 İçeriğe geç
İçeriğe geç 

Kalıp sıcaklıklarının 95°C'nin üzerinde olması gerektiğinde — ki bu PEEK, PPS, LCP, PEI ve yüksek sıcaklık naylonları için yaygındır — termal yağa geçersiniz. Yağ sistemleri güvenle 200 ila 250°C'ye ulaşabilir. Karşılığında daha yavaş tepki süresi, daha yüksek enerji tüketimi ve daha fazla bakım (yağ bozulması, conta sızıntıları) vardır. Yağ ayrıca sudan daha düşük özgül ısı kapasitesine sahiptir, bu nedenle başlangıçta veya sıcaklık değişikliklerinden sonra stabilize olması daha uzun sürer. kalıp sıcaklığı1.
İçinde enjeksiyon kalıplama process, mold temperature is one of the most powerful — and most underrated — process variables you can control. It affects everything: surface finish, dimensional accuracy, cycle time, warpage, crystallinity, and even the internal stress locked inside the part. Getting it right is not optional — it is the difference between a stable production run and a scrap rate that eats your margin.
This guide breaks down exactly how mold temperature works, which control method to use for your situation, specific temperature ranges for common materials, and the practical adjustments that separate a good molder from one that constantly fights defects.
- Mold temperature controls cooling rate, crystallinity, and part dimensional stability.
- Water systems work for most materials under 95 C; oil systems are needed above that.
- Each resin has an optimal mold temperature range — deviating by even 5 to 10 C can cause visible defects.
- Uniform cooling channel design prevents warpage and sink marks.
- Higher mold temperature improves surface finish but increases cycle time.
What Is Mold Temperature in Injection Molding?
Mold temperature is the temperature of the cavity surface that contacts the molten plastic. It is not the temperature of the cooling medium entering the mold — it is what the steel surface actually reads when measured with a contact thermometer or pyrometer after a few cycles have stabilized. This distinction matters because the delta between coolant supply and cavity surface can be 10 to 20 C depending on steel thickness, channel placement, and coolant flow rate.
When hot melt (typically 180 to 320 C depending on the material) enters the enjeksiyon kalıbı cavity, it starts transferring heat into the steel immediately. The mold’s job is to remove that heat at a controlled rate so the part solidifies with the right structure — amorphous or semi-crystalline2 — and the right dimensions.
If the mold is too cold, the plastic surface freezes on contact. That sounds good for fast cycles, but it traps frozen-in stresses, creates weak weld lines, and produces dull or inconsistent surface finishes. If the mold is too hot, the part takes longer to solidify, shrinks more, and can warp or stick in the mold. Neither extreme serves you well.
In practice, we define mold temperature as a range, not a single number. For example, PP (polypropylene) typically runs at 20 to 60 C mold temperature, while PEEK needs 160 to 200 C. The exact value within that range depends on part geometry, wall thickness, and what surface quality you need.
Why Does Mold Temperature Matter So Much?
Mold temperature is the single variable that controls surface finish, accuracy, cycle time, warpage, and mechanical strength. It is the most underrated process variable on most shop floors.
1. Surface finish and appearance. A warmer mold allows the plastic skin to form smoothly against the cavity wall, producing a glossy, consistent surface.
2. Dimensional accuracy and shrinkage. Semi-crystalline resins (PA, POM, PEEK) undergo significant crystallization during cooling. Higher mold temperature produces larger, more uniform crystals — more shrinkage but far more predictable.
3. Cycle time. Roughly 60 to 70% of the injection molding cycle is cooling time. Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time.
Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time.
Dimensional accuracy and shrinkage. Semi-crystalline resins (PA, POM, PEEK) undergo significant crystallization during cooling. Higher mold temperature produces larger, more uniform crystals — which means more shrinkage but far more predictable shrinkage. Lower temperature freezes the structure before full crystallization, and the part continues to shrink over the next 24 to 72 hours in ways you cannot compensate for with mold steel. 3. Cycle time. Roughly 60 to 70% of the injection molding cycle is cooling time. Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time. That tradeoff — better quality versus slower output — is the core engineering decision you make every time you set the temperature controller.
“Oil heating systems can achieve mold temperatures up to 250 C.”Doğru
Thermal oil circulation systems are rated for continuous operation at 200 to 250 C, making them the standard choice for high-temperature engineering plastics like PEEK (160 to 200 C mold temp), PPS (130 to 160 C), and PEI. However, oil systems have slower response times and higher maintenance requirements compared to water.
