 Saltar para o conteúdo
Saltar para o conteúdo 

O seu gestor de produção acabou de perguntar por que uma simples peça de cobertura demora 45 segundos por disparo quando o concorrente cotou 18. A resposta quase sempre se resume a uma coisa: o quão bem compreende—e otimiza—o ciclo de moldagem por injeção.
O ciclo de moldagem por injeção é a sequência completa desde o fecho do molde até à ejeção da peça. É o maior impulsionador do custo por peça na produção em grande volume. Se errar, queima lucro em cada ciclo. Se acertar, ganha capacidade sem comprar uma única máquina nova.
- O ciclo de moldagem por injeção inclui as etapas de injeção, compactação, refrigeração e ejectação.
- O arrefecimento consome tipicamente 50–80% do tempo total do ciclo.
- O tempo de ciclo define directamente o custo por peça e a taxa de utilização da máquina.
- A espessura da parede, o design de arrefecimento do molde e a escolha do material são as três alavancas mais importantes.
- Mesmo uma redução de 2 segundos num molde de alta cavidade pode economizar milhares por mês.
O que é o Ciclo de Moldagem por Injeção?
O ciclo de moldagem por injeção é o tempo total decorrido desde o fecho do molde até à ejeção da peça numa moldagem por injeção máquina.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Este ciclo é importante porque define o limite de produção. Se o seu tempo de ciclo é 30 segundos e utiliza um molde de 4 cavidades, produz 480 peças por hora. Reduza 5 segundos desse ciclo, e aumenta para 576 peças por hora—um aumento de capacidade de 20% sem investimento de capital.
Na nossa fábrica em Xangai, operamos 47 máquinas de moldagem por injeção, com capacidades de 90T a 1850T. Com mais de 20 anos de experiência em produção, otimizámos os tempos de ciclo em milhares de programas de moldes. A nossa equipa de engenharia monitoriza o tempo de ciclo em cada trabalho, partindo do preço unitário alvo para determinar os parâmetros de ciclo ótimos.
Na nossa fábrica, monitorizamos o tempo de ciclo em cada trabalho. Quando um cliente nos pede um preço unitário específico, o primeiro número com que trabalhamos retroativamente é o tempo de ciclo, porque determina o custo por hora de máquina por peça.
Quais são as Quatro Etapas do Ciclo de Moldagem por Injeção?
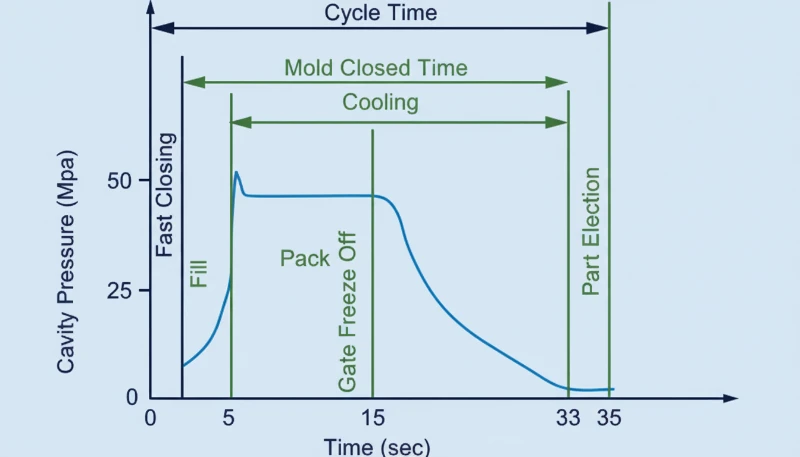
O ciclo de moldagem por injeção é composto por quatro fases: injeção, compactação, arrefecimento e ejeção, cada uma determinada pela geometria da peça e pelo material.
