 Saltar para o conteúdo
Saltar para o conteúdo 

NylonPoliamida (PA) é um plástico composto por resinas de poliamida. Estas resinas podem ser fabricadas a partir de diaminas e ácidos dibásicos por condensação, ou a partir de lactamas formadas por desidratação de aminoácidos através de polimerização por abertura de anel.
Existem muitas variedades de PA, principalmente PA6, PA66, PA610, PA11, PA12, PA1010, PA612, PA46, PA6T, PA9T, amidas aromáticas MXD-6, etc. As PA6, PA66, PA12 e PA1010 são as mais utilizadas. Este artigo abordará as caraterísticas dos quatro processos de moldagem por injeção de nylonPA6, PA66, PA12 e PA1010, de forma mais aprofundada.

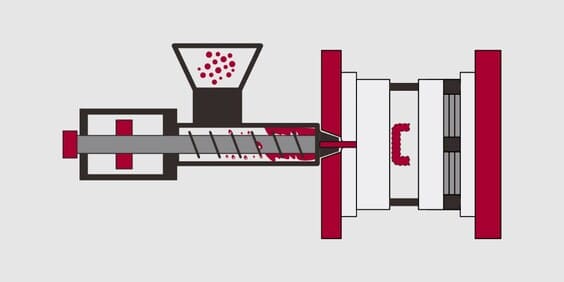
Processo de moldagem por injeção de Nylon 6
Propriedades químicas e físicas
As propriedades químicas e físicas do PA6 são muito semelhantes às do PA66, no entanto, tem um ponto de fusão mais baixo e uma vasta gama de temperaturas de processamento. A sua resistência ao impacto e à dissolução é melhor do que a PA66, mas também é mais higroscópica.
Uma vez que muitas das caraterísticas de qualidade das peças de plástico são afectadas pela absorção de humidade, é importante ter isto em conta ao conceber produtos com PA6.
Para melhorar as propriedades mecânicas da PA6, é frequentemente adicionada uma variedade de modificadores. O vidro é o aditivo mais comum e, por vezes, é adicionada borracha sintética, como o EPDM e o SBR, para melhorar a resistência ao impacto.
Para produtos sem aditivos, a retração da PA6 varia entre 1% e 1,5%. A adição de aditivos de fibra de vidro pode reduzir a contração para 0,3% (mas ligeiramente superior na direção perpendicular ao processo).
A retração do conjunto moldado é influenciada principalmente pela cristalinidade e absorção de humidade do material. A contração real é também uma função do design da peça, da espessura da parede e de outros parâmetros do processo.

Condições do processo de moldagem por injeção
Secagem: Uma vez que o PA6 absorve facilmente a humidade, deve ser dada especial atenção à secagem antes do processamento. Se o material for fornecido numa embalagem de material impermeável, o recipiente deve ser mantido hermeticamente fechado.
Se a humidade for superior a 0,2%, recomenda-se a secagem em ar quente acima de 80°C durante 16 horas. Se o material tiver sido exposto ao ar durante mais de 8 horas, recomenda-se a secagem a vácuo a 105°C durante mais de 8 horas.
Temperatura de fusão: 230~280℃, para variedades reforçadas 250~280℃.
Temperatura do molde: 80~90℃. A temperatura do molde afeta significativamente a cristalinidade, que por sua vez afeta as propriedades mecânicas do peça moldada por injeção. Para peças estruturais, a cristalinidade é importante, então a temperatura recomendada do molde é de 80 ~ 90 ℃.
Temperaturas de molde mais altas também são recomendadas para peças plásticas de paredes finas e de fluxo longo. O aumento da temperatura do molde aumenta a resistência e a rigidez do peça moldada por injeçãomas diminui a tenacidade.
Se a espessura da parede for superior a 3 mm, recomenda-se usar um molde de baixa temperatura de 20 ~ 40 ℃. Para material reforçado com fibra de vidro, a temperatura do molde deve ser superior a 80 ℃.
Pressão de injeção: geralmente entre 750~1250bar (consoante o material e a conceção do produto).
Velocidade de injeção: Alta velocidade (a ser ligeiramente reduzida para materiais reforçados).
Corredores e portões: Devido ao curto tempo de solidificação da PA6, a localização das portas é muito importante. A abertura da porta não deve ser inferior a 0,5*t (em que t é a espessura da peça moldada).
Se utilizar um canal quente, a dimensão da comporta deve ser mais pequena do que com um canal convencional, porque o canal quente ajuda a impedir que o material solidifique prematuramente. Se for utilizada uma comporta submersa, o diâmetro mínimo da comporta deve ser de 0,75 mm.
