 Vai al contenuto
Vai al contenuto 

Quando sono necessarie temperature dello stampo superiori a 95 °C — cosa comune per PEEK, PPS, LCP, PEI e nylon ad alta temperatura — si passa all'olio termico. I sistemi a olio possono raggiungere in sicurezza i 200-250 °C. Il compromesso è un tempo di risposta più lento, un maggiore consumo energetico e una manutenzione più intensa (degradazione dell'olio, perdite dalle guarnizioni). L'olio ha anche una minore capacità termica specifica rispetto all'acqua, quindi richiede più tempo per stabilizzarsi dopo l'avvio o le variazioni di temperatura. temperatura dello stampo1.
Nel stampaggio a iniezione process, mold temperature is one of the most powerful — and most underrated — process variables you can control. It affects everything: surface finish, dimensional accuracy, cycle time, warpage, crystallinity, and even the internal stress locked inside the part. Getting it right is not optional — it is the difference between a stable production run and a scrap rate that eats your margin.
This guide breaks down exactly how mold temperature works, which control method to use for your situation, specific temperature ranges for common materials, and the practical adjustments that separate a good molder from one that constantly fights defects.
- Mold temperature controls cooling rate, crystallinity, and part dimensional stability.
- Water systems work for most materials under 95 C; oil systems are needed above that.
- Each resin has an optimal mold temperature range — deviating by even 5 to 10 C can cause visible defects.
- Uniform cooling channel design prevents warpage and sink marks.
- Higher mold temperature improves surface finish but increases cycle time.
What Is Mold Temperature in Injection Molding?
Mold temperature is the temperature of the cavity surface that contacts the molten plastic. It is not the temperature of the cooling medium entering the mold — it is what the steel surface actually reads when measured with a contact thermometer or pyrometer after a few cycles have stabilized. This distinction matters because the delta between coolant supply and cavity surface can be 10 to 20 C depending on steel thickness, channel placement, and coolant flow rate.
When hot melt (typically 180 to 320 C depending on the material) enters the stampo a iniezione cavity, it starts transferring heat into the steel immediately. The mold’s job is to remove that heat at a controlled rate so the part solidifies with the right structure — amorphous or semi-crystalline2 — and the right dimensions.
If the mold is too cold, the plastic surface freezes on contact. That sounds good for fast cycles, but it traps frozen-in stresses, creates weak weld lines, and produces dull or inconsistent surface finishes. If the mold is too hot, the part takes longer to solidify, shrinks more, and can warp or stick in the mold. Neither extreme serves you well.
In practice, we define mold temperature as a range, not a single number. For example, PP (polypropylene) typically runs at 20 to 60 C mold temperature, while PEEK needs 160 to 200 C. The exact value within that range depends on part geometry, wall thickness, and what surface quality you need.
Why Does Mold Temperature Matter So Much?
La temperatura dello stampo è l'unica variabile che controlla finitura superficiale, precisione, tempo ciclo, deformazione e resistenza meccanica. È la variabile di processo più sottovalutata nella maggior parte dei reparti di produzione.
1. Surface finish and appearance. Uno stampo più caldo consente alla pelle plastica di formarsi uniformemente contro la parete della cavità, producendo una superficie lucida e omogenea.
2. Dimensional accuracy and shrinkage. Le resine semicristalline (PA, POM, PEEK) subiscono una significativa cristallizzazione durante il raffreddamento. Una temperatura dello stampo più alta produce cristalli più grandi e uniformi — maggiore ritiro ma molto più prevedibile.
3. Cycle time. Circa il 60-70% del ciclo di stampaggio a iniezione è tempo di raffreddamento. Aumentare la temperatura dello stampo da 40 °C a 80 °C può aggiungere dal 30% al 50% di tempo ciclo in più.
Aumentare la temperatura dello stampo da 40 °C a 80 °C può aggiungere dal 30% al 50% di tempo ciclo in più.
