 Overslaan naar inhoud
Overslaan naar inhoud 

Spuitgieten is een economische en efficiënte productiemethode om vele soorten kunststofonderdelen te maken. De vorming van koude slak tijdens het spuitgieten komt echter vaak voor en wordt beschouwd als een van de grootste problemen. Koude slak heeft niet alleen invloed op het uiterlijk en de prestaties van het product, maar vermindert ook de productie-efficiëntie en vergroot de hoeveelheid afval. Daarom is het begrijpen van de oorzaken van de vorming van koude slak tijdens het spuitgieten erg belangrijk om betere resultaten en een hogere productkwaliteit te bereiken. Dit artikel richt zich op het analyseren van de belangrijkste factoren die de vorming van koude slak veroorzaken en stelt overeenkomstige remediërende maatregelen voor.

Definitie en classificatie van koude slakken
Voor we verder ingaan op de oorzaken van koude slakvorming, is het cruciaal om te begrijpen wat koude slak is. Koude slak verwijst naar het gestolde deel van de grondstof dat afkoelt en stolt door de lage temperatuur van de kunststofmatrijs, de spuitmond of bepaalde onderdelen van de spuitgietmachine. Deze koude slakken beïnvloeden de kwaliteit van het eindproduct.
Op basis van de locatie en de vorm van koude slakvorming kunnen ze worden ingedeeld in de volgende categorieën:
1. Sproeier Koude Slak: Een spuitmondkoudheid ontstaat meestal rond of in de spuitmond van de spuitgietmachine door een onjuiste temperatuurregeling, waardoor de smelt niet meer vloeit en stolt.
2. Vorm Koude Slak: Er wordt een koude slak gevormd in de matrijsholte of -poort omdat het ontwerp van het koelsysteem onredelijk kan zijn en bepaalde gebieden met lage temperaturen kan veroorzaken.
3. Runner Koude Slak: Koude slak ontstaat meestal in het runnersysteem door een verkeerd runnerontwerp, onstabiele temperatuurregeling, enz.

Belangrijkste oorzaken van koude slakvorming
Onjuiste temperatuurregeling
Temperatuur is een belangrijke factor die de spuitgietproces. De temperatuurregeling van het vat, de spuitmond en de matrijs van de spuitgietmachine is de sleutel tot het regelen van de temperatuur van het product. Als de temperatuur van een onderdeel te laag is, zal de smelt afkoelen en stollen tot een koude slak.
Temperatuur sproeier te laag: Als de temperatuur van de spuitmond te laag is ingesteld of als het temperatuurregelsysteem niet goed werkt, zal de smelt snel afkoelen bij de spuitmond en een koude slak vormen bij de spuitmond.
Schimmeltemperatuur te laag: Een te lage matrijstemperatuur zorgt ervoor dat de smelt snel afkoelt wanneer deze de matrijsholte binnengaat, waardoor de matrijs koud wordt. Dit wordt meestal veroorzaakt door een verkeerd ontworpen koelsysteem.
Ongelijke temperatuurverdeling in de vaten: Als de temperatuur in het vat ongelijk is, zal de smelt in de injectiefase met verschillende snelheden afkoelen en zo een koude slak vormen.

Onjuist matrijsontwerp
Het matrijsontwerp heeft een directe invloed op het spuitgietproces. De gevolgen van een slecht matrijsontwerp zijn problemen met de smeltstroom en het vullen, en het ontstaan van koude slak.
Onjuiste locatie en grootte van de poort: Een onjuist ontwerp van de positie en grootte van de poort zorgt ervoor dat de smelt afkoelt en stolt tijdens het stromingsproces, waardoor koude slak ontstaat.
Onjuist ontwerp van de loopwagen: Het ontwerp van de runners heeft een directe invloed op het stromingstraject en de snelheid van het gesmolten materiaal. Lange of dunne runners verhogen de stromingsweerstand van het gesmolten materiaal, waardoor de stromingssnelheid van het gesmolten materiaal wordt vertraagd en het gesmolten materiaal tijdens het stromen verhardt en stolt.
Verkeerd ontwerp van het koelsysteem: De lay-out en het ontwerp van het koelsysteem van de matrijs beïnvloeden de temperatuurverdeling in de matrijs. Een onjuiste lay-out van het koelkanaal leidt tot een slechte uniformiteit van de matrijstemperatuur en tot koude plekken in de matrijs.