1. Injeção (Preenchimento do Molde)
Para a maioria das peças padrão (espessura de parede 2–3 mm, resina comum), a injeção enche a cavidade em 2–5 segundos. Peças estruturais grandes com paredes grossas podem levar 8–12 segundos. O perfil de velocidade de injeção é normalmente programado em etapas—lento na entrada para prevenir jetting, rápido através da cavidade principal, e novamente lento no final para prevenir sobrecompactação.
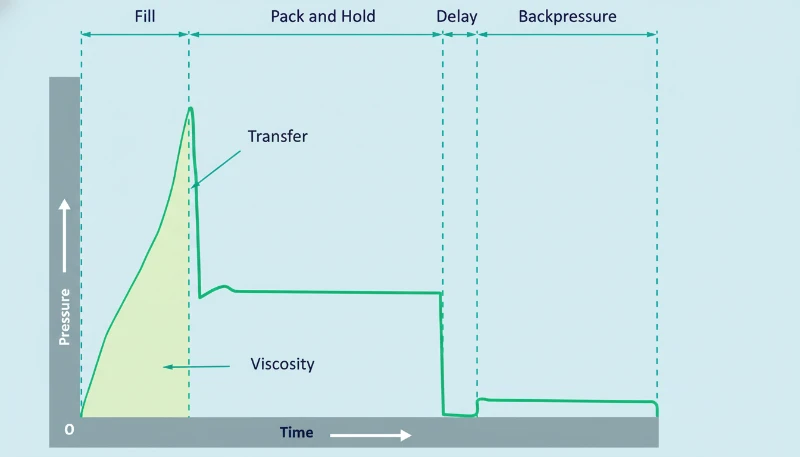
2. Empacotamento (Pressão de Manutenção)
O tempo de compactação normalmente dura 5 a 30 segundos. Após a cavidade estar nominalmente cheia, o parafuso mantém pressão para compensar a contração volumétrica à medida que o plástico arrefece da temperatura de fusão até à temperatura de solidificação.
Esta etapa adiciona 5–25% mais material na cavidade após o enchimento inicial. A pressão de compactação deve ser mantida até que a entrada se solidifique—uma vez que a entrada solidifica, pressão adicional não tem efeito na peça. É por isso que o tamanho e localização da entrada são decisões críticas de design. Uma entrada que solidifica demasiado cedo resulta em excessiva contração; uma que solidifica demasiado tarde prolonga o ciclo sem necessidade.
O tempo ótimo de manutenção é determinado pesando as peças com tempos de manutenção crescentes até que o peso da peça se estabilize. Na ZetarMold, realizamos este estudo de selagem do canal de alimentação em cada novo molde durante a amostragem T1.
3. Arrefecimento
A refrigeração é quase sempre a etapa mais longa, representando 50–80% do tempo total do ciclo. Os tempos de refrigeração típicos variam de 10 a 120 segundos, determinados principalmente pela espessura da parede e pelo material. thermal diffusivity1.
A regra geral para o tempo de arrefecimento é aproximadamente proporcional ao quadrado da espessura da parede. Duplicar a espessura da parede faz com que o tempo de arrefecimento quadruplique aproximadamente. É por isso que frequentemente recomendamos a otimização da espessura da parede durante a revisão DFM—passar de 4 mm para 3 mm numa área não crítica pode reduzir o tempo de arrefecimento em quase 40%.
O design dos canais de arrefecimento é a decisão de engenharia com maior impacto no tempo de ciclo. conformal cooling channels2, que seguem o contorno da peça, podem reduzir o tempo de refrigeração por 20–40% comparado com canais convencionais de perfuração recta. Para produção de alto volume, isto por si só pode justificar o custo mais elevado da ferramentaria.
4. Ejeção e Abertura do Molde
O tempo de ejectação normalmente dura 2–10 segundos. Esta etapa inclui abertura do molde, ejectação da peça (via pinos ejectores, placas de desmoldagem ou sopro de ar), e qualquer tempo de remoção por robô ou operador, seguido pelo fecho do molde para o próximo ciclo.
