 Przejdź do treści
Przejdź do treści 

Injection molding defects are common challenges in the manufacturing process that affect product jakość1 and production efficiency. Understanding their causes and solutions is essential for improving results.
For broader context, compare this topic with projektowanie form wtryskowychoraz supplier sourcing guide.
Common injection molding defects include wypaczenie2, sink marks, short shots, and air traps. Solutions range from adjusting temperature, pressure, or material to optimizing mold design and process parameters.
At our Shanghai factory, we run 47 injection molding machines ranging from 90T to 1850T. With 20+ years of hands-on experience troubleshooting injection molding defects, we have seen every type of short shot, flash, flow mark, and weld line — and we know exactly which process adjustments solve each one.
Zrozumienie podstawowych przyczyn tych wad i zastosowanie odpowiednich rozwiązań może znacząco usprawnić proces produkcji. Zanurz się głębiej, aby poznać skuteczne strategie zapobiegania defektom i ich rozwiązywania.

“Warping is a common injection molding defect.”Prawda
Warping occurs when uneven cooling causes distortion in the part’s shape. This can be solved by controlling mold temperature and cooling rates.
“Defects in injection molding are always due to poor mold design.”Fałsz
Podczas gdy konstrukcja formy może przyczyniać się do powstawania wad, czynniki takie jak wybór materiału, temperatura i ciśnienie również odgrywają znaczącą rolę w powstawaniu wad.
Czym jest formowanie wtryskowe tworzyw sztucznych?
Formowanie wtryskowe tworzyw sztucznych to proces produkcyjny wykorzystywany do wytwarzania szerokiej gamy produktów, od przedmiotów codziennego użytku po skomplikowane komponenty. Oferuje szybkość, precyzję i opłacalność.
- Injection molding defects can significantly impact product quality, production efficiency, and cost.
- Common defects include short shots, flash, dents, warping, flow marks, silver streaks, and weld lines.
- Most defects originate from four root causes: improper material preparation, mold design flaws, incorrect machine parameter settings, or poor product design.
- Systematic defect analysis—combined with proper process control—can reduce scrap rates by 60–80%.
Formowanie wtryskowe tworzyw sztucznych to proces, w którym stopiony plastik jest wtryskiwany do form w celu uformowania części. Jest on stosowany w branżach takich jak motoryzacja, elektronika i towary konsumpcyjne, oferując wysoką wydajność, precyzję i elastyczność.
The formowanie wtryskowe3 process refers to the process of making semi-finished products of a certain shape from molten raw materials through operations such as pressurization, injection, cooling, and separation.
“Plastic injection molding allows for high-volume production of parts.”Prawda
Proces ten jest wysoce wydajny, dzięki czemu idealnie nadaje się do produkcji na dużą skalę przy zachowaniu stałej jakości.
“Plastic injection molding is only suitable for simple products.”Fałsz
Formowanie wtryskowe może wytwarzać zarówno proste, jak i złożone części, w tym skomplikowane projekty, dzięki czemu jest wszechstronne w różnych branżach.
Jakie są przyczyny krótkich serii produktów do formowania wtryskowego i ich rozwiązania?
The causes of short shots of injection molding products and their solutions are the main categories or options explained in this section. Short shots occur when the molten plastic doesn’t fully fill the mold, leading to incomplete parts. Identifying the causes and solutions is essential for ensuring product quality and manufacturing efficiency.
Krótkie strzały w formowaniu wtryskowym są spowodowane czynnikami takimi jak niewystarczające ciśnienie wtrysku, niska temperatura formy lub nieodpowiedni przepływ materiału. Rozwiązania obejmują dostosowanie parametrów przetwarzania, ulepszenie projektu formy i zapewnienie użycia odpowiedniego materiału.
Definicja
Krótki strzał ma miejsce, gdy wnęka formy nie zostanie wypełniona do końca.
Przyczyny krótkiego strzału
Mold temperature, material temperature, or injection pressure and speed are too low. Raw material plasticization is uneven, exhaust is poor, raw material fluidity is insufficient, the part is too thin or the gate size is too small, and the polymer melt solidifies prematurely due to unreasonable structural design.
Rozwiązania
Material: Choose a material that flows better, like toolox44.
Mold design: Fill thick walls before filling thin walls to avoid holding, increase the number of gates and runner size, reduce process and flow resistance, and set the position and size of the exhaust port appropriately to avoid poor exhaust.
Injection molding machine: Check if the check valve and the inner wall of the barrel are severely worn, and check if there is material or bridge in the feed port.
