 Saltar para o conteúdo
Saltar para o conteúdo 

You just pulled a batch of parts from the mold and half of them have sink marks. The other half? Warped. Your first instinct is to tweak the holding pressure or slow down the injection speed. But the real culprit is almost always the same thing: temperatura do molde1.
No moldagem por injeção process, mold temperature is one of the most powerful — and most underrated — process variables you can control. It affects everything: surface finish, dimensional accuracy, cycle time, warpage, crystallinity, and even the internal stress locked inside the part. Getting it right is not optional — it is the difference between a stable production run and a scrap rate that eats your margin.
This guide breaks down exactly how mold temperature works, which control method to use for your situation, specific temperature ranges for common materials, and the practical adjustments that separate a good molder from one that constantly fights defects.
- Mold temperature controls cooling rate, crystallinity, and part dimensional stability.
- Water systems work for most materials under 95 C; oil systems are needed above that.
- Each resin has an optimal mold temperature range — deviating by even 5 to 10 C can cause visible defects.
- Uniform cooling channel design prevents warpage and sink marks.
- Higher mold temperature improves surface finish but increases cycle time.
What Is Mold Temperature in Injection Molding?
Mold temperature is the temperature of the cavity surface that contacts the molten plastic. It is not the temperature of the cooling medium entering the mold — it is what the steel surface actually reads when measured with a contact thermometer or pyrometer after a few cycles have stabilized. This distinction matters because the delta between coolant supply and cavity surface can be 10 to 20 C depending on steel thickness, channel placement, and coolant flow rate.
When hot melt (typically 180 to 320 C depending on the material) enters the molde de injeção cavity, it starts transferring heat into the steel immediately. The mold’s job is to remove that heat at a controlled rate so the part solidifies with the right structure — amorphous or semi-crystalline2 — and the right dimensions.
If the mold is too cold, the plastic surface freezes on contact. That sounds good for fast cycles, but it traps frozen-in stresses, creates weak weld lines, and produces dull or inconsistent surface finishes. If the mold is too hot, the part takes longer to solidify, shrinks more, and can warp or stick in the mold. Neither extreme serves you well.
In practice, we define mold temperature as a range, not a single number. For example, PP (polypropylene) typically runs at 20 to 60 C mold temperature, while PEEK needs 160 to 200 C. The exact value within that range depends on part geometry, wall thickness, and what surface quality you need.
Why Does Mold Temperature Matter So Much?
Mold temperature is the single variable that controls surface finish, accuracy, cycle time, warpage, and mechanical strength. It is the most underrated process variable on most shop floors.
1. Surface finish and appearance. A warmer mold allows the plastic skin to form smoothly against the cavity wall, producing a glossy, consistent surface.
2. Dimensional accuracy and shrinkage. Semi-crystalline resins (PA, POM, PEEK) undergo significant crystallization during cooling. Higher mold temperature produces larger, more uniform crystals — more shrinkage but far more predictable.
3. Cycle time. Roughly 60 to 70% of the injection molding cycle is cooling time. Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time.
Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time.
Dimensional accuracy and shrinkage. Semi-crystalline resins (PA, POM, PEEK) undergo significant crystallization during cooling. Higher mold temperature produces larger, more uniform crystals — which means more shrinkage but far more predictable shrinkage. Lower temperature freezes the structure before full crystallization, and the part continues to shrink over the next 24 to 72 hours in ways you cannot compensate for with mold steel. 3. Cycle time. Roughly 60 to 70% of the injection molding cycle is cooling time. Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time. That tradeoff — better quality versus slower output — is the core engineering decision you make every time you set the temperature controller.
“Oil heating systems can achieve mold temperatures up to 250 C.”Verdadeiro
Thermal oil circulation systems are rated for continuous operation at 200 to 250 C, making them the standard choice for high-temperature engineering plastics like PEEK (160 to 200 C mold temp), PPS (130 to 160 C), and PEI. However, oil systems have slower response times and higher maintenance requirements compared to water.
