 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 

You just pulled a batch of parts from the mold and half of them have sink marks. The other half? Warped. Your first instinct is to tweak the holding pressure or slow down the injection speed. But the real culprit is almost always the same thing: 금형 온도1.
에서 사출 성형 process, mold temperature is one of the most powerful — and most underrated — process variables you can control. It affects everything: surface finish, dimensional accuracy, cycle time, warpage, crystallinity, and even the internal stress locked inside the part. Getting it right is not optional — it is the difference between a stable production run and a scrap rate that eats your margin.
This guide breaks down exactly how mold temperature works, which control method to use for your situation, specific temperature ranges for common materials, and the practical adjustments that separate a good molder from one that constantly fights defects.
- Mold temperature controls cooling rate, crystallinity, and part dimensional stability.
- Water systems work for most materials under 95 C; oil systems are needed above that.
- Each resin has an optimal mold temperature range — deviating by even 5 to 10 C can cause visible defects.
- Uniform cooling channel design prevents warpage and sink marks.
- Higher mold temperature improves surface finish but increases cycle time.
What Is Mold Temperature in Injection Molding?
Mold temperature is the temperature of the cavity surface that contacts the molten plastic. It is not the temperature of the cooling medium entering the mold — it is what the steel surface actually reads when measured with a contact thermometer or pyrometer after a few cycles have stabilized. This distinction matters because the delta between coolant supply and cavity surface can be 10 to 20 C depending on steel thickness, channel placement, and coolant flow rate.
When hot melt (typically 180 to 320 C depending on the material) enters the 사출 금형 cavity, it starts transferring heat into the steel immediately. The mold’s job is to remove that heat at a controlled rate so the part solidifies with the right structure — amorphous or semi-crystalline2 — and the right dimensions.
If the mold is too cold, the plastic surface freezes on contact. That sounds good for fast cycles, but it traps frozen-in stresses, creates weak weld lines, and produces dull or inconsistent surface finishes. If the mold is too hot, the part takes longer to solidify, shrinks more, and can warp or stick in the mold. Neither extreme serves you well.
In practice, we define mold temperature as a range, not a single number. For example, PP (polypropylene) typically runs at 20 to 60 C mold temperature, while PEEK needs 160 to 200 C. The exact value within that range depends on part geometry, wall thickness, and what surface quality you need.
Why Does Mold Temperature Matter So Much?
Mold temperature is the single variable that controls surface finish, accuracy, cycle time, warpage, and mechanical strength. It is the most underrated process variable on most shop floors.
1. Surface finish and appearance. A warmer mold allows the plastic skin to form smoothly against the cavity wall, producing a glossy, consistent surface.
2. Dimensional accuracy and shrinkage. Semi-crystalline resins (PA, POM, PEEK) undergo significant crystallization during cooling. Higher mold temperature produces larger, more uniform crystals — more shrinkage but far more predictable.
3. Cycle time. Roughly 60 to 70% of the injection molding cycle is cooling time. Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time.
Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time.
Dimensional accuracy and shrinkage. Semi-crystalline resins (PA, POM, PEEK) undergo significant crystallization during cooling. Higher mold temperature produces larger, more uniform crystals — which means more shrinkage but far more predictable shrinkage. Lower temperature freezes the structure before full crystallization, and the part continues to shrink over the next 24 to 72 hours in ways you cannot compensate for with mold steel. 3. Cycle time. Roughly 60 to 70% of the injection molding cycle is cooling time. Raising the mold temperature from 40 °C to 80 °C can add 30 to 50% more cycle time. That tradeoff — better quality versus slower output — is the core engineering decision you make every time you set the temperature controller.
“Oil heating systems can achieve mold temperatures up to 250 C.”True
Thermal oil circulation systems are rated for continuous operation at 200 to 250 C, making them the standard choice for high-temperature engineering plastics like PEEK (160 to 200 C mold temp), PPS (130 to 160 C), and PEI. However, oil systems have slower response times and higher maintenance requirements compared to water.
“A colder mold always produces parts faster.”False
While a cold mold does reduce cooling time, it also increases the risk of short shots, poor surface finish, and weld-line weakness. The net effect on productivity depends on scrap rate — a faster cycle with 15% scrap is slower overall than a slightly longer cycle with 2% scrap.
