 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 

If you have ever wondered why some 사출 성형 operations run cleaner, faster, and cheaper than others, the answer often comes down to one component inside the mold: the hot runner system. A hot runner mould uses heated channels to keep plastic in a molten state between the machine nozzle and the cavity gates, eliminating the solidified runner waste that cold runner molds produce every cycle. For high-volume production — think caps, medical components, packaging, automotive clips — the material savings alone can reach 15–30 %, and that is before you factor in shorter cycle times, lower post-processing labor, and more consistent part quality.
In this guide we walk through what a hot runner mould actually is, how it compares with a conventional cold runner setup, which plastics run best through it, and the technical factors that separate a well-tuned system from an expensive headache.

- Hot runner moulds eliminate solidified runner waste, cutting material usage by 15–30%
- Cycle times drop because there is no runner to cool — often 10–25% faster than cold runner molds
- Gate vestige is minimal, improving part appearance and reducing secondary trimming
- Hot runner systems are ideal for multi-cavity molds, engineering-grade resins, and high-volume runs
- Temperature control and flow balancing are the two technical pillars of a reliable hot runner setup
- Initial tooling cost is higher, but ROI typically materializes within the first 50,000–100,000 cycles
The numbers tell the story. In a pure hot runner mold there is no cold runner system — every gram of plastic that enters the mold ends up in the finished part. For a multi-cavity cap mold running 24/7, that can translate to thousands of kilograms of resin saved every month. The technology has matured to the point where hot runner systems are no longer a niche premium; they are standard equipment in most high-volume molding facilities worldwide.
Whether you are evaluating mold options for a new product or looking to upgrade an existing production tool, understanding hot runner technology gives you a significant engineering advantage. For buyer-side risk checks, compare the project against our supplier sourcing guide before you approve tooling.
What Is a Hot Runner Mould and How Does It Work?
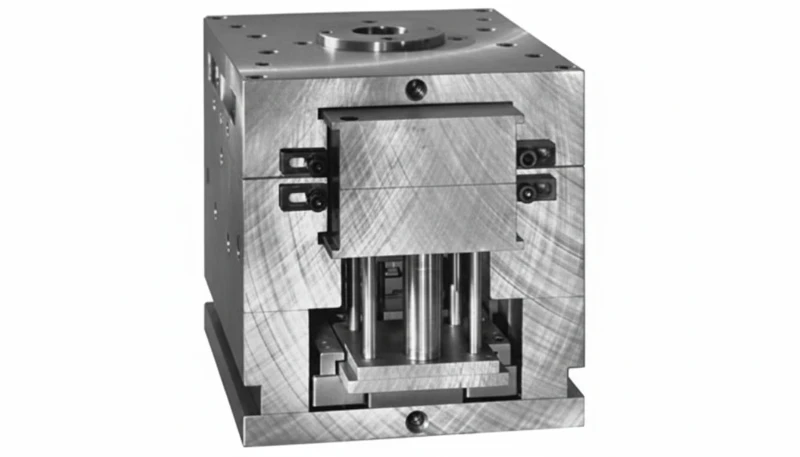
A hot runner mould and how does it work is defined by the function, constraints, and tradeoffs explained in this section. A hot runner mould is an 사출 금형 that uses a temperature-controlled manifold1 system to keep plastic resin molten inside the runner channels between the machine nozzle and each cavity gate. Unlike a conventional cold runner mold — where the runner channels cool and solidify with every cycle — a hot runner keeps that feedstock liquid, so no runner scrap is generated. The result is a mold that wastes less material, runs faster, and produces cleaner parts straight from the press.
The core of the system is the hot runner : a heated block drilled with internal channels that distribute melt from a single injection point to multiple drop locations above each cavity. Each drop terminates in a nozzle — either open-gate or valve-gated — that sits flush against the cavity surface. Heating elements (cartridge heaters, coil heaters, or heater bands) wrapped around the manifold and nozzles maintain the plastic at a precise melt temperature, typically within ±2 °C of the setpoint.
A thermocouple embedded near each heating zone feeds temperature data back to a dedicated controller, which pulses power to the heaters to hold steady-state conditions. Modern controllers independently manage up to 128 zones, which matters when you are running a 64-cavity mold with different flow lengths and cooling requirements across the tool.
