 Vai al contenuto
Vai al contenuto 

Nel corso degli anni, produzione di stampaggio a iniezione La tecnologia ha fatto passi da gigante. Oggi esistono sei comuni stampaggio a iniezione che produce tecniche: stampaggio a iniezione per compressione, stampaggio a iniezione per scarico, stampaggio a iniezione a bassa pressione, stampaggio ad iniezione assistito da gas, stampaggio ad iniezione assistito da acqua, e stampaggio a iniezione ad alta brillantezza.
Stampaggio a iniezione si riferisce al processo di realizzazione di una determinata forma di semilavorati mediante pressurizzazione, iniezione, raffreddamento e distacco delle materie prime fuse.

Produzione di stampaggio a iniezione di plastica Il processo comprende principalmente la chiusura dello stampo - il riempimento - il mantenimento della pressione (assistita da gas o acqua) - il raffreddamento - l'apertura - lo stampaggio e altre sei fasi. -Apertura dello stampo - Stampaggio e altre sei fasi.
Stampaggio a iniezione si suddivide nei seguenti sei tipi, che andiamo a conoscere meglio.
Stampaggio a compressione a iniezione
Lo stampaggio a compressione è una forma avanzata di stampaggio convenzionale. stampaggio a iniezione.
Vantaggi dello stampaggio a compressione a iniezione
Aumenta il rapporto di lunghezza del flusso del pezzo stampato a iniezioneIl sistema utilizza una forza di serraggio e una pressione di iniezione inferiori, riduce le sollecitazioni interne del materiale e aumenta la produttività della lavorazione.
Lo stampaggio a compressione a iniezione adattato ai casi d'uso
È noto che le lenti ottiche richiedono un'elevata precisione geometrica, dimensioni accurate e basse deformazioni, difficili da ottenere con le lenti generiche. stampaggio a iniezione.
Applicazioni dello stampaggio a compressione a iniezione
Per vari prodotti in tecnopolimeri termoplastici, come parti curve di grandi dimensioni, parti a parete sottile e miniaturizzate, lenti ottiche e parti con buoni requisiti di resistenza agli urti.

Stampaggio a iniezione con sfiato
Stampaggio a iniezione di ventilazione: Lo scopo del processo di "venting" è quello di fornire l'opportunità di emettere i prodotti di fissione volatili generati durante il processo di polimerizzazione-solidificazione.
Se questi gas non vengono espulsi dalla cavità, il risultato sarà un prodotto incompleto o bolle d'aria nella chiusura.
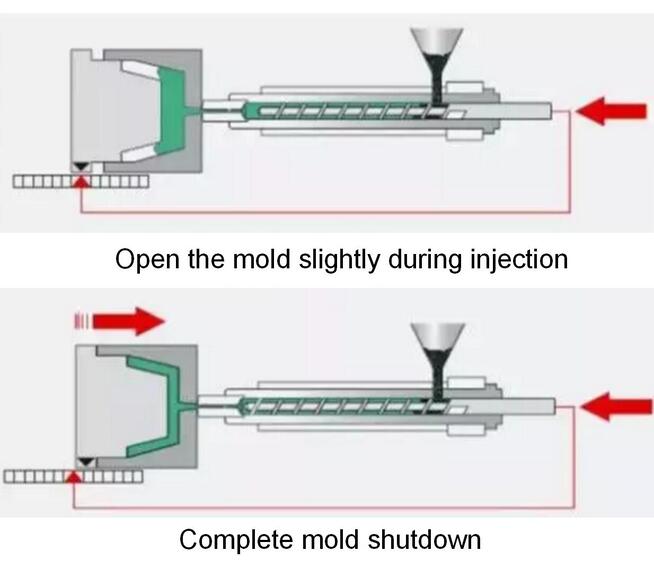
Sequenza di stampaggio a iniezione con sfiato
1. sospendere l'iniezione quando il volume di iniezione raggiunge circa 80%-95%.
2. Aprire lo stampo di circa 0,1-0,2 mm per consentire lo scarico dei gas volatili.
3. Chiudere lo stampo per la seconda volta e iniettare il volume di iniezione rimanente.