Process conditions: increase injection pressure and injection speed, enhance shear heat, increase injection volume, increase barrel temperature and mold temperature.
“Increasing injection pressure can reduce short shots.”Prawda
Wyższe ciśnienie wtrysku pomaga zapewnić całkowite wypełnienie formy, zmniejszając prawdopodobieństwo krótkich strzałów.
“Short shots are only caused by equipment malfunctions.”Fałsz
Podczas gdy awarie sprzętu mogą powodować krótkie strzały, inne czynniki, takie jak konstrukcja formy, lepkość materiału i parametry przetwarzania, również odgrywają znaczącą rolę.
Jakie są przyczyny błysku produktów do formowania wtryskowego i ich rozwiązania?
Błysk w formowaniu wtryskowym odnosi się do nadmiaru materiału, który wycieka z gniazda formy, tworząc niepożądane występy. Może to wpływać na jakość części i zwiększać koszty.
Flash jest spowodowany takimi czynnikami jak wysokie ciśnienie wtrysku, zużyte formy lub niewłaściwa konstrukcja formy. Rozwiązania obejmują regulację ciśnienia, optymalizację chłodzenia i konserwację form w celu zapewnienia precyzji i jakości.
Definicja
Błysk to dodatkowy plastik na powierzchni podziału formy lub sworzniu wypychacza.
Przyczyny błysku
niewystarczająca siła docisku, problemy z formą, złe warunki formowania, nieprawidłowa konstrukcja układu wydechowego.
Rozwiązania
Mold design: Design the mold so it can close tightly when clamped. Check the size of the exhaust port and clean the mold surface.
Injection molding machine: select an injection molding machine with the right tonnage for the part’s projected area.
Molding process: increase injection time, reduce injection speed, reduce barrel temperatureand nozzle temperature, reduce injection pressure and holding pressure.
“High injection pressure causes flash.”Prawda
Nadmierne ciśnienie wypycha stopiony plastik poza gniazdo formy, co prowadzi do powstawania wypływek.
“Flash always means the injection pressure is too high.”Fałsz
Flash can also result from insufficient clamping force, worn mold parting lines, or excessive melt temperature — not just high injection pressure. Diagnosing the true root cause before adjusting parameters prevents creating new defects.
In our experience at the Shanghai factory, flash problems on high-tonnage presses (above 1000T) almost always trace back to mold wear rather than process settings. Our in-house mold manufacturing team can re-cut parting lines and replace worn inserts within 24 hours, which is critical when you are running production across 400+ material grades and cannot afford days of downtime.
Beyond pressure-related causes, flash can also result from mold wear and inadequate clamp force. When mold cavities become worn over time, the clearance between mold plates increases, allowing molten plastic to escape during injection. Regular mold maintenance—including polishing parting lines and replacing worn inserts—is essential for preventing flash. Additionally, ensuring the injection molding machine provides sufficient clamp force for the mold size helps keep the mold tightly closed during the high-pressure injection phase.
“Worn-out molds can cause flash.”Prawda
Uszkodzone lub zużyte formy tworzą szczeliny, pozwalając na wydostawanie się materiału, co skutkuje powstawaniem wypływek. Regularna konserwacja jest kluczem do uniknięcia tego problemu.
“Flow marks only appear on transparent parts.”Fałsz
Flow marks can occur on any plastic part regardless of transparency. They are caused by uneven melt flow speed, low mold temperature, or insufficient injection pressure during cavity filling.
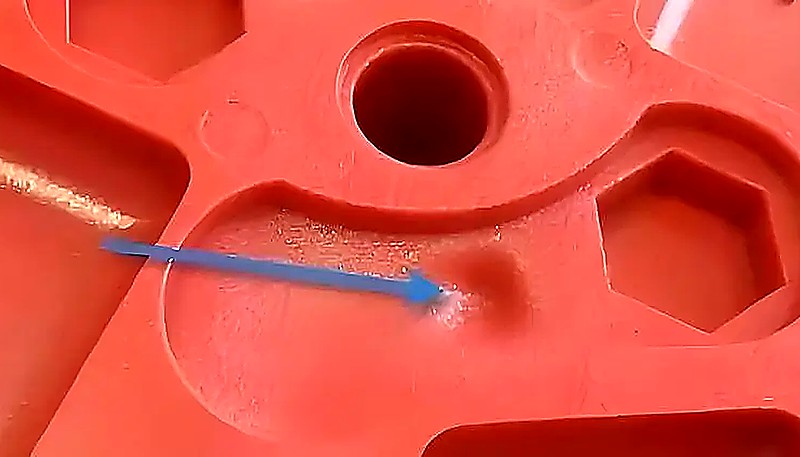
Jakie są przyczyny powstawania śladów płynięcia w produktach do formowania wtryskowego i ich rozwiązania?