“A colder mold always produces parts faster.”Falso
While a cold mold does reduce cooling time, it also increases the risk of short shots, poor surface finish, and weld-line weakness. The net effect on productivity depends on scrap rate — a faster cycle with 15% scrap is slower overall than a slightly longer cycle with 2% scrap.
4. Warpage and residual stress. Uneven mold temperature creates differential shrinkage. The side of the part against a hotter cavity surface shrinks more than the cooler side, and the part curls. This is the single most common cause of warpage in flat, thin-wall parts and one of the hardest defects to fix after the tool is built.
5. Mechanical properties. For semi-crystalline materials, mold temperature determines the crystal structure. A part molded at the correct temperature will have higher tensile strength, better impact resistance, and improved chemical resistance compared to the same part quenched in a cold mold. This effect is most pronounced in nylon and POM.
ZetarMold Factory Data: Our Shanghai facility operates 47 injection molding machines from 90T to 1850T, all equipped with independent PID-controlled temperature units. For medical and precision parts, we maintain mold temperature within plus or minus 1 C using closed-loop controllers with real-time thermocouple feedback.
How Do You Control Mold Temperature?
There are three main methods: water cooling, oil heating and cooling, and electrical heating. The method you choose depends on the target temperature, the material, and the part requirements. Most production shops use water for 80% or more of their tooling.
Water circulation (standard). A temperature controller circulates water through channels drilled into the mold. For standard applications below 95 C, pressurized water systems are the default. They are fast, efficient, and easy to maintain. Most commodity plastics (PP, PE, PS, ABS) and many engineering plastics (PC, POM) use water systems. The key advantage of water is its high specific heat capacity — it absorbs and transfers heat faster than any other practical coolant.
Oil heating and cooling (high-temperature). When you need mold temperatures above 95 C — which is common for PEEK, PPS, LCP, PEI, and high-temperature nylons — you switch to thermal oil. Oil systems can reach 200 to 250 C safely. The trade-off is slower response time, higher energy consumption, and more maintenance (oil degradation, seal leaks). Oil also has lower specific heat capacity than water, so it takes longer to stabilize after start-up or temperature changes.
Electrical cartridge heaters. For very specific zones that need independent temperature control — like a hot runner manifold or a core insert that tends to run cold — cartridge heaters with thermocouple feedback give you pinpoint accuracy. They are not used for full-mold temperature control but for targeted supplements to the primary cooling system.

What Are the Recommended Mold Temperatures by Material?
Below is a practical reference table based on material supplier data sheets and real production experience. These are starting points — you fine-tune from here based on your specific part geometry and quality requirements.
| Material | Abbreviation | Mold Temp Range (C) | Cooling Medium |
|---|---|---|---|
| Polipropileno | PP | 20 to 60 | Water |
| Polietileno (HDPE/LDPE) | PE | 15 a 60 | Water |
| Poliestireno (Geral/HIPS) | PS | 20 to 60 | Water |
| ABS | ABS | 40 a 80 | Water |
| Poliamida 6 (Nylon 6) | PA6 | 60 a 90 | Água/Óleo |
| Poliamida 66 (Nylon 66) | PA66 | 70 a 100 | Água/Óleo |
| Policarbonato | PC | 80 a 120 | Água/Óleo |
| Polioximetileno (Acetal) | POM | 60 a 100 | Água/Óleo |
| Politereftalato de Butileno | PBT | 40 a 80 | Water |
| Politereftalato de Etileno | PET | 120 a 150 | Oil |
| Poliéterétercetona | PEEK | 160 a 200 | Oil |
| Sulfeto de Polifenileno | PPS | 130 a 160 | Oil |
| Poliuretano Termoplástico | TPU | 20 a 50 | Water |
| Polimetilmetacrilato (Acrílico) | PMMA | 60 a 90 | Water |
| Óxido de Polifenileno (Noryl) | PPO/PPE | 70 a 100 | Água/Óleo |
Como É Que a Temperatura do Molde Afeta a Qualidade da Peça?
