 Saltar para o conteúdo
Saltar para o conteúdo 

Prefácio: A linha de separação é um mal necessário na moldagem por injeção. É a linha onde as duas metades do molde se encontram. Aparece na peça como uma linha que dá a volta completa à peça. Na maioria das vezes, é apenas uma linha que vai diretamente para o meio. Mas em peças mais complicadas, estará num local diferente.
A linha de partição é importante porque afecta outras caraterísticas que ajudam os designers e os moldadores a decidir onde colocar as peças. Se um maquinista colocar uma caraterística importante no lado errado da linha de partição, isso pode causar grandes problemas com toda a peça. processo de moldagem por injeção.
Este artigo explica como é feita a linha de partição, os diferentes tipos de linhas de partição na moldagem por injeção, como desenhar a linha de partição e o que deve ser considerado ao desenhar a linha de partição.
O significado de Parting Surface (Line)
A chamada separação significa dividir o núcleo do molde da peça de moldagem da peça de plástico em vários módulos. A superfície de contacto entre os módulos é designada por superfície de separação, e também por superfície de separação. Em sentido restrito, a superfície de separação refere-se à peça de plástico. A superfície de partição no contorno máximo da peça é a superfície de partição que separa a cavidade e o núcleo, ou o molde frontal e o molde traseiro.

A superfície de corte, em sentido lato, inclui também a superfície de corte local da peça plástica (a superfície de corte do furo), bem como as superfícies de corte de todos os módulos envolvidos na moldagem (tais como as superfícies de corte dos cursores, tectos inclinados, inserções, pinos ejectores, etc.). Perfil).
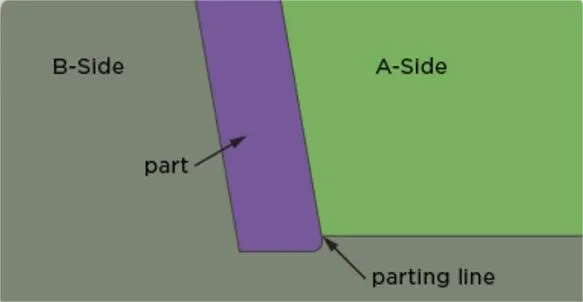
A linha divisória onde a superfície de corte intersecta a superfície da peça de plástico é designada por linha de corte, que em inglês se chama Parting Line. Por isso, a superfície de corte é geralmente referida como a superfície PL na indústria. Uma vez que o contacto entre os módulos de moldagem não pode ser sem lacunas, depois de as peças de plástico serem moldadas, esta lacuna é copiada para as peças de plástico para formar um traço de cola residual semelhante a uma borda de lote.
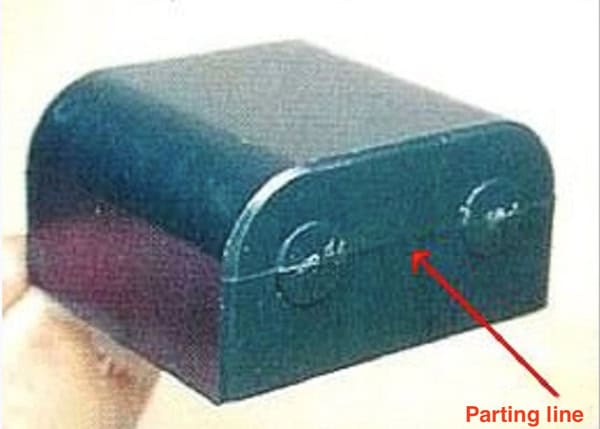
Por se assemelhar a uma linha, é designada por linha de separação. Linha, também chamada de linha de fixação. Se a superfície de separação é discutida principalmente para o molde, então a linha de separação é o reflexo da superfície de separação na peça de plástico. A espessura da linha de partição afectará a aparência e a função da peça de plástico. Por conseguinte, é necessário prestar especial atenção à conceção estrutural das peças de plástico.
Como é formada a superfície de corte (linha)?
A linha de separação é utilizada para retirar a peça de plástico do molde ou para satisfazer as necessidades de moldagem de colocação de inserções e ventilação. De acordo com a estrutura da peça de plástico, a parte do molde que forma diretamente a peça de plástico é dividida em várias partes. de superfície de contacto.
A linha de partição é formada como resultado do próprio processo de moldagem por injeção, e não por qualquer erro. Normalmente, os moldes que os operadores de moldes utilizam para produzir peças moldadas por injeção estão divididos em duas metades (denominadas metade fixa e metade móvel). Quando o maquinista fecha o corpo do molde, a metade do molde (designada por placa de núcleo) e a superfície da cavidade criam uma linha de separação entre as duas metades da peça.

