 Overslaan naar inhoud
Overslaan naar inhoud 

In het spuitgietproces kun je niet alleen vertrouwen op mooie spuitgietmachines en matrijzen om een goede productkwaliteit en processtabiliteit te krijgen. De matrijstemperatuur is ook een belangrijke variabele die je onder controle moet houden.
Bij het spuitgieten geeft de smelt in de matrijs voortdurend warmte af aan het oppervlak van de holte, waardoor de matrijstemperatuur stijgt. Als de matrijstemperatuur hoog is, is het goed voor de gesmolten kunststof om de holte te vullen, maar het duurt ook langer om het kunststofdeel af te koelen en de productie wordt vertraagd; als de matrijstemperatuur laag is, stolt de gesmolten kunststof snel, is de vormcyclus korter, maar vloeit de kunststof niet goed en wordt de holte mogelijk niet volledig gevuld. Een goed ontworpen regelsysteem voor de matrijstemperatuur kan de koeltijd verkorten en de kwaliteit van kunststof onderdelen verbeteren; als het regelsysteem voor de matrijstemperatuur daarentegen slecht ontworpen is, zal de vormcyclus van de kunststof onderdelen langer zijn en kunnen de kunststof onderdelen na het vormen vervormd zijn.

In deze blogpost ga ik het hebben over waarom je de temperatuur van je spuitgietmachine moet regelen, hoe je de juiste temperatuur kiest, hoe je de temperatuur regelt, veelvoorkomende problemen en oplossingen, enzovoort. Ik hoop dat je door deze blogpost het belang van de matrijstemperatuur in de spuitgietmachine begrijpt. spuitgietproces en hoe de matrijstemperatuur te regelen. Een nauwkeurige regeling kan het spuitgietproductieproces optimaliseren en de productie- en bedrijfskosten van het bedrijf verlagen.
Ⅰ. Schimmeltemperatuur
De matrijstemperatuur is de temperatuur van het matrijsoppervlak dat het onderdeel raakt. De matrijstemperatuur hangt af van de eigenschappen van de kunststof, het ontwerp en de grootte van het onderdeel, de prestatievereisten en andere procesomstandigheden zoals de smelttemperatuur, injectiesnelheid, injectiedruk en cyclustijd. De matrijstemperatuur beïnvloedt hoe de kunststof smelt zich vult, stolt en vormt, de productie-efficiëntie en de vorm en grootte van het kunststof onderdeel.
De temperatuur van de mal heeft een groot effect op de kwaliteit en efficiëntie van het gieten van kunststof onderdelen. Als de mal heter is, vloeit het gesmolten materiaal beter, waardoor de mal beter gevuld wordt en het kunststof onderdeel er goed uitziet. Maar het materiaal doet er langer over om af te koelen en uit te harden, dus is het makkelijker om het onderdeel te verknoeien als je het eruit haalt. Voor materialen die kunnen kristalliseren, helpt het om te kristalliseren en niet van grootte te veranderen wanneer je het onderdeel opslaat of gebruikt. Als de mal kouder is, is het moeilijker voor het gesmolten materiaal om de mal te vullen, waardoor het onderdeel meer spanning binnenin heeft, er dof uitziet en problemen heeft zoals zilverstrepen en lassporen.

Verschillende materialen vereisen verschillende verwerkingstechnieken en verschillende producten hebben verschillende oppervlaktevereisten en structuren. Om op de meest efficiënte manier kunststofonderdelen te maken die aan de kwaliteitseisen voldoen, is het nodig om de matrijs op een bepaalde temperatuur te houden. Hoe stabieler de matrijstemperatuur, hoe stabieler de geproduceerde kunststofproducten zullen zijn wat betreft grootte, vorm, uiterlijke kwaliteit, enz. Daarom is, naast de factoren van matrijsfabricage, de matrijstemperatuur een belangrijke factor bij het controleren van de kwaliteit van kunststof onderdelen. De methode voor het regelen van de matrijstemperatuur moet volledig worden overwogen bij het ontwerpen van de matrijs.