4. Warpage and residual stress. Uneven mold temperature creates differential shrinkage. The side of the part against a hotter cavity surface shrinks more than the cooler side, and the part curls. This is the single most common cause of warpage in flat, thin-wall parts and one of the hardest defects to fix after the tool is built.
5. Mechanical properties. For semi-crystalline materials, mold temperature determines the crystal structure. A part molded at the correct temperature will have higher tensile strength, better impact resistance, and improved chemical resistance compared to the same part quenched in a cold mold. This effect is most pronounced in nylon and POM.
ZetarMold Factory Data: Our Shanghai facility operates 47 injection molding machines from 90T to 1850T, all equipped with independent PID-controlled temperature units. For medical and precision parts, we maintain mold temperature within plus or minus 1 C using closed-loop controllers with real-time thermocouple feedback.
How Do You Control Mold Temperature?
There are three main methods: water cooling, oil heating and cooling, and electrical heating. The method you choose depends on the target temperature, the material, and the part requirements. Most production shops use water for 80% or more of their tooling.
Water circulation (standard). A temperature controller circulates water through channels drilled into the mold. For standard applications below 95 C, pressurized water systems are the default. They are fast, efficient, and easy to maintain. Most commodity plastics (PP, PE, PS, ABS) and many engineering plastics (PC, POM) use water systems. The key advantage of water is its high specific heat capacity — it absorbs and transfers heat faster than any other practical coolant.
Oil heating and cooling (high-temperature). When you need mold temperatures above 95 C — which is common for PEEK, PPS, LCP, PEI, and high-temperature nylons — you switch to thermal oil. Oil systems can reach 200 to 250 C safely. The trade-off is slower response time, higher energy consumption, and more maintenance (oil degradation, seal leaks). Oil also has lower specific heat capacity than water, so it takes longer to stabilize after start-up or temperature changes.
Electrical cartridge heaters. For very specific zones that need independent temperature control — like a hot runner manifold or a core insert that tends to run cold — cartridge heaters with thermocouple feedback give you pinpoint accuracy. They are not used for full-mold temperature control but for targeted supplements to the primary cooling system.

What Are the Recommended Mold Temperatures by Material?
Below is a practical reference table based on material supplier data sheets and real production experience. These are starting points — you fine-tune from here based on your specific part geometry and quality requirements.
| 재료 | Abbreviation | Mold Temp Range (C) | Cooling Medium |
|---|---|---|---|
| 폴리프로필렌 | PP | 20 to 60 | 물 |
| 폴리에틸렌 (HDPE/LDPE) | PE | 15 ~ 60 | 물 |
| 폴리스티렌 (일반/HIPS) | PS | 20 to 60 | 물 |
| ABS | ABS | 40 ~ 80 | 물 |
| 폴리아미드 6 (나일론 6) | PA6 | 60 ~ 90 | 물/오일 |
| 폴리아미드 66 (나일론 66) | PA66 | 70 ~ 100 | 물/오일 |
| 폴리카보네이트 | PC | 80 ~ 120 | 물/오일 |
| 폴리옥시메틸렌 (아세탈) | POM | 60 ~ 100 | 물/오일 |
| 폴리부틸렌 테레프탈레이트 | PBT | 40 ~ 80 | 물 |
| 폴리에틸렌 테레프탈레이트 | PET | 120 ~ 150 | 오일 |
| 폴리에테르에테르케톤 | PEEK | 160 ~ 200 | 오일 |
| 폴리페닐렌 설파이드 | PPS | 130 ~ 160 | 오일 |
| 열가소성 폴리우레탄 | TPU | 20 ~ 50 | 물 |
| 폴리메틸 메타크릴레이트 (아크릴) | PMMA | 60 ~ 90 | 물 |
| 폴리페닐렌 옥사이드 (노릴) | PPO/PPE | 70 ~ 100 | 물/오일 |
금형 온도가 부품 품질에 어떤 영향을 미치는가?
Mold temperature directly causes or prevents the four most common part defects: sink marks, weak weld lines, short shots, and warping. Adjusting it is usually the fastest fix for each problem. 싱크 마크. These appear when the skin of a thick section solidifies before the core has fully packed out. A higher mold temperature slows skin formation, allowing more packing time and significantly reducing sink depth. For a 5 mm thick ABS boss, raising the mold from 40 °C to 70 °C can cut sink mark depth from 0.3 mm to under 0.05 mm. 웰드 라인. Where two flow fronts meet, the strength of the weld depends on how well the two molten surfaces fuse.
