 Saltar para o conteúdo
Saltar para o conteúdo 

A moldagem por injeção é um método de fabrico económico e eficiente utilizado para fabricar muitos tipos de peças de plástico. No entanto, a formação de bolhas de ar frio durante a moldagem por injeção é comum e é considerada um dos principais problemas. A formação de bolha a frio não só afecta o aspeto e o desempenho do produto, como também reduz a eficiência da produção e aumenta o desperdício. Por conseguinte, é muito importante compreender as causas da formação da lesma a frio durante a moldagem por injeção para obter melhores resultados e uma maior qualidade do produto. Este artigo centrar-se-á na análise dos principais factores que causam a formação de bolhas de ar frio e proporá as medidas corretivas correspondentes.

Definição e classificação das lesmas de frio
Antes de continuarmos a discutir as causas da formação da lesma fria, é crucial compreender o que é a lesma fria. A lesma fria refere-se à parte solidificada da matéria-prima que arrefece e solidifica devido à baixa temperatura do molde de plástico, do bocal ou de certas partes da máquina de moldagem por injeção. Estas partículas frias afectam a qualidade do produto final.
Com base na localização e na forma de formação da lesma fria, estas podem ser classificadas nas seguintes categorias
1. Bico de projeção a frio: A lesma fria do bocal forma-se normalmente à volta ou no interior do bocal da máquina de moldagem por injeção devido a um controlo inadequado da temperatura, fazendo com que a massa fundida deixe de fluir e solidifique.
2. Molde Cold Slug: A lesma fria forma-se na cavidade ou na porta do molde devido ao facto de a conceção do sistema de arrefecimento poder não ser razoável e causar certas áreas de baixa temperatura.
3. Fugitivo frio Slug: A bala fria do canal é normalmente formada no sistema de canais devido a uma conceção incorrecta do canal, a um controlo instável da temperatura, etc.

Principais causas da formação de escórias de frio
Controlo inadequado da temperatura
A temperatura é um fator-chave que afecta a processo de moldagem por injeção. O controlo da temperatura do cilindro, do bocal e do molde da máquina de moldagem por injeção é a chave para controlar a temperatura do produto. Se a temperatura de qualquer peça for demasiado baixa, a massa fundida arrefecerá e solidificará, formando uma bala fria.
Temperatura do bico demasiado baixa: Se a temperatura do bico for demasiado baixa ou se o sistema de controlo da temperatura falhar, a fusão arrefecerá rapidamente no bico, formando uma gota fria no bico.
Temperatura do molde demasiado baixa: Uma temperatura do molde demasiado baixa fará com que a massa fundida arrefeça rapidamente ao entrar na cavidade do molde, o que resulta num resfriamento do molde. Isto é normalmente causado por um sistema de arrefecimento incorretamente concebido.
Distribuição desigual da temperatura do barril: Se a temperatura for irregular no cilindro, a massa fundida arrefecerá a ritmos diferentes na fase de injeção, formando uma bala fria de corredor.

Conceção incorrecta do molde
A conceção do molde tem um impacto direto no processo de moldagem por injeção. As consequências de uma má conceção do molde são problemas de fluxo da massa fundida e de enchimento, bem como o aparecimento de bolhas de frio.
Localização e tamanho inadequados do portão: A conceção incorrecta da posição e do tamanho da comporta faz com que a massa fundida arrefeça e solidifique durante o processo de fluxo, formando assim uma calha fria.
Conceção incorrecta do corredor: A conceção do rotor afecta diretamente o percurso do fluxo e a velocidade do material fundido. Os canais longos ou finos aumentam a resistência ao fluxo do material fundido, diminuindo assim a velocidade do fluxo do material fundido e fazendo com que o material fundido endureça e solidifique durante o fluxo, formando uma bala fria do canal.
Conceção incorrecta do sistema de arrefecimento: A disposição e o design do sistema de arrefecimento do molde afectam a distribuição da temperatura no molde. Uma disposição incorrecta do canal de arrefecimento conduzirá a uma fraca uniformidade da temperatura do molde e a uma escória fria do molde.

