 Przejdź do treści
Przejdź do treści 
Rozwiązania dla przemysłu motoryzacyjnego: Stal z certyfikatem IATF 16949
Odkryj innowacyjne rozwiązania w zakresie stali formierskiej dla przemysłu motoryzacyjnego, zapewniające jakość i zgodność z certyfikatem IATF 16949. Dowiedz się więcej już teraz!
Kompletny przewodnik po samochodowych rozwiązaniach IATF 16949 dla form stalowych
Co to jest IATF 16949 i jego związek z formowaniem wtryskowym?
IATF 16949:2016 to międzynarodowy standard Systemu Zarządzania Jakością (QMS) dla przemysłu motoryzacyjnego. Został on opracowany przez International Automotive Task Force (IATF) i zastąpił starszą normę ISO/TS 16949. Jego głównym celem jest ciągłe doskonalenie, nacisk na zapobieganie defektom oraz ograniczenie zmienności i marnotrawstwa w łańcuchu dostaw w branży motoryzacyjnej.
Dla producentów form wtryskowych, IATF 16949 to nie tylko certyfikat na ścianie; to kompleksowe ramy, które regulują każdy aspekt ich działalności. Jego związek ze stalą wtryskową jest bezpośredni i głęboki:
- Kontrola procesu: Forma wtryskowa jest krytycznym elementem wyposażenia produkcyjnego. Norma IATF 16949 wymaga solidnej kontroli nad całym sprzętem, który wpływa na jakość produktu. Stan formy, jej wydajność i trwałość są zatem przedmiotem intensywnej kontroli.
- Zarządzanie ryzykiem: Norma wymaga od organizacji identyfikacji i ograniczania ryzyka. Zły wybór stali formierskiej stanowi znaczące ryzyko, potencjalnie prowadząc do przedwczesnej awarii narzędzia, przestojów w produkcji i wadliwych części docierających do klienta.
- Identyfikowalność: Norma IATF 16949 wymaga pełnej identyfikowalności. Oznacza to, że zakład formierski musi być w stanie prześledzić pochodzenie stali użytej w konkretnej formie, w tym certyfikaty walcowni i zapisy dotyczące obróbki cieplnej. Ma to kluczowe znaczenie dla analizy przyczyn źródłowych w przypadku wystąpienia problemów z jakością.
Zasadniczo forma jest uważana za kluczowy element procesu, a stal jest podstawą tego elementu. Niezgodna lub źle dobrana stal podważa cały system jakości.
Krytyczna rola stali formierskiej w kontekście IATF 16949
W ramach IATF 16949 stal formierska jest czymś więcej niż tylko surowcem. Jest to strategiczny zasób, którego właściwości bezpośrednio wpływają na "Pięć M" produkcji: Człowiek, Maszyna, Metoda, Materiał i Pomiar.
- Spójność ponad wolumen: Formy samochodowe często pracują przez miliony cykli. Stal musi być odporna na zużycie, odkształcenia i zmęczenie, aby pierwsza część była wymiarowo i estetycznie identyczna z milionową. To bezpośrednio wspiera cel IATF, jakim jest redukcja zmienności.
- Całkowity koszt posiadania (TCO): Tańsza, niższej jakości stal może przynieść oszczędności na wstępie, ale może prowadzić do wyższych kosztów poprzez zwiększoną konserwację, nieplanowane przestoje i częste naprawy narzędzi. Norma IATF 16949 zachęca do stosowania podejścia TCO, w którym priorytetem jest długoterminowa niezawodność i wydajność.
- Walidacja i PPAP: Proces zatwierdzania części do produkcji (PPAP) jest kamieniem węgielnym jakości w branży motoryzacyjnej. Forma musi być w stanie konsekwentnie produkować części spełniające wszystkie specyfikacje. Stabilność i trwałość stali, z której wykonana jest forma, ma zasadnicze znaczenie dla powodzenia procesu PPAP i ciągłej produkcji.

Klasyfikacja stali do form wtryskowych dla przemysłu motoryzacyjnego
Stale formierskie to wyrafinowane stopy zaprojektowane z myślą o określonych właściwościach użytkowych. Ogólnie dzieli się je na trzy główne kategorie, z których każda obejmuje różne gatunki dostosowane do różnych zastosowań motoryzacyjnych.