O processo de moldagem por injeção do nylon 66
Secagem de nylon 66
Secagem por vácuo: temperatura ℃ 95-105 tempo 6-8 horas
Secagem por ar quente: temperatura ℃ 90-100 tempo cerca de 4 horas
Cristalinidade: Para além do nylon transparente, o nylon é um polímero maioritariamente cristalino, com elevada cristalinidade, a resistência à tração do produto, a resistência à abrasão, a dureza, a lubricidade e outras propriedades melhoraram, e o coeficiente de expansão térmica e a absorção de água tendem a diminuir, mas a transparência e a resistência ao impacto não favorecem o desempenho.
A temperatura do molde tem uma grande influência na cristalização, com alta cristalinidade a alta temperatura do molde e baixa cristalinidade a baixa temperatura do molde.
Encolhimento: À semelhança de outros plásticos cristalinos, a resina de nylon tem o problema da contração, geralmente, a contração do nylon tem a maior relação com a cristalização, quando a cristalização do produto é grande, a contração do produto também aumenta.
No processo de moldagem, a redução da temperatura do molde, o aumento da pressão de injeção e a redução da temperatura do material reduzirão a contração, mas a tensão interna do produto aumenta facilmente. 1.5-2% encolhimento de PA66.
Equipamento de moldagem: moldagem por injeção de nylonA principal atenção para evitar o "fenómeno do bocal do fluxo", pelo que o processamento de material de nylon utiliza geralmente um bocal autoblocante.

Produto e molde
1. Espessura da parede do produto O rácio do comprimento do fluxo do nylon situa-se entre 150-200, a espessura da parede dos produtos de nylon não é inferior a 0,8 mm, geralmente entre 1-3,2 mm, e o encolhimento do produto está relacionado com a espessura da parede do produto, quanto mais espessa for a espessura da parede, maior será o encolhimento.
2. Exaustão O valor de extravasamento da resina de nylon é de cerca de 0,03 mm, pelo que a ranhura do orifício de exaustão deve ser controlada a 0,025 ou menos.
3. Temperatura do molde A parede fina do produto é difícil de formar ou requer um controlo da temperatura do molde de alta cristalinidade, o produto requer um certo grau de flexibilidade e é geralmente utilizado para controlar a temperatura da água fria.
O processo de moldagem do nylon 66
Temperatura do barril: O nylon é um polímero cristalino, pelo que o ponto de fusão é óbvio, a resina de nylon em moldagem por injeção temperatura do barril selecionada em função do desempenho da própria resina, do equipamento e da forma dos factores do produto.
Nylon 66 é 260 ℃. Devido à baixa estabilidade térmica do nylon, não é adequado permanecer no barril por um longo tempo a uma temperatura alta, para não causar descoloração e amarelecimento do material, e devido à boa fluidez do nylon, a temperatura excede seu ponto de fusão e depois flui rapidamente.
Pressão de injeção: A viscosidade da fusão de nylon é baixa e tem boa fluidez, mas a taxa de condensação é mais rápida, na forma da espessura complexa e fina da parede do produto propensa a deficiências, por isso ainda precisa de uma pressão de injeção mais elevada.
Normalmente, se a pressão for demasiado elevada, o produto parece transbordar; se a pressão for demasiado baixa, o produto produzirá ondulações, bolhas, marcas de fusão óbvias ou escassez de produto, e outros defeitos, a maioria das variedades de nylon de pressão de injeção não excede 120MPA.
Geralmente selecionado na gama de 60-100MPA é para satisfazer os requisitos da maioria dos produtos, desde que o produto não apresente bolhas, amolgadelas e outros defeitos, geralmente não se pretende utilizar uma pressão de retenção mais elevada, para evitar o aumento da tensão interna. Para evitar o aumento da tensão no produto.
Velocidade de injeção: No caso do nylon, a velocidade de injeção é mais rápida para evitar ondulações causadas por uma velocidade de arrefecimento demasiado rápida e um enchimento insuficiente do molde. A velocidade de injeção rápida não tem um impacto significativo no desempenho do produto.
Temperatura do molde: a temperatura do molde tem uma certa influência na cristalinidade e moldagem por injeção encolhimento, cristalinidade a alta temperatura do molde, alta resistência à abrasão, dureza, aumento do módulo de elasticidade, diminuição da absorção de água, aumento do encolhimento do molde dos produtos; cristalinidade a baixa temperatura do molde baixa, boa tenacidade, alongamento mais elevado.