The causes of flow marks of injection molding products and their solutions are the main categories or options explained in this section. Flow marks in injection molding can compromise the surface finish of products, making them less visually appealing and functional. Identifying the causes and solutions is key to improving product quality.
Ślady przepływu występują z powodu nierównomiernego chłodzenia, niewłaściwych prędkości wtrysku lub nieodpowiedniego odpowietrzania. Rozwiązania obejmują regulację temperatury formy, optymalizację prędkości wtrysku i poprawę odpowietrzania w celu zapewnienia równomiernego napełniania i chłodzenia.
Definicja
Ślady płynięcia to wada formowania, która wygląda jak fale na powierzchni części. Jest to spowodowane zbyt wolnym przepływem tworzywa sztucznego do formy, co sprawia, że plastik wygląda, jakby skakał jak żaba.
Przyczyny śladów przepływu
Temperatura formy i temperatura materiału są zbyt niskie, prędkość wtrysku i ciśnienie są zbyt niskie, rozmiar kanału i bramy są zbyt małe, a ze względu na strukturę produktu przyspieszenie jest zbyt duże podczas napełniania i przepływu.
Rozwiązania
Mold design: Make the cold well in the runner bigger, make the runner and gate bigger, make the main runner shorter or use a hot runner instead.
Process conditions: Make the injection speed faster, make the injection pressure and holding pressure higher, make the holding time longer, make the mold temperature and material temperature higher.
“Silver streaks are caused by moisture in the resin.”Prawda
Wilgoć w żywicy prowadzi do powstawania pęcherzyków pary podczas formowania, które tworzą srebrne smugi na powierzchni. Odpowiednie suszenie przed formowaniem rozwiązuje ten problem.
“Silver streaks only affect appearance, never structural integrity.”Fałsz
While silver streaks are primarily cosmetic, the underlying cause — moisture contamination or thermal degradation — can weaken the polymer matrix and reduce mechanical performance in critical applications.
Jakie są przyczyny powstawania srebrnych smug w produktach do formowania wtryskowego i ich rozwiązania?
The causes of silver streaks of injection molding products and their solutions are the main categories or options explained in this section. Silver streaks in injection molding are caused by issues like moisture, temperature fluctuations, or improper material handling, affecting the aesthetic and performance of the products.
Srebrne smugi są często spowodowane wilgocią w żywicy, niespójnymi temperaturami topnienia lub zanieczyszczeniem. Rozwiązania obejmują prawidłowe suszenie materiałów, stabilne warunki przetwarzania i stosowanie wysokiej jakości żywic w celu zapewnienia gładszych produktów.
Definicja
Srebrne smugi powstają, gdy woda, powietrze lub zwęglony materiał są rozprowadzane na powierzchni części w kierunku przepływu.
Przyczyny srebrnych smug
Zawartość wilgoci w surowcu jest zbyt wysoka, powietrze jest uwięzione w surowcu, degradacja polimeru: materiał jest zanieczyszczony; temperatura beczki jest zbyt wysoka; objętość wtrysku jest niewystarczająca.
Rozwiązania
Content: Dry the raw material based on the data provided by the raw material supplier before injection molding.
Mold design: Make sure there are enough vents.
Molding process: Choose the right injection molding machine and mold, clean the old material completely from the barrel when changing materials, improve the exhaust system, and lower the melt temperature, injection pressure or injection speed.
“Inconsistent cooling causes dents in injection molded parts.”Prawda
Nierównomierne tempo chłodzenia prowadzi do naprężeń i wypaczeń, powodując widoczne wgniecenia w formowanych produktach.
“All dent issues in injection molding can be fixed by adjusting cooling settings alone.”Fałsz
While cooling adjustments help, dent formation is also driven by insufficient holding pressure, undersized gates, and wall-thickness ratios exceeding recommended limits. A combined approach addressing pressure, time, and design is more effective.