1. Stale wstępnie hartowane:
Opis: Stale te są dostarczane z walcowni już poddane obróbce cieplnej do umiarkowanej twardości (zazwyczaj 28-40 HRC). Eliminuje to potrzebę obróbki cieplnej po obróbce, zmniejszając ryzyko odkształceń i oszczędzając czas.
Wspólne stopnie: P20, 1.2311, 1.2738.
Typowe zastosowanie: Formy do produkcji nisko- i średnioseryjnej, duże podstawy form, uchwyty i komponenty do nieściernych polimerów (np. PP, PE). Idealne do wykończenia wnętrz i dużych części konstrukcyjnych, gdzie wysoki połysk nie jest najważniejszy.

2. Stale hartowane na wskroś (utwardzalne):
Opis: Stale te są dostarczane w stanie miękkim, wyżarzonym w celu ułatwienia obróbki. Po obróbce są one poddawane obróbce cieplnej (hartowaniu i odpuszczaniu) w celu uzyskania wysokiej twardości (zazwyczaj 48-60 HRC).
Wspólne stopnie: H13 (1,2344), S7, 1,2343.
Typowe zastosowanie: Aplikacje o dużej objętości i wysokim zużyciu. Formy do ściernych, wypełnionych szkłem żywic powszechnie stosowanych w elementach pod maską. Oferują doskonałą odporność na zużycie, wytrzymałość i odporność na zmęczenie cieplne.

3. Stale nierdzewne:
Opis: Stale te zawierają wysoki poziom chromu (>12%), zapewniając doskonałą odporność na korozję. Są one niezbędne podczas formowania korozyjnych żywic (takich jak PVC) lub gdy formy są obsługiwane lub przechowywane w wilgotnym środowisku.
Wspólne stopnie: 420 (1.2083), S136 (1.2316).
Typowe zastosowanie: Formy do elementów optycznych, takich jak soczewki reflektorów i rury oświetleniowe, które wymagają nieskazitelnego, wysokiego połysku, który nie może ulec degradacji z upływem czasu. Używane również do zastosowań medycznych i spożywczych, które mogą być częścią systemów pojazdu (np. pojemniki na płyny).

Typowe scenariusze zastosowań form zgodnych z IATF 16949
Wybór stali jest nierozerwalnie związany z końcową częścią samochodową, która zostanie wyprodukowana.
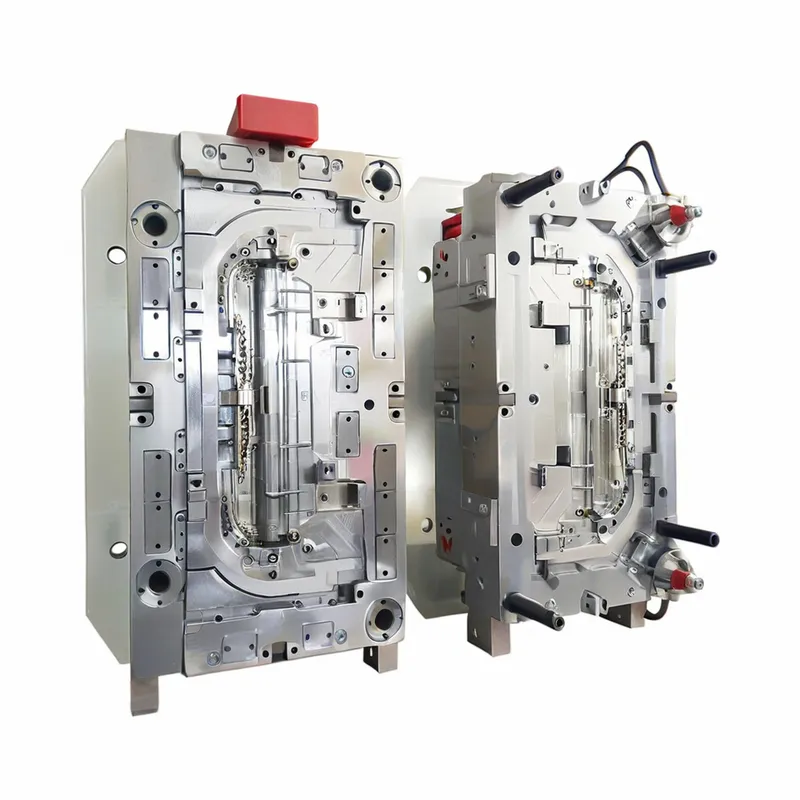
1. Elementy wnętrza (deski rozdzielcze, panele drzwi, konsole środkowe):
Wybór stali: Często P20 lub 1,2738.
