 Saltar para o conteúdo
Saltar para o conteúdo 


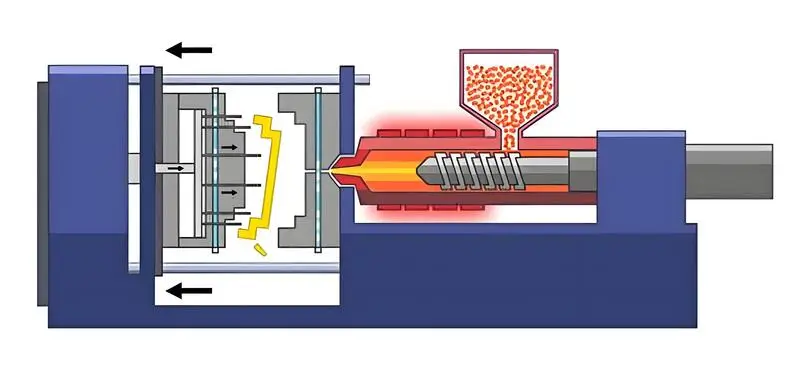
O processo de moldagem por injeção do material TPU é essencial para produzir produtos flexíveis e duradouros, amplamente utilizados em várias indústrias.
A moldagem por injeção de TPU aquece e injecta pellets de TPU em moldes para criar peças flexíveis e resistentes, normalmente utilizadas em calçado, automóveis e eletrónica.
Esta breve descrição geral descreve os principais passos na moldagem por injeção de TPU, mas o domínio das nuances do processo pode melhorar significativamente o desempenho do produto e a eficiência do fabrico. Aprofunde-se para saber como a conceção precisa do molde e a otimização do processo podem melhorar os seus resultados.
Os materiais TPU são sempre biodegradáveis.Falso
A maioria dos materiais TPU não é biodegradável, embora existam algumas variantes ecológicas disponíveis.
A moldagem por injeção de TPU é menos eficiente do que outros métodos.Falso
A moldagem por injeção de TPU pode ser altamente eficiente e é frequentemente selecionada pela sua capacidade de produzir peças detalhadas e duradouras.
O que é o material TPU?
O TPU, ou poliuretano termoplástico, é um material versátil conhecido pela sua excelente elasticidade, transparência e resistência ao óleo e à abrasão, amplamente utilizado numa variedade de aplicações.
O material TPU, apreciado pela sua flexibilidade, durabilidade e resistência à abrasão e aos produtos químicos, é utilizado em calçado, interiores de automóveis e capas de telemóvel para combinar a elasticidade da borracha com a resistência do plástico.

TPU significa borracha de elastómero de poliuretano termoplástico1. Não se trata de um têxtil no sentido tradicional, e muito menos de couro. O TPU supera muitas das deficiências do PVC, do couro PU e do revestimento PU, e fez grandes avanços na aplicação de tecidos impermeáveis e respiráveis.
TPU2 não só tem a maioria das caraterísticas da borracha e dos plásticos comuns, como também possui excelentes propriedades físicas e químicas. É um novo tipo de material polimérico amigo do ambiente entre a borracha e o plástico. Tem a suavidade da borracha e a dureza do plástico duro.
O TPU é flexível e duradouro.Verdadeiro
A composição única do TPU permite-lhe manter a flexibilidade ao mesmo tempo que proporciona força e resistência ao desgaste, tornando-o ideal para diversas aplicações.
O TPU é utilizado apenas em vestuário e calçado.Falso
Embora o TPU seja popular no vestuário e no calçado, as suas aplicações estendem-se às indústrias automóvel, médica e eletrónica devido às suas propriedades adaptáveis.
Quais são as caraterísticas básicas dos materiais TPU?
Os materiais TPU são conhecidos pela sua versatilidade, oferecendo uma combinação única de flexibilidade, durabilidade e resistência, servindo indústrias desde o calçado ao automóvel.
Os materiais TPU oferecem elevada elasticidade, excelente resistência à abrasão e flexibilidade a várias temperaturas, o que os torna ideais para calçado, dispositivos médicos e peças automóveis em ambientes exigentes.