Casi di applicazione dello stampaggio a iniezione con sfiato
Prodotto fabbricato: piastra filtrante per filtropressa 1500×1500
Numero di cavità: 1 cavità
Materiale: PP (indice di flusso 0,2 ad alta viscosità)
Macchina per lo stampaggio a iniezione: BU4000 con cilindro di stoccaggio 6800T
Processo di stampaggio: stampaggio a iniezione a compressione
Stampaggio a iniezione a bassa pressione
Stampaggio a iniezione a bassa pressione è un tipo di processo di incapsulamento che utilizza una pressione di iniezione molto bassa per iniettare il materiale hot melt nello stampo e polimerizzare rapidamente, con le eccellenti proprietà di tenuta del materiale hot melt e le eccellenti proprietà fisiche e chimiche per ottenere isolamento, resistenza alla temperatura, resistenza agli urti, smorzamento delle vibrazioni, resistenza all'umidità, impermeabilità, resistenza alla polvere, resistenza alla corrosione chimica, ecc.
La sensibilità di pelle, legno, tessuti in fibra, film decorativi in PVC/TPO/PUR richiede una pressione di iniezione ridotta.
Casi di applicazione dello stampaggio a iniezione a bassa pressione

Stampaggio a iniezione con assistenza a gas
Stampaggio a iniezione assistito da gas Processo GAIM
Fase di iniezione (parziale) - Fase di gonfiaggio (N2) - Fase di mantenimento del gas (pressione costante dell'aria di raffreddamento) - Fase di riduzione della pressione - Fase di sformatura
Composizione dell'unità GAIM.
Generatore di pressione del gas, unità di controllo del gas, dispositivo di iniezione del gas, dispositivo di recupero del gas

Esempio di applicazione dello stampaggio a iniezione con assistenza a gas

Stampaggio a iniezione assistito dall'acqua
Stampaggio a iniezione assistito dall'acqua La tecnologia è una tecnologia avanzata stampaggio a iniezione processo in cui una parte della massa fusa viene iniettata nella cavità dello stampo e poi l'acqua ad alta pressione viene iniettata nella massa fusa attraverso l'attrezzatura per modellare infine il pezzo.
Grazie all'incomprimibilità dell'acqua, che forma un'interfaccia solida all'estremità anteriore dell'acqua, la parete interna del prodotto viene estrusa in una cavità e l'estremità anteriore dell'acqua svolge anche il ruolo di raffreddamento rapido.
Pertanto, il processo ad acqua presenta molti vantaggi che non possono essere paragonati a quelli del processo a gas. Studi e applicazioni hanno dimostrato che la tecnica ad acqua è in grado di generare pareti della cavità più sottili e uniformi e la superficie della parete interna del canale è molto liscia.
Soprattutto per i pezzi a parete spessa, il tempo di raffreddamento del water-assist può essere notevolmente ridotto rispetto al gas-assist.

Stampaggio a iniezione ad alta lucentezza
Il processo di base di stampaggio a iniezione ad alta lucentezza è quello di utilizzare vapore acqueo ad alta temperatura e ad alta pressione per riscaldare rapidamente la superficie dello stampo prima di stampaggio a iniezionein modo che la temperatura superficiale della cavità di stampaggio raggiunga una temperatura superiore alla temperatura di trasferimento del vetro (Tg) del materiale plastico resinoso, quindi il materiale plastico fuso plastificato viene iniettato nella cavità chiusa dello stampo.

Al termine dell'iniezione, l'alimentazione dell'aria viene interrotta e il vapore acqueo presente nel tubo viene espulso dalla pressione dell'aria, dopodiché viene fatta passare l'acqua di raffreddamento per far scendere rapidamente la temperatura dello stampo fino a quando si raffredda e lo stampo viene aperto per estrarre il prodotto.







