 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: O policarbonato (PC) é um plástico super fixe que é muito bom em muitas coisas. É super transparente e resistente, e não fica esquisito quando se coloca peso sobre ele. É também seguro de utilizar, suporta temperaturas quentes e frias e não muda de forma quando não se quer. Além disso, é excelente para manter a eletricidade no seu lugar e resiste às intempéries. É por isso que as pessoas o utilizam para todo o tipo de coisas, como fazer coisas que medem coisas, luzes, eletrónica, coisas para casa e embalagens.
O PC é um polímero linear que possui anéis de benzeno, grupos isopropilo e ligações acéticas na estrutura da cadeia principal da molécula. Esta estrutura torna-o simultaneamente rígido e flexível, além de ter uma boa resistência a altas temperaturas. No entanto, também tem deficiências como a elevada viscosidade de fusão e a sensibilidade à humidade, o que traz algumas dificuldades à moldagem por injeção.
As caraterísticas da tecnologia de processamento do PC são que ele não tem um ponto de fusão óbvio. O PC modificado tem alta viscosidade de fusão na temperatura normal de processamento, ou seja, 230-320 ℃. A viscosidade é menos sensível à taxa de cisalhamento e mais sensível à temperatura, que é semelhante ao comportamento do fluido newtoniano; é sensível à umidade, e a resina é facilmente hidrolisada em alta temperatura; o produto é propenso a estresse interno, etc.

Como se pode ver, o PC é um plástico difícil de processar. Por conseguinte, no processo de produção atual, deparamo-nos com muitos problemas. Por exemplo, no policarbonato processo de moldagem por injeçãoA qualidade das linhas de soldadura é afetada pela temperatura do material e pela espessura da parede, e as marcas de afundamento podem ser defeitos causados pela utilização incorrecta destes factores. Neste artigo, são analisados e discutidos vários defeitos comuns de moldagem por injeção.
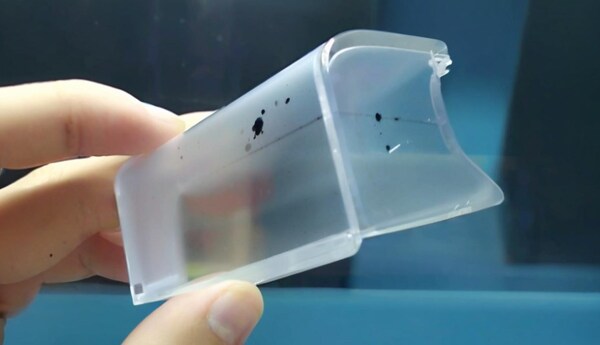
Descoloração do produto, escurecimento, estrias amarelas e pontos negros
Análise de defeitos
O PC tem boa resistência ao calor. Ao processar materiais comuns de PC, sua temperatura de fusão pode ser definida em 240 ℃ -300 ℃. Mesmo que permaneça por um longo tempo, geralmente não se decompõe. Mas por que a descoloração ocorre frequentemente ao produzir alguns produtos elétricos?
Isto deve-se ao facto de a concorrência no mercado ser atualmente muito forte. A fim de reduzir os custos de produção, a maioria dos fabricantes utiliza materiais modificados de PC ou materiais reciclados na produção de produtos eléctricos de gama média e baixa. Alguns fabricantes utilizam mesmo materiais misturados com retardadores de chama, cargas, etc. Como estes materiais têm fluxos mistos e requisitos de plastificação elevados, é mais difícil controlar o processo, o que resulta em vários problemas.
Soluções
Para resolver a questão acima referida, temos de ter em conta e encontrar soluções nas seguintes perspectivas:
Condições do processo
O principal fator a ter em conta é a temperatura de fusão. Geralmente, a temperatura do barril deve ser reduzida passo a passo, especialmente a temperatura das duas primeiras secções. São utilizadas temperaturas diferentes para materiais diferentes.
Por exemplo, quando o polietileno (PE) é utilizado para modificar o PC para produzir grandes aparelhos eléctricos, a temperatura do barril deve geralmente ser controlada a cerca de 230°C; quando o ABS ou PS é utilizado para modificar o PC para produzir pequenos componentes eléctricos, tais como interruptores e tomadas, a temperatura do barril deve geralmente ser controlada a cerca de 250°C; e quando o PBT é utilizado para modificar o PC para produzir produtos de iluminação, a temperatura do barril deve geralmente ser controlada a cerca de 280°C.
Obviamente, a seleção final da temperatura de moldagem também deve ter em conta aspectos como a forma e o tamanho do produto, a estrutura do molde e os requisitos de desempenho do produto. Em segundo lugar, as matérias-primas devem ser totalmente secas para reduzir a possibilidade de fissuração catalítica de vestígios de humidade da massa fundida a quente.