Precisione dimensionale e ritiro. Le resine semicristalline (PA, POM, PEEK) subiscono una significativa cristallizzazione durante il raffreddamento. Una temperatura dello stampo più alta produce cristalli più grandi e uniformi — il che significa più ritiro ma un ritiro molto più prevedibile. Una temperatura più bassa congela la struttura prima della completa cristallizzazione, e il pezzo continua a ritirarsi nelle successive 24-72 ore in modi che non è possibile compensare con l'acciaio dello stampo. 3. Cycle time. Circa il 60-70% del ciclo di stampaggio a iniezione è tempo di raffreddamento. Aumentare la temperatura dello stampo da 40 °C a 80 °C può aggiungere dal 30% al 50% di tempo ciclo in più. Questo compromesso — qualità migliore contro produzione più lenta — è la decisione ingegneristica fondamentale che si prende ogni volta che si imposta il regolatore di temperatura.
“Oil heating systems can achieve mold temperatures up to 250 C.”Vero
Thermal oil circulation systems are rated for continuous operation at 200 to 250 C, making them the standard choice for high-temperature engineering plastics like PEEK (160 to 200 C mold temp), PPS (130 to 160 C), and PEI. However, oil systems have slower response times and higher maintenance requirements compared to water.
“A colder mold always produces parts faster.”Falso
While a cold mold does reduce cooling time, it also increases the risk of short shots, poor surface finish, and weld-line weakness. The net effect on productivity depends on scrap rate — a faster cycle with 15% scrap is slower overall than a slightly longer cycle with 2% scrap.
4. Warpage and residual stress. Uneven mold temperature creates differential shrinkage. The side of the part against a hotter cavity surface shrinks more than the cooler side, and the part curls. This is the single most common cause of warpage in flat, thin-wall parts and one of the hardest defects to fix after the tool is built.
5. Mechanical properties. For semi-crystalline materials, mold temperature determines the crystal structure. A part molded at the correct temperature will have higher tensile strength, better impact resistance, and improved chemical resistance compared to the same part quenched in a cold mold. This effect is most pronounced in nylon and POM.
Dati dello stabilimento ZetarMold: il nostro impianto di Shanghai opera 47 macchine per lo stampaggio a iniezione da 90T a 1850T, tutte dotate di unità di temperatura indipendenti controllate PID. Per parti mediche e di precisione, manteniamo la temperatura dello stampo entro più o meno 1°C utilizzando controllori a ciclo chiuso con feedback in tempo reale da termocoppie.
How Do You Control Mold Temperature?
There are three main methods: water cooling, oil heating and cooling, and electrical heating. The method you choose depends on the target temperature, the material, and the part requirements. Most production shops use water for 80% or more of their tooling.
Water circulation (standard). A temperature controller circulates water through channels drilled into the mold. For standard applications below 95 C, pressurized water systems are the default. They are fast, efficient, and easy to maintain. Most commodity plastics (PP, PE, PS, ABS) and many engineering plastics (PC, POM) use water systems. The key advantage of water is its high specific heat capacity — it absorbs and transfers heat faster than any other practical coolant.
Oil heating and cooling (high-temperature). When you need mold temperatures above 95 C — which is common for PEEK, PPS, LCP, PEI, and high-temperature nylons — you switch to thermal oil. Oil systems can reach 200 to 250 C safely. The trade-off is slower response time, higher energy consumption, and more maintenance (oil degradation, seal leaks). Oil also has lower specific heat capacity than water, so it takes longer to stabilize after start-up or temperature changes.
oltre 4000 in ogni canale. Ciò significa che la pompa del refrigerante deve avere pressione sufficiente per spingere l'acqua attraverso tutti i canali a velocità adeguata — non solo scaricarla attraverso il canale più grande e lasciare gli altri a secco. For very specific zones that need independent temperature control — like a hot runner manifold or a core insert that tends to run cold — cartridge heaters with thermocouple feedback give you pinpoint accuracy. They are not used for full-mold temperature control but for targeted supplements to the primary cooling system.

What Are the Recommended Mold Temperatures by Material?
