 Overslaan naar inhoud
Overslaan naar inhoud 

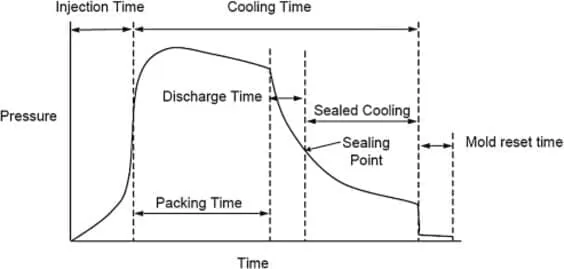
De vormcyclus van spuitgieten bestaat uit sluitingstijd van de matrijs, vultijd, wachttijd, afkoeltijd en ontvormingstijd. De koeltijd heeft het grootste aandeel hierin, ongeveer 70% ~ 80%.
Daarom heeft de koeltijd een directe invloed op de vormcyclus en de output van kunststof producten. In de ontvormfase moet de koeltemperatuur van kunststof producten lager zijn dan de vervormingstemperatuur van kunststof producten.
Om te voorkomen dat de kunststof producten restspanningsschade oplopen door relaxatie of kromtrekken en vervorming door gieten als gevolg van een externe kracht.

Wat is de koeltijd van spuitgieten?
Spuitgieten koeltijd verwijst meestal naar de tijd tussen het vullen van de plastic smelt met de spuitgietvorm holte en het tijdstip waarop de mal geopend kan worden om het product te verwijderen.
Kan de vorm openen om de tijdnorm te nemen die een stuk, vaak met maakt een stuk reeds voldoende stolt, heeft een bepaalde intensiteit en stijve heerser wanneer het openen van een gevormde bovenkant, geen misvormingsgekte verzendt.
Zelfs als dezelfde kunststof wordt gebruikt voor kunststof spuitgietenDe afkoeltijd varieert met de dikte van de wand, de temperatuur van de gesmolten kunststof, de ontvormtemperatuur van het spuitgietdeel en de temperatuur van het spuitgietdeel. spuitgietvorm.
Hoe wordt de koeltijd berekend bij kunststof spuitgieten?
De afkoeltijd kan worden berekend met behulp van een vergelijking waarin de wanddikte en een meting die bekend staat als thermische diffusie zijn verwerkt - die de thermische geleidbaarheid, dichtheid en energiebehoefte van de kunststof om de temperatuur te verhogen kwantificeert.
De geschatte tijd hangt ook af van het type thermoplastic, omdat elk verschillende smelt- en vormtemperaturen heeft.

Referentie koeltijd spuitgieten
1. De temperatuur van de middelste laag van het dikste deel van de wand van de spuitgegoten plastic onderdeelen de tijd die nodig is om af te koelen tot de temperatuur onder de thermische vervorming van de kunststof;
2. De gemiddelde temperatuur in de sectie van het kunststof spuitgietgedeelte en de tijd die nodig is om af te koelen tot de gespecificeerde matrijstemperatuur van het product;
3. De temperatuur van de middelste laag van het dikste deel van de wand van kristallijne kunststof vormdelen, de tijd die nodig is om af te koelen tot onder het smeltpunt of de tijd die nodig is om het gespecificeerde kristallisatiepercentage te bereiken.
Factoren die de koeltijd van spuitgieten beïnvloeden
Het schatten van de afkoeltijd voor spuitgieten kan complex zijn, omdat het afhangt van verschillende factoren zoals het gebruikte materiaal, de grootte en vorm van het onderdeel, de wanddikte, de werkelijke smelttemperatuur en de matrijstemperatuur.
1. Type kunststof dat wordt gebruikt
In het algemeen zullen materialen met een lager smeltpunt sneller stollen dan materialen met een hoger smeltpunt.
2. Vorm en grootte van de mal
3. Wanddikte van spuitgegoten onderdelen
Kleinere onderdelen met dunnere wanden koelen sneller af dan grotere onderdelen met dikkere wanden.
4. Vormtemperatuur
Door de lagere matrijstemperatuur koelt het materiaal sneller af.
5. Snelheid van de spuitgietcyclus
Hoe groter de spuitgietmachine, hoe langer de koeltijd.
Elk van deze factoren beïnvloedt de tijd die plastic nodig heeft om af te koelen en te stollen. Door met al deze factoren rekening te houden, wordt de afkoeltijd voor een bepaalde spuitgieten proces kan worden berekend.
Bovendien moet de voortgang van het koelproces nauwlettend in de gaten worden gehouden om ervoor te zorgen dat de spuitgietproducten aan alle kwaliteitseisen voldoen.