Parâmetros inadequados do processo de moldagem por injeção
Moldagem por injeção Os factores do processo incluem a taxa de injeção, a pressão de injeção, o tempo de retenção, o tempo de arrefecimento, etc. Estes parâmetros estão intimamente relacionados com o caudal e a taxa de solidificação da massa fundida. Se os parâmetros do processo não forem corretamente ajustados, formar-se-á uma bala fria.
Baixa velocidade de injeção: Uma velocidade de injeção baixa leva à solidificação da massa fundida durante o fluxo, uma vez que se formam bolhas frias devido ao arrefecimento rápido da massa fundida. Especialmente no portão e no corredor, uma velocidade de injeção baixa dificulta o fluxo da massa fundida e cria o que se designa por "cold slugs".
Baixa pressão de injeção: A baixa pressão de injeção conduz a um fraco fluxo da massa fundida e à incapacidade da massa fundida entrar suavemente na cavidade do molde, arrefecer e solidificar durante o fluxo, criando uma obstrução a frio.
Tempo de retenção insuficiente: Se o tempo de retenção não for suficiente, a pressão de fusão na cavidade do molde é baixa e, por conseguinte, não permite que a cavidade seja preenchida corretamente, formando uma bala fria.
Tempo de arrefecimento excessivo: O tempo de arrefecimento prolongado reduz a temperatura do molde que, por sua vez, arrefece a fusão e cria a solidificação do plástico frio no molde.

Seleção inadequada de material
Diferentes materiais plásticos têm diferentes pontos de fusão e propriedades de fluxo. A seleção incorrecta do material também leva à formação de escórias a frio.
Materiais com elevado ponto de fusão: A maioria dos materiais com elevado ponto de fusão tem de ser injectada a temperaturas e pressões mais elevadas. Se a temperatura e a pressão não forem suficientes, o material fundido começa a arrefecer e a solidificar durante o fluxo, formando bolhas frias.
Materiais de fluxo deficiente: Os materiais com fracas propriedades de escoamento formam facilmente projecções a frio durante a moldagem por injeção, especialmente no canal e na porta. Estes materiais requerem uma velocidade e pressão de injeção mais elevadas para evitar a formação de bolhas de frio.

Métodos de deteção e análise de lesmas do frio
Para prevenir e controlar eficazmente a formação de lesmas a frio, é obrigatório detetar e analisar as lesmas a frio. Seguem-se alguns métodos comuns de deteção e análise:
Inspeção visual
A inspeção visual é a forma mais direta de detetar as lesmas frias. As lesmas frias podem ser detectadas através da inspeção da superfície e do interior do peça moldada por injeção. As lesmas frias aparecem normalmente como ondulações, vazios, falhas ou estrias na superfície.
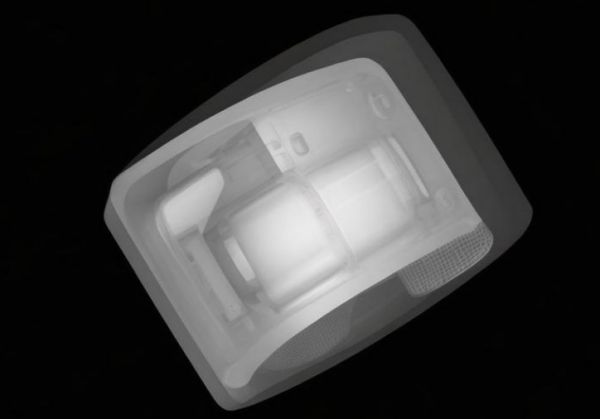
Inspeção por raios X
A inspeção por raios X é uma das técnicas não destrutivas que pode ser utilizada para a deteção de lesmas a frio. A superfície interna ou a lesma a frio em peças de moldes de injeção pode ser descoberta utilizando a visão de raios X. A inspeção por raios X é adequada para falhas internas, especialmente para produtos finos, de precisão essencial e de elevada procura.
Análise térmica
A Calorimetria Exploratória Diferencial (DSC) e a Análise Termogravimétrica (TGA) são as técnicas comuns que se enquadram na categoria dos métodos de análise térmica. Ao estudar as caraterísticas térmicas dos materiais utilizados na produção do plástico, é possível definir o ponto de fusão deste material e as suas propriedades de arrefecimento, o que permite avaliar o potencial de criação de uma bala fria.
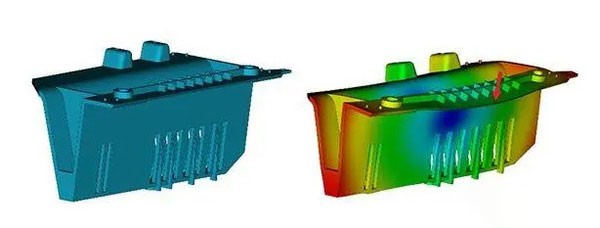
Análise reológica
A análise reológica tem como objetivo determinar o comportamento do fluxo da massa fundida e a taxa de arrefecimento durante o processo de injeção de plásticos. Assim, a análise reológica ajuda a identificar os parâmetros de processo de moldagem por injeção mais favoráveis para minimizar a ocorrência de slug a frio.
Medidas de prevenção e controlo das lesmas do frio
Para controlar e evitar a formação de lesmas a frio, podem ser tomadas várias medidas que reduzirão com êxito os efeitos das lesmas a frio na moldagem por injeção, aumentando assim a qualidade dos produtos moldados.
Otimizar o controlo da temperatura
O controlo da temperatura é um fator que tem de ser controlado para evitar a formação de lesmas a frio. Para evitar a formação de lesmas a frio, recomenda-se que se melhore a eficiência da máquina de moldagem por injeção e do sistema de controlo da temperatura do molde.
Controlo da temperatura do bico: Certifique-se de que a temperatura do bocal está a variar de forma ideal para evitar que a fusão tenha uma estrutura cristalina no bocal. De uma forma ou de outra, a temperatura do bocal pode ser mantida constante utilizando dispositivos de aquecimento ou revestimentos de isolamento.
Controlo da temperatura do molde: Minimizar a resistência ao fluxo do sistema de arrefecimento e até mesmo a temperatura no molde. As alterações na conceção dos canais de arrefecimento e a taxa de fluxo do meio de arrefecimento podem ser utilizadas para aumentar o controlo da temperatura do molde.
Controlo da temperatura do barril: Assegurar uma distribuição uniforme da temperatura no tambor para evitar flutuações de temperatura que conduzam à formação de bolhas de frio. Os sistemas de controlo de temperatura multi-zona podem controlar com precisão a temperatura de diferentes regiões do barril.