Mold temperature directly causes or prevents the four most common part defects: sink marks, weak weld lines, short shots, and warping. Adjusting it is usually the fastest fix for each problem. Marcas de encolhimento. These appear when the skin of a thick section solidifies before the core has fully packed out. A higher mold temperature slows skin formation, allowing more packing time and significantly reducing sink depth. For a 5 mm thick ABS boss, raising the mold from 40 °C to 70 °C can cut sink mark depth from 0.3 mm to under 0.05 mm. Linhas de soldadura. Where two flow fronts meet, the strength of the weld depends on how well the two molten surfaces fuse.
A warmer mold keeps the melt front temperature higher at the meeting point. For glass-filled PA66, raising mold temperature from 80 °C to 120 °C can improve weld line strength by 20 to 30%. Injeções curtas. A mold that is too cold causes the melt to freeze before it fills the cavity completely. Raising the temperature improves flow length, especially for thin-wall parts. Warping. When one side of the mold runs hotter than the other, the part shrinks unevenly and bows toward the hotter side. The fix is not just setting the same target temperature on both halves — it is verifying that the actual surface temperatures match within 2 to 3 °C.
Linhas de soldadura. Where two flow fronts meet, the strength of the weld depends on how well the two molten surfaces fuse. A warmer mold keeps the melt front temperature higher at the meeting point. For glass-filled PA66, raising mold temperature from 80 °C to 120 °C can improve weld line strength by 20 to 30%. Injeções curtas. A mold that is too cold causes the melt to freeze before it fills the cavity completely. Raising the temperature improves flow length, especially for thin-wall parts. This is often the first thing to check when you get intermittent non-fill on a multi-cavity tool. Warping. Flat parts are the most vulnerable.
When one side of the mold runs hotter than the other, the part shrinks unevenly and bows toward the hotter side. The fix is not just setting the same target temperature on both halves — it is verifying that the actual surface temperatures match within 2 to 3 °C.
Como Projetar Canais de Arrefecimento para uma Temperatura Uniforme?
A temperatura uniforme do molde é o objetivo, e começa com o projeto dos canais de arrefecimento durante a construção do molde. Os princípios são simples, mas muitas vezes comprometidos por razões de custo ou tempo — o que se paga mais tarde em maiores taxas de refugo e ajustes intermináveis do processo.
Colocação dos canais. Os canais de arrefecimento devem seguir o contorno da cavidade o mais próximo possível. A distância do centro do canal à superfície da cavidade deve ser 1,5 a 2,5 vezes o diâmetro do canal. Se estiver demasiado perto, surgem pontos frios; se estiver demasiado longe, o arrefecimento é muito lento. Na nossa oficina, o padrão é 2x o diâmetro para a maioria dos moldes de produção.
Velocidade do fluxo. O fluxo turbulento transfere calor 3 a 5 vezes mais eficientemente do que o fluxo laminar. É necessário um Número de Reynolds3 acima de 4000 em cada canal. Isso significa que a sua bomba de refrigerante precisa de pressão suficiente para empurrar a água por todos os canais a uma velocidade adequada — não apenas despejá-la pelo canal maior e deixar os outros sem caudal.
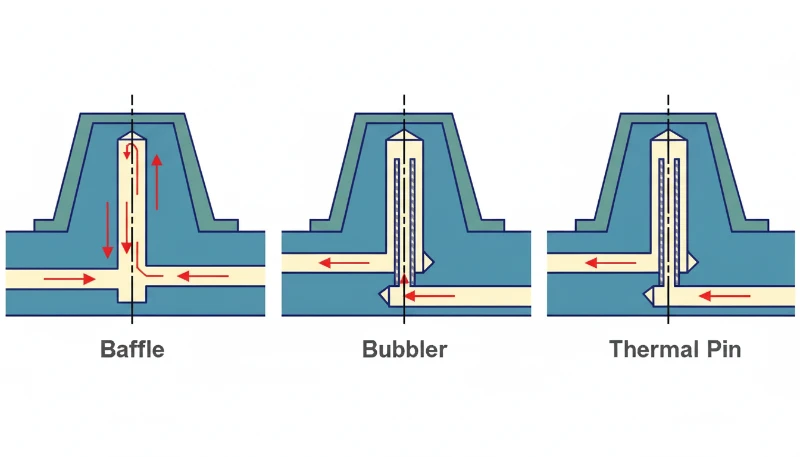
Defletores e borbulhadores. Para núcleos profundos ou áreas difíceis de alcançar com canais retos, defletores (placas planas que dividem o fluxo em duas direções) e borbulhadores (tubos dentro de um furo maior) são a solução prática. Funcionam bem, mas aumentam a queda de pressão e necessitam de limpeza regular para evitar acumulação de incrustações.