Além disso, se a velocidade do parafuso for demasiado rápida, a contrapressão for demasiado elevada, a taxa de injeção for demasiado rápida e o orifício do bico, o canal e o tamanho da porta forem demasiado pequenos, a fusão gerará um elevado calor de cisalhamento, fazendo com que o PC tenha uma fratura de fusão, e é fácil que o gás na cavidade do molde não seja descarregado a tempo, causando queimaduras locais e escurecimento do produto.
Equipamento
Como o PC fundido tem alta viscosidade e baixa fluidez, requer alta pressão de injeção. O PC fundido tem uma forte força de ligação com o metal, e os seus produtos de decomposição são altamente corrosivos para o metal. Por conseguinte, ao selecionar o equipamento de processamento, é necessário utilizar parafusos cromados pequenos ou especialmente concebidos. Não é permitido que o sistema de plastificação tenha cantos mortos, material morto, lacunas, fissuras, etc.
Se as condições do processo forem boas, mas a massa fundida estiver descolorida durante a injeção de ar, isso significa que há um problema com o sistema de plastificação. É necessário verificar o sistema de plastificação um a um, começando pelo bocal, passando pela flange do bocal, três peças pequenas, parafuso e cilindro. Por vezes, o produto muda de cor em dois ou três moldes ao mesmo tempo, o que está principalmente relacionado com a existência de material morto no sistema de plastificação.

Quando os produtos de decomposição do PC excedem uma certa quantidade, têm o seu próprio efeito catalítico, causando uma grande área de decomposição por fusão, especialmente os plásticos com retardadores de chama adicionados. Para tal, é necessário encontrar pontos de material morto, tais como parafusos colados, calços, barris colados, etc., que têm de ser resolvidos através de limpeza, reparação e polimento.
Materiais e métodos de operação
Se vir pontos negros quando liga a máquina, é provavelmente devido ao material deixado no tambor. Por isso, é necessário prestar atenção ao método de operação. Se estiver a utilizar PC como material no cilindro, antes de ligar a máquina, é necessário limpar o cilindro 3-4 vezes com material novo à temperatura de moldagem (injeção no ar).
Se estiver a utilizar outros materiais, especialmente materiais com fraca estabilidade térmica como PVC, POM, etc., não pode aumentar a temperatura quando liga a máquina e não pode limpar o cilindro com materiais de PC. Só é possível utilizar materiais com boa estabilidade térmica, como PS, PE, etc., para limpar o material a uma temperatura mais baixa.