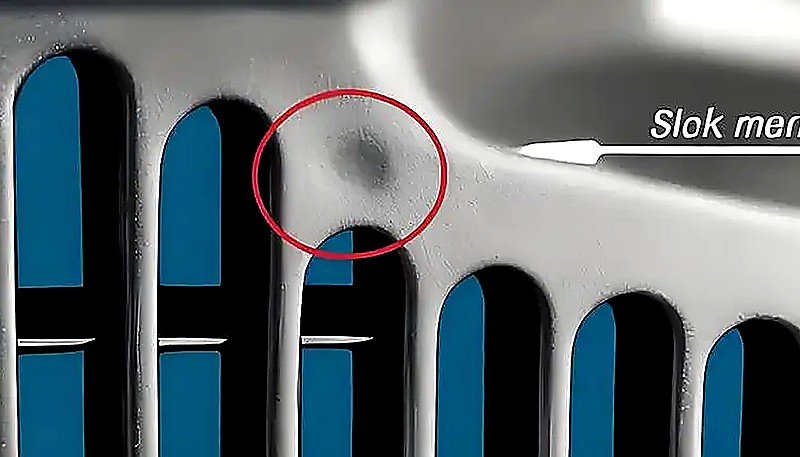
Jakie są przyczyny wgnieceń produktów do formowania wtryskowego i ich rozwiązania?
Wgniecenia w produktach formowanych wtryskowo są częstym problemem spowodowanym niewłaściwymi ustawieniami, wadami materiałowymi lub problemami z chłodzeniem. Rozwiązanie tych problemów zapewnia jakość produktu i zmniejsza ilość odpadów.
Wgniecenia w produktach formowanych wtryskowo często wynikają z niespójnego chłodzenia, słabego przepływu materiału lub nieprawidłowej konstrukcji formy. Rozwiązania obejmują optymalizację szybkości chłodzenia, dostosowanie ciśnienia wtrysku i zapewnienie odpowiedniej konstrukcji formy.
Definicja
Wgniecenie ma miejsce, gdy powierzchnia części jest wklęsła na grubości ścianki.
Przyczyny powstawania wgnieceń
Ciśnienie wtrysku lub ciśnienie utrzymywania jest zbyt niskie, czas utrzymywania lub czas chłodzenia jest zbyt krótki, temperatura stopu lub temperatura formy jest zbyt wysoka, a konstrukcja części jest niewłaściwa.
Rozwiązania
Design structure: Corrugate the surface that is easy to dent, reduce the thick wall size of the part, minimize the thickness-to-diameter ratio, the adjacent wall thickness ratio should be controlled at 1.5~2, and try to make a smooth transition, redesign the thickness of the reinforcement ribs, countersunk holes and corner ribs, and their thickness is generally recommended to be 40-80% of the basic wall thickness.
Molding process: Increase injection pressure and holding pressure, increase gate size or change gate position.
Jakie są wady wtryskiwania tworzyw sztucznych i ich rozwiązaniaPrawda
Ślady spawania mogą wynikać ze źle dobranej temperatury, prędkości lub konstrukcji formy, co prowadzi do nieskutecznego wiązania tworzywa sztucznego.
“Welding marks can be completely eliminated by simply increasing injection speed.”Fałsz
Increasing injection speed alone may not resolve weld marks if the root cause is gate placement, insufficient melt temperature, or lack of venting near the knit line. A holistic approach covering mold design, process parameters, and material selection yields better results.
Jakie są przyczyny powstawania śladów spawania w produktach do formowania wtryskowego i ich rozwiązania?
The causes of welding marks of injection molding products and their solutions are the main categories or options explained in this section. Welding marks in injection molding occur when two plastic flows meet and fail to bond properly, leaving visible scars on the final product.
Ślady spawania są spowodowane niewłaściwą konstrukcją formy, nieodpowiednią prędkością wtrysku lub niewystarczającą kontrolą temperatury. Rozwiązania obejmują optymalizację projektu formy, dostosowanie prędkości wtrysku i kontrolowanie temperatury formy w celu uzyskania lepszej spójności przepływu.
Definicja
Ślad spawu powstaje, gdy dwa strumienie materiału spotykają się i spawają ze sobą, powodując defekt na powierzchni.
Przyczyny powstawania śladów spoin
Jeśli w części znajdują się otwory, wkładki lub tryb formowania wtryskowego z wieloma bramkami, lub jeśli grubość ścianki części jest nierówna, mogą pojawić się ślady spawania.
Material: Select a resin grade with higher melt flow index to ensure the two flow fronts bond more effectively when they meet.
Product design: Adjust wall thickness transitions and minimize sharp corners near the weld line area. Uniform wall thickness keeps both flow fronts at similar temperatures.
Mold design: Relocate gates to move the weld line to a non-critical area. Add overflow wells near the weld location to push cold material out of the joint zone, and ensure adequate venting.