There are two broad categories of hot runner systems. Internally heated designs place a torpedo-style heater probe inside each runner channel; the plastic flows through an annular gap between the probe and the channel wall. Externally heated designs heat the entire manifold block from the outside, and the plastic flows through full-bore drilled channels. Externally heated systems dominate the market today because they provide more uniform melt temperature, lower pressure drop, and easier color-change capability.
“Hot runner moulds eliminate all runner scrap saving 15 to 30 percent of material per cycle.”True
True. In a hot runner system, the runner channels remain molten between shots, so no solidified runner is produced. Every gram of resin entering the mold ends up in a finished part, translating to 15 to 30 percent material savings depending on part geometry and cavity count.
“Hot runner molds are always more expensive to operate than cold runner molds.”False
False. While hot runner tooling costs 15 to 40 percent more upfront, the ongoing operational savings from material reduction, faster cycle times, and eliminated regrind2 handling typically make the total cost of ownership lower for any production run exceeding 100,000 cycles. The higher initial investment pays back within weeks on high-volume programs.
Valve-gated hot runner nozzles add a mechanical shut-off pin that opens and closes the gate like a valve. This gives the molder precise control over gate timing — useful for sequential filling, eliminating stringing on materials like polyamide, or packing a thick section before the gate freezes. Open-gate nozzles are simpler and less expensive, but they rely on thermal balance to prevent drool or premature freeze-off.
The practical upshot: when the mold opens, the part ejects cleanly with a tiny gate vestige (often under 0.5 mm) and the runner channels remain full of molten plastic, ready for the next shot. No runner to separate, no regrind to handle, no trimmed sprue to recycle. For a packaging mold cranking out half a million cycles a year, the time and material savings compound quickly.
Installation is not trivial. A hot runner mold requires electrical connections for heater zones, thermocouple wiring, and sometimes hydraulic or pneumatic lines for valve-gate3 actuation. The mold builder must account for thermal expansion of the manifold (which grows 0.1–0.3 mm in operation), insulate it from the mold base, and route wiring through the clamp plate without pinch points. This complexity is why hot runner tooling typically costs 15–40 % more upfront than an equivalent cold runner mold.
But here is the trade-off that matters: that higher tooling cost is a one-time expense. Material savings, cycle-time gains, and labor reduction are recurring benefits that accumulate with every shot. On high-volume programs — anything above roughly 100,000 units — the payback period is usually measured in weeks, not months.
Understanding how the system works is the foundation. Now let us look at the specific advantages that make hot runner moulds the default choice for so many production programs.
What Are the Key Advantages of Hot Runner Moulds?
How Does a Hot Runner Reduce Material Waste?
The single biggest advantage of a hot runner mould is the elimination of runner scrap. In a cold runner mold, every shot produces a solidified runner — the tree-like network of channels that feeds plastic from the sprue to each cavity. That runner can weigh anywhere from 15 % to 50 % of the total shot weight, depending on part geometry and the number of cavities. In a hot runner system, the runner channels stay molten, so there is nothing to throw away. For a 32-cavity closure mold running PP at 20-second cycles, switching from cold to hot runner can save 40–80 kg of resin per hour.
That raw material saving cascades through the entire operation. No runner means no regrind — which eliminates the capital cost of granulators, the labor to feed and sort regrind, and the quality risk of mixing reprocessed material into virgin resin. Regrind can change melt flow index, alter color, and introduce contamination, all of which increase scrap rates on the parts you actually want to sell. With a hot runner, the material that goes into the machine goes directly into the product. Period.
How Does Hot Runner Technology Shorten Cycle Times?
Cycle time in injection molding is dominated by cooling: the time it takes for the thickest cross-section of the part, and in a cold runner the thickest section of the runner, to solidify enough for ejection. A hot runner removes the runner from the cooling equation entirely, because the runner never solidifies. On a typical multi-cavity mold, the cold runner is often the last thing to freeze, not the part itself. Eliminating it can shave 10 to 25 percent off the overall cycle, sometimes more.
How Does Hot Runner Improve Product Quality?
Hot runner systems improve part quality in several ways. First, gate vestige is minimal. A well-tuned hot runner nozzle leaves a mark smaller than 1 mm — often barely visible — compared with the chunky sub-gate or edge-gate remnant you get from cold runner tooling. For cosmetic parts, consumer electronics housings, and medical devices, that matters. Second, because the melt temperature in the runner is independently controlled, you get more uniform fill across all cavities. That means consistent weight, dimensions, and surface finish from cavity 1 through cavity 64.