Após a purga, aumente a temperatura do cilindro para a temperatura normal de processamento do PC e, em seguida, purgue-o com material de PC antes do processamento. Durante o processamento, se a produção tiver de ser temporariamente interrompida, a temperatura do barril deve ser reduzida para menos de 160°C para isolamento (porque a temperatura de transição vítrea do PC é de 160°C), de modo a evitar a descoloração devido à decomposição do material ao longo do tempo.
Quando a tarefa de produção estiver concluída, o barril pode ser purgado com materiais com boa estabilidade térmica, como PS e PE, e a máquina pode ser parada após o esvaziamento. Se houver descoloração durante a produção, verifique primeiro se há algum problema com o material. Existem outros materiais e matérias estranhas misturados? Existe algum problema com a qualidade do novo material? O material do portão é qualificado? O método de mistura está correto?
Depois de ter excluído todas as outras possibilidades, procure outras razões. Outra razão é o facto de a poluição ambiental ser relativamente grave, tal como a existência de muito pó a flutuar no ar, o bolor estar contaminado, o filtro da tremonha de cozedura automática não funcionar e absorver mais partículas de pó.
Para tal, é necessário que a oficina de transformação se mantenha sempre limpa, asseada e arrumada. É preferível cobrir a entrada e a saída de ar da tremonha com uma gaze fina, o que é muito necessário quando se processam produtos transparentes.
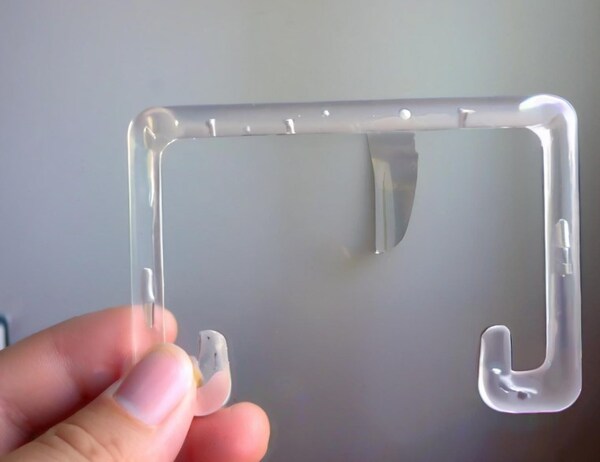
Aparecem estrias prateadas, bolhas e bolhas de vácuo no produto
Análise de defeitos
As estrias de prata, as bolhas e as bolhas de vácuo no produto são defeitos comuns dos materiais de PC. As estrias de prata (ou estrias de gás) são defeitos na superfície de um produto causados por interferência de gás durante o processo de enchimento. Os gases envolvidos são principalmente vapor de água, ar, gás de decomposição e gás solvente, sendo o vapor de água, o gás de decomposição e o ar os mais comuns.
Quando a pressão no molde excede um determinado limite, a cavidade do molde perde pressão após a moldagem por injeção e o gás junto à superfície do produto escapa-se, deixando para trás uma série de pequenas e grandes bolhas que brilham sob a luz, seguindo a direção do fluxo do material. É a isto que chamamos riscas prateadas ou riscas de gás.
Na verdade, o gás está sempre presente durante a processo de moldagem por injeçãoMas quando a pressão no molde não é suficientemente elevada e o teor de gás não ultrapassa um determinado limite, o gás dissolve-se no plástico num estado disperso. Quando a pressão no molde é suficientemente elevada e o teor de gás não ultrapassa um determinado limite, o gás dissolve-se no plástico num estado disperso, mas quando a pressão no molde não é suficientemente elevada e o teor de gás ultrapassa um determinado limite, estes gases saem do plástico fundido e vão para a superfície do produto para fazer estrias prateadas. Ficam presos na parede espessa e transformam-se em bolhas.

Quer se trate das estrias prateadas na superfície do produto ou das bolhas na parede do produto, pode ser o resultado da ação de um dos quatro gases ou o resultado da ação conjunta de vários gases. Tem muito a ver com factores como as matérias-primas, os moldes, os sistemas de plastificação, o ajuste dos parâmetros do processo e até as alterações climáticas (especialmente as alterações de humidade). Por isso, este problema é mais complicado. Mas, em qualquer caso, o foco do problema e a solução devem estar centrados no gás, ou seja, como controlar o teor de gás.
Vapor de água
Se você vir bolhas espalhadas aleatoriamente na superfície do produto, provavelmente é vapor de água. O material de fusão a quente para PC é muito sensível à umidade e requer um teor de umidade inferior a 0.02%. Portanto, para controlar o teor de umidade, o material deve ser totalmente seco. Geralmente, a temperatura de secagem do material de PC é de cerca de 120 ℃ e o tempo de secagem é de cerca de 4h.

O tempo não deve ser demasiado longo. Se exceder as 10h, o material deteriora-se facilmente, especialmente o material com retardador de chama adicionado não deve ser seco durante muito tempo. O melhor método de secagem é o secador de desumidificação, que não tem qualquer efeito sobre o material. Para verificar se o efeito de secagem é bom, pode utilizar o método de injeção de ar para ver se o material ejectado é contínuo, suave e não emite gás branco.
Ar
Se as partículas da bolha forem super finas e densas, elas são distribuídas principalmente em torno do portão do produto, formando padrões radiantes ou em forma de leque, o que é causado principalmente pelo ar:
Ar contido no material.
Quando há mais materiais de porta e os tamanhos das partículas variam muito, é fácil arrastar o ar. Por isso, quando se utilizam materiais de porta, é melhor filtrar o pó. Se a contrapressão for demasiado baixa durante a fusão e a velocidade do parafuso for demasiado elevada, o parafuso recuará demasiado depressa e o ar será facilmente empurrado para a parte da frente do cilindro com o material.
Por conseguinte, é geralmente recomendado prolongar o tempo de fusão tanto quanto possível durante o tempo de arrefecimento, o que é muito útil para melhorar a qualidade da plastificação.
Se a temperatura da secção de descarga do material não for bem controlada, a temperatura é demasiado elevada, o que fará com que parte do material derreta prematuramente e bloqueie a passagem para o ar sair da porta de descarga; se a temperatura for demasiado baixa, o pré-aquecimento é insuficiente, fazendo com que parte dos pellets entre na secção de homogeneização e seja envolvida pelo ar.