Na maioria dos casos, a linha de separação de um produto moldado é perpendicular à direção da abertura do molde utilizado para fabricar o produto. Quando o maquinista abre o molde e retira a peça arrefecida e solidificada, a metade móvel do molde desloca-se e separa-se da metade estacionária (que está parada). No entanto, por vezes, os operadores separam a estrutura do molde várias vezes em todas as direcções. Este processo é designado por separação em várias etapas.
Tipo de superfície de corte (linha)
Tipo de superfície de corte
Geralmente chamamos à superfície de corte no maior contorno da peça plástica a superfície de corte principal, e as outras são superfícies de corte auxiliares.
Superfície de corte plana
A superfície de corte plana é relativamente comum e simples. É um plano perpendicular à direção da abertura do molde, como mostra a figura abaixo.

Superfície de corte em degraus
Em alguns casos, a linha de separação de um produto moldado não é perpendicular à direção da abertura do molde utilizado para fabricar o produto. Quando o maquinista abre o molde e retira a peça arrefecida e solidificada, a metade móvel do molde move-se e separa-se da metade estacionária (que está parada). No entanto, por vezes, os operadores separam a estrutura do molde várias vezes em todas as direcções. Este processo é designado por separação em várias etapas.

Ao montar o molde, disponha as duas cavidades do molde simetricamente, como mostra a figura abaixo. Equilibrar a força de injeção em ambos os lados do molde e tornar a estrutura do molde compacta.

Se a altura do passo da linha de separação escalonada for demasiado grande, considere desenhar uma posição de almofada e fazer uma linha de separação parcialmente escalonada.

Algumas peças têm muitas superfícies escalonadas. Se a superfície de corte for projectada seguindo a forma escalonada, a superfície de corte torna-se complicada. Para simplificar a superfície de partição, considere tornar a superfície de partição numa superfície plana. A desvantagem é que haverá linhas de recorte na superfície de aparência da peça. Por isso, este tipo de método de corte é utilizado maioritariamente em componentes internos.

Superfície de corte inclinada
A superfície de separação da peça de moldagem é um bisel, e uma superfície de vedação é feita ao longo do bisel (o objetivo é salvar o molde), e depois é achatada (o objetivo é facilitar o processamento, posicionamento e contagem), como mostra a figura.

Superfície de corte Superfície
À semelhança da superfície de corte em declive, comece por fazer uma secção da superfície de vedação e depois nivele-a, como mostra a figura.

No entanto, nem todas as superfícies de corte inclinadas têm de se estender ao longo da superfície curva. Por exemplo, na peça de plástico apresentada abaixo, se for prolongada, formar-se-á um canto agudo. O molde frontal é feito de aço afiado. Neste caso, a superfície de corte em declive pode ser diretamente prolongada.

Superfície de corte abrangente
Esta forma baseia-se nas necessidades da estrutura da peça de plástico. Por vezes, as superfícies de corte rectas e curvas são combinadas, ou a superfície inclinada e a superfície de corte curva são combinadas para formar uma superfície de corte abrangente, como mostra a figura abaixo.