Ampla gama de dureza
Ao alterar a proporção de cada componente de reação do TPU, é possível obter produtos de dureza diferente e, com o aumento da dureza, os produtos continuam a manter uma boa elasticidade e resistência ao desgaste.
O módulo de elasticidade da borracha é normalmente 1~10Mpa, o TPU é 10~1000Mpa, e os plásticos como o nylon, ABS, PC, POM, etc. são 1000~10000Mpa. A gama de dureza do TPU é bastante ampla, de Shore A 60~Shore D 85, e tem uma elevada elasticidade em toda a gama de dureza.
Excelente resistência ao frio
O TPU tem uma temperatura de transição vítrea baixa e mantém-se elástico e flexível mesmo a 35 graus negativos. É flexível numa vasta gama de temperaturas de -40 a 120 graus Celsius sem necessidade de plastificantes.
Resistente a óleos, resistente à água, resistente a produtos químicos e resistente ao bolor
TPU é bom em resistir a óleos (óleos minerais, óleos animais e vegetais e lubrificantes) e muitos solventes. TPU\'s resistência ao óleo3 é melhor do que a borracha nitrílica e tem uma excelente resistência ao óleo.
O seu valor de desgaste Taber é de 0,5-0,35mg, que é o mais pequeno entre os plásticos. Se for adicionado MoS2, óleo de silicone, grafite, etc., o coeficiente de fricção pode ser reduzido e a resistência ao desgaste pode ser melhorada.
Resistência à tração e alongamento: O TPU tem uma resistência à tração4 que é 2-3 vezes superior ao da borracha natural e da borracha sintética. A resistência à tração do TPU de poliéster é quase 60MPa, e o alongamento é quase 410%. A resistência à tração do TPU de poliéter é 50MPa, e o alongamento é >30%.
Os materiais TPU aumentam a durabilidade do produto em ambientes agressivos.Verdadeiro
A resistência do TPU à abrasão e aos produtos químicos torna-o adequado para utilização em condições difíceis.
Os materiais TPU só são adequados para aplicações em calçado.Falso
Embora amplamente utilizados no calçado, os materiais TPU são também ideais para aplicações automóveis, médicas e industriais devido à sua versatilidade e resiliência.
Quais são as condições do processo de moldagem por injeção de Tpu?
A moldagem por injeção de poliuretano termoplástico (TPU) requer um controlo preciso das condições do processo para garantir a integridade do material e a qualidade do produto.
A moldagem por injeção de TPU ideal requer uma temperatura de fusão de 200-220°C, uma temperatura de molde de 20-50°C e definições de pressão precisas para um fluxo consistente, crucial para aplicações em calçado e peças automóveis.

Temperatura
As temperaturas que tem de controlar no processo de moldagem do TPU são as seguintes temperatura do barril5temperatura do bico, e temperatura do molde6. As duas primeiras temperaturas afectam principalmente a plastificação e o fluxo do TPU, e a última temperatura afecta o fluxo e o arrefecimento do TPU.
-
Temperatura do cano:A escolha da temperatura do cilindro está relacionada com a dureza do TPU. TPU com alta dureza tem alta temperatura de fusão e alta temperatura máxima no final do barril. A faixa de temperatura do barril usada para processar TPU é 177 ~ 232 ℃. A distribuição da temperatura do barril é geralmente de um lado da tremonha (extremidade traseira) para o bico (extremidade frontal) e aumenta gradualmente, de modo que a temperatura do TPU aumenta constantemente para atingir o objetivo de plastificação uniforme.
-
Temperatura do bico:A temperatura do bocal é normalmente ligeiramente inferior à temperatura máxima do cilindro para evitar que o material fundido escorra do bocal de passagem direta. Se for utilizado um bocal autoblocante para evitar a queda de material, a temperatura do bocal também pode ser controlada dentro do intervalo de temperatura máxima do cilindro.