Parâmetros do processo de moldagem do nylon 66:
1)Temperatura do barril ℃
2)Trás 240-285 Meio 260-300 Frente 260-300
3)Temperatura do bocal ℃ 260-280 Temperatura do molde ℃ 20- 90
4)Pressão de injeção MPA 60-200
A utilização de um agente de libertação de moldes: A utilização de uma pequena quantidade de agente de libertação do molde tem por vezes o efeito de melhorar e eliminar defeitos como bolhas de ar.
O agente de libertação para produtos de nylon pode ser estearato de zinco e óleo branco, etc. Também pode ser misturado numa pasta, que deve ser utilizada em pequenas quantidades e uniformemente para evitar defeitos na superfície dos produtos.
Ao parar a máquina, esvaziar o parafuso para evitar a produção seguinte e rodar o parafuso.
Condições do processo de moldagem por injeção de PA12
Tratamento de secagem: A humidade deve ser assegurada para ser inferior a 0,1% antes do processamento. Se o material for exposto ao ar para armazenamento, recomenda-se que seja seco em ar quente a 85 ℃ por 4 ~ 5 horas. Se o material for armazenado em um recipiente hermético, ele pode ser usado diretamente após 3 horas de equilíbrio de temperatura.
Temperatura de fusão: 240 ~ 300 ℃; não exceda 310 ℃ para materiais de caraterísticas comuns e não exceda 270 ℃ para materiais com caraterísticas retardantes de chama.
Temperatura do molde: 30~40℃ para materiais não reforçados, 80~90℃ para componentes de parede fina ou de grande área, 90~100℃ para materiais reforçados. Aumentar a temperatura aumentará a cristalinidade do material. O controle preciso da temperatura do molde é importante para o PA12.
Pressão de injeção: até 1000 bar (recomenda-se uma pressão de retenção baixa e uma temperatura de fusão elevada).
Velocidade de injeção: alta velocidade (melhor para materiais com aditivos de vidro).
Corredores e portões: Para materiais sem aditivos, o diâmetro do canal deve ser de cerca de 30 mm devido à baixa viscosidade do material. Para materiais reforçados, é necessário um diâmetro de canal grande de 5 a 8 mm.
A forma do rotor deve ser redonda. O orifício de injeção deve ser o mais curto possível. Podem ser utilizados vários tipos de portas. Não utilizar portas pequenas para peças grandes, para evitar uma pressão excessiva ou a contração da peça.
É preferível ter uma espessura de comporta igual à espessura da peça. Se for utilizada uma comporta submersa, recomenda-se um diâmetro mínimo de 0,8 mm. canal quente moldes de injeção são eficazes, mas requerem um controlo de temperatura muito preciso para evitar fugas de material ou solidificação no bocal. Se for utilizado um canal quente, a dimensão da comporta deve ser inferior à de um canal frio.

Condições do processo de moldagem por injeção PA1010
Como a estrutura molecular do nylon 1010 contém grupos amida hidrofílicos, é muito fácil absorver a humidade e a sua taxa de absorção de água em equilíbrio é de 0,8%~1,0%.
A humidade tem um impacto significativo nas propriedades físicas e mecânicas do nylon 1010; por conseguinte, a matéria-prima deve ser seca antes da utilização, de modo a que o seu teor de água seja reduzido para menos de 0,1%.
Quando secar o nylon 1010 deve evitar a descoloração por oxidação, porque o grupo amida é sensível ao oxigénio e fácil de degradar por oxidação.
É preferível utilizar a secagem a vácuo durante a secagem porque este método tem uma taxa de desidratação elevada, um tempo de secagem curto e uma boa qualidade dos grânulos secos.
As condições de secagem são geralmente graus de vácuo acima de 94,6 kPa, temperatura 90 ~ 100 ℃, tempo de secagem 8 ~ 12h; o teor de água é reduzido para 0,1% ~ 0,3%.
Se for utilizada a operação normal de secagem em forno, a temperatura de secagem deve ser controlada a 95~105 ℃, e o tempo de secagem deve ser alargado, necessitando geralmente de 20~24h. O material seco deve ser preservado com cuidado para evitar a absorção de humidade novamente.
Processo de plastificação: Antes de o nylon 1010 entrar na cavidade do molde, deve atingir a temperatura de moldagem especificada e ser capaz de fornecer uma quantidade suficiente de material fundido dentro do tempo especificado, e a temperatura do material fundido deve ser uniforme em todos os pontos.