Para produção automatizada com remoção robótica da peça, planeie 3–6 segundos. Remoção manual acrescenta 1–3 segundos. A distância de abertura do molde, o curso de ejectação, e a presença de ações laterais (levantadores, sliders) afectam todos este tempo.

O tamanho da máquina também desempenha um papel: uma máquina de 80T pode abrir e fechar em 4 segundos, enquanto uma máquina de 1000T precisa de 10–15 segundos para a mesma ação devido à maior distância de deslocamento da placa e ao peso mais elevado do molde.
Quanto Tempo Demora um Ciclo Típico de Moldagem por Injeção?
Um ciclo típico de moldagem por injeção está entre 10 e 60 segundos para a maioria das peças de produção. A embalagem de parede fina pode funcionar em menos de 5 segundos, enquanto peças estruturais grandes de parede espessa podem exceder 120 segundos.
| Tipo de peça | Espessura da parede | Ciclo Típico | Principal Gargalo |
|---|---|---|---|
| Embalagem de parede fina | 0.5–1.0 mm | 3–8 segundos | Velocidade de injeção |
| Carcaça de eletrónica de consumo | 1.5–2.5 mm | 12–25 segundos | Tempo de arrefecimento |
| Automotive interior | 2,0–3,5 mm | 20–45 seconds | Tempo de arrefecimento |
| Componente de dispositivo médico | 1.0–3.0 mm | 15–35 segundos | Compactação + arrefecimento |
| Peça estrutural grande | 4.0–8.0 mm | 60–120+ segundos | Tempo de arrefecimento |
A tabela acima torna uma coisa evidente: a refrigeração domina. Para peças com espessura de parede acima de 2 mm, a refrigeração é onde deve focar primeiro os esforços de optimização.
Como Calcula o Tempo Total do Ciclo?
O tempo total do ciclo é a soma do tempo de injeção, tempo de compactação, tempo de arrefecimento e tempo de abertura/fecho do molde mais o tempo de ejeção. Na prática, a recuperação do parafuso (plasticização) sobrepõe-se ao arrefecimento, pelo que o ciclo efetivo é dominado pela fase não sobreposta mais longa.
A fórmula básica:
Fórmula do Tempo de Ciclo:
Tciclo = Tinjeção + Tcompactação + max(Tarrefecimento, Trecuperação do parafuso) + Tabertura/fecho do molde + Tejection
Para uma estimativa rápida do tempo de injeção:
Estimativa do Tempo de Injeção:
Tinjeção = Vdisparo / (0,20–0,50 × Vmáx) + tbase
Como exemplo prático, considere uma caixa padrão de PP com 3 mm de espessura de parede, produzida numa máquina de 200T. A injeção preenche a cavidade em cerca de 3 segundos, a compactação mantém-se durante 8 segundos, o arrefecimento requer 18 segundos, e a abertura/fecho do molde mais a ejeção levam 5 segundos. Tempo total de ciclo: aproximadamente 34 segundos por disparo, produzindo cerca de 106 peças por hora a partir de um molde de cavidade única.
Quais Fatores Afetam Mais o Tempo de Ciclo?
A espessura da parede, o projeto de arrefecimento do molde e as propriedades térmicas do material têm o maior impacto no tempo de ciclo. Fatores secundários incluem o projeto do ponto de injeção, a capacidade da máquina e a complexidade da ejeção da peça.
O tempo de recuperação do parafuso sobrepõe-se frequentemente ao arrefecimento e deve ser considerado no cálculo global. Se o parafuso não conseguir recuperar totalmente (recarregar) a próxima dose de material fundido antes da fase de arrefecimento terminar, o tempo de recuperação torna-se o gargalo, estendendo o tempo total do ciclo muito além do que o cálculo de arrefecimento apenas sugeriria.