- Temperatura do molde:A temperatura do molde é muito importante para o desempenho intrínseco e a qualidade do aspeto dos produtos de TPU. É determinada por muitos factores, tais como a cristalinidade do TPU e o tamanho do produto. A temperatura do molde é normalmente controlada por um meio de arrefecimento de temperatura constante, como a água. TPU tem alta dureza, alta cristalinidade e alta temperatura de molde, por exemplo, Texin, dureza 480A, temperatura do molde 20 ~ 30 ℃; dureza 591A, temperatura do molde 30 ~ 50 ℃; dureza 355D, temperatura do molde 40 ~ 65 ℃. A temperatura do molde dos produtos TPU é geralmente de 10 ~ 60 ℃. Quando a temperatura do molde é baixa, o derretimento congela prematuramente e produz linhas de fluxo, o que não é propício para o crescimento de esferulitos, resultando em baixa cristalinidade do produto e um processo de cristalização tardio, que causa pós-encolhimento e mudanças de desempenho do produto.
Pressão
A pressão no processo de moldagem por injeção inclui a pressão de plastificação (contrapressão) e pressão de injeção7. Quando o parafuso recua, a pressão no topo da massa fundida é a contrapressão, que é ajustada pela válvula de descarga.

Aumentar a contrapressão aumentará a temperatura de fusão, reduzirá a velocidade de plastificação, tornará a temperatura de fusão uniforme, misturará os corantes uniformemente e descarregará o gás de fusão, mas estenderá o ciclo de moldagem. A contrapressão do TPU é normalmente de 0,3~4MPa.
A pressão de injeção é a pressão aplicada pela parte superior do parafuso ao TPU. É utilizada para ultrapassar a resistência ao fluxo de TPU do cilindro para a cavidade, aumentar a taxa de enchimento da massa fundida e compactar a massa fundida. A resistência ao fluxo do TPU e a taxa de enchimento estão intimamente relacionadas com a viscosidade da fusão, e a viscosidade da fusão está diretamente relacionada com a dureza do TPU e a temperatura da fusão.
Por outras palavras, viscosidade da massa fundida8 é determinada pela temperatura e pressão, bem como pela dureza do TPU e pela taxa de deformação. Quanto maior for a taxa de cisalhamento, menor será a viscosidade. Quando a taxa de cisalhamento permanece inalterada, quanto maior a dureza do TPU, maior a viscosidade.
Quando a taxa de cisalhamento é constante, a viscosidade diminui à medida que a temperatura aumenta, mas a taxas de cisalhamento elevadas, a viscosidade não é tão afetada pela temperatura como o é a taxas de cisalhamento baixas. A pressão de injeção do TPU é geralmente de 20~110MPa. A pressão de retenção é cerca de metade da pressão de injeção, e a contrapressão deve ser inferior a 1,4 MPa para que o TPU seja plastificado uniformemente.