A warmer mold keeps the melt front temperature higher at the meeting point. For glass-filled PA66, raising mold temperature from 80 °C to 120 °C can improve weld line strength by 20 to 30%. 숏 샷. A mold that is too cold causes the melt to freeze before it fills the cavity completely. Raising the temperature improves flow length, especially for thin-wall parts. Warping. When one side of the mold runs hotter than the other, the part shrinks unevenly and bows toward the hotter side. The fix is not just setting the same target temperature on both halves — it is verifying that the actual surface temperatures match within 2 to 3 °C.
웰드 라인. Where two flow fronts meet, the strength of the weld depends on how well the two molten surfaces fuse. A warmer mold keeps the melt front temperature higher at the meeting point. For glass-filled PA66, raising mold temperature from 80 °C to 120 °C can improve weld line strength by 20 to 30%. 숏 샷. A mold that is too cold causes the melt to freeze before it fills the cavity completely. Raising the temperature improves flow length, especially for thin-wall parts. This is often the first thing to check when you get intermittent non-fill on a multi-cavity tool. Warping. Flat parts are the most vulnerable.
When one side of the mold runs hotter than the other, the part shrinks unevenly and bows toward the hotter side. The fix is not just setting the same target temperature on both halves — it is verifying that the actual surface temperatures match within 2 to 3 °C.
균일한 온도를 위한 냉각 채널 설계 방법
균일한 금형 온도는 목표이며, 그것은 금형 제작 시 냉각 채널 설계에서 시작됩니다. 원칙은 간단하지만 비용이나 시간 이유로 종종 훼손됩니다 — 그 결과로 높은 불량률과 끊임없는 공정 조정을 통해 후에 비용을 지불하게 됩니다.
채널 배치. 냉각 채널은 캐비티 윤곽을 최대한 따라야 합니다. 채널 중심부터 캐비티 표면까지의 거리는 채널 직경의 1.5~2.5배가 되어야 합니다. 너무 가까우면 콜드 스팟이 발생하고, 너무 멀면 냉각이 너무 느립니다. 우리 공장에서는 대부분의 생산 금형에 대해 직경의 2배를 기준으로 합니다.
유속. 난류는 층류보다 3~5배 더 효율적으로 열을 전달합니다. 당신은 레이놀즈 수3 각 채널에서 4000 이상. 이는 냉각수 펌프가 모든 채널을 통해 물을 충분한 속도로 밀어내기 위해 충분한 압력을 필요로 한다는 의미입니다 — 가장 큰 채널을 통해 물을 쏟아내고 다른 채널을 물 부족 상태로 만들지 않아야 합니다.
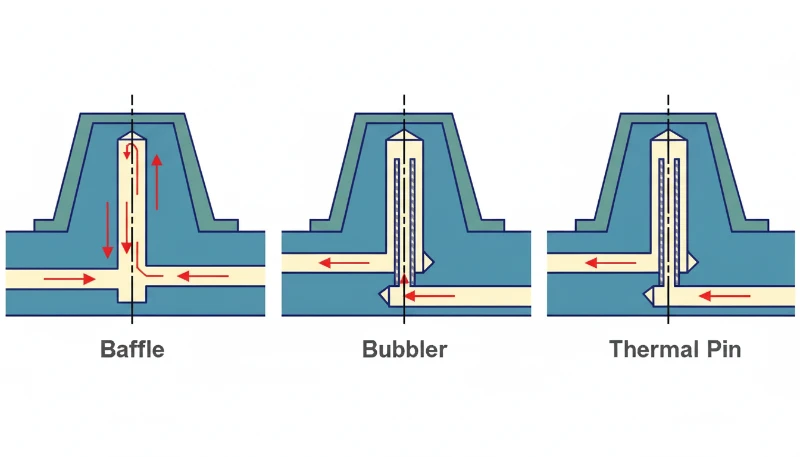
배플과 버블러. 깊은 코어나 직선 채널로 도달하기 어려운 영역의 경우, 배플(흐름을 두 방향으로 분할하는 평판)과 버블러(더 큰 구멍 안에 있는 튜브)가 실용적인 해결책입니다. 이들은 잘 작동하지만 압력 강하를 증가시키고 스케일 축적을 방지하기 위해 정기적인 청소가 필요합니다.
