 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: De trekhoek van een mal is van groot belang bij het ontwerpen van een spuitgietvorm. Dit bepaalt hoe moeilijk het is om het product uit de mal te krijgen. Als je een goede trekhoek hebt, kun je het product zonder problemen uit de mal krijgen.
Als je geen goede trekhoek hebt, kun je het product beschadigen of vast laten zitten in de mal. In dit artikel lees je wat je moet weten over de trekhoek van een mal.
Wat is de definitie van trekhoek?
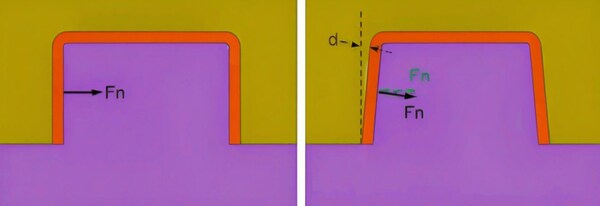
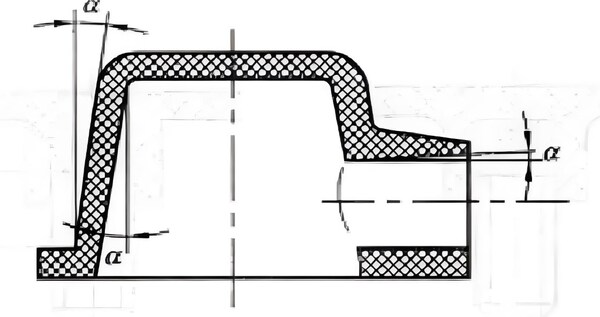
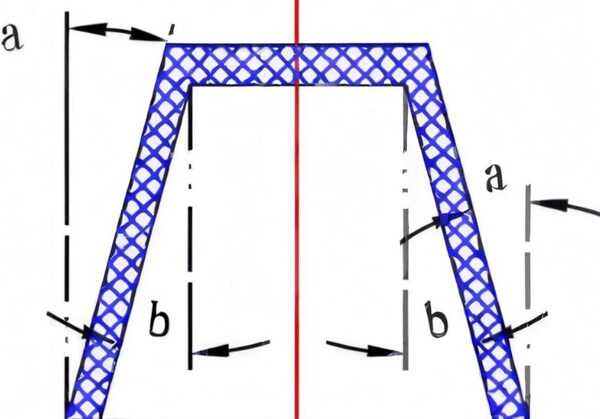
De ontwerphoek is de hoek tussen het vormdeeloppervlak en de productas. De grootte van deze hoek bepaalt de grootte en richting van de externe kracht die nodig is om het product te ontvormen.
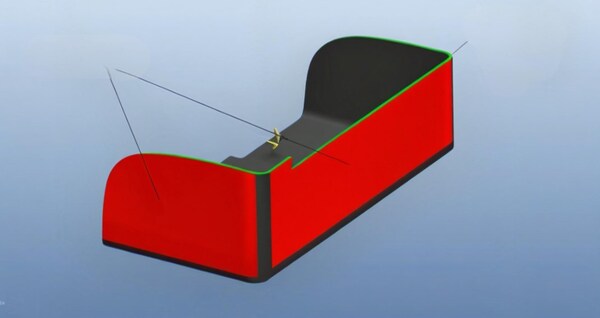
De trekhoek (ook draft genoemd) is de helling aan beide zijden van de matrijsholte om het ontvormen te vergemakkelijken. De oriëntatie van de trekhoek hangt af van de binnen- en buitenafmetingen van het kunststofdeel.
De grootte van de ontvormhoek van het kunststofdeel hangt samen met de eigenschappen, krimp, wrijvingscoëfficiënt, wanddikte en geometrie van het kunststofdeel. Harde kunststoffen hebben een grotere ontvormhoek dan zachte kunststoffen; kunststof onderdelen met complexere vormen of meer vormgaten hebben een grotere ontvormhoek.
Kunststof onderdelen met grotere hoogtes en diepere gaten hebben een kleinere ontvormhoek; naarmate de wanddikte toeneemt en de kracht van het binnenste gat om de kern groter is, moet de ontvormhoek ook groter zijn.
Soms, om het kunststofdeel in de matrijs of op de kern te houden wanneer je de matrijs opent, maak je de helling van de rand opzettelijk minder of maak je de afschuining groter. Er is geen vaste regel voor de grootte van de trekhoek en de meeste worden bepaald door ervaring en op basis van de diepte van het onderdeel.
Wat zijn de soorten trekhoeken?
De trekhoek van de matrijs is onderverdeeld in de trekhoek van het voorste matrijsoppervlak en de trekhoek van het achterste matrijsoppervlak. Ze worden voornamelijk onderscheiden door het scheidingsvlak. Het scheidingsvlak verdeelt de matrijskern in de voorste matrijs en de achterste matrijs. De ontwerphoek die moet worden ontworpen op het oppervlak parallel aan de ontvormrichting van de voorste matrijs wordt de ontwerphoek van het voorste matrijsoppervlak genoemd.
Daarentegen wordt het de trekhoek van het achterste matrijsoppervlak genoemd. Bovendien, als de matrijs zijkerntrek heeft (schuine bovenkant en schuif), wordt het de schuine bovenkant van het oppervlak, de hellingshoek en de hellingshoek van het schuifoppervlak genoemd, en de trekrichting is gebaseerd op de richting van de schuifbeweging.
Wat zijn de ontwerpprincipes van de ontmalingshoek?
Voor producten met hoge uiterlijke eisen moet de ontvormhoek klein zijn: om de integriteit en schoonheid van het uiterlijk van het product te behouden, moet de ontvormhoek zo klein mogelijk zijn om de impact op het uiterlijk van het product tijdens het ontvormproces te beperken.
Voor producten die een hoge precisie vereisen, moet de ontvormhoek klein zijn: een grote ontvormhoek beïnvloedt de maatnauwkeurigheid van het product. Voor producten die een hoge precisie vereisen, moet de ontvormhoek daarom ook zo klein mogelijk zijn.