Tempo
O tempo que leva para fazer uma injeção é chamado de ciclo de moldagem. O ciclo de moldagem inclui o tempo que demora a encher o molde, o tempo que demora a segurar o molde, o tempo que demora a arrefecer o molde e outros tempos (como o tempo que demora a abrir o molde, a retirar a peça do molde e a fechar o molde), que afectam a quantidade de trabalho que pode fazer e a utilização do seu equipamento.
O ciclo de moldagem do TPU é normalmente determinado pelo grau de dureza do TPU, pela espessura da peça e pela forma da peça. O ciclo é curto para TPU duro, longo para peças espessas e longo para peças com muitas formas. O ciclo de moldagem também está relacionado com a temperatura do molde. O ciclo de moldagem para TPU é normalmente entre 20 e 60 segundos.
Velocidade de injeção
A velocidade de injeção é determinada principalmente pela configuração dos produtos de TPU. Os produtos com faces de extremidade espessas requerem velocidades de injeção mais baixas, enquanto os produtos com faces de extremidade finas requerem velocidades de injeção mais rápidas.
Velocidade do parafuso
Quando se processam produtos de TPU, é necessário utilizar uma taxa de cisalhamento baixa, pelo que é necessário utilizar uma velocidade de rosca mais baixa. A velocidade do parafuso do TPU é geralmente 20~80r/min, e 20~40r/min é melhor.
Tratamento de paragem
Uma vez que o TPU pode degradar-se após ser exposto a altas temperaturas durante muito tempo, deve ser limpo com PS, PE, plásticos acrílicos ou ABS após o encerramento; se o encerramento exceder 1 hora, o aquecimento deve ser desligado.

Pós-processamento de produtos
O TPU tem frequentemente uma cristalização, orientação e contração irregulares devido a uma plastificação desigual no cilindro ou a diferentes taxas de arrefecimento na cavidade do molde. Isto resulta em tensão interna no produto, que é mais proeminente em produtos de paredes espessas ou produtos com inserções de metal.
Produtos com tensão interna9 Os produtos de aço inoxidável apresentam frequentemente uma diminuição das propriedades mecânicas durante o armazenamento e a utilização, estrias prateadas na superfície e até deformação e fissuração. A forma de resolver estes problemas na produção é recozer o produto. A temperatura de recozimento depende da dureza do produto TPU.
A temperatura de recozimento de produtos com elevada dureza é também elevada, e a temperatura de recozimento de produtos com baixa dureza é também baixa. Uma temperatura demasiado elevada pode provocar o empeno ou a deformação do produto, e uma temperatura demasiado baixa não permite atingir o objetivo de eliminar as tensões internas.
Reciclagem de materiais reciclados
No processo de processamento do TPU, os materiais residuais, tais como canais, sprues e peças fora das especificações, podem ser reciclados e reutilizados. A partir dos resultados dos testes, os materiais reciclados do 100% sem mistura com novos materiais não reduzem significativamente as propriedades mecânicas e podem ser totalmente utilizados.
Mas, para manter as propriedades físicas e mecânicas e as condições de injeção ao melhor nível, recomenda-se que a proporção de materiais reciclados seja de 25% a 30%.
As condições corretas de moldagem por injeção de TPU evitam defeitos nos produtos finais.Verdadeiro
O cumprimento das definições ideais de temperatura e pressão mantém as propriedades do material e reduz defeitos como deformações e bolhas.
Pode utilizar qualquer temperatura de molde para TPU sem afetar o resultado.Falso
Temperaturas incorrectas do molde podem levar a um mau acabamento da superfície e a problemas estruturais, enfatizando a importância de intervalos de temperatura específicos.
Quais são as precauções no processo de moldagem por injeção de materiais TPU?
No processo de moldagem por injeção de materiais TPU, uma atenção cuidada à temperatura, à velocidade de injeção e às condições do molde garante uma qualidade e consistência óptimas do produto.
Para uma moldagem por injeção de TPU bem sucedida, mantenha uma temperatura precisa, minimize a humidade e ajuste a velocidade de injeção às necessidades do material, evitando defeitos e garantindo resultados de alta qualidade em diversas indústrias.
Secagem de materiais
Uma vez que o TPU absorve facilmente a humidade e é fácil de hidrolisar, se as matérias-primas do TPU não estiverem bem secas, causará facilmente dificuldades de processamento. A superfície do produto moldado por injeção terá bolhas ou estrias prateadas, e a superfície do produto extrudido apresentará irregularidades, opacidade, espuma e espuma.
A fim de garantir zero defeitos na produção e na qualidade do produto, recomenda-se que as matérias-primas de TPU sejam totalmente secas até um teor de humidade inferior a 0,05% antes do processamento.
Se for utilizado pó de carbono ou masterbatch para tingir, este deve ser totalmente misturado com o corante natural TPU e seco em conjunto. Geralmente, um secador de ar circulante ou um secador desumidificador é usado para secar o TPU. Dependendo da dureza, a temperatura de secagem recomendada é de 80-110 ℃ e o tempo de secagem é de cerca de 3 horas.
Processamento de material reciclado
Os materiais dos bicos, os materiais das máquinas de lavar roupa ou os produtos finais de má qualidade podem ser triturados e misturados com novos materiais, mas devem ser novamente secos antes de serem utilizados. Devido a alguns requisitos físicos mecânicos, os materiais reciclados não podem ser utilizados em processos de moldagem por injeção.
Mais de 30% de todas as matérias-primas. Os materiais reciclados extrudidos devem ser processados separadamente ou adicionados a novos materiais de moldagem por injeção. Além disso, os materiais reciclados não devem ser armazenados durante demasiado tempo. Utilizar topos secos. Os resíduos que não podem ser reciclados podem ser incinerados para obter calor.