Uzasadnienie: Części te są duże i złożone, często o skomplikowanej fakturze. Wielkość produkcji jest wysoka, ale żywice (PP, ABS, TPO) są generalnie nieścierne. Wstępnie hartowana stal oferuje dobrą równowagę między skrawalnością dużych narzędzi i wystarczającą trwałością dla wymaganego cyklu życia.
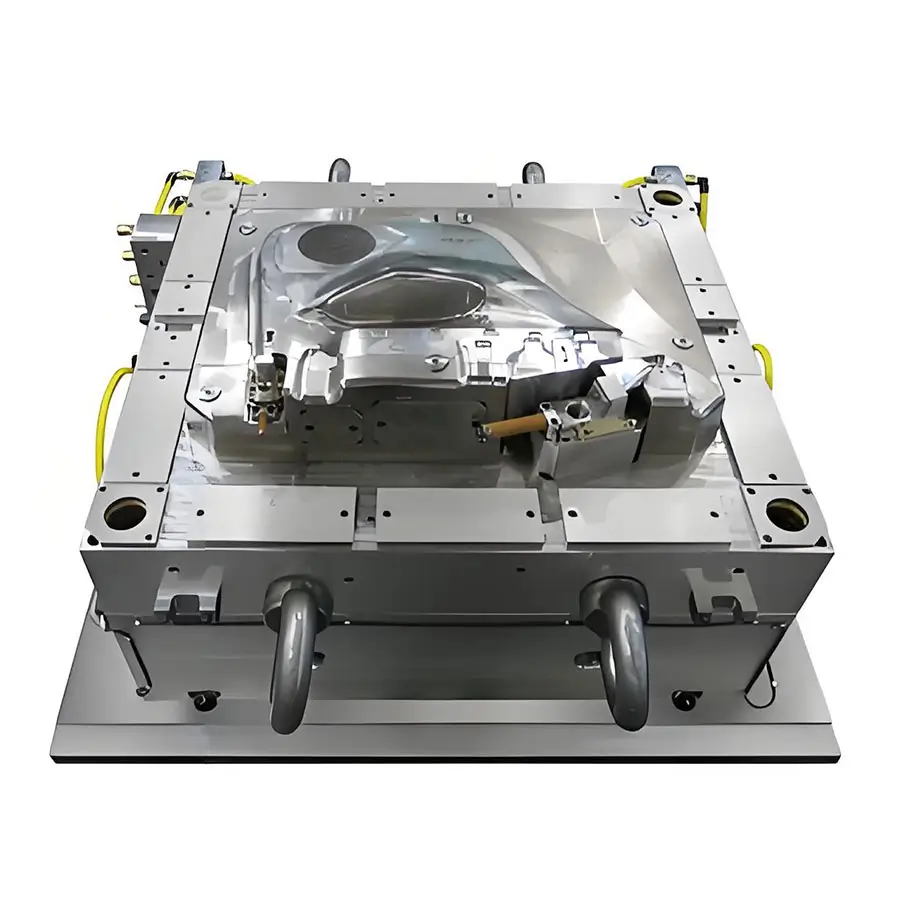
2. Elementy pod maską (pokrywy silnika, kolektory dolotowe powietrza, osłony wentylatorów):
Wybór stali: H13 lub podobna stal narzędziowa do pracy na gorąco.
Uzasadnienie: Części te są wykonane z wypełnionych szkłem lub mineralnych żywic (PA66-GF30, PBT), które są wysoce ścierne. Wysoka twardość i odporność na ścieranie hartowanej na wskroś stali H13 są niezbędne, aby zapobiec erozji wnęki formy, co doprowadziłoby do uszkodzenia wymiarów.
3. Oświetlenie zewnętrzne (klosze reflektorów, osłony świateł tylnych, rury oświetleniowe):
Wybór stali: Stal nierdzewna o wysokiej czystości, taka jak S136 lub 420ESR.