Het oppervlak is helder en de ontvormhoek moet voldoende worden verkleind: Producten met een glanzend oppervlak stellen vaak hogere eisen aan het uiterlijk, dus de ontvormhoek moet ook passend worden verkleind.
Plastic materialen hebben zelfsmerende eigenschappen, dus de ontvormhoek kan worden verkleind.Het product heeft een complexe vorm, en de ontvormhoek moet worden vergroot: Complexe vormen kunnen het ontvormen bemoeilijken, dus de ontvormhoek moet worden vergroot om een soepele ontvorming te garanderen.
Kunststoffen met een slechte vloeibaarheid of toegevoegde versterkingen moeten een grotere ontvormhoek hebben: Deze materialen hebben een slechte vloeibaarheid, waardoor het moeilijk kan zijn om de mal te vullen of aan de mal te plakken tijdens het ontvormen.
Maak de lijm dikker en vergroot de ontmalhoek: Dikkere kunststoflagen krimpen meer als ze afkoelen en door de ontmalhoek te vergroten, verminder je de krimpspanning en voorkom je vervorming.
Voor kunststoffen met een grote krimp moet je een grotere ontvormhoek gebruiken: Kunststoffen met een grote krimp krimpen veel als ze afkoelen. Als je de ontkrimphoek vergroot, kun je deze krimp compenseren en ervoor zorgen dat het product de juiste maat heeft.
Vergroot de ontvormhoek van transparante kunststof onderdelen: Transparante kunststof onderdelen stellen vaak hoge eisen aan uiterlijk en optische eigenschappen. Door de ontvormhoek goed te vergroten, worden spanningen en vervorming tijdens het ontvormen verminderd en blijven de transparantie en optische eigenschappen van het product behouden.
De ontvormrichting is over het algemeen gebaseerd op het scheidingsoppervlak voor het ontvormen, waarbij ervoor wordt gezorgd dat het grotere uiteinde na het ontvormen dicht bij het scheidingsoppervlak ligt, omdat het anders niet soepel kan worden ontvormd.
Hoe bepaal je de juiste ontvormhoek?
De spuitgietrichting selecteren
De ontplooiingsrichting van de spuitgietvorm heeft niet alleen invloed op de grootte en de uiterlijke kwaliteit van het eindproduct, maar ook direct op de levensduur en de productie-efficiëntie van de matrijs.
Daarom moet voor het bepalen van de ontvormhoek eerst de ontvormrichting bepaald worden. In het algemeen moet de ontvormrichting het mogelijk maken dat het eindproduct op natuurlijke wijze loskomt van de mal zonder dat dit overmatige schokken en slijtage aan de mal veroorzaakt.
De ontvormhoek formuleren
Als je eenmaal weet welke kant je op moet trekken, moet je bepalen hoeveel je moet trekken op basis van het materiaal en de productieomstandigheden. Over het algemeen geldt: hoe groter de trekkracht, hoe makkelijker het is om het onderdeel eruit te krijgen, maar dit heeft invloed op de oppervlakteafwerking van het onderdeel.
Als de trekkracht te klein is, slijt de matrijs en is de kwaliteit van het onderdeel niet consistent. Je wilt dus zo veel mogelijk trekken zonder de kwaliteit van het onderdeel of de levensduur van de matrijs te verknoeien.
Denk aan het materiaal
Verschillende kunststof materialen hebben een verschillende vloeibaarheid, krimp en elasticiteit. Bij het bepalen van de ontvormhoek moet rekening worden gehouden met de eigenschappen van het materiaal, zodat het product soepel ontvormd kan worden.

