 コンテンツへスキップ
コンテンツへスキップ 

にかかる時間 プラスチック製品を製造する 射出成形金型 は部品の種類とサイズによって異なる。
単純なプラスチック部品であれば、製造工程は最短で2週間です。ゼーターでは、80%の金型は25-35日以内に完成させることができますが、より複雑な金型は40-60日など、かなり長い時間を必要とします。どれだけ早く金型が必要かを検討することが重要です。 射出成形金型 そうすれば、それに応じて計画を立てることができる。

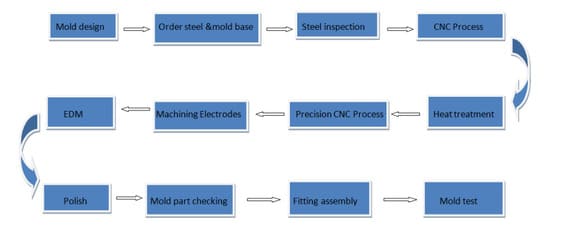
射出成形金型の製造工程
射出成形金型の製作にどれくらい時間がかかるかを知るには、射出成形金型製作の工程について一般的な理解を持つ必要があります。
1.プラスチック製品のプロセス分析
顧客から成形するプラスチック製品のサンプルまたは製品図を入手する。サンプルを入手したら、まずそれをスキャンして3D図面にする。
金型設計の前に、設計者はプラスチック製品が金型設計に合致しているかどうかを十分に分析・検討しなければならない。 射出成形 これは、製品の設計者と入念な協議を必要とし、コンセンサスに達した加工原則である。
これには、製品の幾何学的形状、寸法精度、外観に関する要求事項についての必要な議論も含まれ、以下のような不必要な複雑さを避けるように努める。 金型製造.

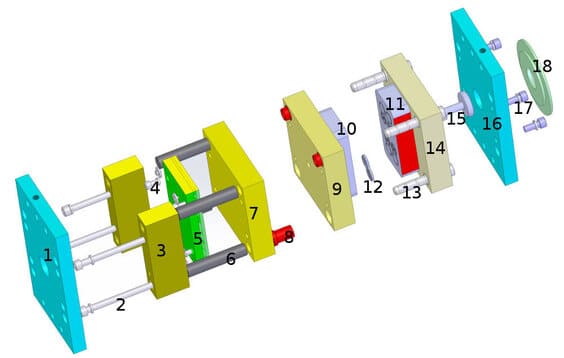
2.金型構造設計
金型モデリングを行います。例えば、ホットランナー付き金型の場合、ホットランナーも適切に設計します。一つの金型は、優れた加工設備と熟練した金型製造作業員が必要なだけでなく、もう一つの非常に重要な要素は優れた金型設計です。特に複雑な金型の場合、金型設計の良し悪しは金型品質の80%以上を占めます。
素晴らしい 金型設計 それは、顧客の要求を満たすことを前提に、加工コストを低くし、加工の難易度を小さくし、加工時間を短くすることである。そのためには、お客の要求を十分に消化するだけでなく、お客の要求を理解することである。 射出成形 機械、金型構造、加工技術、および射出成形金型工場自身の加工能力。
したがって、金型設計のレベルを向上させるには、以下の点を達成する必要があります。
a. 各金型設計の詳細を理解し、金型内の各部品の目的を把握します。
b.設計時に過去の類似設計を参照し、その金型加工と製品生産の状況を理解し、経験と教訓から学ぶ。
c. 射出成形機の作業工程についてさらに学び、金型と射出成形機の関係を深めます。
d.工場に行き、加工品の工程を理解し、それぞれの加工の特徴と限界を認識する。
e.自分が設計した金型のテスト金型結果と金型の変化を理解し、教訓を得る。
f.より成功した金型構造を設計に採用する。
g.カビの浸水が製品に与える影響について、詳しくはこちらをご覧ください。
h.いくつかの特殊な金型構造を学び、金型技術を理解する。
3.金型設計の確認
金型図面が設計された後、私たちはそれが顧客の要件を満たしているかどうかを確認する必要があります。
4.金型材料を購入し、標準部品を選択する。
金型材料の選択においては、製品の精度と品質を考慮するだけでなく、金型工場の実際の加工能力と熱処理能力に基づいて正しい選択を行う必要があります。さらに、射出成形金型の製造サイクルを短縮するために、可能な限り既存の標準部品を使用します。
5.粗加工、つまり荒加工
動的および固定金型ワイヤーカット、CNCフライス加工、フライス盤加工を含む。