“A colder mold always produces parts faster.”Yanlış
While a cold mold does reduce cooling time, it also increases the risk of short shots, poor surface finish, and weld-line weakness. The net effect on productivity depends on scrap rate — a faster cycle with 15% scrap is slower overall than a slightly longer cycle with 2% scrap.
4. Warpage and residual stress. Uneven mold temperature creates differential shrinkage. The side of the part against a hotter cavity surface shrinks more than the cooler side, and the part curls. This is the single most common cause of warpage in flat, thin-wall parts and one of the hardest defects to fix after the tool is built.
5. Mechanical properties. For semi-crystalline materials, mold temperature determines the crystal structure. A part molded at the correct temperature will have higher tensile strength, better impact resistance, and improved chemical resistance compared to the same part quenched in a cold mold. This effect is most pronounced in nylon and POM.
ZetarMold Fabrika Verileri: Şanghay tesisimiz, 90T ila 1850T kapasiteli 47 enjeksiyon kalıplama makinesi işletmekte olup, hepsi bağımsız PID kontrollü sıcaklık üniteleriyle donatılmıştır. Tıbbi ve hassas parçalar için, gerçek zamanlı termokupl geri bildirimi olan kapalı döngü kontrolörleri kullanarak kalıp sıcaklığını artı veya eksi 1 C içinde tutuyoruz.
How Do You Control Mold Temperature?
There are three main methods: water cooling, oil heating and cooling, and electrical heating. The method you choose depends on the target temperature, the material, and the part requirements. Most production shops use water for 80% or more of their tooling.
Water circulation (standard). A temperature controller circulates water through channels drilled into the mold. For standard applications below 95 C, pressurized water systems are the default. They are fast, efficient, and easy to maintain. Most commodity plastics (PP, PE, PS, ABS) and many engineering plastics (PC, POM) use water systems. The key advantage of water is its high specific heat capacity — it absorbs and transfers heat faster than any other practical coolant.
Oil heating and cooling (high-temperature). When you need mold temperatures above 95 C — which is common for PEEK, PPS, LCP, PEI, and high-temperature nylons — you switch to thermal oil. Oil systems can reach 200 to 250 C safely. The trade-off is slower response time, higher energy consumption, and more maintenance (oil degradation, seal leaks). Oil also has lower specific heat capacity than water, so it takes longer to stabilize after start-up or temperature changes.
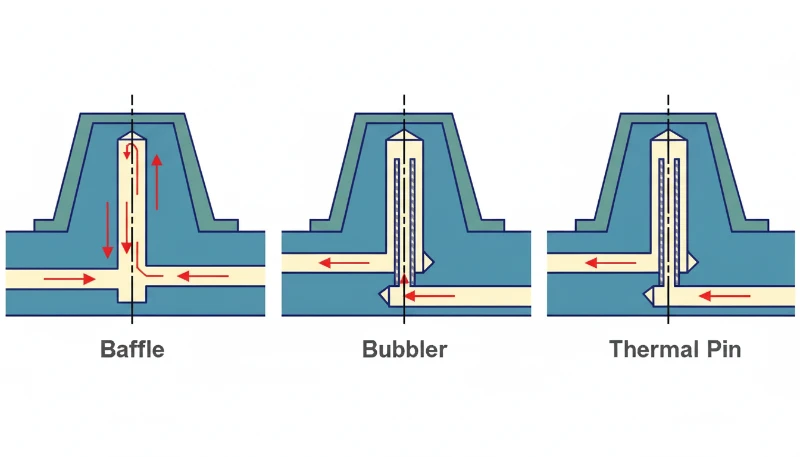
Derin çekirdekler veya düz kanallarla ulaşılması zor alanlar için, bölücüler (akışı iki yöne ayıran düz plakalar) ve hava taşıyıcılar (daha büyük bir delik içindeki tüpler) pratik çözümdür. İyi çalışırlar, ancak basınç düşüşünü artırırlar ve kireç birikimini önlemek için düzenli temizlik gerektirirler. For very specific zones that need independent temperature control — like a hot runner manifold or a core insert that tends to run cold — cartridge heaters with thermocouple feedback give you pinpoint accuracy. They are not used for full-mold temperature control but for targeted supplements to the primary cooling system.

What Are the Recommended Mold Temperatures by Material?