Ⅱ. De noodzaak van temperatuurbeheersing bij schimmels
De matrijstemperatuur heeft een grote invloed op de krimp van het spuitgietproduct. Tegelijkertijd heeft het ook een directe invloed op de mechanische eigenschappen van het spuitgietproduct en kan het ook vormfouten veroorzaken, zoals een slecht productoppervlak. Daarom moet de matrijstemperatuur binnen het gespecificeerde bereik worden gehouden en moet de matrijs De temperatuur verandert niet met de tijd. Het temperatuurverschil tussen de caviteiten van een mal met meerdere caviteiten mag ook niet veranderen. Voor afgewerkte producten die gevoelig zijn voor buigen en vervormen, wordt de matrijstemperatuur vaak gebruikt om de koelsnelheid uniform te maken.
1.Uiterlijk vereisten
Naarmate klanten kritischer worden, stellen ze steeds hogere eisen aan het uiterlijk van producten. De matrijstemperatuur aanpassen is een van de effectieve manieren om het uiterlijk van producten te verbeteren. Vooral voor glasvezelversterkte producten geldt dat als de matrijstemperatuur laag is, de vezels gemakkelijk op het oppervlak gaan drijven. De meeste van de huidige tandwielonderdelen zijn versterkt met glasvezels en sommigen verhogen zelfs het vezelgehalte tot 50%.
2.Dimensionale stabiliteitseisen voor eindproducten
Voor preciezere tandwielproducten zijn naast uiterlijke vereisten ook dimensionale stabiliteit vereist. De factoren die van invloed zijn op de maatvastheid van het product zijn voornamelijk: de stabiliteit en rationaliteit van het vormproces, de stabiliteit van de temperatuur en vochtigheid van de productieomgeving en de uniformiteit van de materiaalverhouding. eigenschappen, het evenwicht van de temperatuur en het volume van het circulerende water in de machine, de nauwkeurigheid van de temperatuurregeling van de matrijsmachine, enz.

3.Afgewerkte product fysische en mechanische eigenschappen
Als je voor kristallijne materialen een hoge matrijstemperatuur gebruikt, slaat het product veel warmte op, duurt het afkoelings- en uithardingsproces lang en wordt de kristallisatietemperatuur langzaam bereikt. Het eindproduct heeft een hoge kristalliniteit, een grote krimp en goede fysische en mechanische eigenschappen. Kristallijne grondstoffen zoals PA, PP, PE en POM vereisen een hogere regeling van de matrijstemperatuur.
De vormcyclus wordt ook beïnvloed door de matrijstemperatuur. Als de matrijstemperatuur hoog is, zal de koeltijd langer zijn om de grootte van het eindproduct te garanderen. Daardoor wordt de vormcyclus langer en stijgen de productiekosten.

Voor transparante eindproducten moet de matrijstemperatuur worden gebruikt om de kristalliniteit te regelen. Probeer een lage matrijstemperatuur te gebruiken om de kristallisatie te verminderen.
De matrijstemperatuur is nuttig om interne spanningsconcentratie te voorkomen. Om interne spanningsconcentratie in het onderdeel te voorkomen, is het bijvoorbeeld bij het gieten van PC, ABS, PS en andere materialen meestal nodig om de matrijstemperatuur te verhogen, wat bevorderlijk is voor het vrijkomen van interne spanning in het onderdeel.

Ⅲ.Het effect van de matrijstemperatuur op de kwaliteitscontrole van spuitgietproducten
1.Effect van Vormtemperatuur op Productverschijning
Als de temperatuur hoger is, wordt de hars vloeibaarder, waardoor het oppervlak van het onderdeel gladder en helderder wordt, vooral voor de esthetiek van het oppervlak van met glasvezel versterkte harsonderdelen. Het verbetert ook de sterkte en het uiterlijk van de fusielijn.
Wat betreft het geëtste oppervlak, als de matrijstemperatuur laag is, zal het moeilijk zijn voor de smelt om de wortel van de textuur te vullen, zodat het oppervlak van het product er helder uitziet en de echte textuur op het oppervlak van de matrijs niet kan worden "overgebracht". Na het verhogen van de matrijstemperatuur en de materiaaltemperatuur kan het ideale ets-effect worden verkregen op het oppervlak van het product.

2. Effect op de inwendige spanning van producten
De interne spanning die tijdens het gieten ontstaat, wordt voornamelijk veroorzaakt door de verschillende snelheden van thermische krimp tijdens het afkoelen. Wanneer een product gegoten wordt, begint het afkoelen aan de oppervlakte en breidt het zich geleidelijk uit naar de binnenkant. Het oppervlak krimpt en verhardt eerst en dan krimpt de binnenkant geleidelijk. Tijdens dit proces zorgt het verschil in krimpsnelheid voor inwendige spanning.
Wanneer de inwendige restspanning in een kunststof onderdeel hoger is dan de elasticiteitsgrens van het hars, of wanneer het wordt aangetast door een bepaald chemisch milieu, zullen er scheuren ontstaan aan het oppervlak van het kunststof onderdeel. Onderzoek naar transparante harsen zoals PC en PMMA toont aan dat de interne restspanning de vorm heeft van compressie aan het oppervlak en de vorm van spanning aan de binnenkant.