Além disso, demasiada folga também inalará ar. Na situação acima referida, o ajuste da velocidade do parafuso, da contrapressão e da contrapressão pode geralmente resolver o problema.
Exaustão durante o enchimento do molde.
Para fazer com que os materiais de PC com alta viscosidade de fusão preencham o molde sem problemas, geralmente é necessário aumentar a temperatura de fusão e a pressão de injeção. Quando a massa fundida está a alta temperatura e alta pressão, se a injetar rapidamente, passará subitamente pelo canal de fluxo estreito e entrará na cavidade do molde com muito espaço livre.

Desta forma, o gás que sai da fusão leva consigo o ar no canal de fluxo e na cavidade do molde, e obtém-se um estado de injeção a alta velocidade. Na superfície do plástico condensado, verá vestígios do fluxo de ar que foi disperso, o que se designa por padrão de gás.
Além disso, se existirem muitos cantos na cavidade do molde, a diferença de espessura for demasiado grande, ou se existirem muitas inserções e a posição da porta não for a correta, a massa fundida precipitar-se-á para a cavidade do molde, agitará o ar no molde para formar um vórtice e formar-se-ão padrões de gás em determinadas peças, como o painel de interruptores e tomadas de produtos eléctricos moldados.

Como as suas tomadas, interfaces e interruptores estão concentrados numa só peça, esta situação ocorre frequentemente. A solução para este defeito é modificar o molde, reforçar a exaustão do molde e otimizar a posição do portão, por um lado; por outro lado, reduzir a taxa de enchimento, especialmente a taxa de injeção da parte do padrão de gás.
Gás de decomposição
Uma vez que os materiais de PC têm de ser moldados a altas temperaturas, é inevitável alguma decomposição. Mas vale a pena discutir como evitar a decomposição em grande escala e como remover o gás. Semelhante à descoloração mencionada acima, a principal razão para a geração de gás de decomposição é que a temperatura de fusão é muito alta. Por exemplo, a temperatura do barril é demasiado elevada ou a bobina de aquecimento do barril está fora de controlo.
A bobina de aquecimento deve ser verificada secção por secção a partir do bocal para reduzir a temperatura do barril; a fusão permanece no barril durante demasiado tempo (como a utilização de equipamento de grandes dimensões para produzir produtos pequenos, a quantidade de almofada é demasiado grande), o ciclo de moldagem é demasiado longo, ou o material obsoleto no barril e o material armazenado no canto morto são decompostos devido ao aquecimento a longo prazo.
Ou a massa fundida é submetida a um forte cisalhamento no tambor, como a taxa de compressão do parafuso é muito grande, a velocidade do parafuso é muito alta e a contrapressão é muito grande, o que também causará decomposição.
Além disso, se o orifício do bocal for demasiado pequeno, a porta do molde e o corredor forem demasiado pequenos e a resistência da cavidade for grande, a fusão que passa pode ser decomposta devido ao sobreaquecimento local causado pela fricção. Por conseguinte, ao processar materiais de PC, as dimensões do orifício do bocal, da porta e do corredor são grandes, a ranhura de escape deve ser profunda e não é adequada para fabricar produtos de paredes finas.
Outra razão importante é o facto de o próprio PC ser de má qualidade e fácil de decompor. Este facto é frequentemente ignorado pelos utilizadores e o problema é empurrado para o molde e para o equipamento de processamento, pelo que não é possível encontrar a solução correta para o problema.

Gás solvente
O gás solvente está principalmente relacionado com a qualidade da operação na produção, como a limpeza de barris não limpos e a adição excessiva de aditivos. A maior parte do gás solvente pode ser removida por secagem suficiente e não tem um grande impacto nas marcas de gás.
Por vezes é difícil dizer se os pontos de bolha no interior de produtos transparentes são bolhas ou bolhas de vácuo. Geralmente, se os pontos de bolha são encontrados quando o molde é aberto, e o volume não muda muito depois de ser armazenado por um tempo, é uma bolha causada por interferência de gás; se aparecer e ficar maior durante o processo de desmoldagem e resfriamento, é uma bolha de vácuo.
As bolhas de vácuo formam-se quando não há material ou pressão suficiente quando o molde é preenchido. O molde arrefece rapidamente, pelo que o material fundido que toca na parede do molde solidifica primeiro. Depois, o material no meio arrefece e encolhe, o que faz com que o volume diminua e cria um ponto oco, ou bolha.

