 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 

사출 성형 부품의 품질 향상, 운영 효율성 개선, 폐기물 감소 및 비용 절감을 통해 공정 능력을 향상시킵니다. 자세한 내용은 사출 성형, enhancing efficiency and product quality across various industries.
핫 러너는 성형 중 플라스틱 용융물을 최적의 온도로 유지하여 폐기물을 최소화하고 사이클 시간을 개선합니다. 일반적으로 자동차, 소비재 및 의료 기기 제조에 사용됩니다. 주요 이점으로는 재료 비용 절감과 부품 품질의 일관성 향상 등이 있습니다.
이 개요에서는 핫 러너의 장점을 강조했지만, 생산 공정을 최적화하려면 핫 러너의 설계와 적용을 이해하는 것이 중요합니다. 다양한 핫 러너 시스템이 제조 효율성을 어떻게 향상시킬 수 있는지 자세히 살펴보세요.
- 핫러너는 러너 시스템 내에서 플라스틱을 용융 상태로 유지하여 콜드 러너 폐기물을 제거하고 박벽 부품의 사이클 시간을 5초 미만으로 단축합니다.
- 온도 제어와 균형 잡힌 유동은 가장 중요한 두 가지 기술적 요소입니다. 제어가 불량하면 게이트 결함, 플래시, 캐비티 충전 불균형이 발생합니다.
- 밸브 게이트 시스템은 가장 높은 정밀도를 제공하지만 가장 복잡한 유지보수가 필요합니다; 오픈 시스템은 더 간단하지만 덜 다용도입니다.
- 핫러너 금형은 러너 스크랩을 완전히 제거하여 대량 생산에서 재료 비용을 10~20% 절약합니다.
- 다중 캐비티 금형 성공을 위해 CAE 분석을 통해 검증된 적절한 매니폴드와 노즐 설계가 필수적입니다.
구매자에게 중요한 질문은 핫 러너가 고급인지 여부가 아니라, 수지, 부품 중량, 연간 생산량, 게이트 외관 요구사항 및 공급업체의 유지보수 능력에 적합한지 여부입니다. 핫 러너는 러너가 고가의 재료를 낭비할 경우 강력한 투자가 될 수 있지만, 시스템이 균형이 맞지 않거나 서비스하기 어려운 경우 숨겨진 비용이 될 수도 있습니다.
“핫 러너는 사출 성형의 사이클 시간을 줄입니다.”True
핫 러너는 플라스틱을 계속 녹여 냉각 시간을 줄이고 전체 생산 공정의 속도를 높입니다.
“핫 러너는 모든 경우에서 콜드 러너보다 비용이 더 높습니다.”False
핫 러너는 일반적으로 초기 비용이 높지만, 효율성과 자재 절감 효과로 장기 생산 시 전체 비용을 낮출 수 있습니다.
핫 러너의 원리는 무엇인가요?
핫 러너는 가열된 금형 채널 내부에서 용융물을 뜨겁게 유지하므로 콜드 슬러그가 형성되지 않고 러너 스크랩이 생성되지 않습니다.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
핫 러너는 성형 공정 내내 용융된 플라스틱의 온도를 유지하여 응고를 방지하고 폐기물을 줄입니다. 이 기술은 자동차, 소비재, 의료 기기 등의 산업에서 널리 사용됩니다. 주요 이점으로는 사이클 시간 개선, 재료 비용 절감, 완제품의 일관성 향상 등이 있습니다.
핫러너 시스템은 단열 러너와 마이크로 세미로 나뉩니다. hot runner system1.The hot runner, also known as the non-runner, means that the plastic in the runner does not solidify after each injection, and the water outlet in the runner does not need to be removed when the plastic product is demolded. Since the plastic in the runner is not solidified, the runner is still unobstructed during the next injection. In short, the hot runner is an extension of the injection molding machine nozzle.
핫 러너는 사출 금형에서 녹은 플라스틱 입자를 금형 캐비티로 주입하는 데 사용되는 가열 구성 요소 시스템입니다. 핫 러너 금형은 기존 금형 또는 삼판 금형의 러너와 채널을 가열하여 각 성형 시 러너와 러너를 제거할 필요가 없는 새로운 구조입니다.
핫 러너에게 영향을 미치는 주요 기술적 요소는 무엇인가요?