Below is a practical reference table based on material supplier data sheets and real production experience. These are starting points — you fine-tune from here based on your specific part geometry and quality requirements.
| Materiale | Abbreviation | Mold Temp Range (C) | Cooling Medium |
|---|---|---|---|
| Polipropilene | PP | 20 to 60 | Water |
| Polyethylene (HDPE/LDPE) | PE | 15 to 60 | Water |
| Polystyrene (General/HIPS) | PS | 20 to 60 | Water |
| ABS | ABS | 40 to 80 | Water |
| Polyamide 6 (Nylon 6) | PA6 | 60 to 90 | Water/Oil |
| Polyamide 66 (Nylon 66) | PA66 | 70 to 100 | Water/Oil |
| Policarbonato | PC | 80 to 120 | Water/Oil |
| Polyoxymethylene (Acetal) | POM | 60 to 100 | Water/Oil |
| Polybutylene Terephthalate | PBT | 40 to 80 | Water |
| Polyethylene Terephthalate | PET | 120 to 150 | Oil |
| Polyetheretherketone | SETTIMANA | 160 to 200 | Oil |
| Polyphenylene Sulfide | PPS | 130 to 160 | Oil |
| Thermoplastic Polyurethane | TPU | 20 to 50 | Water |
| Polymethyl Methacrylate (Acrylic) | PMMA | 60 to 90 | Water |
| Polyphenylene Oxide (Noryl) | PPO/PPE | 70 to 100 | Water/Oil |
How Does Mold Temperature Affect Part Quality?
La temperatura dello stampo causa direttamente o previene i quattro difetti più comuni del pezzo: affossamenti, linee di saldatura deboli, sottoriempimenti e deformazioni. Regolarla è solitamente la soluzione più rapida per ogni problema. Sink marks. Questi compaiono quando la pelle di una sezione spessa si solidifica prima che il nucleo sia stato completamente compattato. Una temperatura dello stampo più alta rallenta la formazione della pelle, consentendo più tempo di compattazione e riducendo significativamente la profondità dell'affossamento. Per un perno ABS spesso 5 mm, aumentare la temperatura dello stampo da 40 °C a 70 °C può ridurre la profondità dell'affossamento da 0,3 mm a meno di 0,05 mm. Weld lines. Dove due fronti di flusso si incontrano, la resistenza della linea di saldatura dipende da quanto bene le due superfici fuse si fondono.
Uno stampo più caldo mantiene la temperatura del fronte di fusione più alta nel punto di incontro. Per il PA66 caricato con vetro, aumentare la temperatura dello stampo da 80 °C a 120 °C può migliorare la resistenza della linea di saldatura del 20-30%. Short shots. Uno stampo troppo freddo fa sì che il fuso si solidifichi prima di riempire completamente la cavità. Aumentare la temperatura migliora la lunghezza di flusso, specialmente per le parti a parete sottile. Warping. Quando un lato dello stampo lavora più caldo dell'altro, il pezzo si ritira in modo non uniforme e si incurva verso il lato più caldo. La soluzione non è solo impostare la stessa temperatura target su entrambe le metà, ma verificare che le temperature superficiali effettive corrispondano entro 2-3 °C.
Weld lines. Dove due fronti di flusso si incontrano, la resistenza della linea di saldatura dipende da quanto bene le due superfici fuse si uniscono. Uno stampo più caldo mantiene la temperatura del fronte di fusione più alta nel punto di incontro. Per il PA66 caricato con vetro, aumentare la temperatura dello stampo da 80 °C a 120 °C può migliorare la resistenza della linea di saldatura del 20-30%. Short shots. Uno stampo troppo freddo fa solidificare il fuso prima che riempia completamente la cavità. Aumentare la temperatura migliora la lunghezza di flusso, specialmente per parti a parete sottile. Questa è spesso la prima cosa da controllare quando si verificano sottoriempimenti intermittenti su uno stampo multi-cavità. Warping. Le parti piane sono le più vulnerabili.
Quando un lato dello stampo lavora più caldo dell'altro, il pezzo si ritira in modo non uniforme e si incurva verso il lato più caldo. La soluzione non è solo impostare la stessa temperatura target su entrambe le metà, ma verificare che le temperature superficiali effettive corrispondano entro 2-3 °C.
How Do You Design Cooling Channels for Uniform Temperature?
Uniform mold temperature is the goal, and it starts with cooling channel design during toolmaking. The principles are straightforward but often compromised for cost or time reasons — which you pay for later in higher scrap rates and endless process tweaking.