Espessura da parede
A espessura da parede é o fator mais influente porque o tempo de arrefecimento aumenta com o quadrado da espessura. Reduzir uma parede de 4 mm para 3 mm pode cortar o tempo de arrefecimento em aproximadamente 44%. É por isso que o feedback de DFM sobre a espessura da parede não é apenas desejável—afeta diretamente o seu custo por peça.
Projeto de Arrefecimento do Molde
O número, diâmetro e proximidade dos canais de arrefecimento em relação à superfície da cavidade determinam a rapidez com que o calor é extraído. Um circuito de arrefecimento bem projetado mantém uma diferença de temperatura entre a água de entrada e saída inferior a 3°C. Se o seu delta-T for de 8°C, tem um problema de fluxo de arrefecimento.
Seleção de materiais
Polímeros cristalinos (PP, POM, PEEK) libertam calor latente de cristalização3 durante a solidificação, estendendo o tempo de arrefecimento em 30–50% em comparação com polímeros amorfos (ABS, PC, PMMA) com espessura de parede equivalente. Materiais preenchidos (nylon com fibra de vidro, PP com carga mineral) conduzem melhor o calor e muitas vezes arrefecem mais rapidamente.
Para moldes multi-cavidade, o layout do canal de distribuição também afeta o tempo de ciclo. Um sistema de distribuição equilibrado garante que todas as cavidades são preenchidas e compactadas uniformemente, impedindo que cavidades sobrecompactadas exijam arrefecimento excessivo. Canais de distribuição desequilibrados podem forçar a extensão do tempo de arrefecimento para acomodar a cavidade de preenchimento mais lento.
Projeto do Portão e Sistema de Canal
Ferramentas de simulação avançadas (Moldflow, Moldex3D) podem prever o tempo de ciclo antes do corte do aço, permitindo aos projetistas do molde otimizar o layout de arrefecimento e a localização do ponto de injeção virtualmente. Isto reduz o número de iterações físicas necessárias durante a amostragem.
O tamanho do canal de injeção determina durante quanto tempo a pressão de compactação é eficaz antes do congelamento do canal. Um sistema de distribuidor quente elimina o desperdício do canal de distribuição e frequentemente reduz o tempo de ciclo porque não há massa fria do canal de distribuição para arrefecer e ejetar. Os moldes de canal de distribuição frio, especialmente os desenhos de três placas, acrescentam tempo de arrefecimento e de abertura do molde.
Capacidade da Máquina
A velocidade de injeção, a força de fecho e a velocidade da placa contribuem todas. Uma máquina moderna acionada por servo pode abrir e fechar o molde 15–20% mais rápido do que uma máquina hidráulica antiga da mesma tonelagem. Se o seu ciclo for limitado pela máquina, atualizar para uma máquina mais rápida ou com melhor capacidade de plastificação pode ser mais rentável do que modificações no molde.
Como Pode Reduzir o Tempo de Ciclo Sem Sacrificar a Qualidade?

As formas mais eficazes de reduzir o tempo de ciclo são otimizar os canais de arrefecimento, reduzir a espessura da parede e dimensionar corretamente o tempo de selagem do portão.
Otimize o Arrefecimento Primeiro
Uma vez que o arrefecimento representa 50–80% do tempo de ciclo, é aqui que se encontram os maiores ganhos. Use simulação térmica (análise de fluxo do molde) para identificar pontos quentes antes de cortar o aço. Considere canais de arrefecimento conformados para moldes de alto volume—podem reduzir o tempo de arrefecimento em 20–40%.
Garanta um fluxo adequado de refrigerante. O objetivo é um fluxo turbulento (número de Reynolds > 4000) em todos os canais. Se a sua oficina usar água da torneira no verão sem um arrefecedor, a temperatura da água aumenta e a eficiência do arrefecimento diminui significativamente.