Houd rekening met productieomstandigheden
Bij het bepalen van de uitwerphoek van de spuitgietmatrijs moet je ook rekening houden met de productieomstandigheden, zoals injectiesnelheid, injectiedruk, matrijstemperatuur enz.
Deze factoren hebben invloed op de oppervlaktekwaliteit en de maatnauwkeurigheid van het eindproduct en vervolgens op de keuze van de uitwerphoek. Doe voortdurend ervaring op met daadwerkelijke productie en vind de beste uitwerphoekparameters door proefmallen en aanpassingen.

Vormstructuur: De structuur en lay-out van de matrijs zijn ook belangrijke factoren bij het bepalen van de trekhoek. Zo moet de trekhoek van een mal met meerdere caviteiten meestal gelijkmatig worden bekeken om het evenwicht en de consistentie van elke caviteit te garanderen.
Uitwerpsysteem: Het ontwerp en de lay-out van het uitwerpsysteem zijn ook van invloed op de keuze van de trekhoek. De grootte en richting van de uitwerpkracht moeten overeenkomen met de trekhoek om een soepele uitwerping van het product te garanderen.
Wat zijn de belangrijkste punten bij het bepalen van de trekhoek?
Er is geen vaste regel voor hoeveel trekhoek je nodig hebt. Het meeste is gebaseerd op ervaring en hoe diep het onderdeel is. Je moet ook rekening houden met het spuitgietproces, de wanddikte en het type kunststof dat je gebruikt.
Maar over het algemeen heb je enige trek nodig op elke zijwand van je onderdeel om het te helpen uit de mal te komen. De hoeveelheid trek kan variëren van nul graden tot meerdere graden, afhankelijk van de omstandigheden, maar 0,5° tot 1° is meestal een goede vuistregel.
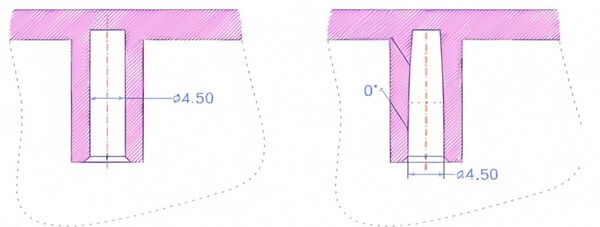
De hellingsrichting is over het algemeen gebaseerd op het kleine uiteinde van het binnengat, volgens de tekening, en de helling wordt verkregen uit de expansierichting. De buitenvorm is gebaseerd op het grote uiteinde en de helling wordt verkregen vanuit de reductierichting.
Voor kunststof onderdelen met hoge precisie-eisen moet een kleinere ontvormhelling worden gebruikt. Voor grotere en hogere afmetingen moet een kleinere ontvormhelling worden gebruikt. Voor kunststofonderdelen met een grote krimp moet een grotere ontvormhelling worden gebruikt. Als de wanddikte van het kunststofdeel dikker is, neemt de vormkrimp toe en moet de ontvormhelling groter zijn.
Meestal valt de ontvormhelling niet binnen het tolerantiebereik van kunststof onderdelen. De ontvormhelling van transparante onderdelen moet groter zijn om krassen te voorkomen. Meestal moet de ontvormhelling van PS-materialen groter zijn dan 3° en die van ABS- en PC-materialen groter dan 2°.
De zijwand van kunststof onderdelen met lederkorrel, zandstralen en andere uiterlijkbehandelingen moet worden toegevoegd met een ontvormhoek van 3°~5°, afhankelijk van de specifieke diepte van de textuur. De vereiste ontvormhoek staat duidelijk vermeld op het algemene textuurplaatje. Hoe dieper de textuur, hoe groter de plooihoek moet zijn. De aanbevolen waarde is 1°.
De helling van het inlegvlak is over het algemeen 1°~3° en de helling van het ontvormoppervlak van de buitenste schaal is groter dan of gelijk aan 3°. De ontvormhelling van andere onderdelen van het omhulsel behalve het buitenoppervlak is 1° als standaard ontvormhelling.
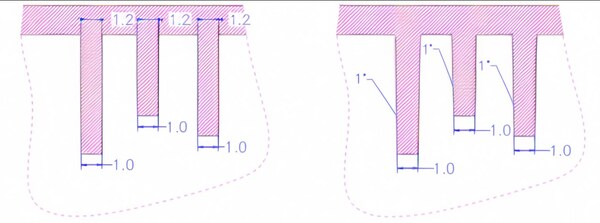
In het bijzonder kan het ook worden genomen volgens de volgende principes: de ontvormingshoek van de verstevigingsribben minder dan 3 mm hoog is 0,5°, 35 mm is 1°, en de rest is 1,5°; de ontvormingshoek van de holte minder dan 3 mm hoog is 0,5°, 35 mm is 1°, en de rest is 1,5°.