노즐 설계, 온도 제어 및 게이트 유형은 생산에서 핫 러너 신뢰성을 결정하는 세 가지 변수입니다.

핫 러너 몰드 프로젝트를 성공적으로 수행하려면 몇 가지 요소를 갖추어야 합니다. 가장 중요한 두 가지 기술적 요소는 플라스틱 온도 제어와 플라스틱 흐름 제어입니다.
플라스틱 온도 제어
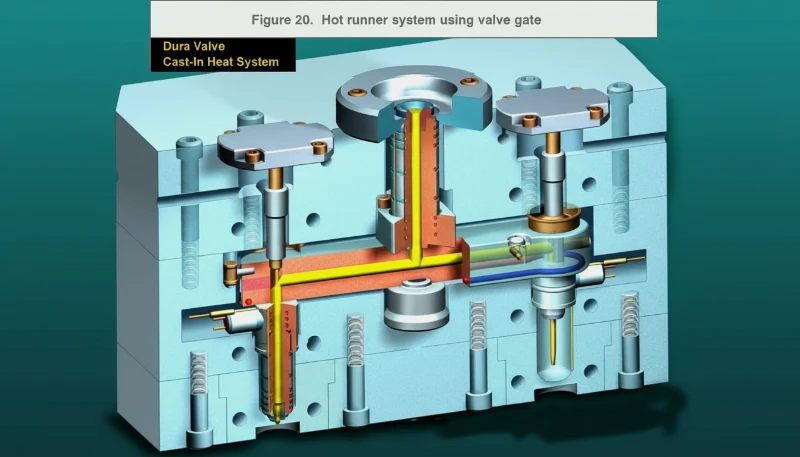
핫 러너 몰드를 사용할 때는 플라스틱의 온도를 조절하는 것이 매우 중요합니다. 온도를 제대로 제어하지 않으면 공정과 부품 품질에 많은 문제가 발생할 수 있습니다. 예를 들어 핫 팁 게이트를 사용하는 경우 게이트의 품질에 많은 문제가 발생할 수 있습니다. 밸브 게이트를 사용하면 밸브 핀이 닫히는 데 많은 문제가 발생할 수 있습니다.
캐비티가 여러 개인 금형을 사용하는 경우 충진 시간과 부품 품질에 많은 문제가 발생할 수 있습니다. 가능하다면 온도를 더 잘 제어하고 유연성을 높일 수 있도록 많은 구역이 있는 핫 러너 시스템을 구입하세요.
플라스틱 흐름 제어
플라스틱은 핫 러너 시스템에서 균형 있게 흘러야 합니다. 플라스틱이 각 캐비티를 동시에 채울 수 있도록 게이트를 동시에 열어야 합니다. 부품 무게 차이가 큰 패밀리 몰드의 경우 러너 크기 설계의 균형을 맞춰야 합니다. 그렇지 않으면 일부 부품은 충분한 압력으로 채워지지 않고 다른 부품은 너무 많은 압력으로 채워지거나 플래시가 너무 커서 품질이 저하됩니다. 핫 러너 러너 사이즈의 디자인은 합리적이어야 합니다.
크기가 너무 작으면 압력 손실이 너무 커집니다. 크기가 너무 크면 핫러너 용량이 너무 커져 플라스틱이 핫러너 시스템에 너무 오래 머물게 되어 재료 특성이 손상되고 성형 후 부품이 사용 요구 사항을 충족하지 못하게 됩니다. 이미 MOLDCAE와 같은 CAE 유동 분석 소프트웨어가 사용자가 최적의 러너를 설계할 수 있도록 도와줍니다.
핫 러너에는 어떤 종류가 있나요?
핫 러너에는 오픈 시스템과 클로즈드 시스템이라는 두 가지 주요 유형이 있습니다. 오픈 시스템은 녹은 플라스틱의 직접 흐름을 허용하는 반면, 클로즈드 시스템은 manifold2 온도를 유지하고 낭비를 줄이기 위해. 핫 러너는 자동차, 소비재, 의료 기기와 같은 산업에서 널리 활용되며, 재료 사용 감소 및 부품 일관성 향상과 같은 이점을 제공합니다.