Ajuste Corretamente o Tempo de Compactação
Muitos moldadores definem um tempo de compactação excessivo como margem de segurança. Execute um estudo de selagem do ponto de injeção: pese as peças aos 5, 10, 15, 20 segundos de compactação. Quando o peso da peça parar de aumentar, encontrou o tempo mínimo efetivo de compactação. Qualquer coisa além disso é tempo desperdiçado.
Utilizar Operações Simultâneas do Robô
Se utilizar um robô para remoção da peça, programe-o para iniciar a extração durante a abertura do molde em vez de esperar pela abertura total. Isto pode poupar 1–3 segundos por ciclo. Num molde de alta cavidade em funcionamento 24/7, isso significa milhares de peças adicionais por mês.
Considere a Substituição de Material
Se a aplicação permitir, mudar de um material cristalino de arrefecimento lento para uma alternativa amorfa de arrefecimento mais rápido pode reduzir o tempo de ciclo em 20–30%. Por exemplo, substituir POM por ABS numa aplicação não crítica de um suporte. Verifique sempre os requisitos mecânicos antes de fazer esta alteração.
Verdadeiro ou Falso: Teste os Seus Conhecimentos sobre o Ciclo de Moldagem por Injeção?
“O tempo de arrefecimento representa a maior parte do ciclo de moldagem por injeção.”Verdadeiro
O arrefecimento representa tipicamente 50–80% do tempo total do ciclo. É por isso que o desenho dos canais de arrefecimento tem mais impacto na redução do ciclo do que qualquer outro fator individual.
““Um tempo de ciclo mais curto significa sempre um custo por peça mais baixo.””Falso
Se reduzir o tempo de ciclo cortando o arrefecimento demasiado cedo, obtém peças deformadas, rejeições dimensionais ou peças presas durante a ejeção. Os custos de retrabalho, sucata e triagem podem exceder a poupança de tempo de máquina. A otimização do ciclo deve manter a qualidade em primeiro lugar.
Compreender estes equívocos comuns é essencial para qualquer pessoa envolvida no planeamento da produção ou conceção do molde. O próximo conjunto de afirmações explora ainda mais como as decisões sobre o tempo de ciclo interagem com o comportamento do material, o design do molde e as restrições de produção do mundo real que os engenheiros enfrentam diariamente na fábrica.
Muitos moldadores experientes já se depararam com situações em que a teoria dos manuais e a realidade da oficina divergem. Um ciclo que parece ótimo no papel pode produzir resultados inconsistentes devido a variações nas propriedades do lote de material, mudanças na temperatura ambiente ou alterações subtis na condição da superfície do molde ao longo de uma longa produção. É por isso que a monitorização contínua e as auditorias periódicas ao ciclo continuam a ser uma prática padrão em instalações de moldagem bem geridas.
Em ambientes de produção de alto volume, mesmo pequenas melhorias no tempo de ciclo acumulam-se rapidamente. Uma redução de dois segundos num molde a funcionar 24 horas por dia traduz-se em centenas de peças adicionais por semana. No entanto, qualquer ajuste deve ser validado com dados dimensionais e rastreamento de defeitos antes de ser bloqueado nos parâmetros padrão do processo. A experiência mostra que as otimizações mais seguras visam primeiro a eficiência do arrefecimento, seguidas da redução do tempo de compactação e depois das melhorias na velocidade de ejeção.
““Os sistemas de canais quentes podem reduzir o tempo de ciclo ao eliminar o arrefecimento dos canais.””Verdadeiro
Os canais quentes mantêm o plástico no sistema de canais fundido entre os disparos, pelo que não há massa de canal fria para arrefecer e ejetar. Isto elimina o tempo de arrefecimento e ejeção relacionados com os canais e também reduz o desperdício de material.
“O tempo de injeção é geralmente a etapa mais longa do ciclo.”Falso
O tempo de injeção é tipicamente a fase mais curta, com 1–10 segundos. O arrefecimento é a fase mais longa, frequentemente 50–80% do tempo total do ciclo. A velocidade de injeção é importante para a qualidade da peça, mas raramente domina a duração do ciclo.