Melhorar a conceção do molde
Deve-se garantir que o projeto de molde adequado é alcançado para minimizar a formação de lesma fria. Com o aumento do design da comporta e do canal, o fluxo da massa fundida pode ser melhorado, o que ajudará a minimizar a formação da lesma fria.
Otimizar o design da porta: Selecione as posições adequadas das portas, bem como os tamanhos das portas que permitam que a massa fundida entre na cavidade do molde sem obstáculos. A utilização de portas multiponto ou de sistemas de canais quentes pode melhorar o fluxo da massa fundida.
Otimizar o design do corredor: Devem conceber corrediças com formas e tamanhos adequados para que a resistência ao fluxo da massa fundida seja minimizada. Os canais helicoidais ou cónicos podem ajudar a melhorar o fluxo da massa fundida.
Melhorar a conceção do sistema de arrefecimento: Aumentar a distribuição dos canais de arrefecimento e a taxa de fluxo do meio de arrefecimento de modo a obter uma distribuição uniforme da temperatura no molde. A utilização de sistemas de arrefecimento dinâmicos pode controlar os parâmetros de arrefecimento quando existem diferentes fases de produção.

Ajustar os parâmetros do processo de moldagem por injeção
Definir corretamente processo de moldagem por injeção é crucial para a redução da formação de bolhas de frio. É necessário diminuir a velocidade de injeção, a pressão de injeção e o tempo de retenção, bem como aumentar o tempo de arrefecimento, o que também influencia positivamente o fluxo da massa fundida, bem como as caraterísticas de arrefecimento e, por conseguinte, diminui a formação de bolhas de frio.
Aumentar a velocidade de injeção: Aumentar a velocidade de injeção é uma forma eficaz de minimizar o tempo que a massa fundida passa a arrefecer e a solidificar durante o fluxo, minimizando assim a formação de bolhas de frio. No entanto, se a velocidade de injeção for demasiado rápida, podem ocorrer outros defeitos, como flashing ou enchimento excessivo, pelo que o ajuste deve ser feito dentro da margem admissível no que respeita à qualidade dos produtos.