Why Is Hot Runner Better for Automation?
Automation is where hot runner moulds really earn their keep on the factory floor. With no runner to separate, the only thing that comes out of the mold is the finished part (or parts, in a multi-cavity tool). That makes robotic part extraction straightforward — a single-axis or multi-axis picker can grab the parts and place them on a conveyor or into a fixture without any entangled runner system to deal with. In cold runner molds, automation is more complex: the robot must separate the runner from the parts, or a separate conveyor and granulator station must be set up downstream.
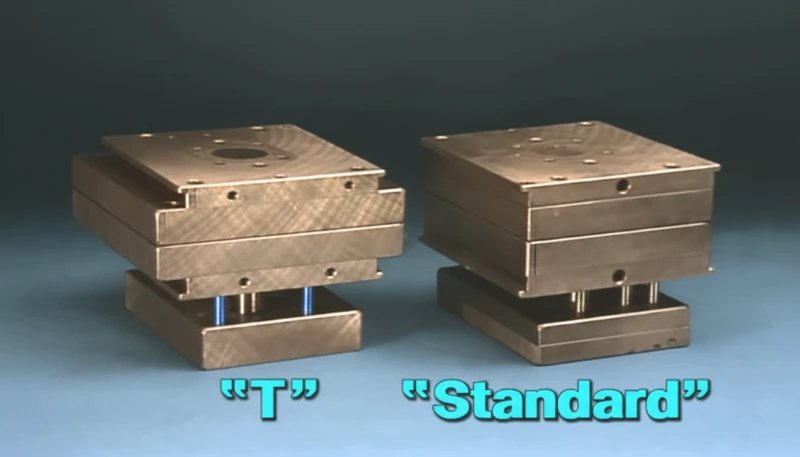
Hot Runner vs Cold Runner: Which Should You Choose?
This section is about hot runner vs cold runner: which should you choose and its impact on cost, quality, timing, or sourcing risk. Hot runner is the right choice when your production volume exceeds roughly 100,000 shots per year, your resin costs more than $2/kg, or you need gate-free cosmetic surfaces on every part. Cold runner makes more sense for short runs, prototyping, or inexpensive commodity resins where the tooling savings outweigh material waste. The decision comes down to three variables: annual volume, material cost per kilogram, and part complexity. Here is a practical comparison.
A cold runner mold is simpler to build and maintain. No heaters, no thermocouples, no controller — just drilled channels in the mold plates. Tooling cost is typically 15–40 % lower. But every shot generates scrap that must be reground, sorted, and reprocessed. Color changes are slower because you have to purge the entire runner system. Multi-cavity molds with different part geometries are harder to balance, and the runner adds to the overall clamp force requirement.
A hot runner mold costs more upfront and adds maintenance complexity — heater zones fail, thermocouples drift, nozzles wear. But the operational savings are real and recurring. Less waste, faster cycles, cleaner parts, easier automation, and better multi-cavity consistency. For any production run expected to exceed 100,000 cycles, the total cost of ownership almost always favors hot runner. Below that threshold, cold runner may still be the pragmatic choice, especially for large, simple parts where runner weight is a small fraction of total shot weight.
What Types of Plastics Work with Hot Runner Systems?
This section is about types of plastics work with hot runner systems and its impact on cost, quality, timing, or sourcing risk. PP, PE, ABS, PC, nylon, POM, PBT, PEEK, PEI, and most glass-filled grades all run successfully in hot runner systems — the technology covers well over 95 % of commercial thermoplastics. The key variable is not whether a resin can run hot runner, but whether the hot runner hardware (nozzle type, heater capacity, temperature control range) is properly specified for that specific melt viscosity and thermal stability window. Even abrasive glass-filled and mineral-filled compounds run reliably when the system is matched correctly.
Polypropylene (PP) and polyethylene (PE) are the workhorses of hot runner molding. They have wide processing windows, low melt viscosity, and excellent thermal stability — meaning they tolerate minor temperature variations without degrading. These materials dominate in packaging (caps, closures, thin-wall containers), where hot runner multi-cavity molds routinely run 32, 64, or even 128 cavities at cycle times under 10 seconds. PS and SAN are similarly forgiving and are common in food-contact and transparent applications.