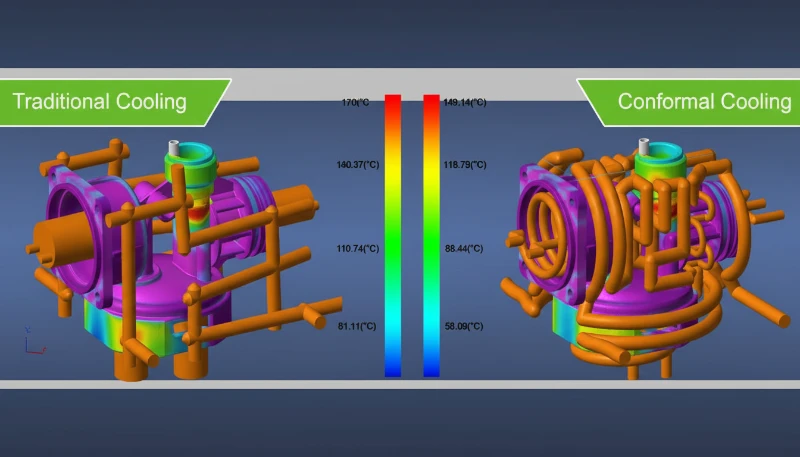
컨포멀 냉각. 금속 3D 프린팅 (DMLS/SLM)은 캐비티 윤곽을 정밀하게 따라가는 냉각 채널을 생성합니다. 컨포멀 냉각은 사이클 시간을 20~40% 줄이고 핫 스팟을 제거합니다. 인쇄된 인서트는 드릴링된 플레이트보다 3~5배 더 비쌉니다 — 대량 생산(100,000개 이상 부품)에는 가치가 있지만, 소량 생산에는 과도합니다.
“캠버리 표면의 5℃ 온도차는 정밀 부품에서 측정 가능한 치수 변동을 유발할 수 있습니다.”True
플러스 또는 마이너스 0.05mm 이하의 공차를 가진 부품의 경우, 고정 금형 반쪽과 이동 금형 반쪽 사이의 5°C 온도 차이는 치수를 사양에서 벗어나게 하는 차등 수축을 발생시킵니다. 이것이 정밀 성형업체들이 캐비티 표면 온도 균일성을 플러스 또는 마이너스 2°C 이내로 목표로 하는 이유입니다.
“Oil heating systems can achieve mold temperatures up to 250 C.”False
Thermal oil circulation systems are rated for continuous operation at 200 to 250 C, making them the standard choice for high-temperature engineering plastics like PEEK (160 to 200 C mold temp), PPS (130 to 160 C), and PEI. However, oil systems have slower response times and higher maintenance requirements compared to water.

다양한 온도 제어 방법들은 어떻게 비교되나요?
물, 오일, 전기 가열 방식 선택은 최대 온도만의 문제가 아닙니다 — 반응 속도, 유지비용, 정밀도까지 고려해야 합니다. 여기 일상 생산에서 관찰된 내용을 바탕으로 직접 비교해 보겠습니다.
| Method | Temp Range | 응답 속도 | 정밀도 | 유지 관리 | 최상의 대상 |
|---|---|---|---|---|---|
| 물 (기준) | 10~90°C | 빠른 | 플러스 또는 마이너스 1~2°C | 낮음 | 대부분의 범용 및 엔지니어링 플라스틱 |
| 가압수 | 90~130°C | 빠른 | 플러스 또는 마이너스 1~2°C | 낮음에서 중간 | PC, 고온 나일론, POM |
| 열유 | 100~250°C | Slow | 플러스 또는 마이너스 2~5°C | 높음 | PEEK, PPS, PEI, LCP |
| 전기 카트리지 | 200~400°C | Medium | 플러스 또는 마이너스 1°C (국부적) | Medium | 핫 러너, 대상 구역 |
| 컨포멀 냉각 및 물 | 10~90°C | 매우 빠름 | 플러스 또는 마이너스 1°C | 낮음 | 대량 생산 정밀 부품 |
잘못된 금형 온도로 발생하는 일반적인 문제들은 무엇인가요?