De oppervlaktedrukspanning hangt af van de toestand van de oppervlaktekoeling. Een koude mal koelt de gesmolten hars snel af, wat resulteert in een hoge interne restspanning in het gegoten product. De matrijstemperatuur is de belangrijkste voorwaarde om de inwendige spanning te controleren. Een kleine verandering in de matrijstemperatuur zal de interne restspanning sterk veranderen. Over het algemeen heeft elk product en hars zijn minimum matrijstemperatuurgrens voor aanvaardbare interne spanning. Bij het gieten van dunne wanden of lange vloeiafstanden moet de matrijstemperatuur hoger zijn dan de minimumgrens voor algemeen gieten.

3. Productvervorming verbeteren
Als het ontwerp van het koelsysteem van de matrijs onredelijk is of als de matrijstemperatuur niet goed wordt geregeld, koelt het kunststofdeel onvoldoende af, waardoor het kunststofdeel kromtrekt en vervormt.
Om de temperatuur van de matrijs te regelen, moet je het temperatuurverschil bepalen tussen de mannelijke matrijs en de vrouwelijke matrijs, de matrijskern en de matrijswand, en de matrijswand en het inzetstuk. Je moet het temperatuurverschil bepalen aan de hand van de structurele eigenschappen van het product. Dit is om het verschil in afkoeling krimpsnelheid van elk deel van het gieten te controleren. Nadat het kunststofdeel is ontvormd, heeft het de neiging om te buigen in de trekrichting aan de kant met een hogere temperatuur. Dit is om het verschil in oriëntatiekrimp te compenseren. Zo wordt voorkomen dat het kunststofdeel kromtrekt en vervormt volgens de oriëntatieregels.

Voor kunststofonderdelen met een volledig symmetrische lichaamsstructuur moet je de matrijstemperatuur constant houden. Dit zorgt ervoor dat alle delen van het kunststofdeel gelijkmatig afkoelen.
4.Affects de Vormkrimp van Producten
Bij een lage matrijstemperatuur bevriezen de moleculen sneller op hun plaats, waardoor de bevroren smeltlaag in de matrijsholte dikker wordt. Tegelijkertijd vertraagt een lage matrijstemperatuur de groei van kristallen, waardoor het product tijdens het vormen minder krimpt. Aan de andere kant, als de matrijstemperatuur hoog is, koelt de smelt langzaam af, is de ontspanningstijd lang, is de oriëntatie laag en kristalliseert de smelt gemakkelijk, waardoor de werkelijke krimp van het product groter is.

5.Affects de Temperatuur van de Hittevervorming van Producten
Voor kristallijne kunststoffen geldt dat als je het product bij een lagere matrijstemperatuur vormt, de moleculaire oriëntatie en kristallisatie op hun plaats bevriezen. Als je een gebruiksomgeving met een hogere temperatuur of secundaire verwerkingsomstandigheden gebruikt, zullen de moleculaire ketens zich herschikken en zal het kristallisatieproces doorgaan, waardoor het product zelfs ver onder de warmtevervormingstemperatuur (HDT) van het materiaal zal vervormen.
De juiste aanpak is om de aanbevolen matrijstemperatuur dicht bij de kristallisatietemperatuur te gebruiken voor de productie, zodat het product volledig kan kristalliseren tijdens de productie. spuitgieten stadium en postkristallisatie en postkrimp in omgevingen met hoge temperaturen te voorkomen.

Methoden om de schimmeltemperatuur te regelen
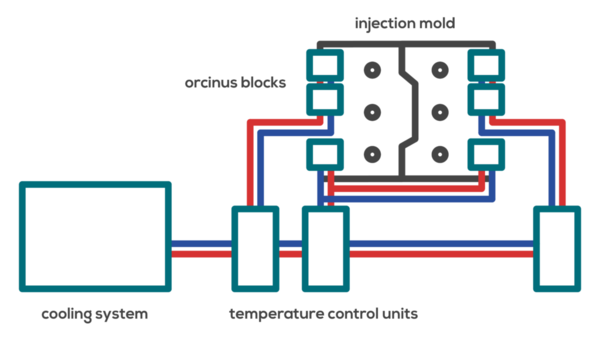
1. De matrijsholte en -kern moeten hun eigen koelcircuits hebben. Houd er bij het ontwerpen van de koelcircuits rekening mee dat de holte en de kern op verschillende manieren warmte absorberen, zodat de thermische weerstand van de circuitstructuur verschillend zal zijn. De temperatuur van het water (of de olie) bij de ingang van de holte en de kern zal een groot temperatuurverschil hebben. Wanneer je de koelcircuits voor de holte en de kern ontwerpt, kun je de temperatuur dus afzonderlijk instellen en regelen.
2. Aan de andere kant, als je probeert te voorkomen dat je spuitgietproducten uit vorm worden gebogen, moet je de holte en de kern op verschillende temperaturen houden, of de voor- en achterkant van de matrijs op verschillende temperaturen.