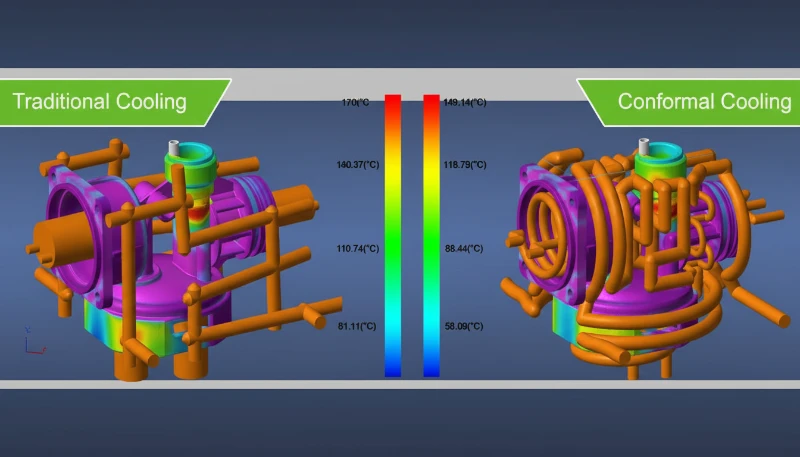
Arrefecimento conformado. A impressão 3D de metal (DMLS/SLM) cria canais de arrefecimento que seguem o contorno da cavidade com precisão. O arrefecimento conforme reduz o tempo de ciclo em 20 a 40% e elimina pontos quentes. O inserto impresso custa 3 a 5 vezes mais do que uma placa perfurada — compensa para produção de alto volume (100.000+ peças), exagerado para séries curtas.
“Um gradiente de 5 ºC na superfície da cavidade pode causar desvio dimensional mensurável em peças de precisão.”Verdadeiro
Para peças com tolerâncias de mais ou menos 0,05 mm ou mais apertadas, uma diferença de temperatura de 5 °C entre as metades fixa e móvel do molde produz retração diferencial que empurra as dimensões fora das especificações. É por isso que os moldadores de precisão visam uma uniformidade da temperatura da superfície da cavidade dentro de mais ou menos 2 °C.
“Oil heating systems can achieve mold temperatures up to 250 C.”Falso
Thermal oil circulation systems are rated for continuous operation at 200 to 250 C, making them the standard choice for high-temperature engineering plastics like PEEK (160 to 200 C mold temp), PPS (130 to 160 C), and PEI. However, oil systems have slower response times and higher maintenance requirements compared to water.

Como Se Comparam Diferentes Métodos de Controlo de Temperatura?
Escolher entre água, óleo e aquecimento elétrico não é apenas sobre temperatura máxima — é sobre velocidade de resposta, custo de manutenção e precisão. Aqui está uma comparação direta baseada no que vemos na produção diária.
| Method | Temp Range | Velocidade de Resposta | Precisão | Manutenção | Melhor para |
|---|---|---|---|---|---|
| Água (padrão) | 10 a 90 ºC | Rápido | Mais ou menos 1 a 2 °C | Baixa | A maioria dos plásticos comuns e de engenharia |
| Água pressurizada | 90 a 130 °C | Rápido | Mais ou menos 1 a 2 °C | Baixo a médio | PC, nylon de alta temperatura, POM |
| Óleo térmico | 100 a 250 ºC | Slow | Mais ou menos 2 a 5 °C | Elevado | PEEK, PPS, PEI, LCP |
| Cartucho elétrico | 200 a 400 °C | Médio | Mais ou menos 1 °C (local) | Médio | Canais quentes, zonas específicas |
| Arrefecimento conforme e água | 10 a 90 ºC | Muito rápido | Mais ou menos 1 ºC | Baixa | Peças de precisão de alto volume |
Que Problemas Comuns Surgem de uma Temperatura de Molde Incorreta?