Aumentar a pressão de injeção: Pressões de injeção mais elevadas podem, de facto, melhorar o fluxo da massa fundida, o que significa que a massa fundida preencherá melhor a cavidade do molde, reduzindo a formação de bolhas frias. No entanto, a pressão de injeção tem de ser controlada para evitar danificar o molde ou distorcer as formas dos produtos, pelo que é algo moderada.
Prolongar o tempo de espera: Para eliminar o risco de formação de uma bala fria, é necessário manter uma pressão suficiente no interior da cavidade do molde, para o que o tempo de retenção deve ser aumentado. Da mesma forma, se os meios do produto forem mantidos durante muito tempo, isso significa que também prolongaria o ciclo de injeção, não sendo assim muito eficiente.
Otimizar o tempo de arrefecimento: O tempo de arrefecimento deve ser controlado eficazmente de modo a que a temperatura do molde esteja dentro de um intervalo correto para abrandar a taxa de arrefecimento da massa fundida, para além de desencorajar a formação de resíduos de frio. O tempo de arrefecimento tem de ser optimizado através da experimentação e, por conseguinte, os parâmetros correspondentes ao tempo de arrefecimento ótimo têm de ser deduzidos.

Selecionar materiais adequados
A escolha do material determina em grande medida a eficácia da moldagem por injeção, bem como a qualidade do produto final. O controlo da seleção dos materiais conduz à otimização do fluxo da massa fundida e das caraterísticas de arrefecimento para minimizar a formação de bolhas de frio.
Selecionar materiais com baixo ponto de fusão: A sua utilização torna o material mais fácil de fundir e tem um melhor fluxo durante a moldagem por injeção, minimizando assim a formação de bolhas de frio.
Selecionar materiais de elevado fluxo: Devido à maior fluidez dos materiais de elevada fluidez, é mais fácil embalar a cavidade do molde durante o processo de moldagem por injeção, minimizando assim a formação de bolha fria. Os plastificantes podem ser incorporados na formulação ou a escolha de materiais com melhores caraterísticas de fluidez irá melhorar a fluidez do material.

Reforço da manutenção do equipamento
O estado do equipamento de moldagem por injeção é o principal fator que afecta a estabilidade do processo de moldagem e a qualidade dos produtos finalizados. A manutenção e os cuidados adequados dos equipamentos são também muito cruciais para que os equipamentos funcionem corretamente sem a formação de bolhas de frio.
Verificar regularmente os sistemas de controlo da temperatura: Recomenda-se a verificação dos sistemas de controlo de temperatura da máquina de moldagem por injeção e do molde para garantir que estão a funcionar conforme necessário para evitar a formação de bolhas de frio.
Limpar regularmente os bicos e as corrediças: Limpar os bicos, a ponta do bico e as corrediças para um fluxo livre de materiais fundidos e para evitar a formação de bolhas de ar frio devido a entupimentos.
Verificar regularmente os sistemas de arrefecimento: Assegurar que o sistema de arrefecimento do molde funciona corretamente para evitar a formação de bolhas de frio devido a um arrefecimento desigual.

Conclusão
No processo de moldagem por injeção, vários factores podem contribuir para a formação de bolachas frias, que são pequenos pedaços de plástico solidificado que podem afetar a qualidade das peças moldadas. Por exemplo, a utilização de PC (policarbonato) retardador de chama pode ser um desafio, uma vez que requer um controlo preciso da temperatura para manter as suas propriedades. Quando se utiliza aço de molde arrefecido a água, é crucial atingir a taxa de arrefecimento correta. Uma taxa de arrefecimento incorrecta pode levar a que o plástico arrefeça demasiado depressa, formando bolhas frias antes de o molde estar completamente cheio. Além disso, a seleção do grau de resistência ao fogo correspondente para o plástico moldado é essencial, uma vez que garante que o material pode suportar as condições exigidas sem se degradar prematuramente. Uma velocidade de injeção lenta pode agravar este problema ao permitir que o fluido plástico arrefeça e solidifique demasiado cedo. Por conseguinte, manter um equilíbrio ótimo entre estes factores é vital para evitar as bolhas de frio e garantir a produção de peças de plástico moldado de alta qualidade.

As lesmas frias são um dos problemas básicos e bastante prolongados que ocorrem em moldagem por injeção devido a vários factores que podem incluir: temperatura, conceção do molde, parâmetros do processo e materiais. Por conseguinte, o ajuste do controlo da temperatura, a conceção do molde, os parâmetros do processo, a seleção de materiais e o aumento da manutenção do equipamento ajudarão a reduzir a formação de bolhas de frio, melhorando assim a qualidade da moldagem por injeção e a sua eficiência.