Channel placement. Cooling channels should follow the cavity contour as closely as possible. The distance from the channel center to the cavity surface should be 1.5 to 2.5 times the channel diameter. Too close, and you get cold spots; too far, and cooling is too slow. In our shop, the standard is 2x the diameter for most production molds.
Flow velocity. Turbulent flow transfers heat 3 to 5 times more efficiently than laminar flow. You want a Reynolds number3 above 4000 in every channel. That means your coolant pump needs enough pressure to push water through all channels at adequate velocity — not just dump it through the largest channel and starve the rest.
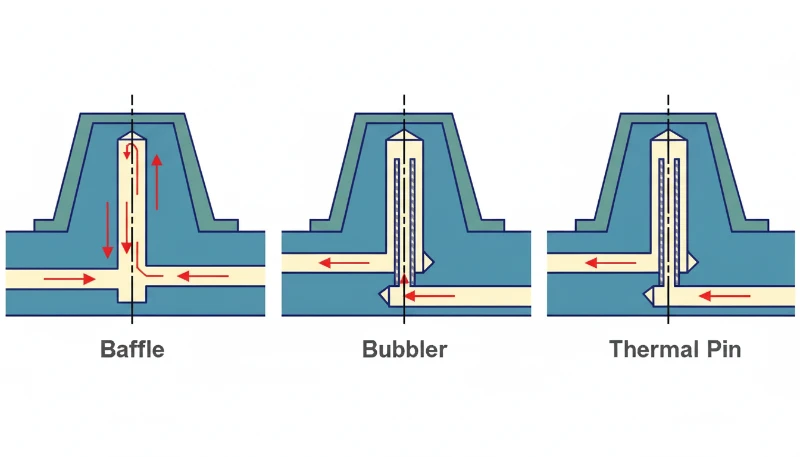
Abbassare la temperatura dello stampo o aumentare il tempo di raffreddamento For deep cores or areas that are difficult to reach with straight channels, baffles (flat plates that split flow into two directions) and bubblers (tubes inside a larger hole) are the practical solution. They work well, but they increase pressure drop and need regular cleaning to prevent scale buildup.
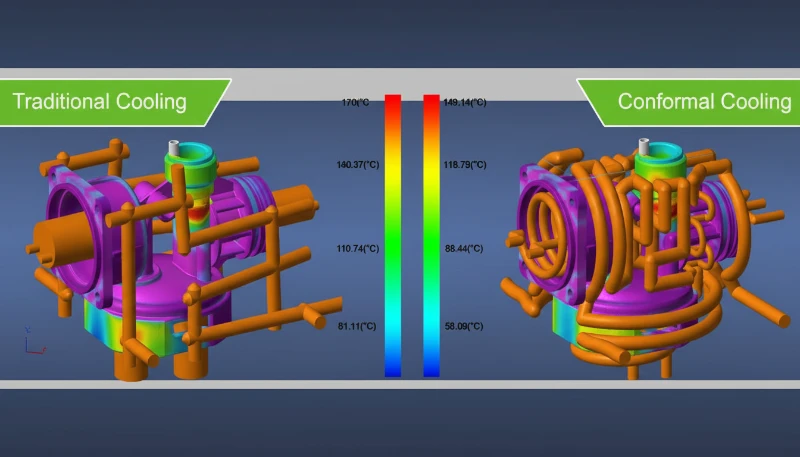
Conformal cooling. La stampa 3D in metallo (DMLS/SLM) crea canali di raffreddamento che seguono precisamente il contorno della cavità. Il raffreddamento conforme riduce il tempo di ciclo del 20-40% ed elimina i punti caldi. L'inserto stampato costa 3-5 volte più di una piastra forata – ne vale la pena per produzioni ad alto volume (100.000+ pezzi), eccessivo per piccole serie.
“A 5 C gradient across the cavity surface can cause measurable dimensional drift in precision parts.”Vero
For parts with tolerances of plus or minus 0.05 mm or tighter, a 5 C temperature difference between the fixed and moving mold halves produces differential shrinkage that pushes dimensions out of spec. This is why precision molders target cavity surface temperature uniformity within plus or minus 2 C.