Para a superfície de separação completa, é necessário prestar especial atenção ao alisamento da superfície de vedação nos cantos das duas superfícies de separação para evitar a formação de pontos afiados. A vedação da superfície deve ser selecionada. Isto não só aumentará a resistência do molde, mas também das peças de plástico. Não é fácil fugir da borda frontal. Ao mesmo tempo, o tratamento de alisamento pode reduzir a ocorrência de degraus e cantos afiados para melhorar a tecnologia de processamento da superfície de separação. Pode ser diretamente processado por NC para reduzir o processamento por EDM.

Tipo de linha de separação
O tipo de linha de separação utilizado em moldagem por injeção depende frequentemente da função e da estrutura específicas da peça de plástico. No entanto, existem cinco tipos principais: linhas de corte verticais, escalonadas, inclinadas, curvas e de uma só peça.
Linha de separação vertical

O corte vertical é a mais popular de todas as linhas de corte em projectos de plástico. O maquinista forma uma linha de corte vertical numa direção perpendicular à direção da abertura do molde.
Linha de separação oblíqua

Aqui, os maquinistas constroem moldes para criar linhas de corte curvas.
Linha de separação de passos
Aqui, os maquinistas moldam as linhas de corte de plástico em degraus. Com este tipo de linha de separação, um dos lados da cavidade está normalmente sujeito a forças significativas. Isto resulta numa probabilidade relativa de deslizamento entre as metades fixa e móvel do molde.
Esta força pode então ser contrariada através da criação de forças de injeção em ambos os lados da cavidade. A força gerada pode também ser demasiado grande ou demasiado pequena. Se a força for demasiado pequena, o maquinista utilizará um pino guia para a compensar. Neste caso, o impacto de forças de injeção mais pequenas e desequilibradas no produto final pode não ser significativo.
No entanto, se a força for demasiado grande, podem ser aplicadas várias soluções. Eis alguns exemplos:

Faça uma inserção em forma de cunha num dos lados da cavidade. Desta forma, a inserção aliviará alguma da força de injeção. Assim, o molde pode manter a posição relativa entre a cavidade e o núcleo.
Disponha o molde numa forma simétrica. Isto ajuda a equilibrar a força de injeção aplicada a ambos os lados. A estrutura do molde deve também ser tão compacta quanto possível para o suportar.
PartingLine abrangente
Como o nome sugere, esta é uma das linhas de corte mais elaboradas no design de plásticos. Os maquinistas e os designers trabalham nesta linha de corte com base na estrutura da peça de plástico. Podem combinar todas as outras linhas de corte para criar uma linha de corte de plástico abrangente.
Princípios de conceção da superfície de partição
Cumprir os requisitos de desmoldagem
A localização da superfície de corte principal deve ser selecionada no contorno máximo da secção projectada da peça na direção da desmoldagem. Este é um princípio básico. De acordo com este princípio, a estrutura do molde será simplificada, caso contrário, aumentará a complexidade da estrutura do molde, tal como a necessidade de adicionar cursores e outros mecanismos.

Conducente à remoção suave de peças plásticas do molde.
Uma vez que o dispositivo de ejeção do moldagem por injeção Se a máquina estiver do lado do molde móvel, a superfície de separação deve ser selecionada para manter a peça de plástico do lado do molde móvel tanto quanto possível após a abertura do molde. Isto ajudará o mecanismo de ejeção definido na parte móvel do molde a funcionar; Se um mecanismo de ejeção for instalado no molde fixo, aumentará a complexidade do molde.

Assegurar a exatidão dimensional e a qualidade da superfície das peças de plástico
Para peças de plástico com requisitos de coaxialidade elevados, ao selecionar a superfície de separação, é melhor colocar as peças com requisitos de coaxialidade no mesmo lado do molde. Como mostrado na figura abaixo, o furo escalonado no meio requer alta coaxialidade.
Na superfície de partição do design original, o furo escalonado é formado pelos dois núcleos dos moldes dianteiro e traseiro, respetivamente. Após o fecho dos moldes dianteiro e traseiro, a precisão da coaxialidade dos dois núcleos não é fácil de garantir; após a superfície de partição optimizada e o furo escalonado serem formados com um núcleo, é fácil garantir a precisão do processamento.

