 Overslaan naar inhoud
Overslaan naar inhoud 

Spuitgieten met metalen inzetstukken is een proces dat de afgelopen jaren steeds populairder is geworden. Met dit proces kunnen fabrikanten plastic mallen om producten met metalen onderdelen te maken.
Het gebruik van dit proces heeft veel voordelen, zoals lagere kosten en snellere productietijden. In deze blogpost bespreken we de basisprincipes van spuitgieten met metalen inzetstukken en hoe uw bedrijf hiervan kan profiteren.
Spuitgieten van metalen inzetstukken (outer moulding) is een soort insert-model waarbij het metalen insert vooraf op de juiste plaats in de mal wordt bevestigd en vervolgens in de mal wordt gespoten. plastic vormen. Na het openen van de mal wordt het inzetstuk afgekoeld en uitgehard plastic strak ingegraven in het product om een product te krijgen met bijvoorbeeld draadringen, elektroden en andere inzetstukken.

Te overwegen factoren voor spuitgieten van metalen inzetstukken
1. Metalen inzetgieten is relatief eenvoudig, maar de krimpsnelheid is ook relatief ongelijk, dus de vorm en maatnauwkeurigheid van belangrijke onderdelen moeten worden getest voordat de spuitgieten proces.
2. Het metalen inzetstuk kan gemakkelijk vervormen en verschuiven tijdens het injectieproces, dus de matrijsstructuur en de matrijsvorm die het metalen inzetstuk gemakkelijk kunnen houden, moeten volledig worden overwogen tijdens het ontwerp.
3. Voor producten waarbij de vorm van het metalen inzetstuk moeilijk te veranderen is, moet vooraf voldoende experimentele voorbereiding worden gedaan.
4. De voorspelbare zaken die de matrijsstructuur beperken, zoals de positie van de matrijspoort en de vormcyclus, moeten van tevoren zoveel mogelijk worden opgelost of verbeterd.
5. Bevestig of het metalen inzetstuk voorverwarmd of gedroogd moet worden om de kwaliteit van het product en de stabiliteit van het gieten te garanderen.

6. Om de ophoping van fijne stukjes metalen inzetstukken en gegoten producten in de matrijsholte te voorkomen, kan er indien nodig luchtblaasapparatuur worden geïnstalleerd.
7. Vele factoren bepalen de vormsnelheid, productiviteit en vormkosten van metalen inzetstukken, zoals de nauwkeurigheid van het metalen inzetstuk, de vorm van het inzetstuk, of de vorm bevorderlijk is voor inzetgietenen de vorm van het gegoten product, enz.
8. De effectieve combinatie van injectiemachines, spuitgietmatrijzenen automatiseringsapparaten en hoe deze in korte tijd uitstekend kunnen presteren, is de sleutel tot het bepalen van de automatisering. inzetgieten systeem.