니들 밸브 유형
밸브 게이트 시스템은 공기압으로 밸브 니들을 구동하는 기계식 밸브 니들 시스템으로, 니들 밸브 핫 러너는 재료를 절약하고 플라스틱 표면이 아름답고 내부 품질이 단단하고 강도가 높습니다. 니들 밸브 핫 러너에는 사출 원리에 따라 실린더 유형과 스프링 유형의 두 가지 주요 유형이 있습니다.
핫 러너 시스템의 유형은 무엇인가요?
핫 러너 시스템에는 개방형과 폐쇄형의 두 가지 주요 유형이 있습니다. 개방형 시스템은 용융물을 대기에 노출시키므로 더 간단하지만 재료의 품질 저하를 초래할 수 있습니다. 그러나 폐쇄형 시스템은 용융물을 차단하여 폐기물을 최소화하고 재료 무결성을 유지합니다. 두 시스템 모두 생산 속도와 부품 일관성을 향상시켜 자동차 및 소비재와 같은 산업에서 필수적입니다.
핫 러너 시스템은 완전 핫 러너 시스템과 세미 핫 러너 시스템으로 나눌 수 있으며, 핫 러너 시스템은 단일 노즐 핫 러너 시스템, 다중 노즐 핫 러너 시스템, 밸브 게이트 핫 러너 시스템의 세 가지 유형으로 나눌 수 있습니다.
싱글 헤드 핫 러너 시스템
싱글 헤드 핫 러너 시스템은 주로 단일 노즐, 노즐 헤드, 노즐 연결 플레이트, 온도 제어 시스템 등으로 구성됩니다.
고정 금형 고정 플레이트가 노즐 연결 플레이트의 끝면을 눌러 노즐의 축 방향 변위를 제어하거나 동일한 목적을 달성하기 위해 사출 성형기 노즐을 직접 사용하여 노즐 연결 플레이트의 끝면을지지하도록 치수 d, D, L을 제어하고 노즐 연결 플레이트의 두께를 조정해야합니다.
멀티 헤드 핫 러너 시스템
멀티 헤드 핫 러너 시스템의 플라스틱 금형은 매우 복잡합니다. 용융된 플라스틱은 사출 성형기에 의해 노즐 연결 플레이트에 주입되고 핫 러너 플레이트를 통해 노즐로 흐르고 노즐 헤드에 도달한 다음 캐비티에 주입됩니다. 핫 러너 시스템의 노즐은 반경 방향 치수 D1 및 축 방향 치수 제한 요구 사항을 고정 몰드 플레이트와 일치시켜야 합니다.
노즐 헤드와 고정 몰드 인서트는 용융된 플라스틱이 비 캐비티 부품으로 넘치지 않도록 반경 치수 d가 일치해야 하며, 고정 몰드 인서트의 경도는 약 50HRC로 경화되어야 합니다. 파팅 표면과 핫 노즐의 축 방향 포지셔닝 표면 사이의 거리 L은 엄격하게 제어되어야 합니다.
| 매개변수 | Tolerance | 목적 |
|---|---|---|
| 반경 치수 D1 | ±0.01 mm | 노즐-플레이트 정렬 |
| 반경 치수 d | ±0.005 mm | 플라스틱 과잉 방지 |
| 간극 (실온) | 0.025 mm | 열팽창 보상 |
| 경도(인서트) | ~50 HRC | 게이트 부위의 내마모성 |
치수는 실온에서 노즐의 실제 거리 L\'에 금형의 정상 작동 온도에서 노즐의 실제 연장 ΔL을 더한 값을 기준으로 결정해야 합니다. 노즐이 핫 러너 플레이트에 안정적으로 맞고 핫 러너 플레이트가 변형되지 않도록 하기 위해 노즐 상단 위에 조정 패드가 제공됩니다.
조정 패드와 노즐의 축 방향 위치 지정 표면은 노즐의 축 방향 이동을 제한하고 핫 러너 플레이트의 가능한 변형을 효과적으로 제어합니다. 실온에서 조정 패드와 핫 러너 플레이트와 고정 금형 플레이트 사이의 간격은 0.025mm로 제어되어 금형이 가열 된 후 조정 패드가 작동 온도에서 눌려 지도록합니다.
핫 러너 시스템의 포지셔닝 시트와 포지셔닝 핀은 금형에서 핫 러너 플레이트의 위치를 제어합니다. 포지셔닝 시트와 고정 몰드 플레이트는 D2 반경 방향 치수가 일치해야 하며 깊이 h를 정확하게 제어해야 합니다. 포지셔닝 시트의 축 방향은 핫 러너 플레이트를 지지하고 사출기의 사출 압력을 직접 견뎌냅니다.