Uzasadnienie: Przejrzystość optyczna jest najważniejsza. Stale te mogą być polerowane do lustrzanego wykończenia (SPI A-1). Ich doskonała odporność na korozję gwarantuje, że ten wysoki połysk nie zostanie uszkodzony przez rdzę lub mikrowżery podczas produkcji lub przechowywania, co mogłoby spowodować wady obiektywu.
4. Elementy konstrukcyjne i bezpieczeństwa (belki zderzaków, konstrukcje siedzeń):
Wybór stali: Gatunki o wysokiej wytrzymałości, takie jak S7 lub zmodyfikowany H13.
Uzasadnienie: Formy te mogą być poddawane wysokim naprężeniom i uderzeniom podczas formowania i obsługi. Wytrzymałość (zdolność do pochłaniania energii bez pękania) jest bardziej krytyczna niż ekstremalna twardość, aby zapobiec katastrofalnej awarii narzędzia.

Zalety wyboru odpowiedniej stali zgodnie z IATF 16949
Dokonanie świadomego, zgodnego z przepisami wyboru stali zapewnia wymierne korzyści, które są bezpośrednio zgodne z celami IATF 16949.
① Zwiększona jakość i spójność produktu: Odpowiednia stal utrzymuje stabilność wymiarową i wykończenie powierzchni, zapewniając zgodność każdej części ze specyfikacją i zmniejszając różnice między poszczególnymi częściami.
② Zwiększona ogólna efektywność sprzętu (OEE): Trwała forma wymaga mniej nieplanowanych czynności konserwacyjnych, co prowadzi do skrócenia czasu przestojów i zwiększenia produktywności.
③ Niższy całkowity koszt posiadania (TCO): Chociaż stal premium ma wyższy koszt początkowy, zwraca się dzięki dłuższej żywotności formy, mniejszej liczbie napraw i mniejszej ilości odpadów, co jest zgodne z założeniami IATF dotyczącymi redukcji odpadów.
④ Gwarantowana zgodność i zmniejszone ryzyko audytu: Korzystanie z certyfikowanej, identyfikowalnej stali z odpowiednią dokumentacją spełnia kluczowy wymóg IATF 16949, upraszczając audyty i wykazując solidną kontrolę procesu.
⑤ Przewidywalna wydajność: Wysokiej jakości stal od renomowanych dostawców zapewnia przewidywalne zachowanie podczas obróbki skrawaniem, obróbki cieplnej i produkcji, minimalizując niespodzianki i odchylenia procesu.

Wady i zagrożenia związane z niewłaściwym wyborem stali
I odwrotnie, pójście na skróty w przypadku stali formierskiej wprowadza znaczące ryzyko, które może zagrozić projektowi i reputacji dostawcy.
① Przedwczesne uszkodzenie formy: Użycie stali o niewystarczającej wytrzymałości lub twardości może prowadzić do pęknięć, odprysków lub katastrofalnej awarii, powodując długie przestoje i koszty wymiany.
② Wady jakościowe części: Zużyta lub skorodowana wnęka formy będzie produkować części z wypływkami, śladami zapadnięć, nieprawidłowymi wymiarami i słabym wykończeniem powierzchni, co prowadzi do wysokiego wskaźnika odpadów i potencjalnego odrzucenia przez klienta.
③ Opóźnienia w produkcji: Awaria narzędzia może wstrzymać produkcję na wiele tygodni, prowadząc do niedotrzymania terminów dostaw i poważnych kar finansowych ze strony producentów OEM z branży motoryzacyjnej.
④ Niezgodność z normą IATF 16949: Korzystanie z niemożliwej do zidentyfikowania lub nieodpowiedniej stali jest główną czerwoną flagą podczas audytu i może prowadzić do raportu niezgodności (NCR), potencjalnie zagrażając certyfikacji dostawcy.
⑤ Zwiększone koszty utrzymania: Stal niskiej jakości będzie wymagać częstszego polerowania, napraw spawalniczych i konserwacji zapobiegawczej, pochłaniając pracę i zasoby, które można lepiej wykorzystać gdzie indziej.
IATF 16949 i stal do form wtryskowych dla przemysłu motoryzacyjnego: Kompletny przewodnik
Mistrzowski dobór stali do form wtryskowych dla przemysłu motoryzacyjnego zgodnie z normą IATF 16949.