“Oil heating systems can achieve mold temperatures up to 250 C.”Falso
Thermal oil circulation systems are rated for continuous operation at 200 to 250 C, making them the standard choice for high-temperature engineering plastics like PEEK (160 to 200 C mold temp), PPS (130 to 160 C), and PEI. However, oil systems have slower response times and higher maintenance requirements compared to water.

How Do Different Temperature Control Methods Compare?
Choosing between water, oil, and electric heating is not just about maximum temperature — it is about response speed, maintenance cost, and precision. Here is a direct comparison based on what we see in daily production.
| Method | Temp Range | Response Speed | Precisione | Manutenzione | Il migliore per |
|---|---|---|---|---|---|
| Water (standard) | 10 to 90 C | Veloce | Plus or minus 1 to 2 C | Basso | Most commodity and engineering plastics |
| Pressurized water | 90 to 130 C | Veloce | Plus or minus 1 to 2 C | Da basso a medio | PC, high-temp nylon, POM |
| Thermal oil | 100 to 250 C | Slow | Plus or minus 2 to 5 C | Alto | PEEK, PPS, PEI, LCP |
| Electric cartridge | 200 to 400 C | Medio | Plus or minus 1 C (local) | Medio | Hot runners, targeted zones |
| Conformal cooling and water | 10 to 90 C | Very fast | Plus or minus 1 C | Basso | High-volume precision parts |
What Common Problems Come from Wrong Mold Temperature?
Ecco una tabella di risoluzione dei problemi tratta da ciò che osserviamo ripetutamente nel nostro reparto di produzione quando la temperatura dello stampo non è regolata correttamente. Se state affrontando uno di questi problemi, controllate prima la temperatura dello stampo prima di regolare qualsiasi altra cosa.
| Symptom | Likely Cause | Fix |
|---|---|---|
| Gloss variation on textured surface | Mold too cold — plastic skin freezes before replicating texture | Raise mold temp 10 to 15 C |
| Sink marks at ribs or bosses | Mold too cold — insufficient packing before freeze-off | Raise mold temp and extend packing time |
| Warpage on flat parts | Temperature gradient between mold halves exceeds 5 C | Balance flow rates, add baffles, check for blocked channels |
| Long cycle time | Mold temperature set too high for the material | Lower within recommended range; verify with cavity thermocouple |
| Short shots in thin walls | Mold too cold — premature freeze | Raise mold temp 10 to 20 C |
| Ejector pin marks or sticking | Mold too hot — part not rigid enough at ejection | Lower mold temp or increase cooling time |
| temperatura dello stampo: | Mold too cold — insufficient crystallization | Raise mold temp to upper end of recommended range |
| Dimensional drift between cavities | Uneven coolant flow across multi-cavity mold | Balance flow with restrictors; clean scale from channels |
How Do You Measure and Monitor Mold Temperature?
L'approccio standard prevede pirometri per controlli spot e termocoppie per il monitoraggio continuo, incrociati con le letture della temperatura del refrigerante. In produzione servono almeno due metodi. Affidarsi solo al display del controllore di temperatura non è una misura: quello è il setpoint, non la temperatura effettiva della superficie della cavità. Surface pyrometer. Il metodo più veloce. Dopo aver eseguito 5-10 colpi per stabilizzare, puntare un pirometro a contatto sulla superficie della cavità immediatamente dopo l'espulsione. Misurare almeno tre punti: vicino al punto di iniezione, alla fine del riempimento e in una sezione spessa. Se lo scarto supera i 5 °C, il raffreddamento non è uniforme.
Thermocouple sensors. Per il monitoraggio continuo durante la produzione, le termocoppie incorporate nell'acciaio dello stampo (da 1 a 2 mm sotto la superficie della cavità) forniscono dati in tempo reale. La maggior parte dei moderni regolatori di temperatura può registrare queste letture e attivare allarmi se la temperatura esce da una banda impostata. Coolant flow and temperature differential. Misurare la temperatura del refrigerante in entrata e in uscita da ogni circuito. Una differenza di 2-3 °C è normale; qualsiasi valore superiore a 5 °C significa che il circuito sta assorbendo troppo calore, il che di solito indica una portata insufficiente o un canale troppo lungo.
How Does Mold Temperature Affect Specific Materials?