포지셔닝 핀은 핫 러너 플레이트의 고정 플레이트와 일치해야 합니다. 핫 러너 플레이트와 몰드 플레이트 사이에는 단열재를 감쌀 수 있는 충분한 공간이 있어야 합니다. 핫 러너 플레이트와 고정 플레이트에는 전원 코드가 금형에서 빠져나와 금형에 설치된 배선 시트에 연결될 수 있도록 충분한 배선 홈이 있어야 합니다.
노즐 연결판과 고정 금형 고정판 사이에는 사출 성형기의 사출 헤드가 금형의 노즐 연결판과 잘 협력할 수 있도록 하는 반경 치수 D1 맞춤 요구사항이 있습니다. 핫 러너 판 근처에서 고정 금형판, 핫 러너 판 고정판 및 고정 금형 고정판은 나사로 연결되어 핫 러너 판의 강성을 향상시킵니다.
밸브 게이트 핫 러너 시스템
핫 러너 어셈블리란 무엇인가요?
핫 러너 어셈블리는 녹은 플라스틱을 각 캐비티로 직접 전달하는 매니폴드, 노즐, 히터 및 센서입니다.

포지셔닝 링
포지셔닝 링은 위치를 결정합니다. 사출 금형 사출 성형기 내에서 몰드가 기계와 올바르게 정렬되도록 합니다.
메인 노즐
수지가 금형에 사출될 때 사출기 노즐에서 수지가 들어오는 게이트입니다. 수지의 종류와 핫 러너의 설계에 따라 게이트 부품을 가열하여 성형 공정을 최적화할 수 있습니다.
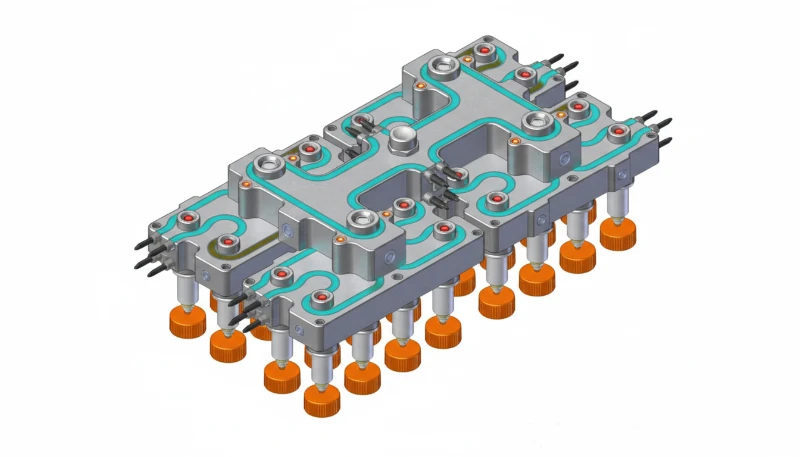
매니폴드
매니폴드는 금형에 여러 캐비티가 있거나 여러 이송 지점이 있는 경우 또는 단일 이송 지점이 있지만 재료 레벨이 오프셋되어 있는 경우에 사용됩니다. 재료는 일반적으로 P20 또는 H13입니다. 매니폴드는 일반적으로 표준과 비표준의 두 가지 범주로 나뉩니다. 구조적 형태는 주로 금형의 캐비티 분포, 노즐 배열 및 게이트 위치에 따라 결정됩니다.
매니폴드는 레진이 서로 다른 노즐과 사출 지점(게이트)으로 흐르도록 합니다. 매니폴드는 일반적으로 캐비티가 여러 개이거나 각 부품에 하나 이상의 노즐/게이트가 필요한 경우에 사용됩니다. 매니폴드는 다양한 재료, 디자인 및 모양에 사용할 수 있으며 일반적으로 CAE 분석을 통해 최적화하여 성형 공정을 개선합니다.
노즐
핫 노즐에는 오픈 핫 노즐과 니들 밸브 핫 노즐 두 가지 유형이 있습니다. 사용하는 핫 노즐의 유형은 필요한 핫러너 시스템 유형과 제작해야 할 금형 유형을 결정합니다. 따라서 핫러너 시스템은 오픈 핫러너 시스템과 니들 밸브 핫러너 시스템으로 나뉩니다.