Process conditions: Raise melt and mold temperature to keep the flow fronts hotter when they meet. Increase injection speed to reduce the time between flow front separation and reunion, and adjust holding pressure to improve fusion at the knit line.
Process conditions: Make the plastic hotter and use less stuff to keep it from sticking to the mold.Scorch marks are when the air in the mold can’t get out fast enough and the plastic burns at the end of the flow.
How Can You Systematically Reduce Injection Molding Defects?
This section is about systematically reduce injection molding defects and its impact on cost, quality, timing, or sourcing risk. Injection molding defects — short shots, flash, flow marks, silver streaks, dents, and weld lines — share a common root: the process window drifted away from the validated sweet spot. When you trace each defect back to its cause, the pattern is remarkably consistent across materials and machine sizes.
From our experience running over 400 material grades across 47 presses in Shanghai, the single biggest lever is disciplined first-article validation followed by consistent process monitoring. Most defects that reach production could have been caught during mold sampling — if you know what to look for and set your process windows correctly from day one.
Whether you are troubleshooting an existing mold or qualifying a new tool, the checklist is the same: verify material drying, confirm gate and runner dimensions, validate packing pressure and hold time, and inspect the first 50 shots before signing off. Our engineering team follows this protocol on every project — and it keeps our scrap rate well below industry average.
Need expert help with your formowanie wtryskowe project? Upload your design files and get DFM feedback, process recommendations, and a competitive quote from our team.

Często zadawane pytania
What is the most common injection molding defect?
Short shots are widely considered the most common injection molding defect, occurring when the mold cavity does not fill completely during the injection phase. They typically result from insufficient injection pressure, low melt temperature, or inadequate venting in the cavity. In production environments, short shots often appear when material viscosity changes due to inconsistent drying or when gate size is too restrictive for the part geometry. Addressing the root cause — rather than simply increasing pressure — prevents recurrence and maintains cycle time without introducing secondary defects like flash or burn marks.
How Do You Prevent Flash in Injection Molding?
Flash prevention starts with ensuring adequate clamping force for the projected area of the part. If the machine tonnage is sufficient, check mold parting-line condition — worn or damaged surfaces allow molten plastic to escape during the high-pressure injection phase. Reduce injection speed and pressure at the transition point, lower melt temperature slightly, and verify that vent depth is within specification. For high-precision parts, regular mold polishing and timely insert replacement keep flash under control without sacrificing fill quality or cycle time.
Can Injection Molding Defects Be Fixed Without Changing the Mold?
Many defects — including short shots, silver streaks, flow marks, and sink marks — can be resolved through process adjustments without any mold modification. Increasing melt temperature, adjusting injection speed, extending hold pressure and time, or improving material drying are common first-line fixes. However, defects caused by fundamental gate placement errors, insufficient vent channels, or wall-thickness ratios below 1.5:1 often require mold rework. A systematic DOE-driven approach helps identify which parameter changes will have the biggest impact before you commit to costly tool modifications.
Why Do Silver Streaks Appear on Injection Molded Parts?
Silver streaks appear when moisture, trapped air, or degraded polymer travels along the flow front and deposits on the part surface as visible silver-white lines. The most common cause is insufficient material drying — hygroscopic resins like ABS, nylon, and polycarbonate require 2 to 4 hours of dehumidifying drying at material-specific temperatures before processing. Other contributors include excessive barrel temperature causing thermal degradation, and inadequate venting in the mold cavity. Consistent drying protocols and barrel temperature monitoring eliminate the vast majority of silver streak issues in production.
How Can ZetarMold Help with Injection Molding Defect Analysis?
ZetarMold provides comprehensive defect analysis as part of every molding project. With 47 presses from 90T to 1850T and 20+ years of troubleshooting experience across 400+ material grades, our engineering team identifies root causes during first-article sampling and sets validated process windows before production begins. We share process data, inspection reports, and corrective-action details transparently so you understand exactly what is happening and why. Upload your 3D design files to receive DFM feedback, a process recommendation, and a competitive quote tailored to your specific part geometry and material requirements.
-
quality: Quality is a production discipline that connects DFM, mold validation, process windows, inspection plans, and corrective action into repeatable output. ↩
-
warpage: Warpage refers to the deformation of an injection molded part caused by uneven shrinkage due to differential cooling rates, fiber orientation, or material flow direction. ↩
-
injection molding: wtryskowe formowanie odnosi się do procesu produkcyjnego, który topi plastik, wtryskuje go do wnęki formy, chłodzi część i powtarza cykl dla stabilnej produkcji masowej. ↩