Soluções
Aumentar a pressão de injeção, o tempo de injeção e a quantidade de material
Ajustar a temperatura de fusão: Quando a bolha de vácuo está longe da porta, aumentar a temperatura de fusão para fazer com que a fusão flua suavemente e a pressão possa ser transmitida para a peça longe da porta; quando a bolha de vácuo está perto da porta, a temperatura de fusão pode ser baixada para reduzir o encolhimento;
Aumentar adequadamente a temperatura do molde, especialmente a temperatura do molde da parte local onde a bolha de vácuo é formada.
Colocar o portão na parte da parede mais espessa do produto para melhorar as condições de fluxo do bocal, do corredor e do portão e as condições de exaustão do molde; encurtar o tempo de arrefecimento do produto no molde e, se necessário, colocar o produto em água quente para um arrefecimento lento; os produtos moldados com portões pontuais podem ser moldados lentamente e a baixa temperatura para resolver o problema das bolhas de vácuo, e o tamanho do corredor pode ser aumentado quando há bolhas de vácuo no corredor.

Além disso, durante o processo de produção, verificou-se que a parte de paredes espessas do produto de PC borbulhava logo após a desmoldagem. Este facto foi causado por um arrefecimento insuficiente, que provocou a expansão do gás interno do PC.
Geralmente, podem ser utilizadas medidas como o prolongamento do tempo de arrefecimento, o reforço do efeito de arrefecimento, o aumento da pressão e do tempo de retenção e o retardamento da decomposição do PC para resolver o problema.
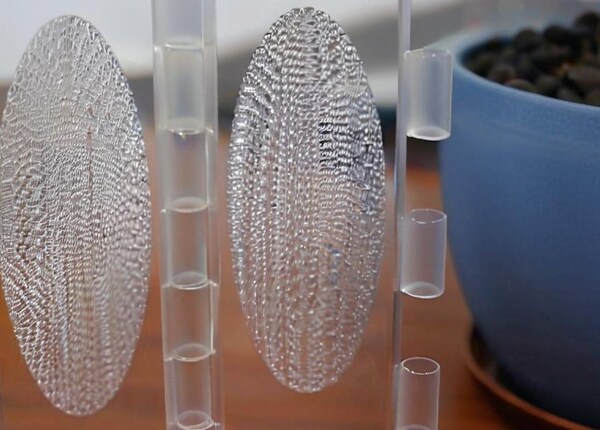
"Impressão digital" no produto
Análise de defeitos
Como a fusão do PC tem uma viscosidade elevada e pouca fluidez, é mais provável que tenha um fenómeno de "impressão digital". "Impressão digital" é assim chamada porque se parece com uma impressão digital humana. Às vezes é chamado de ondulações, padrões de vibração ou padrões de vibração, o que significa que seus padrões são como aqueles formados por uma pedra caindo em uma superfície de água calma. A principal razão para a sua ocorrência é o facto de a viscosidade da fusão do PC ser demasiado elevada.
Quando a pressão de injeção e a taxa de injeção são baixas, a massa fundida enche o molde sob a forma de fluxo estagnado. Quando o material fundido da frente entra em contacto com a superfície fria do molde, condensa-se rapidamente e encolhe, e o material fundido quente na parte de trás expande o material frio encolhido sob pressão e continua a avançar. Este processo é realizado alternadamente, formando linhas de ondulação verticais na direção do fluxo de material.
Soluções
Aumentar a temperatura
Para aumentar a temperatura, aumentar principalmente a temperatura do bocal, a temperatura da extremidade frontal do barril e a temperatura do molde, especialmente a temperatura onde a ondulação é gerada. O objetivo é reduzir a viscosidade de fusão do PC e melhorar a fluidez da fusão. Além disso, se o produto for relativamente preciso e tiver requisitos rígidos de aparência, é necessário adicionar um controlador de temperatura do molde para controlar com precisão a temperatura do molde em cerca de 120 ℃.