Engineering resins like ABS, PC, PA (nylon), POM, PBT, and PPO require tighter temperature control but are fully compatible with hot runner systems. Polycarbonate, for instance, needs a nozzle tip temperature around 280–310 °C and is sensitive to residence time — if the melt sits too long in the manifold at peak temperature, it yellows and loses impact strength. A well-tuned hot runner with fast-response controllers handles this easily; a poorly set-up one creates scrap. Nylon (PA6, PA66) is trickier because of its narrow melting range and tendency to drool; valve-gated nozzles are standard practice for nylons.
High-temperature resins — PEEK, PEI (Ultem), PPS, PSU, LCP — push hot runner hardware to its limits but are absolutely moldable. These materials process at 350–400 °C, which demands specialized heater elements, high-temperature thermocouples, and thermal insulation between the manifold and the mold base to prevent heat soak. The payoff is worth it: aerospace, medical, and electronics applications that use these resins tend to be high-value, low-tolerance-for-defect programs where hot runner consistency is a requirement, not a luxury.
“Commodity and engineering plastics require different hot runner windows.”True
True. PP and PE tolerate wider processing ranges, while ABS, PC, PA, POM, PBT, and high-temperature polymers need tighter temperature control, better shear management, and closer residence-time review.
“A material trial is unnecessary when the mold uses a hot runner.”False
False. Material trials and flow simulation are still important because hot runner residence time, gate shear, and nozzle temperature can change color stability, degradation risk, and final part quality.
PVC and other heat-sensitive materials deserve special mention. PVC degrades rapidly above 200 °C and releases hydrochloric acid gas, which corrodes mold components. Running PVC through a hot runner is possible but requires careful nozzle design (typically open-gate with low-shear tips), minimal dead spots where material can stagnate, and corrosion-resistant manifold materials (stainless steel or nickel-plated). Experienced molders handle PVC in hot runner systems every day — but it is not a beginner-friendly combination.
Thermoplastic elastomers (TPE, TPU, SEBS) also run well in hot runner systems, though their low melt viscosity and high elasticity can cause stringing at the gate. Valve-gated nozzles with fast-acting shut-off pins are the standard solution. Multi-shot and overmold applications — where a rigid substrate is molded first and a soft TPE is injected over it — benefit enormously from hot runner technology because it allows precise gate placement on the overmold without marring the cosmetic surface of the substrate.
Before committing to a hot runner mold for a new resin, a material trial is strongly recommended. Most hot runner suppliers offer simulation services that model melt flow, pressure drop, and residence time through their specific manifold geometry. This is not just a nice-to-have — it is the difference between a mold that starts up in two hours and one that takes two weeks of debugging. The simulation identifies potential freeze-off points, excessive shear heating, and unbalanced flow paths before steel is ever cut.
“Material-specific hot runner selection is mandatory for engineering resins.”True
True. Resin viscosity, thermal stability, filler content, and degradation risk determine nozzle type, manifold temperature, gate design, and controller accuracy. A hot runner package that works for PP may fail with PVC, glass-filled nylon, or PEEK.
“One universal hot runner system can process every plastic grade equally well.”False
False. The manifold, nozzle, heater, and gate design must be matched to the resin family and production goal. Heat-sensitive, abrasive, high-temperature, and color-change materials all need different hot runner assumptions.
In our Shanghai factory, our engineers match hot runner nozzle type, manifold layout, and temperature control range to each resin before mold build. We use 47 injection molding machines from 90T to 1850T, 400+ material experience, and ISO-driven review steps to check resin stability, residence time, and gate quality before quoting production tooling.
That hands-on experience informs every mold we build. When we quote a hot runner project, the engineering review includes a flow simulation that maps melt behavior through the specific manifold geometry, identifies potential dead spots or high-shear zones, and sizes the gate orifices for balanced fill. This upfront work — which takes a few hours at the design stage — can save weeks of debugging after the mold is built.
Material knowledge is half the battle in hot runner molding. The other half is the technical execution — temperature control, flow balance, and thermal management — which we cover in the next section.
What Are the Technical Keys to Hot Runner Application?
The technical keys to hot runner application are the main categories or options explained in this section. A successful 사출 금형 설계 for hot runner production comes down to two technical pillars: precise melt-temperature control in every manifold zone and balanced plastic flow from the machine nozzle to every cavity. If either pillar fails, the mold may still run, but it will struggle with short shots, gate blush, color streaks, or inconsistent part weight.
