 Vai al contenuto
Vai al contenuto 
Stampo a iniezione per bassi volumi
Guida alla progettazione e alla produzione di stampi a iniezione a basso volume

Zetar Servizio Fare sempre un miglio in più
Offriamo servizi one-stop: Feedback sul design, suggerimenti per la modifica, progettazione rapida di prototipi.
E servizi di produzione, rapporto DFM, flusso dello stampo e progettazione dello stampo, produzione di utensili per stampi a iniezione
Servizi, Servizi di stampaggio a iniezione di materie plastiche, Servizi di post-trattamento e assemblaggio.
Servizio di progettazione di prodotti per lo stampaggio a iniezione

Servizio di ottimizzazione dei prodotti di stampaggio a iniezione
Servizio di realizzazione di prototipi di stampaggio a iniezione
Servizio di produzione con stampaggio a iniezione
Servizio di produzione di stampi a iniezione
Servizio di progettazione di stampi a iniezione

Servizio di post-trattamento dei prodotti di stampaggio a iniezione

Servizio di assemblaggio di prodotti di stampaggio a iniezione

Servizio di carico e spedizione dei prodotti dello stampaggio a iniezione
Produzione di stampi a iniezione a basso volume
ZetarMold offre stampi per stampa 3D, stampi per colata sottovuoto, stampi per iniezione a reazione e stampi per iniezione di alluminio per la produzione di piccoli lotti.

Risorse per stampi a iniezione a basso volume
Che cos'è lo stampo a iniezione a basso volume?
Uno stampo a iniezione per bassi volumi è un tipo di stampo a iniezione progettato per la produzione di piccoli lotti di parti in plastica con requisiti di basso volume. Lo stampo a iniezione per bassi volumi è composto da 4 processi: Stampi a iniezione per stampa 3D, stampo per colata sotto vuoto e stampo a iniezione per reazione, stampo a iniezione in alluminio.
Caratteristiche e Vantaggi degli stampi a iniezione per bassi volumi
Dimensioni dello stampo ridotte:
Gli stampi a iniezione per bassi volumi sono progettati per essere più piccoli e più compatti degli stampi a iniezione tradizionali, rendendoli più adatti alla produzione di bassi volumi.
Lotti di dimensioni ridotte:
Lo stampo a iniezione per bassi volumi è adatto alla produzione di piccoli lotti di pezzi, spesso compresi tra 1 e 1.000 unità.
Utensili più economici:
Gli stampi a iniezione a basso volume hanno solitamente costi di attrezzaggio più bassi rispetto agli stampi tradizionali, il che significa che sono più fattibili per le piccole imprese o le startup.
Tempi di consegna più brevi:
Gli stampi a iniezione a basso volume possono essere progettati e realizzati rapidamente, consentendo una rapida prototipazione e produzione e permettendo tempi di produzione e consegna più rapidi, spesso entro pochi giorni o settimane.
Flessibilità:
Gli stampi a iniezione a basso volume possono essere facilmente riattrezzati per produrre pezzi diversi, il che li rende un'ottima opzione per la prototipazione, il collaudo o la produzione su piccola scala.



Applicazioni degli stampi a iniezione a basso volume

1. Prototipazione:
Gli stampi a iniezione a basso volume sono ideali per realizzare prototipi, testare nuovi progetti o provare i pezzi prima di passare alla produzione su larga scala.
2. Produzione su piccola scala:
Lo stampo a iniezione a basso volume è adatto per la produzione di piccole serie di pezzi per mercati di nicchia, prodotti speciali o articoli in edizione limitata.
3. Prodotti personalizzati:
Lo stampo a iniezione a basso volume è perfetto per realizzare pezzi personalizzati con design, forme o materiali unici.
4. Piccole imprese:
Lo stampo a iniezione a basso volume è adatto alle piccole imprese o alle startup che non dispongono di molte risorse.
Quando lo stampaggio a iniezione a basso volume non è adatto
Lo stampaggio a iniezione a basso volume è un ottimo processo di produzione, ma ci sono casi in cui potrebbe non essere la scelta migliore. Ecco alcune situazioni in cui lo stampaggio a iniezione a basso volume potrebbe non essere la scelta migliore:

1. Produzione ad alto volume:
Se dovete produrre molti pezzi (migliaia o decine di migliaia), lo stampo a iniezione tradizionale potrebbe essere più economico.
2. Alta complessità:
Se il pezzo è molto complicato, con molte parti mobili, molti piccoli dettagli o tolleranze molto strette, lo stampo a iniezione tradizionale potrebbe essere la scelta migliore.
3. Materiali ad alte prestazioni:
Se avete bisogno di materiali speciali, come quelli che possono resistere alle alte temperature, alle sostanze chimiche, che sono molto resistenti o che possono subire forti urti, lo stampo a iniezione tradizionale potrebbe essere la scelta migliore.
4. Parti di alta precisione:
Se i vostri pezzi devono essere molto precisi (ad esempio entro ±0,01 mm) o molto accurati, lo stampo a iniezione tradizionale potrebbe essere la scelta migliore.
5. Requisiti di finitura superficiale elevati:
Se i vostri pezzi devono avere una finitura superficiale molto buona (come Ra < 0,1 μm), lo stampo a iniezione tradizionale potrebbe essere una scelta migliore.
Quindi, sebbene lo stampo a iniezione per bassi volumi sia un ottimo processo, è necessario considerare i requisiti del progetto e i limiti dello stampo a iniezione per bassi volumi prima di decidere se è l'opzione migliore per voi.
Confronto tra 4 stampi a iniezione a basso volume
Ecco una panoramica del materiale dello stampo, della durata del ciclo e del materiale del prodotto degli stampi per stampa 3D, degli stampi per colata sotto vuoto, degli stampi a iniezione a reazione e degli stampi a iniezione in alluminio:
| Tipo di stampo | Materiale dello stampo | Ciclo di vita | Materiale del prodotto |
|---|---|---|---|
| Stampo stampato in 3D | ABS, Nylon, ecc. | 30~100 scatti | PP, PE, TPE, TPU, POM, PA |
| Stampo per colata sottovuoto | Gomma siliconica, PU, epossidica, ecc. | 10~20 colpi | PU che simula ABS, PMMA, PA, POM, ecc. |
| Stampo a iniezione a reazione | PU, alluminio, acciaio non temprato, ecc. | 500~1000 scatti | PU, PA6, poliestere, ecc. |
| Stampo ad iniezione di alluminio | Alluminio | 500~1000 scatti | PP, PE, ABS, PS, PA, TPE, ecc. |
Stampo a iniezione con stampa 3D
Che cos'è lo stampo a iniezione per la stampa 3D?
La stampa 3D è un settore in rapida crescita che ha cambiato il modo di progettare e realizzare gli oggetti. In passato, la stampa 3D veniva utilizzata nel processo di progettazione e produzione solo per realizzare e testare prototipi che sarebbero stati successivamente stampati a iniezione. Oggi, grazie ai miglioramenti apportati alla precisione delle stampanti, alla finitura delle superfici e ai materiali, le stampanti 3D possono produrre anche gli stampi a iniezione.
Due tipi di stampi a iniezione per la stampa 3D
I nostri comuni stampi a iniezione per la stampa 3D sono di due tipi:
Inserti per stampi in basi per stampi
È il tipo più comune di stampo stampato in 3D e in genere produce pezzi più precisi. È simile alla cavità di uno stampo a iniezione standard, ma il materiale della cavità è sostituito da materiale stampato in 3D. Lo stampo viene stampato in 3D e poi inserito in una base rigida in alluminio o acciaio, che supporta la pressione e il calore dell'ugello di iniezione. Le basi per stampi in alluminio o acciaio aiutano anche a prevenire la deformazione degli stampi di stampa 3D dopo un uso ripetuto. Prolungare la vita degli stampi di stampa 3D.
Stampo a iniezione completamente stampato in 3D
Per questo tipo di stampo a iniezione stampato in 3D, l'intero stampo viene stampato in 3D e non utilizza telai rigidi in alluminio o acciaio. Ciò richiede una maggiore precisione e tempi di stampa più lunghi per ottenere una maggiore resistenza e finezza. Questo tipo di stampo stampato in 3D ha maggiori probabilità di deformarsi dopo un uso intenso e questo tipo di applicazione è meno comune.
Applicazioni degli stampi a iniezione per la stampa 3D
1. Tempi di consegna più rapidi: (1-2 settimane)
La stampa 3D può accelerare i tempi di realizzazione degli stampi a iniezione, in modo da rendere i vostri prodotti più veloci.
2. Produzione su piccola scala: (50-100 pezzi)
La stampa 3D è ideale per piccole produzioni di prodotti, come parti personalizzate o articoli speciali.
3. Più flessibile: (facile da modificare)
La stampa 3D consente di modificare facilmente il progetto e lo stampo, in modo da potersi adattare ai nuovi requisiti del prodotto.
4. Prodotto semplice di piccole dimensioni: (meno di 150 mm)
Gli stampi a iniezione per la stampa 3D si deformano se utilizzati più volte e non sono adatti per prodotti di alta precisione o di grandi dimensioni.
Quali sono gli svantaggi dello stampo a iniezione per la stampa 3D?
Gli stampi stampati in 3D per lo stampaggio a iniezione hanno i loro vantaggi, come tempi di consegna più brevi e costi più bassi, ma hanno anche i loro svantaggi. Eccone alcuni:

Difetti di ritiro e deformazioni: Quando gli stampi stampati in 3D si raffreddano, possono restringersi e deformarsi, compromettendo i prodotti a tolleranza stretta. Questo può portare a difetti nello stampo e a rovinare il prodotto finale.
Limitazioni di dimensione: Per quanto riguarda le limitazioni dimensionali, gli inserti per stampi stampati in 3D sono più adatti a componenti di piccole dimensioni con un volume massimo di 164 cm3 (10 pollici cubi). Non più di 150 cm.
Finitura superficiale: La finitura superficiale degli stampi stampati in 3D può essere più ruvida rispetto agli stampi metallici tradizionali. La stampa 3D costruisce le parti a strati. Per questo motivo, le parti stampate possono presentare un effetto a gradini su qualsiasi superficie o parete angolata. Gli stampi stampati non sono diversi e richiedono una lavorazione o una levigatura per rimuovere questi piccoli bordi frastagliati.
Il raffreddamento richiede più tempo: Sebbene gli stampi stampati in 3D siano generalmente più veloci da produrre rispetto ai metodi di attrezzaggio tradizionali, il processo di stampaggio a iniezione in sé richiede più tempo. Questo perché gli stampi stampati in 3D non resistono alla pressione e al calore come gli stampi in metallo. Anche la conducibilità termica dei polimeri è un problema. Di conseguenza, il tempo di ciclo per lo stampaggio a iniezione aumenta. Ciò comporta un aumento dei costi di produzione e una minore produzione di prodotti.
Confronto tra diversi processi per la stampa 3D di stampi a iniezione
Esistono diversi modi per realizzare stampi con la stampa 3D. Eccone alcuni: Fused Deposition Modeling (FDM), Stereolitografia (SLA), Sinterizzazione laser selettiva (SLS) e Digital Light Processing (DLP). La scelta della stampante 3D e del materiale da utilizzare dipende dalla complessità dello stampo e dalla sua durata. Ecco come si confrontano questi processi.
| Processo di stampa 3D | Precisione dello stampo | Forza dello stampo | Dimensione dello stampo | Economicamente vantaggioso |
|---|---|---|---|---|
| FDM | ★ | ★★★ | ★★★★ | ★★★★ |
| SLA | ★★★★ | ★★ | ★★★ | ★★ |
| SLS | ★★★ | ★★★★ | ★★ | ★ |
| DLP | ★★★★ | ★★ | ★ | ★★★ |
Linee guida per la progettazione di stampi a iniezione per la stampa 3D
Quando si progetta uno stampo a iniezione per la stampa 3D, è necessario seguire le regole di progettazione per lo stampaggio a iniezione e le regole di progettazione per la stampa 3D. Ecco alcuni consigli di utenti ed esperti che hanno esperienza con gli stampi per la stampa 3D di polimeri.
Angolo di sformo: È necessario aumentare gli angoli di sformo a 2 gradi o più e un composto distaccante per aumentare la durata degli stampi.
Spessore della parete: Assicuratevi che il pezzo abbia lo stesso spessore dappertutto e che non abbia spigoli vivi. Non fatelo troppo sottile, perché se lo spessore è inferiore a 1-2 mm potrebbe deformarsi quando si scalda.