다음은 금형 온도가 올바르게 설정되지 않았을 때 우리 생산 현장에서 반복적으로 관찰되는 문제 해결 표입니다. 이러한 문제 중 하나를 겪고 있다면 다른 것을 조정하기 전에 먼저 금형 온도를 확인하세요.
| Symptom | 가능한 원인 | Fix |
|---|---|---|
| 질감이 있는 표면의 광택 변화 | 금형이 너무 차갑습니다 — 플라스틱 표면이 질감을 재현하기 전에 얼어붙음 | 금형 온도를 10~15°C 높이기 |
| 리브 또는 보스에서의 싱크 마크 | 금형이 너무 차가움 — 동결 전 충분한 패킹 부족 | 금형 온도 높이고 패킹 시간 연장 |
| 평면 부품의 뒤틀림 | 금형 양쪽의 온도 구배가 5°C를 초과함 | 유량 균형 조정, 배플 추가, 막힌 채널 확인 |
| 긴 사이클 시간 | 재료에 비해 금형 온도가 너무 높게 설정됨 | 권장 범위 내에서 낮게 설정; 캠버리 서모커플로 확인 |
| 얇은 벽에서의 단축 사출 | 금형이 너무 차갑습니다 — 조기 동결 | 금형 온도를 10~20°C 높이기 |
| 이젝터 핀 자국 또는 부착 | 금형이 너무 뜨거움 — 이젝션 시 부품이 충분히 강직하지 않음 | 금형 온도 낮추기 또는 냉각 시간 늘리기 |
| 취성 부품 (PA/POM) | 금형이 너무 낮음 — 충분한 결정화 부족 | 금형 온도를 권장 범위의 상한으로 높이기 |
| 캐비티 간 치수 변화 | 다중 캐비티 금형에서 불균등한 냉각수 흐름 | Balance flow with restrictors; clean scale from channels |
How Do You Measure and Monitor Mold Temperature?
The standard approach is pyrometers for spot checks and thermocouples for continuous monitoring, cross-checked with coolant temperature readings. You need at least two methods in production. Relying on the temperature controller display alone is not measurement — that is the setpoint, not actual cavity surface temperature. Surface pyrometer. The fastest method. After running 5 to 10 shots to stabilize, point a contact pyrometer at the cavity surface immediately after ejection. Measure at least three points — near the gate, at the end of fill, and at a thick section. If the spread exceeds 5 °C, your cooling is not uniform.
Thermocouple sensors. For continuous monitoring during production, thermocouples embedded in the mold steel (1 to 2 mm below the cavity surface) give real-time data. Most modern temperature controllers can log these readings and trigger alarms if the temperature drifts outside a set band. Coolant flow and temperature differential. Measure the temperature of the coolant entering and leaving each circuit. A difference of 2 to 3 °C is normal; anything above 5 °C means the circuit is absorbing too much heat, which usually indicates insufficient flow rate or a channel that is too long.
How Does Mold Temperature Affect Specific Materials?
Mold temperature impact is fundamentally different between semi-crystalline and amorphous resins. Semi-crystalline materials need 70 to 200 °C for proper crystal formation; amorphous resins need 20 to 120 °C mainly for stress relief. PA6 and PA66 (Nylon). Nylon 6 processing temperature for the melt is typically 230 to 280 °C, with mold temperatures of 70 to 90 °C for standard grades and 80 to 120 °C for glass-filled versions. Below 40 °C, PA66 crystallizes unevenly, producing parts that warp days after molding. PC (Polycarbonate). PC injection molding temperature for the melt runs 280 to 320 °C, with mold temperatures of 80 to 120 °C. PC is amorphous — internal stress is the concern, not crystallization.
A cold mold freezes polymer chains in a highly oriented state, creating stress cracking risk. TPU (Thermoplastic Polyurethane). TPU molding process parameters are narrow: melt at 190 to 230 °C, mold at 20 to 50 °C. Too cold = dull surface; too warm = part sticks to mold. Softer grades are more sensitive. PEEK (Polyetheretherketone). PEEK needs the highest mold temperatures: 160 to 200 °C via oil heating. Below 150 °C, crystallization is poor, producing parts with reduced strength and chemical resistance.
What Are Advanced Mold Temperature Control Techniques?