Wat zijn de methodes om de ontvormhoek van de mal aan te passen?
Pas de mechanische structuur aan
Bevestig de mechanische structuur op basis van de ontwerpfouten van de matrijs. Pas de ontvormhoek aan terwijl deze gestandaardiseerd blijft. Pas de trekhoek van de kern aan, vergroot de trekhoek van de kern of wijzig de afstand tussen de mallen.

De temperatuur aanpassen
Verschillende kunststoffen hebben verschillende krimpsnelheden en moeilijkheden bij het ontvormen. Het verwarmen van de matrijs tijdens het spuitgietproces kan de spanning binnenin het spuitgietdeel verminderen en de plastic vloeibaarheid verbeteren om betere vormeffecten te verkrijgen.

De ontvormmethode wijzigen
Om het probleem van schimmel in het ontvormproces beter op te lossen, kunnen we de ontvormmethode veranderen. We kunnen bijvoorbeeld de methode van translation demoulding gebruiken, de lengte van de uitwerppin vergroten, enzovoort.
De mal verwerken
De trekkracht wordt opnieuw bepaald door de matrijs te bewerken. Soms moet de ontwerphoek van het spuitgieten worden aangepast aan de aard en de eisen van het product. Op dat moment kan mechanische verwerking of warmtebehandeling worden toegepast.

Wat zijn de voorzorgsmaatregelen voor de helling van het vormafgietsel?
Gebruik niet te veel trekkracht: Te veel trek kan ervoor zorgen dat het onderdeel scheef gaat staan of verdraait wanneer het uit de mal komt, wat de kwaliteit van het onderdeel kan beïnvloeden.
Besteed aandacht aan de coördinatie tussen het lokale en het geheel: Bij complexe productstructuren kan het nodig zijn om de ontvormhelling plaatselijk aan te passen voor een soepele ontvorming.
Denk na over wat er daarna komt: Sommige producten moeten verwerkt worden na het spuitgieten, zoals warm buigen, buigen enzovoort. Bedenk bij het instellen van de ontvormhoek wat er daarna komt, zodat je de verwerking niet in de war schopt.
Wat zijn de functies van de trekhoek?
Blijf verbeteren: In de eigenlijke productie wordt het ontwerp van de ontvormingshoek van de matrijs voortdurend geoptimaliseerd en verbeterd op basis van de werkelijke situatie om de productie-efficiëntie en de productkwaliteit te verbeteren.
De ontvormhoek moet uniform en consistent zijn om plaatselijke scherpe hoeken of groeven te vermijden.
De ontvormhoek moet overeenkomen met de ontvormrichting van het spuitgietproduct. De ontvormhoek moet rekening houden met de krimpsnelheid van het spuitgietproduct. spuitgegoten onderdeel. De ontvormhoek moet zo groot mogelijk zijn zonder het uiterlijk en de prestaties van het spuitgietproduct aan te tasten.
Materiaaleigenschappen: Verschillende kunststoffen hebben verschillende krimpsnelheden en thermische uitzettingscoëfficiënten. Harde kunststoffen zoals ABS en PC kunnen een grotere ontplooiingshoek nodig hebben, terwijl zachte kunststoffen zoals TPR en TPU met een kleinere ontplooiingshoek ontworpen kunnen worden.