Below is a practical reference table based on material supplier data sheets and real production experience. These are starting points — you fine-tune from here based on your specific part geometry and quality requirements.
| Malzeme | Abbreviation | Mold Temp Range (C) | Cooling Medium |
|---|---|---|---|
| Polipropilen | PP | 20 to 60 | Water |
| Polyethylene (HDPE/LDPE) | PE | 15 to 60 | Water |
| Polystyrene (General/HIPS) | PS | 20 to 60 | Water |
| ABS | ABS | 40 to 80 | Water |
| Polyamide 6 (Nylon 6) | PA6 | 60 to 90 | Water/Oil |
| Polyamide 66 (Nylon 66) | PA66 | 70 to 100 | Water/Oil |
| Polikarbonat | PC | 80 to 120 | Water/Oil |
| Polyoxymethylene (Acetal) | POM | 60 to 100 | Water/Oil |
| Polybutylene Terephthalate | PBT | 40 to 80 | Water |
| Polyethylene Terephthalate | PET | 120 to 150 | Oil |
| Polyetheretherketone | PEEK | 160 to 200 | Oil |
| Polyphenylene Sulfide | PPS | 130 to 160 | Oil |
| Thermoplastic Polyurethane | TPU | 20 to 50 | Water |
| Polymethyl Methacrylate (Acrylic) | PMMA | 60 to 90 | Water |
| Polyphenylene Oxide (Noryl) | PPO/PPE | 70 to 100 | Water/Oil |
How Does Mold Temperature Affect Part Quality?
Mold temperature directly causes or prevents the four most common part defects: sink marks, weak weld lines, short shots, and warping. Adjusting it is usually the fastest fix for each problem. Sink marks. These appear when the skin of a thick section solidifies before the core has fully packed out. A higher mold temperature slows skin formation, allowing more packing time and significantly reducing sink depth. For a 5 mm thick ABS boss, raising the mold from 40 °C to 70 °C can cut sink mark depth from 0.3 mm to under 0.05 mm. Weld lines. Where two flow fronts meet, the strength of the weld depends on how well the two molten surfaces fuse.
A warmer mold keeps the melt front temperature higher at the meeting point. For glass-filled PA66, raising mold temperature from 80 °C to 120 °C can improve weld line strength by 20 to 30%. Short shots. A mold that is too cold causes the melt to freeze before it fills the cavity completely. Raising the temperature improves flow length, especially for thin-wall parts. Warping. When one side of the mold runs hotter than the other, the part shrinks unevenly and bows toward the hotter side. The fix is not just setting the same target temperature on both halves — it is verifying that the actual surface temperatures match within 2 to 3 °C.
Weld lines. Where two flow fronts meet, the strength of the weld depends on how well the two molten surfaces fuse. A warmer mold keeps the melt front temperature higher at the meeting point. For glass-filled PA66, raising mold temperature from 80 °C to 120 °C can improve weld line strength by 20 to 30%. Short shots. A mold that is too cold causes the melt to freeze before it fills the cavity completely. Raising the temperature improves flow length, especially for thin-wall parts. This is often the first thing to check when you get intermittent non-fill on a multi-cavity tool. Warping. Flat parts are the most vulnerable.
When one side of the mold runs hotter than the other, the part shrinks unevenly and bows toward the hotter side. The fix is not just setting the same target temperature on both halves — it is verifying that the actual surface temperatures match within 2 to 3 °C.
How Do You Design Cooling Channels for Uniform Temperature?
Uniform mold temperature is the goal, and it starts with cooling channel design during toolmaking. The principles are straightforward but often compromised for cost or time reasons — which you pay for later in higher scrap rates and endless process tweaking.
Channel placement. Cooling channels should follow the cavity contour as closely as possible. The distance from the channel center to the cavity surface should be 1.5 to 2.5 times the channel diameter. Too close, and you get cold spots; too far, and cooling is too slow. In our shop, the standard is 2x the diameter for most production molds.
Flow velocity. Turbulent flow transfers heat 3 to 5 times more efficiently than laminar flow. You want a Reynolds number3 above 4000 in every channel. That means your coolant pump needs enough pressure to push water through all channels at adequate velocity — not just dump it through the largest channel and starve the rest.
Baffles and bubblers. For deep cores or areas that are difficult to reach with straight channels, baffles (flat plates that split flow into two directions) and bubblers (tubes inside a larger hole) are the practical solution. They work well, but they increase pressure drop and need regular cleaning to prevent scale buildup.
