and manual runner handling, but it also increases mold cost, controller cost, maintenance cost, and technical risk. The payback is strongest when annual shot volume is high and the runner would be heavy or made from expensive resin. For short production runs under 10,000 parts, a simple cold runner may be cheaper and easier to service even if it creates some runner scrap that must be reground or discarded after each cycle.
How Do Hot Runners Shape the Future of Injection Molding?
Горячие бегуны (Hot Runner Systems) - это система нагревательных компонентов, используемая в литьевых формах для впрыска расплавленных частиц пластика в полость формы. Формы с горячими бегунами представляют собой новую конструкцию, которая нагревает бегуны и полозья традиционных форм или трехплитных пресс-форм, благодаря чему бегуны и полозья не нужно снимать при каждом формовании.
Hot runner technology was introduced to the plastics industry more than 50 years ago, and it has completely changed the injection moldingprocess capabilities by improving the quality of injection molded parts, improving operating efficiency, reducing scrap, and saving money. See our проектирование пресс-форм для литья под давлением for a comprehensive overview.
-
hot runner system: A hot runner system is a heated assembly inside an injection mold that keeps plastic molten in the runner channel and reduces cold-runner waste. ↩
-
manifold: A manifold is a heated distribution block that routes molten plastic from the machine nozzle to multiple drop locations inside the mold. ↩
-
cold runner: A cold runner is a conventional mold feed system where runner plastic solidifies each cycle and must be separated from the molded part. ↩