L'impatto della temperatura dello stampo è fondamentalmente diverso tra resine semicristalline e amorfe. I materiali semicristallini necessitano di 70-200 °C per una corretta formazione cristallina; le resine amorfe necessitano di 20-120 °C principalmente per il rilascio delle tensioni. PA6 and PA66 (Nylon). La temperatura di processo del Nylon 6 per il fuso è tipicamente 230-280 °C, con temperature dello stampo di 70-90 °C per le versioni standard e 80-120 °C per quelle caricate con vetro. Sotto i 40 °C, il PA66 cristallizza in modo non uniforme, producendo parti che si deformano giorni dopo lo stampaggio. PC (Polycarbonate). La temperatura di stampaggio a iniezione del PC per il fuso è di 280-320 °C, con temperature dello stampo di 80-120 °C. Il PC è amorfo: la preoccupazione principale è lo stress interno, non la cristallizzazione.
Uno stampo freddo congela le catene polimeriche in uno stato altamente orientato, creando il rischio di cricche da tensione. TPU (Thermoplastic Polyurethane). I parametri di processo per lo stampaggio del TPU sono ristretti: fuso a 190-230 °C, stampo a 20-50 °C. Troppo freddo = superficie opaca; troppo caldo = il pezzo si attacca allo stampo. I gradi più morbidi sono più sensibili. PEEK (Polyetheretherketone). Il PEEK necessita delle temperature di stampo più elevate: 160-200 °C tramite riscaldamento ad olio. Sotto i 150 °C, la cristallizzazione è scarsa, producendo parti con ridotta resistenza meccanica e chimica.
What Are Advanced Mold Temperature Control Techniques?
Tecniche avanzate come riscaldamento dinamico Varitherm, raffreddamento pulsato e canali conformi possono ridurre il tempo di ciclo del 20-40% migliorando la qualità. Richiedono investimenti ma si ripagano rapidamente nella produzione di grandi serie. Varitherm (dynamic mold temperature control). Lo stampo viene riscaldato ad alta temperatura durante l'iniezione, poi raffreddato rapidamente per l'espulsione. Questo conferisce la qualità superficiale di uno stampo caldo con tempi di ciclo più vicini a quelli di uno stampo freddo. Servono vapore o olio caldo più commutazione con acqua refrigerata, ma per parti ad alta finitura estetica come i rivestimenti interni automobilistici, elimina i passaggi di verniciatura o rifinitura superficiale. Pulse cooling. Il raffreddamento pulsato alterna flusso e pausa nei circuiti di raffreddamento.
Durante la pausa, il calore si conduce più in profondità nell'acciaio dello stampo, creando un gradiente di temperatura più uniforme. Quando il flusso riprende, il calore in eccesso viene rimosso più efficientemente. Studi mostrano riduzioni del tempo ciclo del 10-15% su parti a parete spessa. Insulation layers. Negli stampi a più cavità, inserire isolamento termico (lega di titanio o ceramica) tra le cavità per evitare il trasferimento di calore da una cavità che lavora calda a una che lavora fredda. Ciò consente di utilizzare materiali o spessori di parete diversi nello stesso stampo senza contaminazione incrociata delle zone di temperatura. Se stai valutando fornitori e vuoi capire come le capacità di temperatura dello stampo influenzano il tuo progetto, consulta il nostro injection molding supplier sourcing guide per un quadro di valutazione strutturato.
Quali sono le domande più frequenti sulla temperatura dello stampo?
Domande frequenti
What is the ideal mold temperature for ABS injection molding?
For ABS, the recommended mold temperature is 40 to 80 C. Run at 50 to 60 C for general-purpose parts where surface finish is not critical. If you need a high-gloss surface without paint, go to 70 to 80 C to get full texture replication. Below 40 C, you will see flow marks and dull patches on the part surface. Also note that ABS is amorphous, so mold temperature primarily affects surface quality and residual stress rather than crystallinity. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Can mold temperature be too high?
Yes, absolutely. If the mold is too hot, the part does not solidify enough before ejection. This causes sticking, deformation, elongated cycle times, and increased shrinkage. In extreme cases, the part can deform under its own weight as it leaves the mold. Always stay within the material supplier recommended range and verify the actual cavity surface temperature with a pyrometer rather than relying solely on the temperature controller display. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
How does mold temperature affect cycle time?