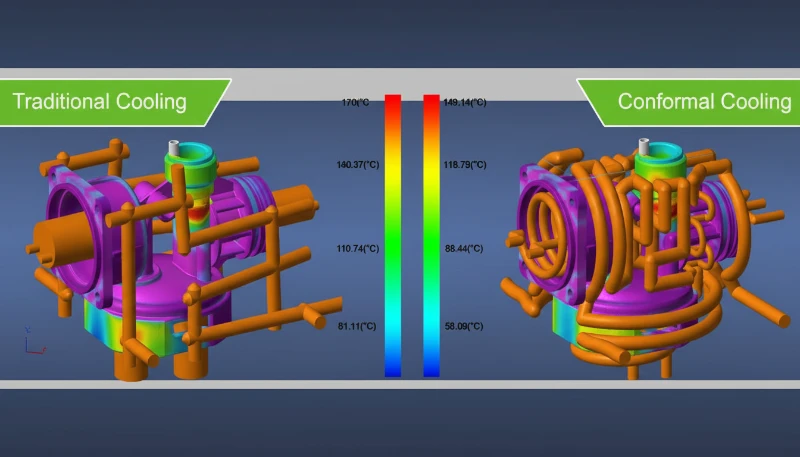
Alt kalıp sıcaklığını düşürün veya soğutma süresini artırın Metal 3D baskı (DMLS/SLM), boşluk konturunu tam olarak takip eden soğutma kanalları oluşturur. Konformal soğutma, döngü süresini ila oranında azaltır ve sıcak noktaları ortadan kaldırır. Baskılı insert, delikli bir plakadan 3 ila 5 kat daha pahalıya mal olur — yüksek hacimli üretim (100.000+ parça) için buna değer, kısa seriler için gereksizdir.
“A 5 C gradient across the cavity surface can cause measurable dimensional drift in precision parts.”Doğru
For parts with tolerances of plus or minus 0.05 mm or tighter, a 5 C temperature difference between the fixed and moving mold halves produces differential shrinkage that pushes dimensions out of spec. This is why precision molders target cavity surface temperature uniformity within plus or minus 2 C.
“Oil heating systems can achieve mold temperatures up to 250 C.”Yanlış
Thermal oil circulation systems are rated for continuous operation at 200 to 250 C, making them the standard choice for high-temperature engineering plastics like PEEK (160 to 200 C mold temp), PPS (130 to 160 C), and PEI. However, oil systems have slower response times and higher maintenance requirements compared to water.

How Do Different Temperature Control Methods Compare?
Choosing between water, oil, and electric heating is not just about maximum temperature — it is about response speed, maintenance cost, and precision. Here is a direct comparison based on what we see in daily production.
| Method | Temp Range | Response Speed | Hassasiyet | Bakım | İçin En İyisi |
|---|---|---|---|---|---|
| Water (standard) | 10 to 90 C | Hızlı | Plus or minus 1 to 2 C | Düşük | Most commodity and engineering plastics |
| Pressurized water | 90 to 130 C | Hızlı | Plus or minus 1 to 2 C | Düşük ila Orta | PC, high-temp nylon, POM |
| Thermal oil | 100 to 250 C | Slow | Plus or minus 2 to 5 C | Yüksek | PEEK, PPS, PEI, LCP |
| Electric cartridge | 200 to 400 C | Orta | Plus or minus 1 C (local) | Orta | Hot runners, targeted zones |
| Conformal cooling and water | 10 to 90 C | Very fast | Plus or minus 1 C | Düşük | High-volume precision parts |
What Common Problems Come from Wrong Mold Temperature?
İşte, kalıp sıcaklığı doğru ayarlanmadığında üretim alanımızda tekrar tekrar gördüklerimizden çıkarılan bir sorun giderme tablosu. Bu sorunlardan herhangi biriyle mücadele ediyorsanız, başka bir şeyi ayarlamadan önce ilk olarak kalıp sıcaklığınızı kontrol edin.
| Symptom | Likely Cause | Fix |
|---|---|---|
| Gloss variation on textured surface | Mold too cold — plastic skin freezes before replicating texture | Raise mold temp 10 to 15 C |
| Sink marks at ribs or bosses | Mold too cold — insufficient packing before freeze-off | Raise mold temp and extend packing time |
| Warpage on flat parts | Temperature gradient between mold halves exceeds 5 C | Balance flow rates, add baffles, check for blocked channels |
| Long cycle time | Mold temperature set too high for the material | Lower within recommended range; verify with cavity thermocouple |
| Short shots in thin walls | Mold too cold — premature freeze | Raise mold temp 10 to 20 C |
| Ejector pin marks or sticking | Mold too hot — part not rigid enough at ejection | Lower mold temp or increase cooling time |
| kalıp sıcaklığı: | Mold too cold — insufficient crystallization | Raise mold temp to upper end of recommended range |
| Dimensional drift between cavities | Uneven coolant flow across multi-cavity mold | Balance flow with restrictors; clean scale from channels |
How Do You Measure and Monitor Mold Temperature?