Controlo da velocidade e da pressão de injeção
A velocidade e a pressão da injeção são importantes para a forma como o material TPU flui e preenche o molde. Se a velocidade e a pressão forem demasiado elevadas, o material pode partir-se ou fazer bolhas. Se a velocidade e a pressão forem demasiado baixas, o material não encherá bem o molde ou o produto terá uma superfície rugosa. Por isso, é necessário definir a velocidade e a pressão corretas para o material e o molde.
Controlo da temperatura do molde
A temperatura do molde é muito importante para a cristalinidade e contração do material TPU. A temperatura correta do molde pode ajudar o material a cristalizar e melhorar as propriedades mecânicas e a estabilidade dimensional do produto.
Mas se a temperatura do molde for demasiado elevada, pode provocar o sobreaquecimento do material e a sua decomposição ou formação de bolhas. Se a temperatura do molde for demasiado baixa, pode causar marcas de fluxo frio ou marcas de encolhimento na superfície do produto. Por isso, é necessário controlar a temperatura do molde com precisão para obter o melhor efeito de moldagem.

Evitar o aquecimento excessivo e o cisalhamento
Os materiais TPU podem ficar demasiado quentes e demasiado cisalhados quando são moldados por injeção. Isto pode fazer com que o material não funcione tão bem ou que tenha problemas. Por isso, deve certificar-se de que não aquece demasiado o material e que não o corta demasiado quando o está a moldar por injeção, para não o estragar.
Manter um ambiente de moldagem por injeção limpo
A limpeza do ambiente de moldagem por injeção é muito importante para a qualidade da moldagem por injeção dos materiais TPU. Se existirem impurezas e manchas de óleo, estas podem aderir à superfície do molde ou misturar-se no material, o que causará defeitos na superfície do produto ou degradação do desempenho.
Por conseguinte, é necessário manter o ambiente de moldagem por injeção limpo e limpar e manter regularmente o equipamento e os moldes.
A moldagem por injeção de TPU requer uma gestão precisa da temperatura.Verdadeiro
A natureza termoplástica do TPU exige uma regulação consistente da temperatura para manter a integridade do material e evitar defeitos.
Todos os materiais TPU podem ser moldados nas mesmas condições.Falso
Diferentes formulações de TPU podem exigir configurações variadas de temperatura, velocidade e pressão para alcançar os resultados desejados, destacando a necessidade de condições de processamento personalizadas.
Qual é o fluxo do processo de moldagem por injeção de material TPU?
A moldagem por injeção de material TPU simplifica a produção de componentes flexíveis e duradouros, amplamente utilizados em indústrias como a automóvel e a de produtos de consumo.
A moldagem por injeção de TPU funde pellets de TPU para formar peças flexíveis e resistentes, ideais para capas de telemóvel, equipamento desportivo e dispositivos médicos. Os principais passos incluem a preparação do material, a conceção do molde e o arrefecimento.