Aqui está uma tabela de resolução de problemas extraída do que vemos repetidamente na nossa linha de produção quando a temperatura do molde não está ajustada corretamente. Se estiver a enfrentar algum destes problemas, verifique primeiro a temperatura do molde antes de ajustar qualquer outro parâmetro.
| Symptom | Causa Provável | Fix |
|---|---|---|
| Variação de brilho na superfície texturizada | Molde demasiado frio — a pele do plástico congela antes de replicar a textura | Aumentar a temperatura do molde 10 a 15 ºC |
| Marcas de afundamento em nervuras ou bossagens | Molde demasiado frio — embalagem insuficiente antes do congelamento | Aumentar a temperatura do molde e prolongar o tempo de embalagem |
| Empenamento em peças planas | Gradiente de temperatura entre as metades do molde excede 5 °C | Equilibrar vazões, adicionar defletores, verificar canais bloqueados |
| Tempo de ciclo longo | Temperatura do molde definida demasiado alta para o material | Reduzir dentro da gama recomendada; verificar com termopar da cavidade |
| Injeções curtas em paredes finas | Molde demasiado frio — congelação prematura | Aumentar a temperatura do molde 10 a 20 °C |
| Marcas ou aderência dos pinos ejetores | Molde demasiado quente — peça não suficientemente rígida na ejeção | Baixar a temperatura do molde ou aumentar o tempo de arrefecimento |
| Peças frágeis (PA/POM) | Molde demasiado frio — cristalização insuficiente | Aumentar a temperatura do molde para o limite superior da faixa recomendada |
| Deriva dimensional entre cavidades | Fluxo de refrigerante desigual através do molde multi-cavidade | Equilibrar o fluxo com restritores; limpar incrustações dos canais |
How Do You Measure and Monitor Mold Temperature?
The standard approach is pyrometers for spot checks and thermocouples for continuous monitoring, cross-checked with coolant temperature readings. You need at least two methods in production. Relying on the temperature controller display alone is not measurement — that is the setpoint, not actual cavity surface temperature. Surface pyrometer. The fastest method. After running 5 to 10 shots to stabilize, point a contact pyrometer at the cavity surface immediately after ejection. Measure at least three points — near the gate, at the end of fill, and at a thick section. If the spread exceeds 5 °C, your cooling is not uniform.
Thermocouple sensors. For continuous monitoring during production, thermocouples embedded in the mold steel (1 to 2 mm below the cavity surface) give real-time data. Most modern temperature controllers can log these readings and trigger alarms if the temperature drifts outside a set band. Coolant flow and temperature differential. Measure the temperature of the coolant entering and leaving each circuit. A difference of 2 to 3 °C is normal; anything above 5 °C means the circuit is absorbing too much heat, which usually indicates insufficient flow rate or a channel that is too long.
How Does Mold Temperature Affect Specific Materials?
Mold temperature impact is fundamentally different between semi-crystalline and amorphous resins. Semi-crystalline materials need 70 to 200 °C for proper crystal formation; amorphous resins need 20 to 120 °C mainly for stress relief. PA6 and PA66 (Nylon). Nylon 6 processing temperature for the melt is typically 230 to 280 °C, with mold temperatures of 70 to 90 °C for standard grades and 80 to 120 °C for glass-filled versions. Below 40 °C, PA66 crystallizes unevenly, producing parts that warp days after molding. PC (Polycarbonate). PC injection molding temperature for the melt runs 280 to 320 °C, with mold temperatures of 80 to 120 °C. PC is amorphous — internal stress is the concern, not crystallization.
A cold mold freezes polymer chains in a highly oriented state, creating stress cracking risk. TPU (Thermoplastic Polyurethane). TPU molding process parameters are narrow: melt at 190 to 230 °C, mold at 20 to 50 °C. Too cold = dull surface; too warm = part sticks to mold. Softer grades are more sensitive. PEEK (Polyetheretherketone). PEEK needs the highest mold temperatures: 160 to 200 °C via oil heating. Below 150 °C, crystallization is poor, producing parts with reduced strength and chemical resistance.