Ao escolher onde dividir o molde, é necessário certificar-se de que as peças de plástico terão o tamanho correto e um bom acabamento de superfície.
Se tiver uma peça de plástico que precisa de ser realmente redonda, deve colocar todas as peças que precisam de ser redondas no mesmo lado do molde. Na imagem abaixo, o buraco no meio precisa de ser realmente redondo.
No desenho original, o buraco era feito por duas peças diferentes do molde. Quando se fecha o molde, é difícil ter a certeza de que as duas peças do molde estão perfeitamente alinhadas. Quando se faz o molde com apenas uma peça, é fácil certificar-se de que o buraco é redondo.

Da mesma forma, se tiver uma peça de plástico que precisa de ser realmente redonda no exterior, deve colocar todas as peças que precisam de ser redondas no mesmo lado do molde. Na imagem abaixo, a peça que precisa de ser redonda é o acoplamento de plástico. No projeto original, as duas metades do molde eram feitas separadamente. Quando se fecha o molde, é difícil ter a certeza de que as duas metades do molde estão perfeitamente alinhadas. Quando se faz o molde com apenas uma peça, é fácil certificar-se de que a peça é redonda.

O tamanho da peça que está relacionado com a forma como o molde abre e fecha é afetado pela forma como a superfície de separação se move quando se injecta o plástico. Na imagem, o tamanho da peça no desenho original, L, é difícil de verificar se está correto; o tamanho da peça no novo desenho não tem nada a ver com a superfície de separação, pelo que é fácil verificar se está correto.

Se tem uma peça de plástico que precisa de ter bom aspeto, tem de pensar no local onde o molde fecha e como isso afectará o aspeto da peça.

Ao escolher onde dividir o molde, tem de pensar na facilidade com que o molde será feito.
Normalmente, quando se está a conceber o molde, quanto mais simples for a superfície de separação, mais fácil é fazer o molde e mais provável é que o molde fique bem feito.
Na imagem abaixo, a superfície de separação no desenho original está num pequeno canto redondo. A superfície de separação num pequeno canto redondo é difícil de fazer, e é difícil fazer o molde correto. No novo desenho, deve retirar os pequenos cantos redondos da superfície de separação.

Se tiver várias posições de almofada no mesmo lado, pode pensar em combiná-las numa única posição de almofada grande. Isto tornará a estrutura da superfície de separação mais simples e mais fácil de processar.
Se tiver várias posições de almofada no mesmo lado, pode pensar em combiná-las numa única posição de almofada grande. Isto tornará a estrutura da superfície de separação mais simples e mais fácil de processar.

A seleção da superfície de corte deve ser favorável à exaustão
Para assegurar boas condições de exaustão da cavidade do molde, a superfície de separação deve ser colocada o mais possível no final da direção do fluxo de plástico fundido.
Na imagem abaixo, é utilizado o design original da superfície de separação. Quando o plástico derretido preenche a cavidade, a superfície fractal é selada primeiro, de modo que o gás no fundo da cavidade não é facilmente descarregado (e a superfície de partição tem uma curva, o que dificulta a descarga do molde. gás); a superfície de partição otimizada é projetada no final do fluxo de fusão para formar boas condições de exaustão.

Para garantir que a cavidade do molde tem uma boa exaustão, deve colocar a linha de separação na extremidade do local onde o plástico vai fluir. Na imagem abaixo, é utilizado o desenho original da linha de separação. Quando o plástico flui para a cavidade, sela primeiro a linha de separação, para que o gás nas profundezas da cavidade não possa sair (e a linha de separação tem uma curva, o que torna difícil para o molde retirar o gás); a linha de separação optimizada é concebida no final do fluxo do plástico para garantir que o gás possa sair.