Advanced techniques like Varitherm dynamic heating, pulse cooling, and conformal channels can cut cycle time 20 to 40% while improving quality. They require investment but pay off fast in high-volume production. Varitherm (dynamic mold temperature control). The mold is heated to a high temperature during injection, then rapidly cooled for ejection. This gives surface quality of a hot mold with cycle times closer to a cold mold. You need steam or hot oil plus chilled water switching — but for high-cosmetic parts like automotive interior trim, it eliminates painting or surface refinishing steps. Pulse cooling. Pulse cooling alternates between flow and pause in the cooling circuits.
During the pause, heat conducts deeper into the mold steel, creating a more uniform temperature gradient. When flow resumes, bulk heat is removed more efficiently. Studies show 10 to 15% cycle time reductions on thick-wall parts. Insulation layers. In multi-cavity molds, insert thermal insulation (titanium alloy or ceramic) between cavities to prevent heat transfer from a hot-running cavity to a cold-running one. This lets you run different materials or wall thicknesses in the same mold without cross-contamination of temperature zones. If you are evaluating suppliers and want to understand how mold temperature capabilities affect your project, see our injection molding supplier sourcing guide for a structured evaluation framework.
What Are the Most Frequently Asked Questions About Mold Temperature?
자주 묻는 질문
What is the ideal mold temperature for ABS injection molding?
For ABS, the recommended mold temperature is 40 to 80 C. Run at 50 to 60 C for general-purpose parts where surface finish is not critical. If you need a high-gloss surface without paint, go to 70 to 80 C to get full texture replication. Below 40 C, you will see flow marks and dull patches on the part surface. Also note that ABS is amorphous, so mold temperature primarily affects surface quality and residual stress rather than crystallinity. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
Can mold temperature be too high?
Yes, absolutely. If the mold is too hot, the part does not solidify enough before ejection. This causes sticking, deformation, elongated cycle times, and increased shrinkage. In extreme cases, the part can deform under its own weight as it leaves the mold. Always stay within the material supplier recommended range and verify the actual cavity surface temperature with a pyrometer rather than relying solely on the temperature controller display. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
How does mold temperature affect cycle time?
Cooling time typically accounts for 60 to 70% of the total injection molding cycle. Higher mold temperature means the part takes longer to reach a temperature where it is rigid enough for ejection. A 20 C increase in mold temperature can add 10 to 30% to the cycle time, depending on wall thickness and material thermal conductivity. This is why you should use the lowest mold temperature that still meets your quality requirements. This is why experienced molders always start with the material supplier’s data sheet recommendations and then fine-tune based on actual cavity temperature measurements and part inspection results during the first production trial run.
금형 온도와 용융 온도의 차이는 무엇인가요?
용융 온도는 플라스틱이 금형 캐비티로 들어갈 때의 온도로, 재료에 따라 일반적으로 180~320°C입니다. 금형 온도는 강철 캐비티 표면의 온도로, 일반적으로 15~200°C입니다. 이들은 독립적으로 제어됩니다. 용융 온도는 배럴 히터와 스크류 전단에 의해, 금형 온도는 냉각 또는 가열 시스템에 의해 제어됩니다. 최적의 부품 품질을 위해 둘 다 올바르게 설정되어야 합니다. 이것이 경험 있는 성형사들이 항상 재료 공급업체의 데이터시트 권장 사항으로 시작한 다음, 첫 생산 시험 운전 중 실제 캐비티 온도 측정 및 부품 검사 결과를 기반으로 미세 조정하는 이유입니다.
금형 온도 불균형으로 인한 뒤틀림을 어떻게 해결하나요?
먼저, 5~10회의 안정화 사출 후 피로미터를 사용하여 여러 지점에서 캐비티 표면 온도를 측정하세요. 고온 구역과 저온 구역을 식별합니다. 그런 다음 밸브로 유량을 조정하거나, 과냉각된 채널에 유량 제한기를 추가하거나, 냉각이 부족한 영역에 배플을 설치하여 냉각수 흐름을 균형시킵니다. 목표는 캐비티 표면 전체의 온도 차이가 3°C 미만이 되도록 하는 것입니다. 지속적인 뒤틀림의 경우, 금형의 냉각 채널 배치를 수정해야 할 수도 있습니다. 이것이 경험 있는 성형사들이 항상 재료 공급업체의 데이터시트 권장 사항으로 시작한 다음, 첫 생산 시험 운전 중 실제 캐비티 온도 측정 및 부품 검사 결과를 기반으로 미세 조정하는 이유입니다.
