 Overslaan naar inhoud
Overslaan naar inhoud 

Hoe lang is de levensduur van een spuitgietgereedschap? Als je erover nadenkt, is deze vraag niet streng genoeg.
We weten allemaal dat er veel factoren zijn die het leven van spuitgietmatrijzenen er is geen manier om de vraag te beantwoorden hoe lang de kunststof spuitgietmatrijs leven is wanneer de voorwaarden niet duidelijk zijn.
Hoe wordt de levenscyclus van een schimmel gemeten?
Duurste spuitgietmatrijzen Ze werken onder zware omstandigheden en hoewel een goede mal lang meegaat onder de omstandigheden waarin hij werkt, zullen zelfs de beste mallen enige slijtage ondervinden.
De kunststof spuitgietmatrijs De levensduur hangt af van verschillende factoren en een matrijs met een snellere doorlooptijd kan meer cycli op een dag voltooien dan een matrijs met een langzamere cyclus.
Aangezien de levensverwachting van een spuitgietvorm wordt gemeten in exact het aantal cycli in plaats van de looptijd van de matrijs, zal een matrijs die meer cycli kan voltooien in een kortere periode over het algemeen een kortere levensduur hebben.
Hoewel een kortere levensduur een slechte zaak lijkt, is het verschil tussen een matrijs met een snelle doorlooptijd en een matrijs met een langzame doorlooptijd niet noodzakelijk significant. Als beide matrijzen ongeveer 250.000 cycli kunnen voltooien voordat ze kapot gaan, dan zijn beide matrijzen even goed.
Eigenaars van matrijzen moeten begrijpen dat de levensduur van een matrijs wordt gemeten in cycli, niet in de tijd dat de matrijs draait. Dit is zinvoller omdat weten hoeveel onderdelen een matrijs tijdens zijn levensduur zal produceren, molders helpt bepalen of een matrijs de verwachte output van een project kan voltooien.

Factoren die de levensduur van een spuitgietmatrijs beïnvloeden
Het einde van de levensduur van de spuitgietvorm, met een verscheidenheid aan factoren, de belangrijkste factoren die van invloed zijn op de levensduur van de plastic spuitgietmatrijzen zijn de volgende.
Vormmateriaal
Het vormleven heeft een grote relatie met de plastic materialen, hoe groter het aantal van de productie, hoe groter de belasting op het materiaal eisen voor het werk, dat moet worden geselecteerd voor high-performance schimmel materialen met een sterke draagkracht en een lange levensduur schimmel verwachting
Echter, moet worden opgemerkt dat de schimmel materiaal in de productiekosten goed voor ongeveer 25% ~ 30%, dus je kunt niet zomaar kiezen voor een goed materiaal, de dragende schimmel onderdelen beschikbaar iets slechtere materialen.
Schimmelstructuur
De structuur van de mal heeft een grote relatie met de levensduur van de mal en een redelijke structuur kan helpen de draagkracht van de mal te verbeteren en de levensduur van de mal te verlengen.
Dergelijke het gebruik van een betrouwbare gids mechanisme kan effectief voorkomen dat de mal bite bij het sluiten van de mal; Een ander voorbeeld is het gebruik van afgeronde overgang naar stress concentratie structuur te voorkomen, waardoor de mal kan sterke molding druk weerstaan, omdat de mal is het meest waarschijnlijk te kraken van de stress concentratie.
Daarom zijn de selectie en behandeling van schimmelstructuur geschikt, en de levensduur van de schimmel is zeer invloedrijk.

Kwaliteit van vormverwerking
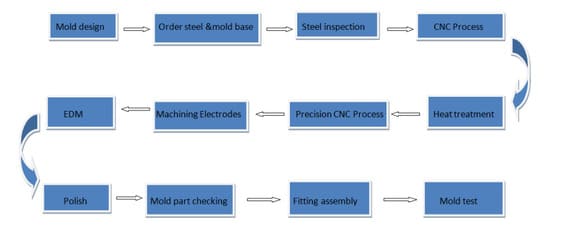
Er zijn veel onderdelen van de mal, verwerkingsmethoden zijn verschillend, voornamelijk smeden, snijden verwerking, EDM verwerking, warmtebehandeling, slijpen en polijsten, enz.
Deze verwerking is waarschijnlijk delen letsel en levensduur van de mal, zoals EDM koeling onjuist en microscopische scheurtjes; in de warmtebehandeling als gevolg van ongelijkmatige verwarming, zodat de prestaties van de onderdelen verschillend is; smeden als gevolg van onjuiste temperatuurregeling veroorzaakt door scheuren binnen de metalen organisatie; slijpen en polijsten zijn niet genoeg, zodat de oppervlakteruwheid van de onderdelen te groot en resterende mes merken, enz, De bovenstaande gebreken op de mal slijtvastheid, anti-fractuur vermogen De bovenstaande gebreken hebben een aanzienlijke invloed op de slijtvastheid, breukbestendigheid, weerstand tegen vermoeidheid, etc., waardoor de levensduur van de mal.
Werkende schimmel
Spuitgietmatrijs in het werk, vaak door de spuitgieten proces van schimmel sluiten, vergrendeling, injectie, holding druk, koeling, schimmel openen, uitwerpen, enz., in dit proces, moeten ervoor zorgen dat elk werk mechanisme is betrouwbaar en licht, en flexibel werk.
Daarom moeten de bewegende delen ongehinderd kunnen bewegen en betrouwbaar gesmeerd worden. Daarom moet de operator vaak aandacht besteden aan het onderhoud en de reparatie van de mal, zodat deze in de beste staat werkt.
Staat van de apparatuur
De prestaties van de spuitgieten machine een grotere impact heeft op het leven van de spuitgietvormverschillende acties van de spuitgietvorm worden ingevuld door de relevante instellingen op de spuitgieten machine, als de spuitgieten machine in de mal klemkracht is scheef, of te veel kracht of onnauwkeurige actie, zodat de mal botsing of excentrische kracht, de mal zal worden beschadigd, en de levensduur zal sterk worden beïnvloed.

