 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução : O processo de fabrico de peças de plástico com moldagem por injeção inclui principalmente quatro fases: enchimento-pressão de retenção-arrefecimento-demoldagem. Estas quatro fases determinam diretamente a qualidade do produto, e estas quatro fases são um processo contínuo completo.
O que é a moldagem por injeção?
A moldagem por injeção é um processo que produz peças de plástico. Aquece-se o plástico (normalmente pequenos pedaços) numa máquina. Quando fica todo derretido, empurra-o para a frente com um êmbolo ou parafuso. e depois é injetado no molde com uma temperatura mais baixa a uma velocidade muito rápida através do bocal na extremidade dianteira do cilindro.
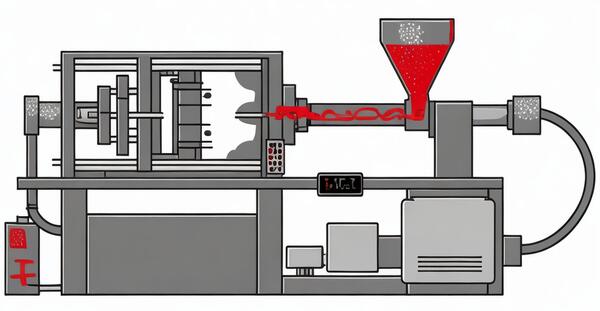
É feito muito rapidamente através de um orifício na parte da frente da máquina. Depois de arrefecer e ganhar forma, abre-se o molde e retira-se a peça. Faz-se isto uma e outra vez.
Qual é o princípio de funcionamento da moldagem por injeção?
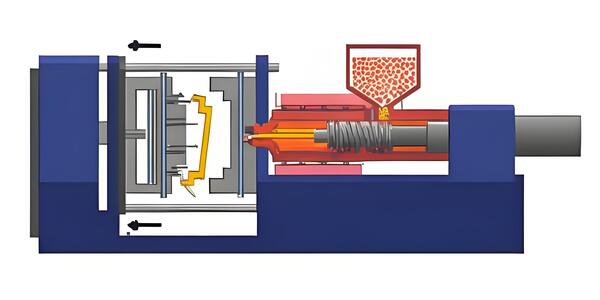
A moldagem por injeção é um processo de fabrico de material plástico. A máquina de moldagem por injeção derrete o plástico e esguicha-o para um molde. Depois, deixa-se arrefecer e endurecer. A ideia básica é:

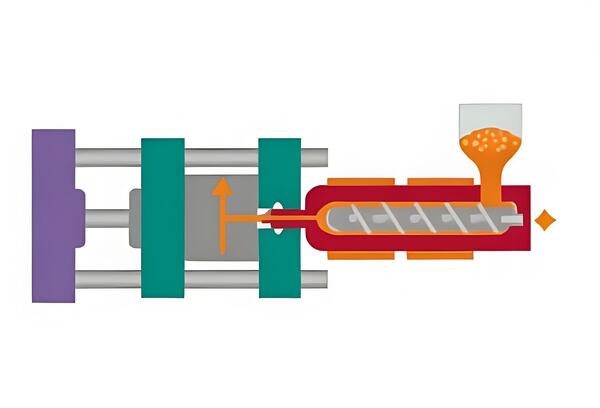
Aquecimento e fusão: Aquecimento de partículas de plástico ou pó até derreterem, normalmente numa máquina de injeção. O plástico derretido torna-se espesso e líquido e pode ser empurrado para o molde pela máquina de injeção.
Preenchimento do molde: Injeção de plástico fundido no molde através de uma máquina de injeção. A máquina de injeção aplica uma pressão elevada para fazer o plástico fluir e preencher toda a cavidade do molde.
Arrefecimento e solidificação: O material plástico no molde precisa de arrefecer e solidificar. O tempo e a temperatura de arrefecimento dependem de factores como o tipo e a espessura do material. A conceção específica do molde também pode afetar o tempo e a qualidade do arrefecimento.
Abertura e remoção de bolor: Depois de o molde ter arrefecido e a peça ter solidificado, abra o molde e retire a peça. Normalmente, existem alguns agentes de libertação no molde para ajudar a peça a sair facilmente do molde.

Rebarbagem, corte e processamento: Depois de as peças serem retiradas, é necessário remover o plástico extra e as rebarbas, e as peças têm de ser aparadas e processadas. Isto pode ser feito à mão ou à máquina.
Inspeção e embalagem: Por fim, temos de inspecionar o produto acabado para nos certificarmos de que é suficientemente bom, depois colocamo-lo numa caixa e enviamo-lo para si.

Quais são os Etapa do processo de moldagem por injeção?
A moldagem por injeção é um processo comum de fabrico de plásticos que é amplamente utilizado no fabrico de produtos de plástico. O princípio consiste em injetar o material termoplástico fundido e aquecido no molde através de uma máquina de injeção e, em seguida, arrefecê-lo e moldá-lo para obter finalmente um produto de plástico com a forma pretendida.
O fluxo do processo de moldagem por injeção é geralmente assim:
Preparação do molde: É preciso ter o molde pronto para fazer o objeto de plástico que se pretende. Isso significa que tens de o desenhar, fazer e colocar na máquina. Quando desenhas o molde, tens de pensar no aspeto do objeto, no seu tamanho e no material de que é feito.