What Are Advanced Mold Temperature Control Techniques?
Advanced techniques like Varitherm dynamic heating, pulse cooling, and conformal channels can cut cycle time 20 to 40% while improving quality. They require investment but pay off fast in high-volume production. Varitherm (dynamic mold temperature control). The mold is heated to a high temperature during injection, then rapidly cooled for ejection. This gives surface quality of a hot mold with cycle times closer to a cold mold. You need steam or hot oil plus chilled water switching — but for high-cosmetic parts like automotive interior trim, it eliminates painting or surface refinishing steps. Pulse cooling. Pulse cooling alternates between flow and pause in the cooling circuits.
During the pause, heat conducts deeper into the mold steel, creating a more uniform temperature gradient. When flow resumes, bulk heat is removed more efficiently. Studies show 10 to 15% cycle time reductions on thick-wall parts. Insulation layers. In multi-cavity molds, insert thermal insulation (titanium alloy or ceramic) between cavities to prevent heat transfer from a hot-running cavity to a cold-running one. This lets you run different materials or wall thicknesses in the same mold without cross-contamination of temperature zones. If you are evaluating suppliers and want to understand how mold temperature capabilities affect your project, see our injection molding supplier sourcing guide for a structured evaluation framework.
What Are the Most Frequently Asked Questions About Mold Temperature?
Perguntas mais frequentes
What is the ideal mold temperature for ABS injection molding?
For ABS, the recommended mold temperature is 40 to 80 C. Run at 50 to 60 C for general-purpose parts where surface finish is not critical. If you need a high-gloss surface without paint, go to 70 to 80 C to get full texture replication. Below 40 C, you will see flow marks and dull patches on the part surface. Also note that ABS is amorphous, so mold temperature primarily affects surface quality and residual stress rather than crystallinity. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Can mold temperature be too high?
Yes, absolutely. If the mold is too hot, the part does not solidify enough before ejection. This causes sticking, deformation, elongated cycle times, and increased shrinkage. In extreme cases, the part can deform under its own weight as it leaves the mold. Always stay within the material supplier recommended range and verify the actual cavity surface temperature with a pyrometer rather than relying solely on the temperature controller display. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
How does mold temperature affect cycle time?
Cooling time typically accounts for 60 to 70% of the total injection molding cycle. Higher mold temperature means the part takes longer to reach a temperature where it is rigid enough for ejection. A 20 C increase in mold temperature can add 10 to 30% to the cycle time, depending on wall thickness and material thermal conductivity. This is why you should use the lowest mold temperature that still meets your quality requirements. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
What is the difference between mold temperature and melt temperature?
A temperatura de fusão é a temperatura do plástico quando entra na cavidade do molde, tipicamente entre 180 e 320 °C, dependendo do material. A temperatura do molde é a temperatura da superfície de aço da cavidade, tipicamente entre 15 e 200 °C. São controladas independentemente — a temperatura de fusão pelos aquecedores do cilindro e pelo cisalhamento da rosca, a temperatura do molde pelo sistema de arrefecimento ou aquecimento. Ambas devem ser definidas corretamente para uma qualidade ótima da peça. É por isso que os moldadores experientes começam sempre com as recomendações da ficha técnica do fornecedor do material e depois ajustam com base em medições reais da temperatura da cavidade e nos resultados da inspeção das peças durante o primeiro ensaio de produção.
Como corrige a deformação causada pela temperatura desigual do molde?
Primeiro, meça a temperatura da superfície da cavidade em vários pontos usando um pirómetro após 5 a 10 injeções de estabilização. Identifique as zonas quentes e frias. Depois, equilibre o fluxo do refrigerante ajustando as vazões com válvulas, adicionando restritores de fluxo aos canais superarrefecidos ou instalando defletores nas áreas subarrefecidas. O objetivo é uma diferença inferior a 3 °C na superfície da cavidade. Para deformações persistentes, poderá ser necessário modificar o layout dos canais de arrefecimento no molde. É por isso que os moldadores experientes começam sempre com as recomendações da ficha técnica do fornecedor do material e depois ajustam com base em medições reais da temperatura da cavidade e nos resultados da inspeção das peças durante o primeiro ensaio de produção.