These two pillars interact. Melt temperature affects viscosity, which affects flow balance. If one nozzle zone runs 10 °C hotter than the others, the resin flowing through it has lower viscosity, fills faster, and over-packs that cavity — while the cavities fed by cooler nozzles come up short. This is why modern hot runner controllers independently manage each heating zone and why thermal imaging of the manifold at startup is standard practice in well-run molding shops.
How Important Is Temperature Control in Hot Runner Systems?
Temperature control in a hot runner system is not just important — it is the single most critical factor separating a reliable production mold from a chronic problem child. The melt must stay within a narrow temperature band (often ±2 °C) from the machine nozzle through the manifold to the gate tip. Too hot, and the resin degrades, causing discoloration, gas formation, and loss of mechanical properties. Too cold, and the melt viscosity spikes, causing short shots, high injection pressure, and unbalanced fill across cavities.
“Temperature control within plus or minus 2 degrees Celsius is the benchmark for hot runner manifold zones.”True
True. Modern PID controllers with solid-state relays maintain manifold zone temperatures within a 2 degree Celsius band. This precision is essential because even small temperature differences across zones cause viscosity variations that lead to unbalanced cavity fill, inconsistent part weight, and dimensional variation across a multi-cavity mold.
“Temperature accuracy only matters during mold startup.”False
False. Temperature stability matters throughout production because viscosity, flow balance, gate freeze, color stability, and part weight all drift when manifold zones move outside the validated processing window.
How Do You Balance Plastic Flow in Hot Runner Moulds?
Flow balance means that every cavity in a multi-cavity mold receives the same volume of plastic at the same pressure and the same temperature, at the same time. In a perfectly balanced system, all cavities fill simultaneously, pack to the same density, and produce parts with identical dimensions and weight. In practice, perfect balance is never achieved — but the closer you get, the more consistent your production run will be.
There are two approaches to flow balancing. Geometric balancing uses a naturally balanced manifold layout where the flow path length and channel diameter from the injection point to every cavity are identical — like the spokes of a wheel. This is the gold standard but requires more manifold space and is not always possible with odd cavity counts or tight mold footprints. Artificial balancing uses flow restrictors — reduced-diameter sections or adjustable flow cartridges — in the shorter flow paths to create pressure drops that equalize fill across all cavities. Both methods work; geometric is more robust, artificial is more flexible.

자주 묻는 질문
What is the main advantage of a hot runner mould?
The primary advantage is the elimination of runner scrap. Because the runner channels remain molten between injection cycles, no solidified runner waste is produced. This saves 15 to 30 percent of raw material per cycle, reduces regrind handling costs, and simplifies downstream automation since only finished parts eject from the mold. The elimination of runner scrap also removes the risk of regrind contamination affecting final part quality, which is particularly important for medical and food-contact applications where material purity is critical.
How much more does a hot runner mold cost compared to a cold runner mold?
A hot runner mold typically costs 15 to 40 percent more than an equivalent cold runner mold due to the manifold, heated nozzles, temperature controllers, and additional wiring. However, material savings and cycle time reductions usually pay back this premium within the first 50,000 to 100,000 production cycles on high-volume programs, making the total cost of ownership lower for most commercial applications. The exact payback period depends on resin cost, part geometry, and annual production volume, but most molders see positive ROI within months on multi-cavity production tooling.
Can all thermoplastics be used with hot runner systems?
Nearly every thermoplastic can run through a hot runner system, from commodity PP and PE to high-temperature resins like PEEK and PSU. The key is matching nozzle type, heater capacity, and temperature control range to the specific resin. Heat-sensitive materials like PVC require specially designed nozzles with minimal dead spots to prevent thermal degradation during extended production runs. Even abrasive glass-filled compounds and filled engineering plastics work well with hardened or carbide-tipped nozzle inserts that withstand wear from fiber reinforcement.
What is the difference between open-gate and valve-gate hot runner nozzles?
Open-gate nozzles rely on thermal balance to control gate freeze and are simpler and less expensive. Valve-gate nozzles use a mechanical shut-off pin to open and close the gate precisely, which eliminates stringing, allows sequential filling, and provides better control over packing pressure. Valve gates are standard for engineering resins and multi-cavity molds where quality consistency is critical. The mechanical shut-off also prevents drool on materials with low melt viscosity like polyamide, which can cause defects in open-gate systems. Valve gating is essential for applications requiring precise gate vestige control and aesthetic surface quality.