Aumentar a taxa de injeção e a pressão de injeção
O aumento da taxa de injeção e da pressão de injeção tem como principal objetivo aumentar a taxa de fluxo da massa fundida na "impressão digital" e evitar que a massa fundida flua sob a forma de fluxo estagnado. Se a "impressão digital" for gerada no centro do produto ou longe da posição do portão, a injeção em várias fases deve ser utilizada para ajustar a taxa de injeção secção a secção.
Modificar o molde
Alterar o molde principalmente para reduzir a resistência da massa fundida durante o enchimento, como aumentar o tamanho do canal e da porta; prestar atenção ao polimento do orifício do bico e do canal; aumentar a ranhura e a ranhura de escape; definir inserções e dispositivos de guia de ar do ejetor; melhorar a condição de escape do molde; definir uma armadilha de material frio suficientemente grande para reduzir a resistência ao fluxo do material frio frontal.
Aparecem marcas de turbulência no produto
Análise de defeitos
As marcas de turbulência são as linhas de fluxo irregulares que se encontram centradas na porta em produtos de PC. Ao contrário da linha de "impressão digital", as marcas de turbulência aparecem na direção do fluxo do material e não perpendicularmente à direção do fluxo do material. A razão pode ser o facto de o material fundido injetado na cavidade do molde ser sujeito a um grande impacto, o que o torna pegajoso e escorregadio no molde frio.

Soluções
Aumente a temperatura da massa fundida para impedir que arrefeça demasiado depressa; aumente a temperatura do molde, especialmente na área onde se encontram as marcas de fluxo, para impedir que a massa fundida deslize no molde antes de estar pronta; utilize a injeção em várias fases para abrandar a taxa de injeção e a pressão na área onde se encontram as marcas de fluxo; altere a localização da porta para mudar a forma como a massa fundida flui;
Certifique-se de que o material frio está bem compactado para que não deslize no molde; Utilize materiais que fluam bem para que o material fundido preencha o molde sem problemas.
Aparecem manchas de material frio no produto
Análise de defeitos
Os pontos de material frio são um defeito comum nos portões de produtos de PC. Isto acontece quando o produto tem manchas de nevoeiro ou brilhantes perto do portão, ou uma cicatriz curva como uma minhoca a aderir à superfície do produto a partir do portão.
A principal razão para a sua formação é o avanço do material frio na frente do material fundido que entra na cavidade do molde ou o material frio espremido na cavidade do molde mais tarde devido a uma pressão excessiva. O material da frente transfere calor devido ao contacto do bocal com o molde frio ou ao efeito de arrefecimento do canal. Ao entrar na cavidade do molde, há o empurrão do material fundido a quente, pelo que se formam as manchas de material frio.

As manchas de material frio espalhar-se-ão nos produtos mais finos e tornar-se-ão manchas turvas semelhantes a fumo ou pasta, enquanto que nos produtos de paredes espessas de fluxo livre, será deixada uma cicatriz curva com a forma de uma minhoca. Quanto às manchas de material frio formadas por uma pressão de retenção excessiva, estas são causadas pelo longo tempo de retenção da pressão. Quando a pressão de manutenção da pressão é demasiado elevada, o material frio no corredor e no portão continua a ser espremido para dentro do produto. Este tipo de ponto de material frio forma frequentemente um ponto brilhante circular numa pequena área perto do portão.
Outro tipo é o facto de o material fundido se espremer rapidamente numa pequena porta e causar rutura por fusão à volta da porta, ou aparecerem pontos brilhantes semelhantes a fumo ou luz na porta devido à interferência do gás no molde. Os pontos de material frio não só prejudicam a qualidade aparente do produto, como também afectam o efeito de processos subsequentes, como a pulverização ou a galvanoplastia, e também reduzem a resistência mecânica do produto em vários graus.
Soluções
Aumentar a temperatura do cilindro e do bocal, e aumentar a temperatura do molde para reduzir o impacto do material frio; abrandar a taxa de injeção e aumentar a pressão de injeção para evitar a fratura da fusão ou a interferência do gás no molde; ajustar o tempo de injeção e o tempo de espera para evitar o enchimento excessivo; um design razoável da porta do molde pode reduzir ou evitar a formação de pontos de material frio antecipadamente.