Design del cancello: Aprire il cancello per scaricare la pressione nella cavità. Evitare le porte a tunnel e a punta di spillo; aumentare le dimensioni delle porte a canale di colata, a ventaglio e a linguetta fino a tre volte le dimensioni normali.
Bocchetta d'aria: L'aggiunta di uno sfiato d'aria al progetto dello stampo può aiutare a liberare l'aria intrappolata durante il processo di stampaggio a iniezione, riducendo così i difetti come i pezzi porosi. Assicuratevi di includere ampie prese d'aria dal bordo della cavità al bordo dello stampo, in modo che l'aria possa fuoriuscire. Questo aiuterà il materiale a fluire meglio nello stampo, a ridurre la pressione e a eliminare le bolle nell'area del gate, in modo da ottenere tempi di ciclo più brevi.
Materiale dello stampo: Scegliere un buon materiale per lo stampo. Assicuratevi che sia abbastanza resistente e rigido da sopportare la pressione dell'iniezione. Lo stampo deve avere un punto di fusione più alto del materiale da iniettare.
Materiale di riempimento: Il polimero deve fluire attraverso lo stampo stampato nella stessa direzione delle linee di stampa 3D. In questo modo si evita l'incollaggio e si migliora il riempimento a pressioni di iniezione inferiori.
Canali di raffreddamento: L'uso di canali di raffreddamento ridurrà i tempi di raffreddamento, ma non diminuirà i tempi di ciclo sostanzialmente più lunghi riscontrati con gli stampi stampati, poiché gli utensili in plastica non dissipano il calore in modo altrettanto efficace di quelli in alluminio o acciaio.
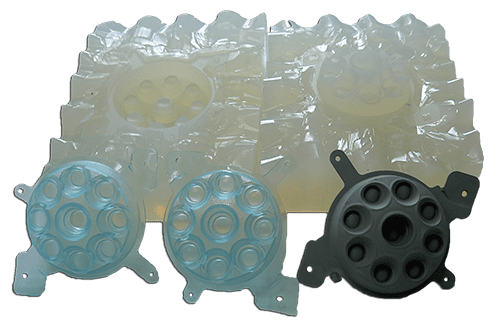
Stampo per colata sottovuoto
Che cos'è lo stampaggio sotto vuoto?
Lo stampo per colata sottovuoto è un metodo rapido ed economico per realizzare piccole quantità di pezzi a iniezione. In genere, utilizziamo parti SLA stampate in 3D o parti prodotte da CNC come prototipi. Realizziamo uno stampo in materiale siliconico e poi versiamo il materiale PU nello stampo utilizzando il processo di stampaggio a iniezione sotto vuoto per realizzare prodotti replica.
Caratteristiche del processo di stampaggio sotto vuoto
Ecco le caratteristiche di processo degli stampi per colata sottovuoto:
1. Precisione:
Il prodotto è preciso a meno di 100 mm ed entro ±0,1 mm. Al di sopra dei 100 mm, la precisione è generalmente di ±0,3 mm.
2. Spessore della parete:
Lo spessore della parete deve essere compreso tra 0,75 e 1,5 mm. Almeno 0,75 mm garantiscono il corretto riempimento dello stampo e 1,5 mm consentono di ottenere i migliori risultati.
3. Germogli di muffa:
Sono circa 20 colpi per stampo.
4. Trattamento della superficie:
È possibile ottenere una finitura sia opaca che lucida.
5. Prodotto Szie
Le dimensioni dello stampo dipendono dalle dimensioni della camera del vuoto e dal volume del prodotto. È possibile produrre pezzi lunghi fino a 2 m.
Quali sono i vantaggi dello stampo per colata sottovuoto?
Gli stampi per colata sottovuoto sono ideali per realizzare pezzi di alta qualità con forme e finiture complesse. Ecco alcuni motivi per cui le persone amano gli stampi per colata sottovuoto:

Alta precisione: Gli stampi per la colata sottovuoto sono in grado di produrre pezzi con un'elevata accuratezza e precisione, il che li rende adatti ad applicazioni in cui è necessario che le dimensioni siano giuste.
Tempi di consegna più brevi: Dal bozzetto alla spedizione, di solito ci vuole circa una settimana per realizzare 200 prodotti replica. Questo perché, una volta realizzato lo stampo, non è necessario eseguire ulteriori lavorazioni o utensili.
Economicamente vantaggioso: La colata sottovuoto è un modo conveniente per produrre pezzi di piccole e medie dimensioni in quantità medio-piccole. Questo la rende una buona opzione per le piccole imprese e le start-up.
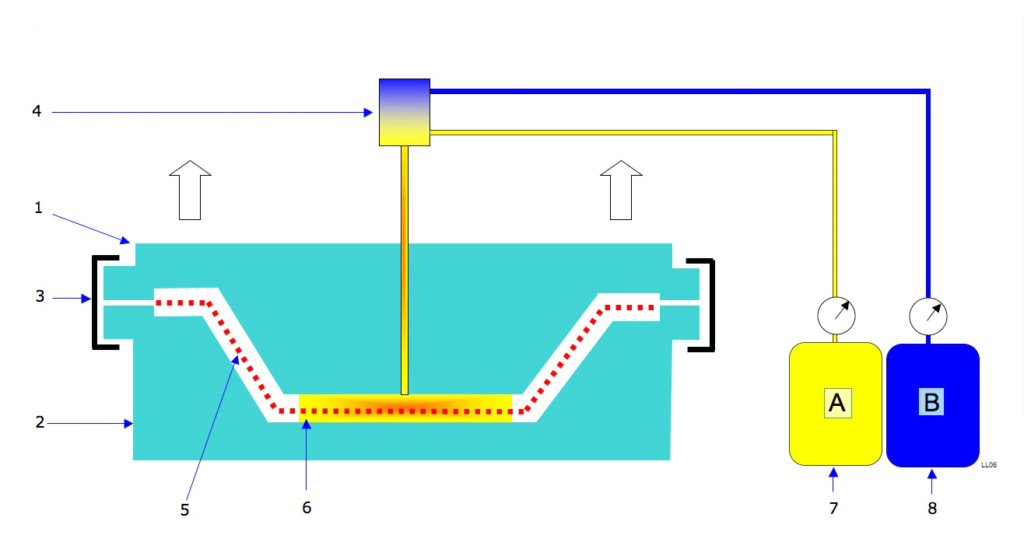
Come funziona la colata sottovuoto?
Lo stampo per colata sottovuoto è un processo di produzione che utilizza la stampa 3D o i prototipi CNC per creare stampi in silicone e poi utilizza questi stampi per realizzare parti in plastica con elevata precisione e dettaglio. Ecco una panoramica passo passo del processo di stampaggio sottovuoto:
Passo 1: Realizzare il prototipo