히터 기술
히터 기술은 모든 핫 러너 시스템의 기반이며 성형 공정과 부품 품질에 큰 영향을 미칩니다. 여러 가지 가열 방법이 있으며 각 방법마다 장단점이 있습니다. 다양한 성형 공정, 부품 성능, 신뢰성 및 비용 요구 사항에 따라 적합한 핫 러너를 선택해야 합니다. 가장 일반적인 핫 러너 기술에는 가열 벨트/플레이트가 있는 히터, 접착식/플렉시블 히터 또는 브레이징 히터가 있습니다.
핫 러너의 장점은 무엇인가요?
핫러너의 장점은 이 섹션에서 설명하는 주요 범주 또는 옵션입니다. 핫러너는 재료 폐기물을 최대 50%까지 줄이고 사이클 시간을 단축하며 러너 재분쇄를 제거하여 대량 사출 성형에 필수적입니다.
우리 상하이 공장에는 90톤부터 1850톤까지 47대의 사출 성형기가 있으며 자체 금형 제작 시설을 갖추고 있습니다. 20년 이상의 경험을 통해 우리는 핫러너 시스템이 다중 캐비티 생산 런에서 재료 폐기물을 15~30% 지속적으로 줄인다는 것을 발견했습니다. 특히 러너 용량이 클 수 있는 대형 톤 프레스에서 더욱 그렇습니다.
주기 단축
부품의 성형 주기가 단축됩니다. 러너 시스템에는 냉각 시간 제한이 없으므로 성형 및 경화 후 부품을 제때에 배출할 수 있습니다. 핫 러너 금형으로 생산되는 많은 얇은 벽 부품의 성형 주기는 5초 미만이 될 수 있습니다.
적용 범위 확장
제품 품질 향상
핫 러너 몰드로 플라스틱 부품을 제작할 때 러너 시스템에서 플라스틱 용융물의 온도를 제어할 수 있습니다. 즉, 플라스틱이 각 몰드 캐비티에 보다 균일하게 흘러 들어가 매번 동일한 품질의 부품을 얻을 수 있습니다. 핫 러너 몰드로 만든 부품은 게이트가 양호하고 몰드에서 꺼낸 후 스트레스가 적으며 엉망이 되지 않습니다.
그렇기 때문에 핫 러너 몰드로 제작된 고품질 제품이 많이 있습니다. 모토로라 휴대폰, HP 프린터, DELL 노트북에 사용되는 많은 플라스틱 부품은 핫 러너 금형으로 제작됩니다.
플라스틱 절약
낭비 줄이기
생산 자동화
핫 러너의 단점은 무엇인가요?
핫러너의 주요 단점은 금형 비용 증가, 유지 관리 복잡성 추가, 열에 민감한 수지의 열 분해 위험입니다.
비용 상승
“밸브 게이트 핫 러너 시스템은 완성된 부품에서 게이트 마크가 사실상 보이지 않게 만듭니다.”True
밸브 게이트는 기계적 핀을 사용하여 게이트를 깨끗하게 닫아 미세한 흔적만 남깁니다. 자동차 외부 패널과 같은 외관 표면에 이상적입니다.
“핫 러너 시스템은 금형 온도 제어의 필요성을 제거합니다.”False
핫러너는 러너 채널만 가열합니다. 금형 자체는 충전 후 부품을 적절하게 고화시키기 위해 자체 온도 제어 시스템(냉각 채널)이 여전히 필요합니다.
높은 장비 요구 사항
예를 들어, 플라스틱 밀봉이 불량하면 플라스틱 과잉이 발생하고 핫 러너 구성 요소가 손상되어 생산이 중단되며, 노즐 인서트와 게이트의 상대 위치가 불량하면 제품 품질이 심각하게 저하됩니다.
복잡한 운영 및 유지 관리
핫러너 금형은 작동 및 유지 관리가 더 복잡합니다. cold runner3 금형. 핫 러너 부품을 제대로 작동하지 않으면 손상시키기 매우 쉬워 생산을 불가능하게 하고 막대한 경제적 손실을 초래할 수 있습니다. 핫 러너 금형의 신규 사용자에게는 경험을 축적하는 데 오랜 시간이 걸립니다.