O método tradicional e eficaz é abrir um poço de material frio no final do canal de fluxo para que o material frontal fique preso no poço e não entre na cavidade do molde. Para além de criar um poço de material frio, alguns moldes também precisam de considerar a racionalidade da forma, tamanho e posição do portão; fortalecer a exaustão do molde; remover poluentes no material, fortalecer o efeito de secagem do material, reduzir ou substituir o lubrificante e usar o mínimo possível de agente desmoldante.
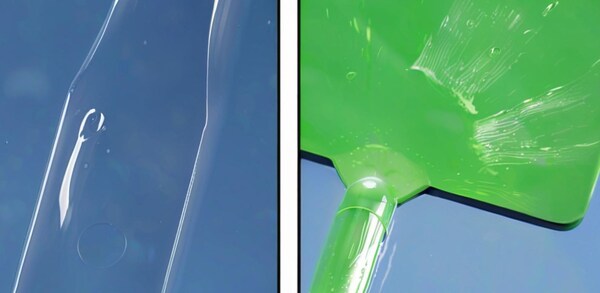
Tensão interna de produtos transparentes
Análise de defeitos
Ao fabricar produtos transparentes para PC, como óculos de sol, para-brisas, máscaras oculares e outras peças, verifica-se frequentemente que os produtos são deformados, astigmáticos, têm pouca transparência e racham. Isto deve-se principalmente ao stress interno no interior do produto. De facto, também existe tensão interna nos produtos opacos, mas não é evidente.
A tensão interna é a tensão que ocorre no interior do plástico devido a uma má moldagem, alterações de temperatura, etc., sem qualquer força externa. É quando as moléculas de plástico são esticadas e depois congelam no produto. A tensão interna nos produtos de plástico pode afetar as propriedades mecânicas e o desempenho dos produtos, fazendo com que estes se deformem, se deformem e até mesmo que fiquem com pequenas fissuras; pode dar mau aspeto aos produtos e torná-los turvos.

O stress interno também pode causar produtos moldados por injeção para ter propriedades mecânicas mais elevadas na direção do fluxo, mas menor resistência na direção perpendicular ao fluxo, resultando num desempenho irregular do produto, o que afecta a sua utilização. Em particular, quando o produto é aquecido ou está em contacto com solventes orgânicos, acelera a fissuração do produto.
A tensão interna dos produtos de PC é causada principalmente pela tensão de orientação e pela tensão de temperatura e, por vezes, está relacionada com uma desmoldagem incorrecta.
Stress de orientação
É fácil criar tensão interna depois de as macromoléculas no interior do produto moldado por injeção serem orientadas, causando concentração de tensão. Durante a moldagem por injeção, a massa fundida arrefece rapidamente e a viscosidade da massa fundida é mais elevada a uma temperatura mais baixa. As moléculas orientadas não podem relaxar completamente. A tensão interna gerada desta forma afecta as propriedades mecânicas e a estabilidade dimensional do produto. Por conseguinte, a temperatura de fusão tem a maior influência na tensão de orientação. Quando a temperatura de fusão é aumentada, a viscosidade da fusão diminui e, consequentemente, a tensão de cisalhamento e a orientação diminuem.

Além disso, o relaxamento da tensão de orientação é maior a alta temperatura de fusão, mas quando a viscosidade diminui, a pressão transmitida à cavidade do molde pelo parafuso da máquina de moldagem por injeção aumenta, o que pode aumentar a taxa de cisalhamento e levar a um aumento da tensão de orientação. Se o tempo de espera for demasiado longo, a tensão de orientação aumenta; o aumento da pressão de injeção também provocará um aumento da tensão de orientação devido ao aumento da tensão de cisalhamento e da taxa de cisalhamento. A espessura do produto também afecta a tensão interna.
A tensão de orientação diminui com o aumento da espessura do produto, porque o produto de paredes espessas arrefece lentamente, a massa fundida arrefece e relaxa durante muito tempo na cavidade do molde, e as moléculas orientadas têm tempo suficiente para regressar ao estado aleatório. Se a temperatura do molde for elevada e a massa fundida arrefecer lentamente, a tensão de orientação pode ser reduzida.
Stress de temperatura
Quando se injecta plástico, a diferença de temperatura entre a temperatura de fusão e a temperatura do molde é grande, pelo que a fusão junto à parede do molde arrefece mais rapidamente, o que faz com que a tensão seja irregular no produto. Como o PC tem uma grande capacidade térmica específica e uma pequena condutividade térmica, a superfície do produto arrefece muito mais rapidamente do que o interior.