Plastic deelstructuur: Voor kunststof onderdelen met complexe structuren, zoals onderdelen met diepe gaten of smalle groeven, moet de ontvormhoek iets worden vergroot om te voorkomen dat de kunststof onderdelen krimpen en tijdens het afkoelen vast komen te zitten in de mal.
Vereisten voor glad oppervlak: Producten met een hoogglanzend oppervlak hebben een hogere ontvormhoek nodig om ervoor te zorgen dat het gladde oppervlak van de kunststof onderdelen niet beschadigd raakt wanneer je ze eruit haalt.

Vormleven en ontvormen: De levensduur van de matrijs wordt verkort als de ontvormhoek te groot is, want hoe groter de hoek, hoe ongelijkmatiger de kracht op de matrijs. Probeer daarom zoveel mogelijk een kleinere ontvormhoek te gebruiken om aan de ontvormvereisten van het product te voldoen.
Vereisten voor maatnauwkeurigheid: Voor kunststof onderdelen die een hoge maatnauwkeurigheid vereisen, moet de ontvormhoek zeer nauwkeurig worden ingesteld, anders is het gemakkelijk om maatafwijkingen te veroorzaken.
Dikte plastic onderdeel: Dunwandige kunststof onderdelen hebben meestal een grotere ontvormhoek nodig om vervorming te voorkomen, terwijl dikwandige kunststof onderdelen een kleinere ontvormhoek nodig hebben om materiaal te besparen.
Voorwaarden voor het productieproces van spuitgieten: De krimpvervorming van kunststof onderdelen wordt beïnvloed door procesparameters zoals injectiesnelheid, druk, temperatuur en wachttijd, dus de grootte van de ontvormhoek moet worden aangepast aan de specifieke procesomstandigheden.

Esthetische overwegingen: Voor sommige producten met een belangrijk uiterlijk moet het ontwerp van de ontkistingshoek ook rekening houden met de algemene esthetiek van het product. Soms moet de plooihoek slim verborgen worden zodat hij het uiterlijk van het product niet beïnvloedt.
Functionele vereisten: Voor constructies met functies als schuiven en vastklikken, moet de instelling van de ontwerphoek ervoor zorgen dat deze functies goed kunnen werken en niet in het gedrang komen door een verkeerd ontvormingsontwerp.
Wat zijn de voorzorgsmaatregelen voor de ontvormingshelling?
Gebruik niet te veel tocht: Te veel tocht kan ervoor zorgen dat het onderdeel overhelt of verdraait wanneer het uit de mal komt, waardoor het onderdeel beschadigd kan raken.
Besteed aandacht aan de coördinatie tussen het lokale en het geheel: Bij complexe productstructuren kan het nodig zijn om de ontvormhelling plaatselijk aan te passen om een soepele ontvorming te verkrijgen.

Houd rekening met de behoeften van latere verwerking: Sommige producten moeten na het spuitgieten worden verwerkt, zoals warm buigen, buigen, enz. Houd bij het instellen van de ontvormhoek rekening met de behoeften van de verdere verwerking om te voorkomen dat het verwerkingseffect wordt beïnvloed.
Conclusie
Tijdens het ontwerpproces moeten spuitgietspecialisten rekening houden met een zo groot mogelijke ontwerphoek, waaronder een ontwerphoek van nul graden en een ontwerphoek van een halve graad, om te zorgen voor een soepele vrijgave van de matrijs, zodat de deellijn en de kernholte optimaal kunnen worden benaderd voor een productieproces van hoge kwaliteit.
Het spuitgieten onder een redelijke opdrukhoek is de sleutel tot een productieproces van hoge kwaliteit. Door trekhoeken toe te voegen, vooral bij complexe verticale oppervlakken, kan het ontvormingseffect effectief worden verbeterd.
Als je plastic onderdelen maakt met spuitgietenDe hoek van de zijkanten van het onderdeel is echt belangrijk. Als je het goed doet, komen de onderdelen heel gemakkelijk uit de mal. Als je het verkeerd doet, komen de onderdelen vast te zitten in de mal en moet je ze weggooien. Het is dus belangrijk om de hoek goed te krijgen. Als je het goed doet, maak je meer onderdelen in minder tijd en zijn ze van betere kwaliteit.