A temperatura do molde afeta a contração na moldagem por injeção?
Sim, significativamente. Uma temperatura do molde mais elevada permite maior cristalização em materiais semicristalinos, como PA, POM e PEEK, o que aumenta a contração. Para materiais amorfos como PC, ABS e PS, a temperatura do molde tem um efeito menor na contração, mas ainda assim afeta a precisão dimensional através do alívio de tensões residuais. Quando são necessárias tolerâncias apertadas, deve-se considerar a diferença de contração entre os limites inferior e superior da faixa de temperatura do molde. É por isso que os moldadores experientes começam sempre com as recomendações da ficha técnica do fornecedor do material e depois ajustam com base em medições reais da temperatura da cavidade e nos resultados da inspeção das peças durante o primeiro ensaio de produção.
O que acontece se moldar PA66 com uma temperatura do molde abaixo de 50 °C?
A superfície do nylon congela numa camada maioritariamente amorfa com cristalinidade significativamente menor. Isto reduz a resistência à tração em 10 a 20%, diminui a resistência química, aumenta a taxa de absorção de humidade e frequentemente produz marcas de fluxo visíveis na superfície da peça. Para peças estruturais ou de carga em PA66, utilize sempre uma temperatura do molde de 70 °C ou superior para obter a cristalização adequada e o desempenho mecânico correto. É por isso que os moldadores experientes começam sempre com as recomendações da ficha técnica do fornecedor do material e depois ajustam com base em medições reais da temperatura da cavidade e nos resultados da inspeção das peças durante o primeiro ensaio de produção.
Quão apertada deve ser a tolerância da temperatura do molde para peças de precisão?
Para peças de precisão com tolerâncias de mais ou menos 0,05 mm ou mais apertadas, procure controlar a temperatura do molde dentro de mais ou menos 2 °C em todas as superfícies da cavidade. Isto requer canais de arrefecimento bem projetados, fluxo de refrigerante equilibrado e unidades de temperatura controladas por PID com feedback de termopares. Para moldagem de ultra precisão, como lentes óticas ou componentes médicos, o objetivo é mais ou menos 1 °C, o que tipicamente requer arrefecimento conformal ou múltiplas zonas de temperatura independentes. É por isso que os moldadores experientes começam sempre com as recomendações da ficha técnica do fornecedor do material e depois ajustam com base em medições reais da temperatura da cavidade e nos resultados da inspeção das peças durante o primeiro ensaio de produção.
Acertar na Temperatura do Molde — Desde o Primeiro Dia
Na ZetarMold, as nossas 47 máquinas de moldagem por injeção (90T a 1850T) estão equipadas com unidades de temperatura independentes controladas por PID. A nossa equipa de 8 engenheiros seniores projeta layouts de arrefecimento otimizados para a geometria e material da sua peça. Com mais de 400 materiais processados e mais de 20 anos de experiência na nossa instalação de Xangai, mantemos a temperatura do molde consistentemente desde a primeira peça até à milionésima. Obtenha um Orçamento Gratuito.
-
temperatura do molde: temperatura do molde refere-se à temperatura da superfície da cavidade que contacta com o polímero fundido durante a moldagem por injeção, tipicamente controlada pela circulação de água ou óleo térmico através de canais no molde. ↩
-
semi-crystalline: semicristalino refere-se a um tipo de polímero que forma regiões cristalinas ordenadas ao arrefecer a partir do estado fundido. A temperatura do molde controla diretamente a taxa e o grau de cristalização em polímeros semicristalinos, como nylon, POM e PEEK. ↩
-
Número de Reynolds: Número de Reynolds refere-se a um número adimensional usado para prever padrões de fluxo de fluidos em tubos e canais; um número de Reynolds acima de 4000 indica fluxo turbulento, que proporciona uma transferência de calor 3 a 5 vezes melhor do que o fluxo laminar. ↩