De technologie van het insert molding proces
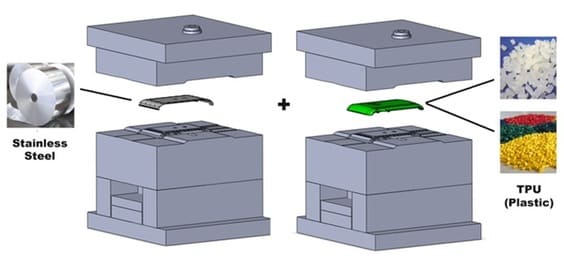
Metalen inzetgieten is een vormmethode waarbij een mal wordt gevuld met vooraf geprepareerde inzetstukken van vreemd materiaal, waarna hars wordt geïnjecteerd en het gesmolten materiaal wordt samengevoegd met de inzetstukken en uitgehard om een geïntegreerde vorm te maken. spuitgegoten product. Out-sert molding verwijst naar de methode van inzetgieten op het lokale oppervlak van de metalen plaat. Deze twee gietmethoden zijn in wezen hetzelfde.
Kenmerken van een insert molding proces
1. De combinatie van het vorm- en buiggemak van hars en de stijfheid, sterkte en hittebestendigheid van metaal kan complexe en delicate metaal-kunststof geïntegreerde producten maken.
2. Met name de combinatie van de isolerende eigenschappen van hars en de elektrische eigenschappen van metaal maakt het mogelijk dat de gegoten producten voldoen aan de basisfuncties van elektrische producten.
3. De voorafgaande spuitgietcombinatie van meervoudige inzetstukken maakt de nabewerking van de productunitcombinatie rationeler.
4. Invoegproducten zijn niet beperkt tot metaal, maar omvatten ook doek, papier, draad, plastic, glas, hout, draadspoelen, elektrische onderdelen, enz.
5. Voor harde gegoten producten en flexibele gegoten producten op rubberen pakkingen kan het complexe werk van het rangschikken van de sealbanen worden geëlimineerd door spuitgieten op het substraat om geïntegreerde producten te maken, waardoor het gemakkelijker wordt om de assemblage na het proces te automatiseren.
6. Aangezien het gesmolten materiaal wordt verbonden met het metalen inzetstuk, kan de spleet tussen het metalen inzetstuk kleiner worden gemaakt dan bij de pers-in vormmethode en kan het samengestelde product met een hogere betrouwbaarheid worden gevormd.
7. Selecteer de juiste hars en gietomstandigheden, zelfs voor producten die gevoelig zijn voor vervorming en breuk (zoals glas, spoelen, elektrische onderdelen, enz.
8. Selecteer de juiste matrijsstructuur, het inzetstuk kan ook volledig worden afgedicht in de hars.
9. Na het vormen van het inzetstuk kunnen holle groeven worden gemaakt door de kerngaten te verwijderen.
10. De combinatie van de verticale spuitgieten machine, robot en inzetgieten apparaat kan automatische productie realiseren.
Opmerking over de ontwerpselectie van het insert molding systeem
1.Metalen inzetgieten is gevoelig voor ongelijkmatige vormkrimp, dus de limiettest van vorm en maatnauwkeurigheid van belangrijke onderdelen moet vooraf worden uitgevoerd.
2. Het metalen inzetstuk wordt gemakkelijk vervormd en verplaatst tijdens het injectieproces, dus de matrijssamenstelling en het ontwerp van de matrijsvorm die het metalen inzetstuk gemakkelijk kunnen houden, moeten volledig worden overwogen. Voor producten waarvan de vorm van de insert niet kan worden veranderd, is vooraf testen onontbeerlijk.
3. Als de metalen inzetstukken afzonderlijk worden geplaatst en er een transportband wordt gebruikt, kan het contact tussen de metalen inzetstukken onderling en tussen de inzetstukken en de trilkogel lichte schade aan het oppervlak van de inzetstukken veroorzaken en de productkwaliteit beïnvloeden. Het tolerantiebereik voor de kwaliteit moet vooraf worden bevestigd.

4. De gekarteldheid, vervorming, materiaaldikteverschil, diameterverschil en dikteverschil veroorzaakt door het verguldingsproces van het metalen inzetstuk moeten van tevoren worden gemeten. Op basis hiervan moet het ontwerp van het ondersteunende ontwerp van het automatiseringsapparaat en het ontwerp van de matrijsstructuur worden uitgevoerd.
5. Voorspelbare zaken zoals de positie van de matrijspoort, de vormcyclus en andere beperkingen van de matrijsstructuur moeten zoveel mogelijk van tevoren worden opgelost of verbeterd.
6. Er moet bevestigd worden of het metalen inzetstuk voorverwarmd of gedroogd moet worden. Het doel hiervan is om de kwaliteit van het product en de stabiliteit van het gieten te garanderen.
7. In de matrijs zijn verschillende testapparaten geïnstalleerd om de stabiliteit van het gieten onder invloed van hitte, kracht, trillingen en andere omgevingsfactoren te garanderen.
8. Om de ophoping van metalen inzetstukken en fijne stukjes gegoten product in de matrijsholte te voorkomen, kunnen zo nodig luchtblazers worden geïnstalleerd.

9. Vanwege de hoge investeringskosten van de systeemapparatuur moet worden overwogen of de productiecapaciteit kan worden gegarandeerd na de werking van de apparatuur voordat deze wordt goedgekeurd. Als een speciale machine wordt gebruikt, moet ervoor worden gezorgd dat het product meerdere jaren continu kan worden geproduceerd zonder enige vorm van vernieuwing.
10. Bij gebruik van een universele machine moet worden nagegaan hoeveel combinaties van multi-species en laag-volume inlegdelen kunnen worden geproduceerd. Als het niet mogelijk is om massaproductie als geheel te garanderen, is het moeilijk om de vaste activa van elk product terug te verdienen. In dit geval is het nodig om een deel van de machine te vervangen om te voldoen aan de eis van rasvernieuwing binnen een bepaald bereik.
11. Er zijn verschillende factoren en technische beslissingen die de vormsnelheid, de productiviteit en de kosten van het inzetstuk bepalen, zoals de nauwkeurigheid van het metalen inzetstuk, de vorm van het inzetstuk en of de matrijs geschikt is voor het spuitgieten van metaal. inzetgieten en de vorm van het gegoten product.
12. De effectieve combinatie van injectiemachine, spuitgietvormen automatiseringsapparaat en hoe te functioneren in een korte tijd is de sleutel tot het bepalen van de automatische inzetgieten systeem.