Quando o produto continua a arrefecer, a casca solidificada na superfície impede que o interior se contraia livremente, o que faz com que o interior tenha tensão de tração e o exterior tenha tensão de compressão. Quanto maior for a tensão resultante da contração dos termoplásticos, menor será a tensão resultante da compactação no molde, ou seja, menor será o tempo de retenção e menor será a pressão de retenção, o que pode reduzir significativamente a tensão interna.
A forma e o tamanho do produto também têm uma grande influência na tensão interna. Quanto maior for o rácio entre a área de superfície e o volume do produto, mais rapidamente a superfície arrefece e maior é a tensão de orientação e a tensão de temperatura. A tensão de orientação é gerada principalmente na fina camada superficial do produto. Por conseguinte, pode considerar-se que a tensão de orientação deve aumentar com o aumento da relação entre a superfície do produto e o seu volume.
Se a espessura do produto for irregular ou se o produto tiver inserções metálicas, é fácil gerar tensão de orientação, pelo que as inserções e os portões devem ser colocados na parede espessa do produto. A partir da análise anterior, podemos ver que, devido às caraterísticas estruturais dos plásticos e às limitações das condições do processo de moldagem por injeção, é impossível evitar completamente a tensão interna. A única maneira é minimizar as tensões internas ou tentar distribuí-las uniformemente no produto.

Soluções
A temperatura da injeção tem um grande efeito na tensão interna do produto. Assim, a temperatura do cilindro deve ser aumentada adequadamente para garantir que o material está bem plastificado e que as peças são uniformes para reduzir o encolhimento e o stress interno; a temperatura do molde deve ser aumentada para que o produto arrefeça lentamente para relaxar as moléculas orientadas e reduzir o stress interno.
Se a pressão de injeção for demasiado elevada, as moléculas de plástico serão mais orientadas e a força de cisalhamento será maior, pelo que as moléculas de plástico serão dispostas por ordem e a tensão de orientação do produto aumentará. Por conseguinte, tente utilizar uma pressão de injeção mais baixa; se o tempo de espera for demasiado longo, a pressão no molde aumentará devido ao efeito de compensação da pressão, a fusão produzirá um efeito de extrusão mais elevado, o grau de orientação molecular aumentará e a tensão interna do produto aumentará. Por conseguinte, o tempo de espera não deve ser demasiado longo.
O efeito da velocidade de injeção na tensão interna das peças moldadas por injeção é muito menor do que o da temperatura, pressão e outros factores. No entanto, é melhor usar injeção de velocidade variável, ou seja, enchimento rápido do molde. Quando a cavidade do molde estiver cheia, use baixa velocidade. Por um lado, a injeção a velocidade variável tem um processo de enchimento rápido do molde e reduz as marcas de soldadura; por outro lado, a manutenção a baixa velocidade pode reduzir a orientação molecular.

A posição do portão deve ser razoável. Para produtos planos, utilizar tanto quanto possível portões em forma de fenda e em forma de leque; o dispositivo ejetor deve ser concebido para ejetar sobre uma grande área; a inclinação de desmoldagem deve ser grande. Utilizar materiais melhores (menos impurezas e maior peso molecular) tanto quanto possível, e não utilizar materiais de portão.
Quando o produto tem uma pastilha metálica, o material da pastilha tem de ser pré-aquecido (geralmente cerca de 200°C) para evitar que o material metálico e o material plástico gerem tensões internas devido ao coeficiente de expansão linear inconsistente. O ponto de transição precisa de ser transitado com um arco.
Após a desmoldagem, é possível eliminar as tensões internas através de tratamento térmico. A temperatura do tratamento térmico é de cerca de 120°C e o tempo é de cerca de 2h. A essência do tratamento térmico é fazer com que os segmentos da cadeia e as ligações nas moléculas de plástico tenham um certo grau de mobilidade, relaxar a deformação elástica congelada e fazer com que as moléculas orientadas regressem a um estado aleatório.

Resumo
Este artigo aborda os problemas comuns na moldagem por injeção de plástico de policarbonato (PC) e a forma de os resolver. Os problemas incluem descoloração, estrias prateadas, bolhas, bolhas de vácuo, impressões digitais, pontos de material frio e tensão interna.
O artigo explica porque é que cada problema acontece, como o processo, o material e a máquina, e como resolvê-lo, como alterar a temperatura, a pressão, a velocidade de injeção e o molde. O artigo diz que é necessário fazer a processo de moldagem por injeção e o material para fabricar melhores produtos de PC.