Manieren om de levensduur van kunststof spuitgietmatrijzen te verbeteren
De levensduur van schimmels is altijd een belangrijke factor geweest in de winstgevendheid van spuitgieten procesprojecten. Als je de levensduur van de matrijs kunt verlengen tot een waarde die hoger is dan de ontwerpvereisten door middel van redelijke methoden, dan zal de winstgevendheid van de onderneming aanzienlijk verbeteren.
Redelijke instelling van klemkracht
Het is erg belangrijk om de klemkracht van de spuitgieten Verwerk de machine op de juiste manier om de levensduur van de matrijs te verbeteren. Een te hoge of te lage klemkracht schaadt de levensduur van de matrijs.
Als de klemkracht te laag is ingesteld, kan de hogedrukinjectie de klemkracht overschrijden en zal de matrijs worden geopend of zelfs beschadigd tijdens het hele proces. spuitgieten proces. Als de klemkracht te hoog is ingesteld, kan de spuitgieten machine overmatige druk uitoefent op de gietvormscheidingslijn, het uitlaatgebied en de gietvormonderdelen, waardoor de gietvorm beschadigd raakt.
Om deze situaties te vermijden, kan de ideale klemkracht voor elke matrijzenset berekend worden met behulp van matrijsstroomanalyse of met de volgende formule.
Klemkracht = geprojecteerd oppervlak x materiaalklemkrachtfactor x veiligheidsfactor
waarbij het geprojecteerde gebied het product en de loopwagen omvat. De klemkrachtfactor voor het materiaal kan worden verkregen uit de materiaaleigenschappen-tabel of door de grondstoffenleverancier te raadplegen. De veiligheidsfactor wordt gekozen op basis van de werkelijke situatie, die te maken heeft met de stabiliteit van het product. spuitgieten machine, de structuur van de mal, enz. Het is over het algemeen 1,5 ~ 2.

Lage druk kleminstelling
Stel lagedrukklemming in op de spuitgieten machine om de mal te beschermen. Stel de hogedrukklemming in op niet meer dan 0,05 inch van de werkelijke contactpositie van de matrijs. Verlaag geleidelijk de lagedrukklemming tot de matrijs niet blokkeert.
Op dit punt zal de klemdruk langzaam toenemen, waardoor de mal geleidelijk overgaat van klemmen onder lage druk naar klemmen onder hoge druk.
Stel de timer voor het sluiten van de matrijs bovendien in op 0,5 seconden hoger dan de werkelijke vereiste tijd voor het sluiten van de matrijs. Als de werkelijke sluitingstijd van de matrijs bijvoorbeeld 0,6 seconden is, stelt u de timer voor het sluiten van de matrijs in op 1,5 seconden.
Redelijke instellingen voor openen en sluiten van de matrijs
De klemsnelheid beïnvloedt de cyclustijd, maar hoe sneller de klemsnelheid, hoe beter. Een te hoge klemsnelheid kan namelijk overmatige slijtage of schade aan matrijsonderdelen veroorzaken.
Het is belangrijk om ervoor te zorgen dat de overgang van snel naar langzaam klemmen soepel verloopt en dat het langzame klemmen plaatsvindt voordat de pen en het onderdeel passen. Zorg ervoor dat de overgang tussen snelle en langzame matrijsopeningen ook vloeiend verloopt en dat de snelle matrijsopeningen plaatsvinden nadat alle producten en onderdelen uit de matrijs zijn vrijgemaakt.