Cooling time typically accounts for 60 to 70% of the total injection molding cycle. Higher mold temperature means the part takes longer to reach a temperature where it is rigid enough for ejection. A 20 C increase in mold temperature can add 10 to 30% to the cycle time, depending on wall thickness and material thermal conductivity. This is why you should use the lowest mold temperature that still meets your quality requirements. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
What is the difference between mold temperature and melt temperature?
Melt temperature is the temperature of the plastic as it enters the mold cavity, typically 180 to 320 C depending on the material. Mold temperature is the temperature of the steel cavity surface, typically 15 to 200 C. They are controlled independently — melt temperature by the barrel heaters and screw shear, mold temperature by the cooling or heating system. Both must be set correctly for optimal part quality. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
How do you fix warpage caused by uneven mold temperature?
First, measure the cavity surface temperature at multiple points using a pyrometer after 5 to 10 stabilization shots. Identify the hot and cold zones. Then balance coolant flow by adjusting flow rates with valves, adding flow restrictors to over-cooled channels, or installing baffles in under-cooled areas. The target is less than 3 C difference across the cavity surface. For persistent warpage, you may need to modify the cooling channel layout in the tool. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Does mold temperature affect shrinkage in injection molding?
Yes, significantly. Higher mold temperature allows more crystallization in semi-crystalline materials such as PA, POM, and PEEK, which increases shrinkage. For amorphous materials like PC, ABS, and PS, mold temperature has a smaller effect on shrinkage but still impacts dimensional accuracy through residual stress relaxation. When tight tolerances are required, you must account for the shrinkage difference between the low and high ends of the mold temperature range. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
What happens if you run PA66 with a mold temperature below 50 C?
The nylon surface freezes into a mostly amorphous layer with significantly lower crystallinity. This reduces tensile strength by 10 to 20%, decreases chemical resistance, increases moisture absorption rate, and often produces visible flow marks on the part surface. For structural or load-bearing PA66 parts, always use 70 C or higher mold temperature to achieve proper crystallization and mechanical performance. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
How tight should mold temperature tolerance be for precision parts?
For precision parts with tolerances of plus or minus 0.05 mm or tighter, aim to control mold temperature within plus or minus 2 C across all cavity surfaces. This requires well-designed cooling channels, balanced coolant flow, and PID-controlled temperature units with thermocouple feedback. For ultra-precision molding such as optical lenses or medical components, the target is plus or minus 1 C, which typically requires conformal cooling or multiple independent temperature zones. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Get Mold Temperature Right — From Day One
Presso ZetarMold, le nostre 47 macchine per lo stampaggio a iniezione (da 90T a 1850T) sono ciascuna dotate di unità di temperatura indipendenti controllate PID. Il nostro team di 8 ingegneri senior progetta layout di raffreddamento ottimizzati per la geometria e il materiale del vostro pezzo. Con oltre 400 materiali lavorati e 20+ anni di esperienza del nostro stabilimento di Shanghai, manteniamo la temperatura dello stampo costantemente dal primo al milionesimo pezzo. Richiedete un Preventivo Gratuito.
-
temperatura dello stampoLa temperatura dello stampo si riferisce alla temperatura della superficie della cavità che entra in contatto con il polimero fuso durante lo stampaggio a iniezione, tipicamente controllata facendo circolare acqua o olio termico attraverso canali nello stampo. ↩
-
semi-crystallineSemicristallino si riferisce a un tipo di polimero che forma regioni cristalline ordinate durante il raffreddamento dal fuso. La temperatura dello stampo controlla direttamente la velocità e il grado di cristallizzazione nei polimeri semicristallini come nylon, POM e PEEK. ↩
-
Reynolds numberIl numero di Reynolds si riferisce a un numero adimensionale utilizzato per prevedere i modelli di flusso dei fluidi in tubi e canali; un numero di Reynolds superiore a 4000 indica un flusso turbolento, che fornisce un trasferimento di calore da 3 a 5 volte migliore rispetto al flusso laminare. ↩