A seleção da superfície de partição deve considerar a simplificação da estrutura do molde
Se a precisão da estrutura lateral não for elevada, tente evitar o mecanismo de tração lateral do núcleo (deslizante), simplifique a estrutura do molde e reduza o tamanho do molde, o que pode reduzir o custo do molde até certo ponto.

Se não puder evitar a utilização de um mecanismo de puxar o núcleo lateral (deslizante), ao selecionar a linha de separação, deve considerar a distância mais curta para o puxar o núcleo lateral para reduzir o tamanho do molde; ao mesmo tempo, deve certificar-se de que o núcleo grande está na direção da abertura do molde, porque a força de aperto é muito grande, e se for colocado no mecanismo lateral do molde, não é propício à desmoldagem.

Embora a maior parte da seleção e conceção das superfícies de partição acima referidas seja iniciada na fase de conceção do molde, enquanto engenheiros de estruturas, devemos ter em consideração uma direção geral na fase de conceção estrutural, especialmente para algumas peças que são mais fáceis de determinar.
Para peças de perfil, se considerarmos o impacto da superfície de partição na estrutura (progresso de tamanho, folga de ajuste, qualidade de aparência, etc.) durante o projeto estrutural, então o DFM subsequente do molde não levará a alterações frequentes. Após o ensaio do molde, não haverá tantos problemas que sejam inerentemente evitáveis.
Naturalmente, os factores que afectam a seleção das superfícies de corte não se limitam aos enumerados acima e podem existir outros factores. Cada solução de superfície de corte não é perfeita e terá vantagens e desvantagens. O que temos de fazer é adaptarmo-nos aos requisitos das peças reais. Basta fazer a sua seleção e garantir que cumpre os requisitos actuais da sua peça.

Conceção de linhas de partição para produtos moldados por injeção é o melhor sítio para aprender sobre eles. Por vezes, a escolha é óbvia, outras vezes não. Esta secção explica por que razão as linhas de partição são importantes no desenho de plásticos.
Considerações sobre o projeto da linha de separação
A primeira coisa a pensar é em que direção o molde abre em relação à peça. Os mecânicos chamam a isto a "linha de desenho". É importante porque afecta o aspeto da peça. Também o ajuda a saber o que adicionar à peça. Entre outras coisas, ajuda-o a saber como as marcas deixadas pelas duas metades da peça moldada por injeção ficarão na peça final.
Outra coisa em que se deve pensar quando se está a decidir onde colocar a linha de separação é onde colocar as caraterísticas na peça. Isto deve-se ao facto de o plástico encolher à medida que arrefece, e isso pode deslocar a peça no molde. Isso pode estragar o funcionamento da peça e fazer com que não funcione. Além disso, não se quer que a peça encolha demasiado ou será difícil retirar a peça do molde.

Para manter as suas peças no lugar certo, mantenha as paredes da sua peça moldada por injeção afastadas da linha de partição. Quanto mais rascunhos tiver, menor será a probabilidade de a peça se partir.
Outra boa forma de descobrir onde devem estar as linhas das suas peças é olhar para o projeto de fabrico do seu produto (DfM). Para além de lhe dizer onde devem estar as linhas das peças, também o ajuda a encontrar defeitos e a tornar as suas peças melhores para o fabrico. Isto ajudá-lo-á a encontrar formas mais baratas de fabricar as suas peças.
Conclusão
É importante pensar em todos estes aspectos da linha de peças quando concebe os seus produtos moldados por injeção, mas isso não é tudo. Existem várias diretrizes e regras importantes para a moldagem por injeção que têm de ser seguidas para que o processo de moldagem por injeção possa funcionar.

É por isso que deve deixar a Zetar Mold fazer o seu processo de moldagem por injeção. Dispomos de um grupo de engenheiros que o podem ajudar na conceção e fabrico das suas peças. Connosco, pode fabricar o seu produto ou desenho personalizado num instante.
Fale hoje com os nossos engenheiros para obter os melhores serviços de moldagem por injeção!