La qualità del prototipo determina la qualità dei prodotti copiati. Possiamo spruzzare texture o eseguire altre lavorazioni sulla superficie del prototipo SLA per simulare i dettagli finali del prodotto. Lo stampo in silicone copierà i dettagli e la texture del prototipo, quindi la superficie dei prodotti copiati sarà molto simile a quella del prototipo.
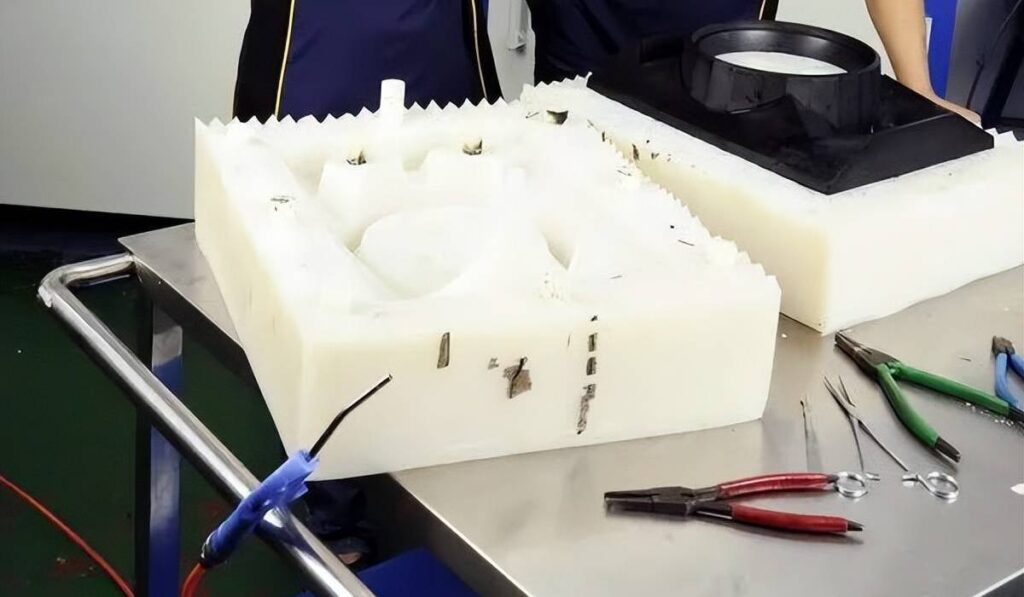
Fase 2: Realizzazione dello stampo per la colata sottovuoto
Per prima cosa, applicare il nastro adesivo su un'area piatta intorno al prototipo, in modo che sia più facile aprire lo stampo in seguito. Questa sarà anche la superficie di separazione dello stampo finale. In secondo luogo, appendere il prototipo in una scatola e applicare la colla stick sulla parte per creare le materozze e le aperture. In terzo luogo, iniettare il silicone nella scatola e aspirare l'aria, quindi metterla in forno a 40°C per 8-16 ore, a seconda del volume dello stampo. Infine, dopo l'indurimento del silicone, togliere la scatola e gli stick di colla, estrarre il prototipo dal silicone, creare una cavità e ottenere lo stampo in silicone.