Quais São as Perguntas Mais Frequentes Sobre o Ciclo de Moldagem por Injeção?
Qual é o tempo médio do ciclo de moldagem por injeção?
O tempo médio de ciclo de moldagem por injeção para peças de produção varia entre 15 e 45 segundos. As embalagens de parede fina podem funcionar em menos de 5 segundos, enquanto as peças estruturais grandes podem exceder 120 segundos. O tempo de arrefecimento é o fator dominante na maioria dos ciclos.
Como é calculado o tempo de ciclo de moldagem por injeção?
Tempo de ciclo = tempo de injeção + tempo de compactação + máximo(tempo de arrefecimento, tempo de recuperação da rosca) + tempo de abertura/fecho do molde + tempo de ejeção. A função máximo() tem em conta a sobreposição entre o arrefecimento e a recuperação da rosca.
Que percentagem do tempo de ciclo é arrefecimento?
O arrefecimento representa 50–80% do tempo total do ciclo de moldagem por injeção. Para peças de parede espessa (4 mm+), o arrefecimento pode exceder 80% do ciclo total.
Pode reduzir o tempo de ciclo de moldagem por injeção após a construção do molde?
Sim. As otimizações pós-construção incluem ajustar parâmetros do processo (velocidade de injeção, tempo de embalagem, temperatura do molde), melhorar o fluxo do refrigerante, adicionar dispositivos de arrefecimento externos e, em alguns casos, remodelar canais de arrefecimento ou instalar bicos de distribuidor quente.
O tempo de ciclo afeta a qualidade da peça?
Sim. Tempo de arrefecimento insuficiente causa empenamento, instabilidade dimensional e marcas de ejeção. Tempo de embalagem excessivo pode causar sobrecarga e rebarbas. Cada etapa deve ser otimizada de acordo com os requisitos do material e da geometria da peça.
Qual é a diferença entre o tempo de ciclo e o tempo de entrega na moldagem por injeção?
O tempo de ciclo são os segundos por disparo na máquina (tipicamente 10–60 segundos). O lead time é o tempo total desde a encomenda até à entrega (tipicamente 4–12 semanas), que inclui a construção do molde, amostragem, planeamento da produção e expedição.
Como é que a espessura da parede afeta o tempo de ciclo?
O tempo de arrefecimento escala aproximadamente com o quadrado da espessura da parede. Duplicar a espessura da parede quadruplica aproximadamente o tempo de arrefecimento. É por isso que a otimização da espessura da parede durante a revisão do DFM é a estratégia de redução do tempo de ciclo mais impactante disponível antes do início do molde.
Precisa de Ajuda para Otimizar o Seu Ciclo de Moldagem por Injeção?
A nossa equipa de engenharia pode rever o seu projeto de molde para otimização do ciclo, executar simulação de fluxo de molde e fornecer uma estimativa detalhada do tempo de ciclo antes do corte do aço. Com 45 máquinas (90T–1850T) e mais de 20 anos de experiência em produção, já vimos—e resolvemos—a maioria dos desafios de tempo de ciclo.
Get a Free Quote →
-
thermal diffusivity: A difusividade térmica é uma medida da rapidez com que o calor se move através de um material, definida como a condutividade térmica dividida pela densidade e capacidade térmica específica, medida em mm2/s. ↩
-
conformal cooling channels: canais de arrefecimento conformes referem-se a passagens de arrefecimento num molde que seguem o contorno da cavidade da peça, tipicamente fabricados via impressão 3D, proporcionando um arrefecimento mais uniforme do que os canais retos perfurados convencionalmente. ↩
-
calor latente de cristalização: O calor latente de cristalização é a energia térmica libertada quando um polímero cristalino transita de um estado de fusão desordenado para um estado sólido cristalino ordenado, tipicamente medido em J/g. ↩