3. Zorg er vanuit het oogpunt van warmtewisselingsefficiëntie voor dat de stroming van het koelmedium turbulent is (turbulente stroming). Er zijn twee belangrijke manieren om de lus van de holte- en kerntemperatuurregeling te verbinden: serie en parallel. In een parallel circuit is het debiet van een aftakking kleiner dan dat van het seriekoelcircuit. Dit kan laminaire stroming veroorzaken en het debiet dat elk circuit binnenkomt is niet noodzakelijkerwijs hetzelfde.
Daardoor kan de temperatuur van elke matrijsholte niet consistent zijn. Nadelen van het gebruik van serieschakeling: De stromingsweerstand van koelwater (olie) is groot en de temperatuur van koelwater (olie) bij de ingang van de voorste holte verschilt aanzienlijk van de temperatuur bij de ingang van de laatste holte. Het temperatuurverschil tussen de koelwater (olie) inlaat en uitlaat verandert afhankelijk van de stroomsnelheid. Over het algemeen kan het niet groter zijn dan 5℃. Als de prestaties van de gebruikte regelaar (machine) voor het aanpassen van de matrijstemperatuur het debiet van het koelwater (de olie) binnen 2 °C kunnen houden, kan het maximale temperatuurverschil van elke caviteit binnen het bereik van 2 °C worden gehouden.

4. De temperatuurgradiëntverdeling van de matrijs moet over het algemeen de caviteit omringen en de vorm aannemen van concentrische cirkels met het hoofdkanaal als middelpunt. Daarom zijn maatregelen zoals het uitbalanceren van het stromingskanaal, het plaatsen van de caviteiten en de concentrische cirkelvormige plaatsing in het midden van het hoofdstromingskanaal nodig om de krimpfout tussen elke caviteit te verminderen, het toegestane bereik van de vormomstandigheden uit te breiden en de kosten te verlagen.
5. Het wordt aanbevolen om magnetische thermometers aan de voor- en achterkant van de mal te bevestigen om regelmatig de werkelijke temperatuur van de mal te meten en te registreren.

6. Gebruik indien mogelijk volautomatische productie. De matrijstemperatuur is nauwkeuriger bij volautomatisch gebruik. Bij volautomatische werking haalt een robot het product eruit, dus de tijd is consistent. Bij halfautomatische werking is het een handmatige handeling en heeft de operator een afwijking in de tijd van het openen en sluiten van de deur en het oppakken van de onderdelen, wat de thermische balans beïnvloedt. Dit beïnvloedt ook de temperatuur in het vat.
7. Regel de temperatuur van het water om de temperatuur van de mal te regelen. Deze methode is zeer nauwkeurig.
8. Gebruik een hotrunnersysteem om de temperatuur van de matrijs te regelen. Deze methode is snel en nauwkeurig.
9. Gebruik gas om de mal te verwarmen. Deze methode is zeer nauwkeurig.
10. Isoleer de mal. Gebruik isolatiepanelen of andere materialen om warmteverlies te beperken. De temperatuur van de mal beïnvloedt ook de grootte en kristalliniteit van het product, wat de prestaties van het product beïnvloedt. Pas de temperatuur van de mal aan als dat nodig is tijdens de productie.

Ⅴ. Wat zijn de principes voor het kiezen en regelen van de matrijstemperatuur?
1. Verschillende materialen hebben verschillende matrijstemperaturen nodig.
2. Er zijn verschillende matrijstemperaturen nodig voor matrijzen met verschillende oppervlakteafwerkingen en structuren, dus het temperatuurregelsysteem moet overeenkomstig ontworpen worden.
3. De voorste mal is heter dan de achterste mal. Meestal is het verschil ongeveer 2-3 graden Celsius.
4. De voorvorm moet heter zijn voor vonklijnen dan voor een glad oppervlak. Als de voorvorm heet water of hete olie moet passeren, is het verschil meestal ongeveer 40 graden Celsius.
5. Als de werkelijke matrijstemperatuur niet de vereiste matrijstemperatuur kan bereiken, moet de matrijs worden verwarmd. Bij het ontwerpen van de matrijs moet je dus nadenken of de warmte van het materiaal kan voldoen aan de vereisten voor de matrijstemperatuur.