Waarom is de afkoeltijd belangrijk?
De afkoeltijd van een spuitgegoten onderdeel is om verschillende redenen belangrijk. Ten eerste zorgt het voor uniforme koelkanalen in holtetemperatuursensoren, waardoor kromtrekken en vervorming voorkomen worden.
Bovendien helpt het spanningsbreuken en andere defecten te voorkomen die kunnen optreden als het koelproces niet goed wordt geregeld.
Door de koeltijden nauwkeurig te voorspellen, kan de productie efficiënter gepland worden en kunnen onderdelen op tijd af zijn.
Bij het schatten van de koeltijd moet met veel factoren rekening worden gehouden, zoals de grootte en vorm van het onderdeel, de gebruikte materialen en het ontwerp van de matrijs.
Met ervaring hebben de meeste ingenieurs een goed gevoel voor hoe deze factoren de koeltijd van een bepaald onderdeel beïnvloeden.
Er bestaan echter ook softwareprogramma's die kunnen helpen om nauwkeurigere voorspellingen te doen. In elk geval is een nauwkeurige schatting van de koeltijd een belangrijk onderdeel van succesvol kunststof spuitgieten.

Wat gebeurt er als de koeltijd voor het spuitgieten onvoldoende is?
Het is erg belangrijk om de vultijd van het koelcircuit van spuitgietonderdelen om het juiste proces te garanderen.
Als de koeltijd te kort is, heeft de gesmolten kunststof mogelijk niet genoeg tijd om af te koelen en goed te stollen.
Op dat moment is het uitwerpproduct nog zacht. De problemen die kunnen optreden zijn onder andere vervorming van het uitwerpproduct, microvervorming en vervorming van het product, wat resulteert in onderdelen van slechte kwaliteit.
Als het echter te lang wordt gekoeld, kan het plastic ongelijkmatig afkoelen en kromtrekken of andere defecten veroorzaken.
Het inschatten van de koeltijd kan moeilijk zijn omdat dit van veel factoren afhangt, zoals de grootte en vorm van het onderdeel, het type kunststof dat gebruikt wordt en de omgevingstemperatuur.
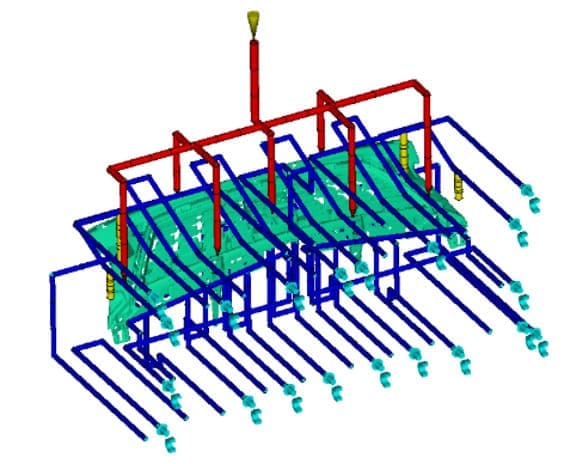
Door beproefde methoden te gebruiken voor het ontwerp van de koellijn, worden kromtrekken en koeltijd geminimaliseerd. De matrijs is ook volledig geïnstrumenteerd met holtedruksensoren aan de post-gate en het einde van de vulling in combinatie met temperatuursensoren in de matrijs. Enkele algemene richtlijnen kunnen er echter voor zorgen dat de koeltijd voldoende is.

Samenvatting
Hoewel het moeilijk kan zijn om de koeltijden in te schatten, is het belangrijk om ervoor te zorgen dat kunststof onderdelen voldoende worden gekoeld met een trekstaaf.
Er kunnen echter defecten optreden als de koeltijd te lang is. Voor meer informatie over koeltijden en andere factoren die de kwaliteit van kunststof spuitgietproducten beïnvloeden, kunt u contact opnemen met ZetarMold. We bespreken graag uw specifieke behoeften en zoeken naar een oplossing die aan uw eisen voldoet.