O processo de moldagem por injeção de material TPU inclui principalmente a preparação do material, a conceção do molde, a seleção da máquina de moldagem por injeção, a definição dos parâmetros do processo de moldagem por injeção e o pós-processamento do produto.
Preparação do material
Antes de começar a moldar por injeção os pellets de tpu, é necessário prepará-los. Isto significa secá-las, pré-aquecê-las e misturá-las. A secagem elimina qualquer humidade do material para que não surjam bolhas ou fissuras durante a moldagem por injeção. O pré-aquecimento faz com que o material flua melhor e ajuda-o a encher o molde. A mistura garante que todo o material é o mesmo e torna o produto melhor.
Conceção de moldes
A conceção do molde é um elo fundamental no processo de moldagem por injeção. A estrutura, o tamanho e a precisão do molde afectam diretamente a qualidade da moldagem e a eficiência da produção do produto.
Ao conceber um molde de injeção de material TPU, é necessário ter em conta factores como a fluidez do material, a retração e a desmoldagem do produto. Uma conceção razoável do molde pode reduzir eficazmente a taxa de defeitos do produto e melhorar a eficiência da produção.

Seleção de máquinas de moldagem por injeção
A escolha da máquina de moldagem por injeção adequada é fundamental para garantir a estabilidade do processo de moldagem por injeção de material TPU e a qualidade do produto. Ao escolher uma máquina de moldagem por injeção, é necessário ter em conta factores como as caraterísticas do material, o tamanho e a complexidade do produto e a eficiência da produção.
Certifique-se de que a pressão de injeção, a velocidade de injeção, a temperatura e outros parâmetros da máquina de moldagem por injeção podem cumprir os requisitos de moldagem por injeção dos materiais TPU.
Definição dos parâmetros do processo de moldagem por injeção
A definição dos parâmetros do processo de moldagem por injeção é crucial para garantir a qualidade da moldagem por injeção de material TPU. Estes parâmetros incluem a pressão de injeção, a velocidade de injeção, o tempo de espera, a temperatura do molde, etc.

Ao definir corretamente os parâmetros do processo, pode certificar-se de que o material TPU flui e preenche completamente o molde durante o processo de moldagem por injeção, evitando defeitos como bolhas e orifícios de retração. Além disso, poderá ser necessário ajustar os parâmetros do processo para obter o melhor efeito de moldagem com base nas caraterísticas do material TPU e nos requisitos do produto.
Pós-processamento de produtos
Após a moldagem por injeção, os produtos TPU têm de ser pós-processados para eliminar o stress interno, melhorar a estabilidade dimensional e a qualidade da superfície. Os métodos comuns de pós-processamento incluem tratamento térmico, arrefecimento e tratamento de superfície.
O tratamento térmico pode eliminar as tensões internas geradas pelo produto durante o processo de moldagem por injeção e melhorar a sua estabilidade dimensional. O arrefecimento ajuda o produto a moldar-se rapidamente e a reduzir a deformação. O tratamento da superfície pode melhorar o aspeto e o desempenho do produto.
A moldagem por injeção de TPU resulta em produtos duráveis e flexíveis.Verdadeiro
As propriedades únicas do TPU tornam-no ideal para a produção de peças que requerem elasticidade e resiliência.
O TPU é o mesmo que o TPE na moldagem por injeção.Falso
Embora o TPU e o TPE tenham semelhanças em termos de flexibilidade, são materiais distintos com composições e caraterísticas de desempenho diferentes.
Quais são os defeitos no processo de moldagem por injeção de materiais TPU?
Compreender os defeitos na moldagem por injeção de TPU é crucial para melhorar a qualidade e o desempenho do produto final.
Os defeitos comuns da moldagem por injeção de TPU incluem deformações, enchimento incompleto, marcas de queimadura e marcas de afundamento, muitas vezes resultantes de uma temperatura, velocidade de injeção ou conceção do molde inadequados, afectando a durabilidade e o aspeto do produto.