Onjuiste procesparameters voor spuitgieten
Spuitgieten procesfactoren zijn injectiesnelheid, injectiedruk, wachttijd, afkoeltijd, enz. Deze parameters zijn nauw verbonden met de stroomsnelheid en de stollingssnelheid van de smelt. Als de procesparameters niet goed zijn ingesteld, wordt er een koude slak gevormd.
Lage injectiesnelheid: Een lage injectiesnelheid leidt tot het stollen van de smelt tijdens de vloei als er koude slakken ontstaan door de snelle afkoeling van de smelt. Vooral bij de gate en de runner belemmert een lage injectiesnelheid de doorstroming van de smelt en ontstaat wat bekend staat als cold slugs.
Lage inspuitdruk: Een lage injectiedruk leidt tot een slechte vloei van de smelt en het onvermogen van de smelt om vlot de matrijsholte binnen te gaan en af te koelen en te stollen tijdens de vloei, waardoor koude slak ontstaat.
Onvoldoende wachttijd: Als de wachttijd niet lang genoeg is, ontstaat er een lage smeltdruk in de vormholte en kan de holte niet goed worden gevuld.
Te lange afkoeltijd: Een lange koeltijd verlaagt de matrijstemperatuur waardoor de smelt afkoelt en de koude kunststofslak in de matrijs stolt.

Onjuiste materiaalselectie
Verschillende kunststofmaterialen hebben verschillende smeltpunten en vloei-eigenschappen. Een verkeerde materiaalkeuze leidt ook tot de vorming van koude slakken.
Materialen met een hoog smeltpunt: De meeste materialen met een hoog smeltpunt moeten bij een hogere temperatuur en druk worden geïnjecteerd. Als er niet genoeg temperatuur en druk is, begint de smelt af te koelen en te stollen tijdens het stromen en vormt hij koude slakken.
Slecht stromend materiaal: Materialen met slechte vloei-eigenschappen vormen gemakkelijk koude slakken tijdens het spuitgieten, vooral bij de runner en de gate. Zulke materialen hebben een hogere injectiesnelheid en druk nodig om de vorming van koude slakken te voorkomen.

Detectie- en analysemethoden voor koude slakken
Om de vorming van koude slakken effectief te voorkomen en te beheersen, is het verplicht om koude slakken te detecteren en te analyseren. Hieronder volgen enkele veelgebruikte detectie- en analysemethoden:
Visuele inspectie
Visuele inspectie is de meest directe manier om koude naaktslakken op te sporen. Koude naaktslakken kunnen worden opgespoord door het oppervlak en de binnenkant van de spuitgegoten onderdeel. Koude naaktslakken verschijnen meestal als rimpelingen, leegtes, gebreken of strepen op het oppervlak.
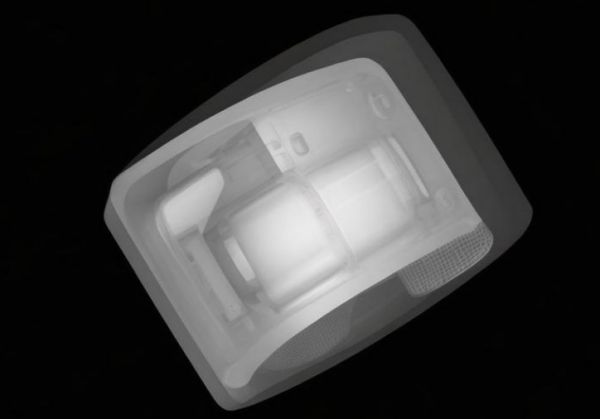
Röntgeninspectie
Röntgeninspectie is een van de niet-destructieve technieken die gebruikt kunnen worden voor het opsporen van koude slakken. Het inwendige oppervlak of de koude slak in spuitgietonderdelen kan worden ontdekt met röntgenstralen. Röntgeninspectie is geschikt voor interne gebreken, vooral voor fijne, essentiële precisie en goederen met een hoge vraag.
Thermische analyse
Differentiële scanning calorimetrie (DSC) en thermogravimetrische analyse (TGA) zijn de gebruikelijke technieken die onder de categorie thermische analysemethoden vallen. Door de thermische eigenschappen te bestuderen van de materialen die gebruikt worden bij de productie van de kunststof, is het mogelijk om het smeltpunt van dit materiaal en de koeleigenschappen te bepalen, waardoor een potentieel voor het ontstaan van koude slakken kan worden geëvalueerd.
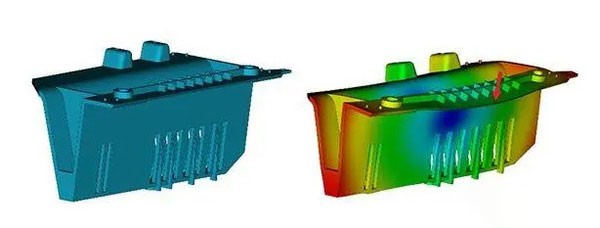
Reologische analyse
De reologische analyse is gericht op het bepalen van het vloeigedrag van de smelt en de afkoelsnelheid tijdens het injectieproces van kunststoffen. De reologische analyse helpt dus bij het bepalen van de meest gunstige parameters voor het spuitgietproces om het optreden van koude slak te minimaliseren.
Maatregelen om koude slakken te voorkomen en te bestrijden
Om de vorming van koude slakken onder controle te houden en te vermijden, kunnen verschillende maatregelen worden genomen die de effecten van koude slakken bij het spuitgieten met succes verminderen en zo de kwaliteit van de spuitgietproducten verhogen.
Temperatuurregeling optimaliseren
Temperatuurregeling is een factor die gecontroleerd moet worden om de vorming van koude slak te voorkomen. Om de vorming van koude slak te voorkomen, is het aan te raden om de efficiëntie van de spuitgietmachine en het regelsysteem voor de matrijstemperatuur te verbeteren.
Temperatuurregeling sproeier: Zorg ervoor dat de temperatuur van de spuitmond optimaal is om te voorkomen dat de smelt kristallijne structuur krijgt in de spuitmond. Op de een of andere manier kan de temperatuur van de spuitmond constant worden gehouden met verwarmingsapparaten of isolatiemantels.
Temperatuurregeling van de schimmel: De stromingsweerstand van het koelsysteem en zelfs de temperatuur in de matrijs minimaliseren. Wijzigingen in het ontwerp van de koelkanalen en de stroomsnelheid van het koelmedium kunnen worden gebruikt om de temperatuur in de matrijs beter onder controle te houden.
Temperatuurregeling van het vat: Zorg voor een gelijkmatige temperatuurverdeling in het vat om temperatuurschommelingen te voorkomen die leiden tot de vorming van koude slakken. Systemen voor temperatuurregeling met meerdere zones kunnen de temperatuur van verschillende gebieden in het vat nauwkeurig regelen.