Kompletny przewodnik po samochodowych rozwiązaniach IATF 16949 dla form stalowych
Kluczowe właściwości wysokowydajnych stali do form samochodowych
Wybierając stal formierską, inżynierowie oceniają kombinację jej właściwości. Idealna równowaga zależy od zastosowania.
① Twardość: Odporność stali na wgniecenia i ścieranie. Mierzona w skali Rockwella C (HRC). Wyższa twardość zwiększa odporność na zużycie, ale czasami może zmniejszać wytrzymałość.
② Wytrzymałość: Zdolność stali do pochłaniania uderzeń i energii bez pękania. Ma to kluczowe znaczenie w przypadku form z ostrymi narożnikami lub poddawanych wysokiemu ciśnieniu wtrysku.
③ Odporność na zużycie: Odporność na utratę materiału w wyniku tarcia i ścierania, szczególnie ważna podczas formowania szkła lub tworzyw sztucznych wypełnionych minerałami. Jest to bezpośrednio związane z twardością i obecnością twardych węglików w mikrostrukturze stali.
④ Odporność na korozję: Zdolność do opierania się atakom chemicznym ze strony tworzyw sztucznych (np. PVC uwalniającego HCl) lub czynników środowiskowych (wilgotność). Osiąga się to poprzez dodanie chromu.
⑤ polskość: Zdolność do uzyskania gładkiego, pozbawionego wad wykończenia powierzchni. Zależy to od czystości stali (niski poziom wtrąceń), jednorodności i mikrostruktury. Stale premium są często produkowane przy użyciu specjalnych procesów topienia, takich jak przetapianie elektrożużlowe (ESR) w celu poprawy czystości i polerowalności.
⑥ Skrawalność: Łatwość, z jaką stal może być cięta, wiercona i frezowana. Bardziej miękkie, wstępnie hartowane stale są łatwiejsze w obróbce, podczas gdy stale narzędziowe o wysokiej twardości są trudniejsze i bardziej kosztowne w obróbce.
⑦ Przewodność cieplna: Zdolność stali do przenoszenia ciepła. Wyższa przewodność cieplna pozwala na szybsze chłodzenie, co prowadzi do skrócenia czasu cyklu. Jest to kluczowa zaleta niektórych nowszych, specjalistycznych gatunków stali.

Cykl życia stali formierskiej w systemie IATF 16949
IATF 16949 wymaga systematycznego, udokumentowanego podejścia do zarządzania krytycznym sprzętem. W przypadku stali formierskiej cykl życia wygląda następująco:
① Specyfikacja i zaopatrzenie: Proces rozpoczyna się od określenia przez zespół inżynierów właściwego gatunku stali w oparciu o wymagania dotyczące części. Dział zakupów musi następnie pozyskać tę stal od zatwierdzonego, renomowanego dostawcy, który może dostarczyć kompletny certyfikat materiałowy (certyfikat walcowni) wyszczególniający jej skład chemiczny i właściwości. Certyfikat ten jest pierwszym ogniwem w łańcuchu identyfikowalności.
② Obróbka skrawaniem i obróbka cieplna: Wszystkie procesy obróbki są kontrolowane. W przypadku stali hartowalnych etap obróbki cieplnej ma kluczowe znaczenie. Dostawca obróbki cieplnej również musi zostać zatwierdzony i dostarczyć certyfikat zgodności z wyszczególnieniem zastosowanego procesu (temperatury, środki hartownicze, czasy) i osiągniętej twardości końcowej. Dane te są dodawane do pliku historii narzędzia.
③ Walidacja (PPAP): Podczas prób formy i testów PPAP, wydajność narzędzia jest weryfikowana. Musi ono udowodnić swoją zdolność do konsekwentnego wytwarzania zgodnych części. Wszelkie kwestie związane ze stalą (np. nieoczekiwane zużycie, problemy z chłodzeniem) są tutaj rozwiązywane.
④ Produkcja i konserwacja zapobiegawcza: Po rozpoczęciu produkcji forma podlega rygorystycznemu planowi konserwacji zapobiegawczej (PM), zgodnie z wymogami IATF 16949. Obejmuje to zaplanowane czyszczenie, kontrolę zużycia lub uszkodzeń oraz drobne polerowanie. Wszystkie czynności konserwacyjne są rejestrowane w pliku narzędzia.