Para atingir os requisitos acima referidos, um parafuso do tipo moldagem por injeção A máquina é utilizada de acordo com as caraterísticas do nylon 1010, e o parafuso é do tipo mutação ou do tipo combinação.

A temperatura do barril aumenta sequencialmente desde a entrada da tremonha até à frente. Como a temperatura do barril é controlada perto do ponto de fusão, é benéfico para a melhoria da resistência ao impacto do produto e pode evitar o vazamento de material e evitar a decomposição do material, a temperatura do barril é geralmente 210 ~ 230 ℃.
Para reduzir a fricção entre o parafuso e a PA1010 durante a pré-moldagem. A parafina líquida pode ser usada como lubrificante. A dosagem é geralmente 0,5 ~ 2 mL / kg; a temperatura do molde é geralmente 40 ~ 80 ℃. O aumento da contrapressão é bom para compactar o material na ranhura do parafuso.
Expulsa o gás de baixo peso molecular no material. Melhorar a qualidade da plastificação, mas o aumento da contrapressão aumentará a fuga e o refluxo entre o parafuso e o cilindro, de modo que a capacidade de plastificação da máquina de moldagem por injeção é reduzida.
A contrapressão de plastificação não deve ser demasiado elevada, caso contrário, reduzirá grandemente a eficiência de plastificação e produzirá mesmo uma força de cisalhamento excessiva e calor de cisalhamento, de modo a que o material se decomponha.
Por conseguinte, na condição de que os requisitos de moldagem por injeção pode ser satisfeita. Quanto mais baixa for a contrapressão de plastificação, melhor, geralmente com 0,5 ~ 1,0 MPa.
Processo de enchimento do molde: Neste processo, devemos prestar atenção à pressão de injeção e à velocidade de injeção da moldagem por injeção de nylon 1010. Geralmente, a pressão de injeção deve ser de 2~5MPa e a velocidade de injeção deve ser lenta.
Se a pressão de injeção for demasiado elevada. A velocidade de injeção é demasiado rápida. Fácil de formar um fluxo turbulento de enchimento do molde, não propício à eliminação de bolhas de ar no produto.
De acordo com as caraterísticas das alterações de pressão da cavidade, o processo de moldagem por injeção pode ser dividido na introdução de material no molde, no fluxo de enchimento do molde, na ling e nas fases de arrefecimento e moldagem.
O processo de arrefecimento e moldagem pode ser dividido em três fases: retenção e reposição da pressão, refluxo e arrefecimento após o congelamento da comporta.
Para alcançar o material de retenção de pressão, é necessário ter certas condições: por um lado, deve haver material fundido suficiente, ou seja, há material para encher; ao mesmo tempo, o sistema de vazamento não pode ser solidificado demasiado cedo, para que o material fundido tenha um caminho a percorrer.
Por outro lado, a pressão de injeção deve ser suficientemente elevada e o tempo de espera deve ser suficientemente longo, o que constitui uma condição suficiente para que o material seja enchido. O tempo de espera é normalmente determinado pela experiência, e não deve ser demasiado longo ou demasiado curto.
Se o tempo de espera for demasiado longo, não só prolongará o ciclo de moldagem, como também fará com que a pressão residual na cavidade do molde seja demasiado grande, o que dificultará a libertação do molde, e até mesmo não abrirá o molde.
O melhor tempo de retenção da pressão deve ser zero quando a pressão residual da cavidade do molde é aberta. O tempo de retenção geral das peças de moldagem por injeção de nylon 1010 é de 4~50 s.
Desmoldagem: As peças de Nylon 1010 podem ser desmoldadas quando são arrefecidas no molde até terem rigidez suficiente.
A temperatura de desmoldagem não deve ser demasiado elevada. Geralmente, é controlada entre a temperatura de deflexão térmica do PA1010 e a temperatura do molde.
A pressão residual na cavidade do molde deve ser próxima de zero aquando da desmoldagem, o que é determinado pelo tempo de espera. Geralmente, o moldagem por injeção O tempo das peças de injeção PA1010 é: tempo de injeção 4~20 s, tempo de espera 4~50 s, e tempo de arrefecimento 10~30 s.
Conclusão
A moldagem por injeção é um processo que permite o fabrico de peças de alta qualidade com geometrias complexas. Os quatro moldagem por injeção de nylon Os processos que descrevemos devem dar-lhe um bom ponto de partida para compreender os diferentes tipos de nylon e a forma de os produzir. Se tiver alguma dúvida sobre o processo ou quiser saber mais, não hesite em contactar a nossa equipa e teremos todo o gosto em ajudar!