Quando se faz o molde, é preciso pensar no tipo de material que se está a utilizar e na qualidade que se pretende. Para além disso, ao preparar o molde, o design da unidade de fixação tem de ter em consideração a espessura da parede para garantir a estabilidade e a qualidade de moldagem do molde durante o processo de moldagem. processo de moldagem por injeção.

Preparação de materiais plásticos: É necessário escolher e processar os materiais plásticos de acordo com os requisitos dos produtos que se pretende fabricar. Normalmente, aquece-se o plástico em pellets ou em pó até derreter e, em seguida, o plástico derretido é injetado num molde utilizando uma máquina.
Injeção: O processo de injeção consiste em injetar plástico quente num molde utilizando uma máquina de injeção. É necessário controlar a pressão de injeção, a velocidade e a temperatura da máquina de injeção para garantir que a unidade de injeção é precisa e de boa qualidade.
Arrefecimento: Após a moldagem por injeção, é necessário esperar algum tempo para que o plástico arrefeça e endureça. O tempo e a temperatura de arrefecimento dependem do tipo e da espessura do material.
Abertura do molde: Após o arrefecimento, é necessário abrir o molde e retirar as peças. Existem várias formas de abrir o molde, como a manual, a mecânica e a hidráulica.

Deslagging, corte e processamento: Depois de as peças serem retiradas da máquina de moldagem por injeção, têm de ser retiradas, aparadas e processadas para remover o excesso de material plástico, aplanar a superfície e fazer os furos necessários para o processamento.
Inspeção e embalagem: Por fim, temos de inspecionar o produto acabado para nos certificarmos de que é suficientemente bom e, depois, colocá-lo numa caixa e enviá-lo para algum lado.

Quais são as fases do processo de moldagem por injeção de peças de plástico?
Fase de enchimento
O enchimento é o primeiro passo de todo o processo de moldagem por injeção ciclo. O tempo começa a partir do fecho do molde e da moldagem por injeção até que a cavidade do molde seja preenchida até cerca de 95%. Teoricamente, quanto mais curto for o tempo de enchimento, maior será a eficiência da moldagem, mas na prática, o tempo de moldagem ou a velocidade de injeção estão sujeitos a muitas condições.
Fase da pressão de manutenção
O objetivo da fase de pressão de retenção é manter a pressão, embalar a massa fundida, tornar o plástico mais denso (densificação) e compensar o encolhimento do plástico. Durante o processo de pressão de retenção, a contrapressão é elevada porque a cavidade do molde já está cheia de plástico.

Durante o processo de embalagem de pressão de retenção, o parafuso da máquina de moldagem por injeção só pode avançar lenta e ligeiramente, e o caudal do plástico é também relativamente lento. O fluxo nesta altura é designado por fluxo de pressão de retenção.
Durante a fase de pressão de retenção, o plástico arrefece e solidifica mais rapidamente contra a parede do molde, e a viscosidade da fusão aumenta rapidamente, pelo que a resistência na cavidade do molde é muito grande.

Na fase posterior da pressão de retenção, a densidade do material continua a aumentar e a parte plástica forma-se gradualmente. A fase de pressão de retenção deve continuar até que o portão esteja solidificado e selado. Nesta altura, a pressão da cavidade na fase de pressão de retenção atinge o valor mais elevado.
Fase de arrefecimento
Quando se trata de moldes de moldagem por injeção, a conceção do sistema de arrefecimento é muito importante. Isto porque as peças de plástico moldadas têm de arrefecer e endurecer antes de poderem ser retiradas do molde. Caso contrário, ficarão todas deformadas por qualquer coisa que lhes toque.
Uma vez que o tempo de arrefecimento corresponde a cerca de 70% a 80% de todo o ciclo de moldagem, uma boa conceção do sistema de arrefecimento pode realmente reduzir o tempo necessário para fabricar as peças, fabricar mais peças no mesmo período de tempo e poupar dinheiro.
Se o sistema de arrefecimento não for concebido corretamente, aumentará o tempo e o custo da moldagem, e um arrefecimento irregular provocará o empeno e a deformação dos produtos de plástico.

Fase de desmoldagem
A desmoldagem é a última etapa do processo de moldagem por injeção ciclo. Mesmo que o produto tenha sido arrefecido, a desmoldagem continua a ter um grande impacto na qualidade do produto. Se o produto for desmoldado de forma incorrecta, pode provocar uma força desigual no produto durante a desmoldagem, o que pode causar a deformação do produto durante a ejeção e outros defeitos.
Existem duas formas principais de desmoldagem: a desmoldagem por ejeção e a desmoldagem por decapagem. Quando conceber um molde, escolha a forma correta de desmoldagem com base na estrutura do produto para garantir que o produto é bom.

Quando utilizar moldes que requerem desmoldagem por ejetor, certifique-se de que coloca o ejetor o mais uniformemente possível. Escolha uma posição em que a resistência à desmoldagem seja a mais elevada e a peça de plástico seja a mais forte e rígida para evitar qualquer deformação ou dano na peça de plástico.
Conclusão
A moldagem por injeção de plástico tem quatro fases principais: enchimento, injeção de plástico fundido no molde; pressão de retenção, aplicação contínua de pressão para compactar o plástico e compensar a contração; arrefecimento, solidificação do plástico; desmoldagem, remoção da peça moldada do molde. Estas fases determinam a qualidade e a eficiência da produção do produto final.