핫 러너의 적용 분야는 무엇인가요?
핫 러너는 자동차, 의료, 포장, 전자제품 및 소비재 분야에서 사용되며, 대량 정밀 성형이 필요한 모든 곳에 적용됩니다.
자동차 산업
전자 산업
의료 기기 분야
자주 묻는 질문
자주 묻는 질문
핫 러너와 콜드 러너의 차이점은 무엇인가요?
핫러너는 전기 가열 부품을 사용하여 러너 채널 내부의 플라스틱을 용융 상태로 유지하므로 러너 스크랩이 생성되지 않으며 각 사이클 후 부품이 깨끗하게 배출되어 2차 트리밍이 필요하지 않습니다. 콜드 러너는 공급 채널의 플라스틱이 부품과 함께 고화되도록 하여 트리밍, 재분쇄 또는 폐기해야 하는 폐기물을 생성합니다. 핫러너는 재료를 절약하고 사이클 시간을 줄이지만 초기 비용이 훨씬 더 많이 들며 신중한 온도 관리가 필요합니다. 콜드 러너는 더 간단하고 저렴하며 단기 생산 또는 빈번한 재료 변경에 더 적합합니다.
핫 러너 시스템 비용은 얼마입니까?
A typical hot runner system adds 3,000 to 15,000 US dollars or more to the total mold cost, depending on the number of nozzles, valve-gate complexity, temperature zone count, and controller sophistication. For high-volume production runs exceeding 100,000 parts, the material savings from eliminated runner scrap often pay back the investment within a few months. For short runs under 5,000 parts, the added cost rarely justifies itself economically. Always run a detailed cost-per-part comparison including material savings, cycle time reduction, and maintenance costs before committing to a hot runner system.
Can All Plastics Be Used in Hot Runner Systems?
Most thermoplastics work well with hot runners, but heat-sensitive materials like PVC, POM (acetal), and certain flame-retardant grades require careful temperature management to prevent thermal degradation inside the manifold. Materials with very narrow processing windows or those prone to gas generation demand specialized nozzle designs and precise zone-by-zone temperature control. Glass-filled resins also accelerate wear on hot runner components, necessitating hardened flow channels. Your hot runner supplier should confirm compatibility with your specific resin grade and provide recommended temperature profiles for optimal processing results.
How Do You Maintain a Hot Runner Mold?
Regular maintenance includes cleaning nozzles and manifolds during scheduled mold servicing, checking heater bands and thermocouples for wear or burnout, inspecting valve pins for scoring or bending, and verifying seal integrity to prevent plastic leakage into wiring channels. Most production shops schedule hot runner maintenance every 50,000 to 100,000 cycles or whenever the mold is removed from the press. Documenting temperature zone readings over time helps detect degradation trends before they cause quality defects. Keeping spare heater bands, thermocouples, and seal kits on hand minimizes unplanned downtime during critical production runs.
What Causes Color Streaks in Hot Runner Molded Parts?
Color streaks in hot runner parts typically result from residual material from a previous color or resin grade stagnating in dead spots within the manifold or nozzle channels. Insufficient purging time, low-temperature zones that allow material to hang up, or worn internal surfaces that create microscopic pockets are common culprits. Thorough purging at the correct melt temperature, followed by physical inspection of flow channels during maintenance, prevents most streaking issues. Some modern hot runner designs feature streamlined flow paths and polished internal surfaces specifically to minimize dead zones and speed up color changes.
When Should You Choose a Valve-Gate Over an Open-Gate Hot Runner?
Choose valve-gate systems when cosmetic gate appearance is critical—automotive exterior panels, consumer electronics housings, and medical device enclosures all demand gate marks that are virtually invisible. Valve gates also enable sequential filling for family molds with parts of different volumes, and they provide precise pressure control for engineering-grade resins. Open-gate systems are significantly more economical and simpler to maintain, making them the better choice for non-cosmetic applications, commodity resins like polypropylene, and molds where a small vestige mark on the gate surface is acceptable to the end user.
How Many Temperature Zones Does a Hot Runner Need?
The number of zones depends on the manifold layout, cavity count, and part geometry complexity. A simple single-nozzle mold may need only one or two zones, while a complex multi-cavity mold with sixteen or more drops may require eight to twenty independently controlled zones. More zones provide finer control over melt viscosity at each gate, which is critical for family molds where different cavities produce parts with different weights or wall thicknesses. Running CAE flow analysis before tooling helps determine the optimal zone configuration and identify potential balance issues early in the design process.