The standard approach is pyrometers for spot checks and thermocouples for continuous monitoring, cross-checked with coolant temperature readings. You need at least two methods in production. Relying on the temperature controller display alone is not measurement — that is the setpoint, not actual cavity surface temperature. Surface pyrometer. The fastest method. After running 5 to 10 shots to stabilize, point a contact pyrometer at the cavity surface immediately after ejection. Measure at least three points — near the gate, at the end of fill, and at a thick section. If the spread exceeds 5 °C, your cooling is not uniform.
Thermocouple sensors. For continuous monitoring during production, thermocouples embedded in the mold steel (1 to 2 mm below the cavity surface) give real-time data. Most modern temperature controllers can log these readings and trigger alarms if the temperature drifts outside a set band. Coolant flow and temperature differential. Measure the temperature of the coolant entering and leaving each circuit. A difference of 2 to 3 °C is normal; anything above 5 °C means the circuit is absorbing too much heat, which usually indicates insufficient flow rate or a channel that is too long.
How Does Mold Temperature Affect Specific Materials?
Mold temperature impact is fundamentally different between semi-crystalline and amorphous resins. Semi-crystalline materials need 70 to 200 °C for proper crystal formation; amorphous resins need 20 to 120 °C mainly for stress relief. PA6 and PA66 (Nylon). Nylon 6 processing temperature for the melt is typically 230 to 280 °C, with mold temperatures of 70 to 90 °C for standard grades and 80 to 120 °C for glass-filled versions. Below 40 °C, PA66 crystallizes unevenly, producing parts that warp days after molding. PC (Polycarbonate). PC injection molding temperature for the melt runs 280 to 320 °C, with mold temperatures of 80 to 120 °C. PC is amorphous — internal stress is the concern, not crystallization.
A cold mold freezes polymer chains in a highly oriented state, creating stress cracking risk. TPU (Thermoplastic Polyurethane). TPU molding process parameters are narrow: melt at 190 to 230 °C, mold at 20 to 50 °C. Too cold = dull surface; too warm = part sticks to mold. Softer grades are more sensitive. PEEK (Polyetheretherketone). PEEK needs the highest mold temperatures: 160 to 200 °C via oil heating. Below 150 °C, crystallization is poor, producing parts with reduced strength and chemical resistance.
What Are Advanced Mold Temperature Control Techniques?
Advanced techniques like Varitherm dynamic heating, pulse cooling, and conformal channels can cut cycle time 20 to 40% while improving quality. They require investment but pay off fast in high-volume production. Varitherm (dynamic mold temperature control). The mold is heated to a high temperature during injection, then rapidly cooled for ejection. This gives surface quality of a hot mold with cycle times closer to a cold mold. You need steam or hot oil plus chilled water switching — but for high-cosmetic parts like automotive interior trim, it eliminates painting or surface refinishing steps. Pulse cooling. Pulse cooling alternates between flow and pause in the cooling circuits.
During the pause, heat conducts deeper into the mold steel, creating a more uniform temperature gradient. When flow resumes, bulk heat is removed more efficiently. Studies show 10 to 15% cycle time reductions on thick-wall parts. Insulation layers. In multi-cavity molds, insert thermal insulation (titanium alloy or ceramic) between cavities to prevent heat transfer from a hot-running cavity to a cold-running one. This lets you run different materials or wall thicknesses in the same mold without cross-contamination of temperature zones. If you are evaluating suppliers and want to understand how mold temperature capabilities affect your project, see our injection molding supplier sourcing guide for a structured evaluation framework.
Kalıp Sıcaklığı Hakkında En Sık Sorulan Sorular Nelerdir?
Sıkça Sorulan Sorular
What is the ideal mold temperature for ABS injection molding?
For ABS, the recommended mold temperature is 40 to 80 C. Run at 50 to 60 C for general-purpose parts where surface finish is not critical. If you need a high-gloss surface without paint, go to 70 to 80 C to get full texture replication. Below 40 C, you will see flow marks and dull patches on the part surface. Also note that ABS is amorphous, so mold temperature primarily affects surface quality and residual stress rather than crystallinity. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Can mold temperature be too high?