Vormontwerp verbeteren
Men moet ervoor zorgen dat het juiste matrijsontwerp wordt bereikt om de vorming van koude slak te minimaliseren. Met een beter ontwerp van de gate en runner kan de smeltstroom worden verbeterd, waardoor de vorming van koude slak wordt geminimaliseerd.
Gate-ontwerp optimaliseren: Kies de juiste poortposities en poortafmetingen zodat de smelt ongehinderd in de matrijsholte kan komen. Het gebruik van meerpuntshekken of hotrunnersystemen kan de smeltstroom verbeteren.
Optimaliseer het ontwerp van de loper: Ze moeten runners ontwerpen met geschikte vormen en afmetingen zodat de weerstand van de smeltstroom tot een minimum wordt beperkt. Spiraalvormige of tapse geleiders kunnen de smeltstroom helpen verbeteren.
Verbeter het ontwerp van het koelsysteem: Verhoog de verdeling van de koelkanalen en de stroomsnelheid van het koelmedium om een gelijkmatige temperatuurverdeling binnen de matrijs te krijgen. Het gebruik van dynamische koelsystemen kan de koelparameters regelen wanneer er verschillende productiefasen zijn.

Procesparameters voor spuitgieten aanpassen
Goed instellen spuitgietproces parameters is cruciaal voor het verminderen van de vorming van koude slak. Het is noodzakelijk om de injectiesnelheid, injectiedruk en wachttijd te verlagen en de koeltijd te verhogen, wat ook een positieve invloed heeft op de smeltstroom en koeleigenschappen en daarom de vorming van koude slakken vermindert.
Verhoog de injectiesnelheid: Het verhogen van de injectiesnelheid is een effectieve manier om de tijd die de smelt doorbrengt met afkoelen en stollen tijdens het vloeien te minimaliseren en zo de vorming van koude slakken te minimaliseren. Als de injectiesnelheid echter te hoog is, kunnen er andere defecten optreden zoals flashing of overvulling. Daarom moet de aanpassing gebeuren binnen de toelaatbare marge voor de kwaliteit van de producten.