Does a Hot Runner System Increase Mold Cycle Time?
No—hot runner systems generally decrease cycle time rather than increase it. By eliminating the cold runner, there is no thick runner section that needs to cool and solidify before ejection. Thin-wall parts produced with hot runners can achieve cycle times under five seconds in production. The only exception occurs when a poorly designed hot runner adds excessive thermal mass to the mold that interferes with overall cooling, but this is uncommon in professionally engineered systems. The cycle-time reduction, combined with material savings, is one of the strongest economic arguments for investing in hot runner technology for medium to high-volume production.
What is the main purpose of a hot runner system?
The main purpose of a hot runner system is to keep plastic melt hot inside the mold until it reaches the cavity gate. This reduces or eliminates cold-runner scrap, improves material utilization, and can shorten the molding cycle when the runner would otherwise control cooling time. It also helps multi-cavity molds fill more consistently when the manifold is balanced correctly. Buyers should confirm gate quality, temperature stability, maintenance access, and spare-part support before approving the tool, because a well-specified hot runner is easier to validate during production trials and avoids costly rework later.
When is a hot runner better than a cold runner?
A hot runner is usually better than a cold runner when production volume is stable, resin is expensive, the runner would be heavy, or gate appearance and cavity balance are important. It is less attractive for prototypes, very low-volume jobs, frequent color changes, or materials that degrade during long residence time in the manifold. The decision should compare mold cost, resin saved per shot, cycle time reduction, startup scrap, maintenance cost, and downtime risk, rather than focusing only on the initial tooling quote from the mold maker.
What are the common risks of hot runner molds?
Common hot runner risks include melt leakage, heater failure, thermocouple drift, unbalanced cavities, gate stringing, black specks, color streaks, and material degradation. Many of these problems look like molding-process issues even when the root cause is inside the hot half of the mold. A good mold review should check manifold layout, thermal expansion clearance, nozzle seating integrity, wiring protection routing, gate size calibration, cooling near the gate, and how easily heaters or valve pins can be replaced during scheduled maintenance.
How should buyers evaluate a hot runner supplier?
Buyers should evaluate whether the supplier can explain the gate type, hot runner brand, number of temperature zones, manifold balance method, controller compatibility, spare-part list, and trial validation plan. The supplier should provide drawings, zone maps, recommended temperature settings, and T1 sample evidence instead of only saying that a hot runner will save material. Useful trial evidence includes cavity weight data, injection pressure curves, gate appearance photos, startup scrap count, dimensional inspection reports, and a list of corrective actions taken during sampling.
Does a hot runner always reduce total molding cost?
A hot runner does not always reduce total molding cost. It can reduce resin waste, cooling time, and manual runner handling, but it also increases mold cost, controller cost, maintenance cost, and technical risk. The payback is strongest when annual shot volume is high and the runner would be heavy or made from expensive resin. For short production runs under 10,000 parts, a simple cold runner may be cheaper and easier to service even if it creates some runner scrap that must be reground or discarded after each cycle.
핫 러너가 사출 성형의 미래를 어떻게 형성합니까?
핫 러너(핫 러너 시스템)는 사출 금형에서 녹은 플라스틱 입자를 금형 캐비티에 주입하는 데 사용되는 가열 부품 시스템입니다. 핫 러너 몰드는 기존 몰드 또는 3판 몰드의 러너와 러너를 가열하는 새로운 구조로, 각 성형 시 러너와 러너를 제거할 필요가 없습니다.
Hot runner technology was introduced to the plastics industry more than 50 years ago, and it has completely changed the injection moldingprocess capabilities by improving the quality of injection molded parts, improving operating efficiency, reducing scrap, and saving money. See our 사출 금형 설계 for a comprehensive overview.
-
hot runner system: A hot runner system is a heated assembly inside an injection mold that keeps plastic molten in the runner channel and reduces cold-runner waste. ↩
-
manifold: A manifold is a heated distribution block that routes molten plastic from the machine nozzle to multiple drop locations inside the mold. ↩
-
cold runner: A cold runner is a conventional mold feed system where runner plastic solidifies each cycle and must be separated from the molded part. ↩