Yes, absolutely. If the mold is too hot, the part does not solidify enough before ejection. This causes sticking, deformation, elongated cycle times, and increased shrinkage. In extreme cases, the part can deform under its own weight as it leaves the mold. Always stay within the material supplier recommended range and verify the actual cavity surface temperature with a pyrometer rather than relying solely on the temperature controller display. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
How does mold temperature affect cycle time?
Cooling time typically accounts for 60 to 70% of the total injection molding cycle. Higher mold temperature means the part takes longer to reach a temperature where it is rigid enough for ejection. A 20 C increase in mold temperature can add 10 to 30% to the cycle time, depending on wall thickness and material thermal conductivity. This is why you should use the lowest mold temperature that still meets your quality requirements. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
What is the difference between mold temperature and melt temperature?
Melt temperature is the temperature of the plastic as it enters the mold cavity, typically 180 to 320 C depending on the material. Mold temperature is the temperature of the steel cavity surface, typically 15 to 200 C. They are controlled independently — melt temperature by the barrel heaters and screw shear, mold temperature by the cooling or heating system. Both must be set correctly for optimal part quality. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
How do you fix warpage caused by uneven mold temperature?
First, measure the cavity surface temperature at multiple points using a pyrometer after 5 to 10 stabilization shots. Identify the hot and cold zones. Then balance coolant flow by adjusting flow rates with valves, adding flow restrictors to over-cooled channels, or installing baffles in under-cooled areas. The target is less than 3 C difference across the cavity surface. For persistent warpage, you may need to modify the cooling channel layout in the tool. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Does mold temperature affect shrinkage in injection molding?
Yes, significantly. Higher mold temperature allows more crystallization in semi-crystalline materials such as PA, POM, and PEEK, which increases shrinkage. For amorphous materials like PC, ABS, and PS, mold temperature has a smaller effect on shrinkage but still impacts dimensional accuracy through residual stress relaxation. When tight tolerances are required, you must account for the shrinkage difference between the low and high ends of the mold temperature range. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
What happens if you run PA66 with a mold temperature below 50 C?
The nylon surface freezes into a mostly amorphous layer with significantly lower crystallinity. This reduces tensile strength by 10 to 20%, decreases chemical resistance, increases moisture absorption rate, and often produces visible flow marks on the part surface. For structural or load-bearing PA66 parts, always use 70 C or higher mold temperature to achieve proper crystallization and mechanical performance. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
How tight should mold temperature tolerance be for precision parts?
For precision parts with tolerances of plus or minus 0.05 mm or tighter, aim to control mold temperature within plus or minus 2 C across all cavity surfaces. This requires well-designed cooling channels, balanced coolant flow, and PID-controlled temperature units with thermocouple feedback. For ultra-precision molding such as optical lenses or medical components, the target is plus or minus 1 C, which typically requires conformal cooling or multiple independent temperature zones. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Get Mold Temperature Right — From Day One
ZetarMold'da, 47 enjeksiyon kalıplama makinemiz (90T ila 1850T) her biri bağımsız PID kontrollü sıcaklık üniteleriyle donatılmıştır. 8 kıdemli mühendisten oluşan ekibimiz, parça geometriniz ve malzemeniz için optimize edilmiş soğutma düzenleri tasarlar. 400'den fazla işlenmiş malzeme ve Şanghay tesisimizdeki 20+ yıllık deneyimimizle, kalıp sıcaklığını ilk atıştan milyonuncu parçaya kadar tutarlı bir şekilde koruyoruz. Ücretsiz Teklif Alın.
-
kalıp sıcaklığı: mold temperature refers to the temperature of the cavity surface that contacts the molten polymer during injection molding, typically controlled by circulating water or thermal oil through channels in the mold. ↩
-
semi-crystalline: semi-crystalline refers to a polymer type that forms ordered crystalline regions upon cooling from the melt. Mold temperature directly controls the rate and degree of crystallization in semi-crystalline polymers such as nylon, POM, and PEEK. ↩
-
Reynolds numberReynolds sayısı, borular ve kanallardaki akışkan akış modellerini tahmin etmek için kullanılan boyutsuz bir sayıyı ifade eder; 4000'in üzerindeki Reynolds sayısı türbülanslı akışı gösterir ve bu, laminar akışa kıyasla 3 ila 5 kat daha iyi ısı transferi sağlar. ↩