Verhoog de inspuitdruk: Een hogere injectiedruk kan de smelt beter laten vloeien, waardoor de smelt de matrijsholte beter vult en er minder koude slakken ontstaan. De injectiedruk moet echter onder controle worden gehouden om te voorkomen dat de matrijs wordt beschadigd of de vorm van het product wordt vervormd.
Verleng de wachttijd: Om het risico op de vorming van koude slak te elimineren, moet er voldoende druk in de matrijsholte worden gehandhaafd, waarvoor de wachttijd moet worden verlengd. Als het product lang wordt vastgehouden, betekent dit ook dat de injectiecyclus langer duurt, wat niet erg efficiënt is.
Koeltijd optimaliseren: De koeltijd moet effectief worden geregeld zodat de matrijstemperatuur binnen het juiste bereik ligt om de afkoelsnelheid van de smelt te vertragen en de vorming van koude slak te ontmoedigen. De koeltijd moet hier proefondervindelijk worden geoptimaliseerd en daarom moeten de parameters voor de optimale koeltijd worden afgeleid.

Geschikte materialen kiezen
De materiaalkeuze bepaalt in grote mate de doeltreffendheid van het spuitgieten en de kwaliteit van het eindproduct. De materiaalkeuze leidt tot de optimalisatie van de smeltstroom en koeleigenschappen om de vorming van koude slakken te minimaliseren.
Selecteer materialen met een laag smeltpunt: Door het gebruik ervan smelt het materiaal gemakkelijk en vloeit het beter tijdens het spuitgieten, waardoor de vorming van koude slak tot een minimum wordt beperkt.
Selecteer materialen met hoge stroming: Door de hogere vloeibaarheid van hoogvloeibare materialen is het gemakkelijker om de vormholte in te pakken tijdens het spuitgietproces, waardoor de vorming van koude slak tot een minimum wordt beperkt. Weekmakers kunnen worden opgenomen in de formulering of de keuze van materialen met betere vloei-eigenschappen zal de vloei van het materiaal verbeteren.

Onderhoud van apparatuur versterken
De staat van de spuitgietapparatuur is de belangrijkste factor die de stabiliteit van het spuitgietproces en de kwaliteit van de afgewerkte producten beïnvloedt. Onderhoud en de juiste zorg voor de apparatuur zijn ook zeer cruciaal, zodat de apparatuur goed werkt zonder de vorming van koude slakken.
Controleer regelmatig de temperatuurregelingssystemen: Het is aan te raden om de temperatuurcontrolesystemen van de spuitgietmachine en de matrijs te controleren om er zeker van te zijn dat ze naar behoren werken om de vorming van koude slak te voorkomen.
Reinig sproeiers en loopwielen regelmatig: Reinig sproeiers, sproeitips en glijders voor een vrije smeltstroom en om de vorming van koude slak door verstopping te voorkomen.
Controleer koelsystemen regelmatig: Zorg ervoor dat het koelsysteem van de mal goed werkt om de vorming van koude slakken door ongelijkmatige koeling te voorkomen.

Conclusie
Tijdens het spuitgietproces kunnen verschillende factoren bijdragen tot de vorming van koude slakken, kleine, gestolde stukjes kunststof die de kwaliteit van de spuitgietproducten kunnen aantasten. Het gebruik van vlamvertragend PC (polycarbonaat) kan bijvoorbeeld een uitdaging zijn omdat het een nauwkeurige temperatuurregeling vereist om zijn eigenschappen te behouden. Bij het gebruik van watergekoeld gietstaal is de juiste koelsnelheid cruciaal. Een onjuiste koelsnelheid kan ertoe leiden dat de kunststof te snel afkoelt en koude slakken vormt voordat de mal volledig gevuld is. Daarnaast is het essentieel om de juiste brandwerendheidsklasse voor de kunststof te kiezen, zodat het materiaal de vereiste omstandigheden kan weerstaan zonder voortijdig af te breken. Een lage injectiesnelheid kan dit probleem verergeren doordat de kunststofvloeistof te vroeg afkoelt en stolt. Daarom is een optimale balans van deze factoren van vitaal belang om koude slakken te voorkomen en de productie van hoogwaardige kunststof spuitgietproducten te garanderen.

Koudeslakken zijn een van de fundamentele en vrij langdurige problemen die voorkomen in spuitgieten te wijten aan verschillende factoren zoals temperatuur, matrijsontwerp, procesparameters en materialen. Daarom zal het aanpassen van de temperatuurregeling, het ontwerp van de matrijs, de procesparameters, de materiaalselectie en meer onderhoud aan de apparatuur helpen om de vorming van koude slak te verminderen en zo de kwaliteit van het spuitgieten en de efficiëntie ervan te verbeteren.