⑤ Renowacja i koniec okresu eksploatacji: Po setkach tysięcy lub milionach cykli narzędzie może wymagać gruntownego remontu lub wymiany. Decyzja podejmowana jest w oparciu o dane dotyczące wydajności (SPC), zapisy z inspekcji i historię narzędzia. Cały cykl życia jest dokumentowany w celu spełnienia wymogów audytu.
Kluczowe kwestie dotyczące wyboru stali i zarządzania nią
Oprócz podstawowej aplikacji, w procesie selekcji należy wziąć pod uwagę kilka innych czynników.
① Wielkość produkcji i cykl życia: Czy jest to narzędzie prototypowe dla 1000 części, czy narzędzie wysokonakładowe dla 5 milionów części? Wymagana trwałość jest najważniejszym czynnikiem określającym wymagany gatunek stali.
② Część Złożoność i geometria: Części o cienkich ściankach, głębokich żebrach lub ostrych narożnikach wewnętrznych powodują koncentrację naprężeń w formie. Aby zapobiec pękaniu w tych obszarach, wymagana jest twardsza stal.
③ Rodzaj żywicy z tworzywa sztucznego: Wypełniacze ścierne (szkło, włókno węglowe) wymagają wysokiej odporności na zużycie (H13). Żywice korozyjne (PVC, niektóre środki zmniejszające palność) wymagają stali nierdzewnej (S136).
④ Wymagania dotyczące wykończenia powierzchni: Teksturowany panel wewnętrzny ma inne potrzeby niż krystalicznie czysta soczewka optyczna. Wymagane wykończenie SPI (Society of the Plastics Industry) dyktuje niezbędną polerowalność stali.
⑤ Typ i lokalizacja bramy: Punkt, w którym tworzywo sztuczne wchodzi do wnęki (brama) jest obszarem o wysokim stopniu zużycia. Powszechną praktyką jest stosowanie oddzielnej, wysoce odpornej na zużycie wkładki ze stali narzędziowej w miejscu wlewu, nawet jeśli reszta formy jest wykonana z bardziej miękkiej stali.
Najlepsze praktyki w zakresie specyfikacji i projektowania stali formierskiej
① Wczesna współpraca: Zaangażuj producenta narzędzi, dostawcę materiałów i obróbkę cieplną na wczesnym etapie procesu projektowania. Ich doświadczenie może zapobiec kosztownym błędom.
② Korzystanie z FMEA oprzyrządowania: Przeprowadzenie analizy przyczyn i skutków awarii (FMEA) projektu formy. Zidentyfikować potencjalne tryby awarii związane ze stalą (np. "pęknięcie na ostrym rogu", "zużycie na bramie") i wdrożyć zapobiegawcze zmiany konstrukcyjne.
③ Dokumentuj wszystko: Utwórz kompleksową "Biografię narzędzia" lub plik historii dla każdej formy. Musi ona zawierać certyfikat huty, certyfikat obróbki cieplnej, raporty z inspekcji, dzienniki konserwacji i wszelkie zapisy dotyczące napraw. Nie podlega to negocjacjom w przypadku IATF 16949.
④ Określ z precyzją: Nie wystarczy podać "P20". Należy określić dostawcę, pożądany zakres twardości (np. 30-32 HRC) i wszelkie specjalne wymagania, takie jak "musi być odgazowany próżniowo".
⑤ Projektowanie pod kątem konserwacji: Zaprojektuj formę pod kątem łatwej i bezpiecznej konserwacji. Obejmuje to zapewnienie łatwego dostępu do komponentów o wysokim zużyciu i stosowanie standardowych komponentów tam, gdzie to możliwe.