O produto tem fissuras
As fissuras são um perigo para os produtos em TPU, aparecendo normalmente como fissuras finas na superfície do produto. Quando o produto tem arestas e cantos afiados, é frequente que rache nesta parte, o que é muito perigoso para o produto. As principais razões para a ocorrência de fissuras no processo de produção são as dificuldades de desmoldagem, o enchimento excessivo, a baixa temperatura do molde e os defeitos na estrutura do produto.
Para evitar fissuras causadas por uma desmoldagem deficiente, a cavidade do molde deve ter uma inclinação de desmoldagem suficiente, e o tamanho, posição e forma do pino ejetor devem ser adequados. Ao ejetar, a resistência à desmoldagem de cada parte do produto deve ser uniforme.
O enchimento excessivo ocorre quando se injecta demasiado plástico no molde. Isto pode ser causado por demasiada pressão de injeção ou demasiado material a ser doseado. Quando se enche demasiado o molde, coloca-se demasiada tensão interna na peça e esta racha quando se tenta retirá-la do molde.

Quando se enche demasiado o molde, também se coloca mais tensão nos componentes do molde, o que torna mais difícil retirar a peça do molde e faz com que a peça se rache (ou até parta). Quando isto acontece, é necessário reduzir a pressão de injeção para parar o enchimento excessivo.
A tensão interna resultante do enchimento excessivo permanece normalmente na área da porta. A área próxima do portão é frágil, especialmente a área direta do portão, e partirá devido à tensão interna.
Fraco brilho superficial dos produtos
Quando a superfície dos produtos em TPU perde o seu brilho original e se torna baça ou esbatida, é designada por brilho superficial deficiente.
O baixo brilho da superfície é geralmente causado por um polimento inadequado da superfície do molde. Quando a condição da superfície da cavidade do molde é boa, o aumento da temperatura do material e do molde pode melhorar o brilho da superfície do produto. A utilização de demasiado agente não fusível ou de um agente não fusível oleoso também pode resultar num fraco brilho da superfície.
Além disso, se o material absorver humidade ou estiver contaminado com substâncias voláteis ou matérias estranhas, pode levar a um fraco brilho da superfície. Por conseguinte, deve prestar-se atenção aos factores relacionados com o molde e os materiais.
O produto tem rebarbas
Os produtos de TPU têm frequentemente rebarbas. Quando a pressão da matéria-prima na cavidade do molde é demasiado grande, a força de separação gerada é maior do que a força de aperto, forçando o molde a abrir, fazendo com que a matéria-prima transborde e forme rebarbas.

Existem muitas razões para as rebarbas, tais como problemas com as matérias-primas, problemas com a máquina de moldagem por injeção, ajuste inadequado ou mesmo o próprio molde. Portanto, ao determinar a causa das rebarbas, proceda do mais fácil para o mais difícil.
Verificar se as matérias-primas estão bem secas, se existem objectos estranhos misturados, se estão misturados diferentes tipos de matérias-primas e a influência da viscosidade das matérias-primas.
ajustar corretamente o sistema de controlo da pressão da máquina de moldagem por injeção e o ajuste da velocidade de injeção deve ser coordenado com a força de aperto utilizada; se certas partes do molde estão gastas, se os orifícios de exaustão estão bloqueados e se o desenho do canal de fluxo é razoável.
se existe um desvio no paralelismo entre os modelos da máquina de moldagem por injeção, se a distribuição da força do tirante do modelo é uniforme e se o anel de verificação do parafuso e o cilindro de fusão estão gastos.