6.仕上げ
ミディアムワイヤー、スローワイヤー、高速ミリング、EDM、深穴加工を含む。
7.表面処理
研磨や皮むきなど、お客様のご要望に応じた表面処理。
8.ダイ・マッチング
いわゆる金型合わせは、機械加工が行われた後、機械加工された部品を整然と正しい方法で組み立てることです。機械加工は誤差であり、正確な100%ではないので、組み立てがスムーズでない場合は、部品を少し研削したり、他の手段によって、部品が順番に組み立てることができるようにする必要があります。このプロセスは、金型のマッチングと呼ばれています。
9.試験金型
設計から組み立てまでの一連の金型は、金型製造プロセス全体の70%から80%に過ぎません。
意図した収縮率と実際の収縮率の不一致による誤差については、離型の滑らかさ、冷却効果、特にゲートの大きさ、位置、形状が製品の精度や外観に与える影響などを、金型トライアルを通じて検証する必要がある。
したがって、金型テストは、金型が適格であるかどうかをチェックし、成形プロセスを選択するために不可欠なステップである。

プラスチック射出成形金型の生産時間に影響する要因
インモールド製作において、顧客は金型を迅速に製作したいと考えますが、金型製作時間は通常、工程の難易度と注文数量に依存します。
1.プロセスの難易度
これは、顧客から提供されたプラスチック部品サンプルの製作難易度を指します。一般的に、プラスチック部品の形状が複雑であればあるほど、金型の製作は難しくなります。技術的な観点から、プラスチック部品のパーティング面が多ければ多いほど、加工は難しく、時間は長くなります。 金型製造 時間である。
2.顧客からの注文数
この要因に関しては、多くの人が顧客の注文数量が金型製作と関連する理由を理解するのが難しいと感じます。
顧客の注文の数は、金型の空洞の数を決定する。金型の空洞の数:つまり、金型のセットは、顧客の製品市場に応じて、いくつかの製品のうち、金型生産のセットは、いくつかの空洞を持っているかどうか、2つの製品を行い、製品は確かに異なっている、処理時間も異なってきます。
通常、新製品の場合、市場が完全にオープンになっておらず、その製品に対する市場の需要もそれほど大きくないため、空洞の数が多くなる。 射出成形金型 はそれほど多くなく、市場供給が保証されるため、コストパフォーマンスは比較的高い。

もちろん、製品の市場が開拓され、成熟した後、金型のキャビティ数は増加し、それは市場の需要をフィードバックするためにキャビティ数の変更を行うかどうかを決定するために、市場の需要に依存します。
注文数量が多い場合、対応する金型キャビティ数は多くなり、キャビティがそれに応じて長くなるため、金型製作に必要な時間も長くなります。生産速度の向上に加えて、製品の生産性を高め、製品コストを削減し、個々の製品はより安価になります。
注文数量が少ない場合、キャビティ時間が短縮され、金型製作時間が減少します。そのため、一般的には顧客の注文数量要件に基づいて計算した後、生産要件を満たし、最高のコストパフォーマンス比を確保する最適な金型キャビティ数を見積もりで推奨します。

3.製品サイズ
サイズが大きいほど、プラスチック金型加工のサイクル時間は長くなり、部品加工時間も長くなります。
4.製品要件
顧客によって製品に対する要求は異なり、設計された表面がサブサーフェスか光沢面か、またはミラー面かによって、プラスチック金型の生産サイクルに影響を与えます。
5.製品の材料性能
多くの場合、当社の製品は特別な要件があり、金型鋼の要件と加工技術の要件も異なっており、フォローアップ処理リンクは、より複雑になり、当然少し時間がかかりますし、いくつかの金型は、防錆や柔らかいゴム型を必要とし、要件が異なることになり、製造および加工工程は、より複雑になります。

概要
この記事を通して、私たちは各ステップについて学んだ。 射出成形 の製造工程と製造時間に影響を与える要因について説明する。 射出成形金型各生産工程の長さは、製品のサイズ、構造、要件、注文数量によって決定される。
だから、もし 射出成形品 によって実現される必要がある。 射出成形 工程において、金型製作前に製品の複雑さを評価し、プロジェクト計画時間を合理的に調整する必要があります。
金型製作時間を短縮するには、金型設計者や金型製作者と早期かつ頻繁にコミュニケーションを取り、設計要件のサポートを受け、射出成形金型を製作する十分な時間を確保して、 射出成形 の方が後でスムーズにできる。
結局のところ、各ステップをスキップする方法はない。 射出成形金型の製造.良い型を作ってこそ、消費者に愛される満足のいく製品ができる。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