Najczęstsze problemy z formami stalowymi i ich rozwiązania
| Problem | Potencjalne przyczyny | Rozwiązania zgodne z IATF 16949 |
|---|---|---|
| Przedwczesne pękanie/pęknięcia | - Nieprawidłowy dobór stali (niska wytrzymałość). - Niewłaściwa obróbka cieplna. - Ostre narożniki wewnętrzne w konstrukcji. - Nadmierne ciśnienie wtrysku. | – Wybierz twardsza stal (np. S7). – Weryfikacja certyfikaty obróbki cieplnej; należy korzystać z usług certyfikowanego dostawcy. – Modyfikacja projekt uwzględniający promienie na wszystkich ostrych narożnikach. – Walidacja i kontrolować parametry procesu formowania. |
| Korozja/rdza | - Użycie stali nierdzewnej z korozyjnymi żywicami (PVC). - Niewłaściwe przechowywanie w wilgotnym środowisku. - Zanieczyszczone kanały chłodzące. | – Przełącznik do stali nierdzewnej (S136, 420). – Wdrożenie ścisła procedura przechowywania formy (czyszczenie, suszenie, stosowanie środków antykorozyjnych). – Użycie uzdatnionej wody i regularnie czyścić kanały. |
| Nadmierne zużycie/erozja | - Formowanie ściernych materiałów wypełnionych szkłem. - Twardość stali jest zbyt niska dla danego zastosowania. - Wysoka prędkość bramki. | – Użycie stal o wysokiej twardości, hartowana na wskroś (H13). – Zastosuj powłoka powierzchniowa (PVD, azotowanie) w obszarach o wysokim zużyciu. – Optymalizacja konstrukcja bramki i parametry wtrysku w celu zmniejszenia prędkości. |
| Słabe polerowanie lub wykończenie części | - Stal ma niską czystość (wtrącenia, zanieczyszczenia). - Niewłaściwa technika polerowania. - Nagromadzenie materiału (odgazowanie) na powierzchni formy. | – Określ stal o wysokiej czystości i klasie ESR do produkcji części optycznych. – Użycie doświadczeni technicy polerowania i udokumentowane procedury. – Wykonanie regularne czyszczenie prasy i zaplanowana konserwacja zapobiegawcza. |
| Niestabilność wymiarowa | - Nieodpowiednie odprężenie po obróbce. - Niewłaściwa lub niejednolita obróbka cieplna. - Stal nie jest wystarczająco wytrzymała na ciśnienie formowania. | – Włącz zgrubna obróbka -> odprężanie -> sekwencja obróbki wykańczającej. – Zapewnić Obróbka cieplna jest wykonywana przez wykwalifikowanego dostawcę z nowoczesnym sprzętem. – Wykonanie analiza wypełnienia formy w celu zrozumienia ciśnienia i wyboru bardziej wytrzymałej stali. |
Lista kontrolna wyboru stali formierskiej pod kątem zgodności z normą IATF 16949
Skorzystaj z tej listy kontrolnej podczas wstępnej fazy projektowania i zaopatrzenia, aby upewnić się, że kluczowe kwestie nie zostaną pominięte.
① Wielkość produkcji: Szacowana łączna liczba części do wyprodukowania (>1 mln, 500 tys. - 1 mln, <500 tys.)?
Materiał części: Czy żywica plastikowa jest niewypełniona, ścierna (wypełniona szkłem/minerałami) lub korozyjna (PVC/halogenowana)?
③ Wykończenie powierzchni: Jakie jest wymagane wykończenie SPI (np. A-1 dla soczewki, B-2 dla połysku, C-1 dla półpołysku, D-3 dla tekstury)?
④ Złożoność części: Czy część ma cienkie ścianki, głębokie żebra lub ostre narożniki wymagające wysokiej wytrzymałości stali?
⑤ Identyfikowalność: Czy dostawca dostarczy pełny certyfikat materiałowy identyfikowalny z numerem partii?
⑥ Obróbka cieplna: Jeśli używana jest stal hartowalna, czy dostawca obróbki cieplnej jest certyfikowany i może dostarczyć certyfikat zgodności?
⑤ Plan konserwacji: Czy uwzględniono wstępny plan konserwacji (np. częstotliwość czyszczenia, punkty kontrolne)?
⑥ Budżet: Czy decyzja opiera się na cenie początkowej, czy na długoterminowym całkowitym koszcie posiadania (TCO)?

Advantages and Disadvantages of Injection Molding: Complete Guide
Key Takeaways High tooling costs ($15K-200K+) require minimum 5,000+ parts for economic viability Exceptional repeatability maintains ±0.002″ tolerances across millions of production cycles Complex geometries enable features impossible with machining

PA6 PA66 PA12 PA1010 Nylon Injection Molding Process
PA6, PA66, PA12, and PA1010 are the four most commonly injection-molded nylon grades, each with distinct moisture absorption, temperature resistance, and mechanical properties that make them suited to different applications.

What Are Silver Streaks in Injection Molding
You pull the part off the mold and there they are — silver streaks, those shimmering lines cutting across what should be a clean surface. They look like something went
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