Enchimento insuficiente de produtos
Quando o material fundido não flui através de todos os cantos do molde, é chamado de enchimento insuficiente. Existem algumas razões para isso: as condições de moldagem aren\'t set right, o molde isn\'t projetado ou feito bem, o produto tem partes grossas e partes finas, e assim por diante.
Para resolver este problema, pode aumentar a temperatura do material e do molde, aumentar a pressão e a velocidade de injeção e melhorar o fluxo do material. Também pode aumentar o canal de escoamento ou o canal de fluxo, ou alterar a posição, tamanho ou número do portão para fazer com que o material flua melhor. Também pode colocar alguns orifícios no molde para deixar sair o ar.
Deformação e empeno do produto
As razões para o empeno e a deformação dos produtos moldados por injeção de TPU são um tempo de arrefecimento e moldagem demasiado curto, uma temperatura do molde demasiado elevada e irregular e um sistema de canais de fluxo assimétrico.
Por conseguinte, ao conceber o molde, tente evitar uma diferença de espessura demasiado grande na mesma peça de plástico; evite ângulos agudos excessivos; evite uma zona tampão demasiado curta, de modo a que as espessuras sejam muito diferentes; além disso, preste atenção à definição do número adequado de ejectores e à conceção de um canal de fluxo de arrefecimento da cavidade razoável.
O empeno é um defeito comum na moldagem por injeção de TPU.Verdadeiro
O empeno ocorre devido a taxas de arrefecimento irregulares que provocam tensões internas, levando à distorção das peças moldadas.
As marcas de afundamento são apenas um problema cosmético na moldagem de TPU.Falso
As marcas de afundamento indicam potenciais fragilidades estruturais, que afectam tanto o aspeto como a integridade do produto final.
Conclusão
O processo de moldagem por injeção de materiais TPU é uma tecnologia complexa e delicada que requer uma consideração abrangente de múltiplos factores, tais como as propriedades do material, conceção do molde10seleção da máquina de moldagem por injeção e definição dos parâmetros do processo.
Ao controlar com precisão os principais elos e pontos técnicos no processo de moldagem por injeção, podemos produzir produtos de TPU de alta qualidade e precisão. No futuro, com a melhoria contínua do desempenho do material TPU e a inovação contínua da tecnologia de moldagem por injeção, temos razões para acreditar que a tecnologia de moldagem por injeção de material TPU será amplamente utilizada em mais áreas e promoverá o desenvolvimento sustentável das indústrias relacionadas.
-
Explore esta ligação para compreender as aplicações versáteis e as vantagens do TPU em vários sectores. ↩
-
Explore as vantagens dos materiais TPU, incluindo as suas propriedades únicas e aplicações em várias indústrias. ↩
-
Saiba como a resistência ao óleo do TPU supera o desempenho de outros materiais, tornando-o ideal para aplicações exigentes. ↩
-
Descubra a impressionante resistência à tração do TPU e a sua comparação com a borracha natural e sintética. ↩
-
A temperatura do barril desempenha um papel vital na plastificação e no fluxo do TPU. Descubra o seu impacto no processo de moldagem consultando este recurso. ↩
-
Compreender a temperatura do molde é crucial para alcançar um desempenho e uma qualidade óptimos nos produtos TPU. Explore esta ligação para saber mais. ↩
-
A pressão de injeção é fundamental para ultrapassar a resistência ao fluxo e garantir a qualidade dos produtos TPU. Saiba mais sobre a sua importância no processo de moldagem. ↩
-
A compreensão dos factores que influenciam a viscosidade da massa fundida pode melhorar a eficiência do processamento de TPU e a qualidade do produto. ↩
-
Aprender sobre a tensão interna no TPU pode levar a uma melhor durabilidade e desempenho do produto, crucial para a garantia de qualidade. ↩
-
Saiba mais O que é a conceção de moldes de injeção? A conceção de moldes de injeção envolve o processo de produção de um molde de acordo com uma determinada especificação. ↩