6. Het materiaal wordt niet alleen verbruikt door warmtestraling en warmtegeleiding, maar het grootste deel van de warmte moet uit de mal worden gehaald door het circulerende warmteoverdrachtsmedium.
7. De matrijstemperatuur moet in evenwicht zijn en er mag geen plaatselijke oververhitting of overkoeling zijn.
8. De basis voor het instellen van de matrijstemperatuur is dat de matrijstemperatuur lager moet zijn dan de warmtevervormingstemperatuur van het materiaal van het kunststofdeel.
9. Voor kunststoffen met een hogere viscositeit, zoals PC, PSU, PPO, etc., moet een hogere matrijstemperatuur worden gebruikt om de smeltstroom en vormvuleigenschappen tijdens het vullen te verbeteren en dichte producten te verkrijgen. Daarentegen kunnen PE, PP, PA, enz. lagere matrijstemperaturen gebruiken (PA+glasvezel kan hoge matrijstemperaturen van 80~120℃ gebruiken).
10. Het is niet aan te raden om een lagere matrijstemperatuur te gebruiken voor dikwandige onderdelen om vacuümbellen en grotere spanning binnenin de onderdelen te vermijden.

Ⅵ. Vereisten van verschillende materialen voor de matrijstemperatuur
De temperatuur van je spuitgietmatrijzen is superbelangrijk voor het maken van goede kunststof onderdelen. Elke soort kunststof heeft een temperatuurbereik dat het beste werkt om goede onderdelen te maken. Je wilt dat het plastic goed vloeit en de mal vult. Je wilt dat het onderdeel zo min mogelijk krimpt en vervormt als je het uit de mal haalt. Je wilt dat de maat hetzelfde blijft en dat het onderdeel sterk is en er goed uitziet. Bijvoorbeeld:
De matrijstemperatuur van PP (polypropyleen) wordt geregeld tussen 40 en 80 graden Celsius, waarbij 50 graden Celsius wordt aanbevolen.
De matrijstemperatuur van PPS (polyfenyleensulfide) is 120 tot 180 graden Celsius.

De matrijstemperatuur van PE-HD (polyethyleen met hoge dichtheid) ligt tussen 50 en 95 graden Celsius.
De matrijstemperatuur van PC (polycarbonaat) is 70 tot 120 graden Celsius.
De matrijstemperatuur van PBT (polybutyleentereftalaat) is 40 tot 60 graden Celsius.
PA6 (polyamide 6 of nylon 6) Voor dunwandige onderdelen of onderdelen met een groot oppervlak ligt de matrijstemperatuur tussen 80 en 90 graden Celsius. Voor glasversterkte materialen moet de matrijstemperatuur hoger zijn dan 80 graden Celsius.
PA12 (polyamide of nylon 12) De vormtemperatuur is 30 tot 40 graden Celsius voor onversterkte materialen, 80 tot 90 graden Celsius voor dunwandige of grote onderdelen en 90 tot 100 graden Celsius voor versterkte materialen.
De matrijstemperatuur van ABS (acrylonitril-butadieen-styreencopolymeer) ligt tussen 25 en 70 graden Celsius.

Ⅶ. Conclusie
Het beheer van de matrijstemperatuur houdt rechtstreeks verband met de betrouwbaarheid van de productkwaliteit. Door het belang van de matrijstemperatuur te begrijpen, de juiste technieken te gebruiken, zorgvuldige controlestrategieën te ontwikkelen en uitdagingen aan te gaan, kunnen fabrikanten het volledige potentieel van hun spuitgietprocessen benutten.
De matrijstemperatuur is een van de basisparameters in het spuitgietproces. Het is ook de belangrijkste overweging bij het matrijsontwerp. De invloed ervan op het spuitgieten, de secundaire verwerking en het uiteindelijke gebruik van het product kan niet worden onderschat. De regeling van de matrijstemperatuur is een continu proces dat de kwaliteit van de spuitgietproducten verbetert, de efficiëntie verhoogt en een concurrentievoordeel oplevert. spuitgietindustrie. Na het begrijpen van de principes van matrijstemperatuurregeling zou het veel eenvoudiger moeten zijn om om te gaan met de invloed van temperatuur op spuitgietmatrijzen.