How does a hot runner system reduce cycle time?
A hot runner eliminates the solidified runner from the cooling equation. In many cold runner molds, the runner is the thickest cross-section and determines cycle time. Removing it allows the mold to open and eject parts 10 to 25 percent faster, since cooling is governed only by the part wall thickness rather than the combined runner-part thermal mass. This productivity gain means more parts per hour without additional equipment investment, directly improving throughput and profitability on high-volume production lines. The faster cycle time is especially valuable for thin-wall packaging applications where every second of cycle reduction directly impacts cost per part.
Is a hot runner mold harder to maintain than a cold runner mold?
Yes, hot runner molds have more components that can fail including heater elements, thermocouples, nozzle tips, and wiring. Regular maintenance includes checking heater resistance, calibrating thermocouples, and cleaning gate inserts. However, modern hot runner systems are reliable, and most maintenance can be scheduled during planned tool service intervals without significant production disruption when managed properly. Proactive maintenance every 50,000 to 100,000 cycles prevents unexpected downtime and extends system life through early identification. The small additional maintenance effort is far outweighed by the operational benefits in most commercial molding environments.
When should I choose a cold runner mold instead of a hot runner?
A cold runner mold makes more sense for short production runs under 50,000 cycles, prototyping, very low-cost resins where material savings are minimal, or single-cavity tools with simple geometry where the runner represents a small fraction of total shot weight. For anything above 100,000 cycles, hot runner is almost always the lower total cost option when accounting for material savings and cycle time improvements. Additionally, cold runner systems are simpler to troubleshoot and require less specialized technical knowledge, making them suitable for facilities with limited hot runner expertise.
Conclusion: Is Hot Runner Mould Right for Your Project?
For most high-volume injection molding programs, a hot runner mould is not just an option — it is the economically rational choice. The material savings alone (15–30 % on a typical multi-cavity mold) justify the investment on runs above 100,000 cycles. Add in the cycle time reduction (10–25 %), the elimination of regrind handling, the cleaner gate vestige, and the easier automation path, and the total cost of ownership strongly favors hot runner for any production program with meaningful volume.
The caveats are real: higher tooling cost, more complex maintenance, and the need for skilled setup technicians who understand temperature controllers and flow balancing. Hot runner molds are not the right answer for every project. Short-run jobs, prototyping, very low-cost resins, or single-cavity tools where the runner is tiny relative to the part — these are scenarios where a cold runner mold may still be the pragmatic choice.
If your project involves multi-cavity production, engineering-grade resins, cosmetic surface requirements, or high-speed automation, hot runner technology deserves serious consideration. The upfront investment is higher, but the per-part cost is almost always lower — and that gap widens with every cycle you run.
다음 프로젝트를 위해 핫 러너 성형을 탐구할 준비가 되셨나요? ZetarMold는 20년 이상의 사출 성형 경험, 90톤부터 1850톤까지 47대의 기계, 수백 개의 핫 러너 금형을 설계하고 시운전한 8명의 수석 엔지니어 팀을 보유하고 있습니다. 4-캐비티 정밀 의료 금형이 필요하든 64-캐비티 고속 포장 툴이 필요하든, 당사는 핫 러너가 적합한지 평가하고 성과를 내는 금형을 제작하는 데 도움을 드릴 수 있습니다. 핫 러너 금형 공급업체 찾기 — 당사의 엔지니어링 팀이 부품 설계를 검토하고 최적의 러너 구성을 권장하며 상세 견적을 제공합니다.
-
manifold: 매니폴드는 단일 사출 지점에서 핫 러너 금형의 여러 출력 위치(노즐 드롭)로 용융 플라스틱을 유도하는 내부 채널이 있는 유체 분배 블록입니다. ↩
-
리그라인드: 리그라인드는 러너, 불량 부품 또는 기타 공정 스크랩을 과립화하여 사출 성형 공정에 재도입하기 위해 만든 재활용 열가소성 재료로, 일반적으로 순수 수지와 통제된 비율로 혼합됩니다. ↩
-
밸브-게이트: 밸브-게이트는 핫 러너 노즐 내부의 기계적 차단 핀을 사용하여 게이트 오리피스를 열고 닫아 게이트 타이밍을 정밀하게 제어하고, 실링 현상을 제거하며, 순차적 충전을 가능하게 합니다. ↩