금형 온도가 사출 성형의 수축에 영향을 미치나요?
네, 상당히 영향을 미칩니다. 높은 금형 온도는 PA, POM, PEEK와 같은 반결정성 재료에서 더 많은 결정화를 허용하여 수축률을 증가시킵니다. PC, ABS, PS와 같은 비정질 재료의 경우, 금형 온도가 수축에 미치는 영향은 작지만 잔류 응력 완화를 통해 치수 정밀도에 여전히 영향을 미칩니다. 엄격한 공차가 요구될 때는 금형 온도 범위의 낮은 끝과 높은 끝 사이의 수축률 차이를 고려해야 합니다. 이것이 경험 있는 성형사들이 항상 재료 공급업체의 데이터시트 권장 사항으로 시작한 다음, 첫 생산 시험 운전 중 실제 캐비티 온도 측정 및 부품 검사 결과를 기반으로 미세 조정하는 이유입니다.
금형 온도를 50°C 미만으로 설정하고 PA66를 성형하면 어떻게 되나요?
나일론 표면은 결정화도가 현저히 낮은 대부분 비정질 층으로 급속 냉각됩니다. 이는 인장 강도를 10~20% 감소시키고, 내화학성을 저하시키며, 수분 흡수율을 증가시키고, 종종 부품 표면에 눈에 띄는 유동 흔적을 생성합니다. 구조용 또는 하중 지지 PA66 부품의 경우, 적절한 결정화와 기계적 성능을 달성하려면 항상 70°C 이상의 금형 온도를 사용하십시오. 이것이 경험 있는 성형사들이 항상 재료 공급업체의 데이터시트 권장 사항으로 시작한 다음, 첫 생산 시험 운전 중 실제 캐비티 온도 측정 및 부품 검사 결과를 기반으로 미세 조정하는 이유입니다.
정밀 부품의 금형 온도 공차는 얼마나 엄격해야 하나요?
±0.05mm 또는 그보다 더 엄격한 공차를 가진 정밀 부품의 경우, 모든 캐비티 표면에서 금형 온도를 ±2°C 이내로 제어하는 것을 목표로 합니다. 이를 위해서는 잘 설계된 냉각 채널, 균형 잡힌 냉각수 흐름, 그리고 열전대 피드백이 있는 PID 제어 온도 장치가 필요합니다. 광학 렌즈나 의료 부품과 같은 초정밀 성형의 경우 목표는 ±1°C이며, 이는 일반적으로 컨포멀 냉각이나 다중 독립 온도 존이 필요합니다. 이것이 경험 있는 성형사들이 항상 재료 공급업체의 데이터시트 권장 사항으로 시작한 다음, 첫 생산 시험 운전 중 실제 캐비티 온도 측정 및 부품 검사 결과를 기반으로 미세 조정하는 이유입니다.
첫날부터 올바른 금형 온도 확보하기
ZetarMold에서는 당사의 47대 사출 성형기(90톤~1850톤) 각각에 독립적인 PID 제어 온도 장치가 장착되어 있습니다. 당사의 8명의 시니어 엔지니어 팀은 귀하의 부품 형상과 재료에 최적화된 냉각 레이아웃을 설계합니다. 상하이 시설에서 400종 이상의 재료를 처리하고 20년 이상의 경험을 바탕으로, 당사는 첫 사출부터 백만 번째 부품까지 일관되게 금형 온도를 유지합니다. 무료 견적을 받아보세요.
-
금형 온도: 금형 온도는 사출 성형 중 용융 폴리머와 접촉하는 캐비티 표면의 온도를 의미하며, 일반적으로 금형의 채널을 통해 순환하는 물이나 열매체로 제어됩니다. ↩
-
semi-crystalline: 반결정성은 용융 상태에서 냉각될 때 규칙적인 결정 영역을 형성하는 폴리머 유형을 의미합니다. 금형 온도는 나일론, POM, PEEK와 같은 반결정성 폴리머에서 결정화 속도와 정도를 직접 제어합니다. ↩
-
레이놀즈 수: 레이놀즈 수는 파이프와 채널 내 유체 흐름 패턴을 예측하는 데 사용되는 무차원 수를 의미합니다. 4000 이상의 레이놀즈 수는 난류를 나타내며, 이는 층류보다 3~5배 더 나은 열 전달을 제공합니다. ↩