Juiste uitwerperinstelling
Verkeerde instellingen van het uitwerpmechanisme kunnen de levensduur van de matrijs in gevaar brengen door te veel uitwerpen of door onjuist uitwerpen van het product, wat kan leiden tot problemen met de pers en schade aan de matrijs.
Het onderdeel moet op de juiste manier uit de matrijs worden geworpen op basis van de hoeveelheid afscheiding die nodig is voor het eigenlijke product. Een te groot uitwerpvolume kan resulteren in een te grote druk op de uitwerppin. Naast het uitgeworpen volume mag de instelling van de uitwerppersdruk niet te hoog zijn en moet deze gebaseerd zijn op de werkelijke productbehoeften.
Redelijke hot runner-instelling
De methode voor het starten en sluiten van de hotrunner kan de levensduur van de matrijs beïnvloeden. Een onjuiste start kan de matrijs doen rijzen, waardoor de matrijs moet worden verwijderd en gerepareerd. Bedien de klepafsluiter handmatig om te controleren of de instellingen correct zijn en goed werken voordat er volledig geproduceerd wordt.
Voer het materiaal in de hotrunner uit door de geleiderlade en meet de temperatuur om te controleren of de materiaaltemperatuur naar wens is. De temperatuur van de hotrunner moet onmiddellijk worden verlaagd tijdens het sluiten van de hotrunner om het risico op degradatie van het kunststofmateriaal te verminderen.
Redelijke instellingen voor matrijskoeling
Overmatige matrijstemperaturen kunnen de levensduur van matrijzen nadelig beïnvloeden. Daarom is het beperken van de matrijstemperaturen tot het minimum dat vereist is voor een acceptabel uiterlijk van het product een effectieve manier om de levensduur van matrijzen te verbeteren.
Daarnaast is het belangrijk om ervoor te zorgen dat het temperatuurverschil tussen de bewegende en de vaste zijde van de mal niet groter is dan 6 graden Celsius. Temperatuurverschillen boven dit bereik kunnen leiden tot overmatige thermische vervorming tussen de twee zijden van de matrijs, wat resulteert in problemen met het openen en sluiten van de matrijs, wat kan leiden tot slijtage of schade aan de matrijs.
Schimmelreiniging en -inspectie
De matrijzen in de productieomgeving moeten minstens één keer per shift worden geïnspecteerd, gereinigd en gesmeerd. Tekenen van slijtage van aluminium mallen, zoals slijtage, deellijnen, bramen en metaalspanen, moeten tijdens dit proces worden opgemerkt.
Het opstellen van een regelmatig preventief onderhoudsschema, het bijhouden van een onderhoudsregister voor aluminium mallen en het beoordelen van terugkerende onderhoudsgebeurtenissen om de frequentie van preventief onderhoud vast te stellen, zal helpen om ongepland onderhoud te verminderen.
Controleer of de geleiders gesmeerd zijn en of ze goed werken. Let op tekenen van defecte remmen en losse haken.
Onderhoud van spuitgietmatrijzen
Goed onderhoud van kunststof matrijzen is belangrijker dan reparatie van kunststof matrijzen. Hoe vaker de spuitgietvorm Hoe beter de matrijs wordt onderhouden, hoe langer de levensduur van de spuitgietmatrijs.
Schimmelonderhoud is voornamelijk onderverdeeld in drie punten
a. Kunststof spuitgietvorm Dagelijks onderhoud: verschillende bewegende delen zoals de uitwerppen, de lijnpositie, de geleidepilaar, het bijvullen van de geleidingsbus, het reinigen van het schimmeloppervlak, het watertransport van het evacuatiekanaal, wat het dagelijks onderhoud van de schimmelproductie is.
b. Kunststof spuitgietvorm Regelmatig onderhoud: regelmatig volledig schimmelonderhoud, inclusief dagelijks onderhoud naast het reinigen van de uitlaatsleuf, zwart brandend gas plus uitlaat, schade, correctie van slijtageonderdelen, enz.
c. Plastic injection schimmel uiterlijk onderhoud: de buitenkant van de schimmel embryo is geschilderd om roestvorming te voorkomen, de onderste schimmel, vaste schimmel bewegende schimmel moet worden bekleed met anti-roest olie, schimmel behoud moet goed worden afgesloten om stof te voorkomen in de holte.

Samenvatting
Er zijn veel soorten plastic vorm gehard staal, waarbij een breed scala van prijzen, van enkele tientallen tot enkele honderden dollars, zijn er geïmporteerd, zijn er ook binnenlandse, dus hun kwaliteit, kenmerken, het gebruik van het milieu verschillen, zodat de levensduur varieert sterk.
Bovendien, plastic vorm staal is gemaakt in een schimmel wanneer de productie begon de levensduur te berekenen, schimmel fabricage is van het ontwerp, verwerking, assemblage, inbedrijfstelling en andere stappen voordat ze in gebruik genomen, dus in de schimmel verwerkingsproces te wijten aan het niveau van ontwerp en fabricageproces verschillen, zal schimmel leven ook sterk worden beïnvloed.
De beslissende factor in de kwaliteit van het staal, het kiezen van de juiste stalen mal is het belangrijkste. Bijvoorbeeld, met verschillende injectiematerialen, zal de overeenkomstige mal staal niet hetzelfde zijn, zoals hoge polijsten eisen, corrosiebestendigheid eisen, enz.
Bovendien zal de oorsprong van de verschillende kwaliteit ook verschillend zijn, de algemene levensduur van P20 schimmel staal geproduceerd door grote fabrieken in ongeveer 300.000 sterven keer, 1.2738 schimmel staal 500.000 sterven keer, H13 schimmel staal en 1.2344 schimmel staal meestal in een miljoen sterven keer, kunt u kiezen voor een grote fabriek of kleine fabriek staal te gebruiken volgens de situatie.