Fase 3: Stampaggio a iniezione sotto vuoto
Per prima cosa, mettere lo stampo in silicone nel forno e preriscaldarlo a 60-70℃. Assicurarsi di utilizzare un buon distaccante e di usarlo correttamente prima di chiudere lo stampo per evitare che si attacchi e che la superficie presenti difetti. Preriscaldare la resina poliuretanica a circa 40°C prima di utilizzarla. Miscelare la resina bicomponente nel giusto rapporto, mescolare bene e degasare sotto vuoto per 50-60 secondi. Versare la resina nello stampo all'interno di una camera a vuoto e polimerizzare nuovamente lo stampo nel forno. La polimerizzazione dovrebbe durare circa 1 ora. Dopo la polimerizzazione, estrarre il prodotto fuso dallo stampo in silicone. Ripetere questa fase per ottenere più prodotti replicati.

Applicazioni dello stampo per colata sottovuoto
1. Produzione in piccola serie:
Gli stampi per colata sottovuoto sono perfetti per realizzare piccoli lotti di prototipi in plastica di alta qualità. Quando non è necessario un numero sufficiente di pezzi per giustificare il costo di uno stampo in acciaio, la colata sottovuoto è il modo più rapido ed economico per ottenere un piccolo lotto di pezzi. È utilizzata in un'ampia gamma di settori, tra cui quello automobilistico, medico, dei prodotti di consumo, delle attrezzature industriali, delle attrezzature agricole, delle attrezzature sportive e degli strumenti musicali.
2. Test di funzionamento:
Il processo di colata sottovuoto e gli stampi in silicone relativamente economici rendono semplici ed economiche le verifiche ingegneristiche e le modifiche alla progettazione, soprattutto quando possono essere utilizzati per i test funzionali prima della produzione in serie del prodotto.
3. Ricerche di mercato:
I prodotti Vaccum Casting possono essere una serie completa di nuovi prodotti. Se non si sa quale sia il più adatto alla produzione di massa con lo stesso concetto di design, è possibile creare uno stampo in silicone e realizzare 10-15 prodotti replica. In ogni replica, sono stati disegnati diversi colori e finiture sui moduli per consentire una discussione interna al reparto di progettazione.
4. Display di marketing:
Per la valutazione dei consumatori, le repliche di piccoli lotti sono l'ideale. Esponendo i modelli alle fiere o pubblicando in anticipo le foto dei prodotti nelle brochure aziendali e nei siti web ufficiali, si ottiene una pubblicità di riscaldamento, attirando così un maggior numero di potenziali clienti o Si tratta di ottimizzare i prodotti.
Stampo a iniezione a reazione
Che cos'è lo stampaggio a iniezione a reazione?
Si mescolano due o più liquidi reattivi a bassa viscosità in una certa proporzione, quindi si iniettano in uno stampo chiuso in determinate condizioni di pressione e temperatura. Dopo un'ulteriore reazione nello stampo, si ottiene un prodotto plastico. Questo processo di stampaggio a iniezione a reazione è chiamato RIM.
Quali sono le caratteristiche principali dello stampaggio a iniezione a reazione?
Le caratteristiche dello stampaggio a iniezione per reazione sono le seguenti:

- La pressione all'interno dello stampo a iniezione a reazione è bassa (generalmente 0,2 ~ 7MPa), quindi la forza di serraggio non è elevata. Di conseguenza, lo stampo può essere realizzato in lega di alluminio e può essere utilizzato per produrre pezzi di grandi dimensioni.
- Può essere utilizzato per lo stampaggio a iniezione di vari pezzi con strutture e forme complesse (tra cui nervature, bocche, spazi vuoti e alette di sollevamento) senza generare tensioni interne.
- La viscosità del componente liquido di reazione è relativamente bassa e il riempimento dello stampo è facile. È molto adatto per la formazione di parti a parete sottile o di grandi prodotti a parete spessa e può essere utilizzato anche per formare prodotti con inserti metallici.
- Poiché durante il processo di stampaggio si verificano reazioni chimiche, lo stampo deve essere dotato di buoni canali di scarico per evitare la formazione di pori nel prodotto.
- I prodotti stampati per reazione hanno un elevato tasso di ritiro e devono essere dotati di un dispositivo di mantenimento della pressione e di ritiro.
- I requisiti delle materie prime per i prodotti stampati a iniezione per reazione sono relativamente elevati.
Quali sono i materiali per lo stampaggio a iniezione a reazione?
Il poliuretano è il materiale più comune per lo stampaggio a iniezione per reazione (RIM). Altri materiali comuni sono la poliurea, il poliestere, i polifenoli, i poliepossidi e la poliammide (nylon 6). Per rendere il prodotto finito più resistente, nel materiale iniettato vengono mescolati anche rinforzi come la fibra di vetro. Ad esempio, i pannelli automobilistici in schiuma rigida. Regolando le proporzioni degli ingredienti miscelati, il RIM può essere morbido, duro e molto duro. Ad esempio, utilizzando un agente espandente, è possibile produrre un nucleo di schiuma morbida/dura.
Condizioni del processo di stampaggio RIM per le plastiche comunemente utilizzate
| Parametro | Poliuretano | Poliurea | Nylon 6 | Poliestere insaturo | Resina epossidica |
|---|---|---|---|---|---|
| Energia termica di reazione/(kJ/mol) | 37 | 37 | 18.6 | 30 | 55.8 |
| Energia di attivazione/(kJ/mol) | 26 | 5.6 | 39 | 50.8 | 20 |
| Temperatura del materiale/℃ | 40 | 40 | 100 | 25 | 60 |
| Tempo di polimerizzazione | 45 | 30 | 150 | 60 | 150 |
| Stampaggio di restringimento/% | 5 | 5 | 10 | 20 | 5 |
| Temperatura dello stampo/℃ | 70 | 70 | 130 | 150 | 130 |
Quali sono le applicazioni comuni di RIM?
La produzione di RIM è utilizzata in un'ampia e crescente gamma di applicazioni industriali. Ecco alcuni esempi:

- Parti automobilistiche: Il RIM è utilizzato per produrre parti di automobili, come cruscotti, pannelli delle porte e altri componenti interni.
- Prodotti di consumo: Il RIM viene utilizzato per produrre prodotti di consumo, come mobili, elettrodomestici e altri articoli per la casa.
- Dispositivi medici: Il RIM viene utilizzato per produrre dispositivi medici, come impianti, strumenti chirurgici e altre apparecchiature mediche.
- Aerospaziale: Il RIM viene utilizzato per produrre componenti aerospaziali, come parti di aeromobili, componenti di satelliti e altre apparecchiature spaziali.
Quali sono i vantaggi e gli svantaggi dello stampaggio a iniezione per reazione?
| Vantaggi | Svantaggi |
|---|---|
| Forte e resistente. | Non ci sono molti materiali tra cui scegliere, ma ne stanno arrivando altri. |
| È in grado di realizzare pezzi complessi con dettagli precisi. | È difficile realizzare dettagli fini in modo affidabile. |
| Può realizzare pezzi flessibili o rigidi, a seconda del materiale e del design. | Gli utensili non sono molto resistenti, quindi possono essere danneggiati facilmente. |
| L'attrezzaggio è economico rispetto, ad esempio, allo stampaggio a iniezione. | Difficile riempire e curare pezzi molto grandi. |
| I pezzi possono essere economici, soprattutto se si può realizzare un pezzo grande con attacchi incorporati e utilizzare materiali economici. | Molti materiali RIM producono composti organici volatili (VOC) inquinanti. |
Quali sono i vantaggi dello stampaggio a iniezione a reazione?
- I prodotti RIM sono più leggeri dei loro omologhi realizzati con altri metodi. Il RIM viene utilizzato per produrre paraurti e parti che riducono le vibrazioni. Il peso ridotto dei componenti rende l'auto più leggera e i componenti funzionano meglio. Ciò significa che quando l'auto si scontra con qualcosa, i danni sono minori. In questo modo si risparmia sulla riparazione dell'auto, sull'assicurazione e sulla benzina. In questo modo, l'intera auto è più economica.
- Il RIM contribuisce anche a rendere l'aria più pulita. Inquina meno rispetto ad altri metodi di produzione di parti in plastica. Questo è importante per molti Paesi, soprattutto per quelli che producono molte parti in plastica e automobili.
Quali sono i requisiti delle attrezzature per lo stampaggio a iniezione per reazione?
A differenza delle apparecchiature di stampaggio a iniezione convenzionali, le apparecchiature di stampaggio a iniezione a reazione comprendono generalmente i seguenti sistemi:

1. Sistema di regolazione statale: per preparare intermedi allo stato liquido.
2. Sistema di pompe dosatrici: per misurare l'intermedio e applicare la pressione per pompare l'intermedio.
3. Testa di miscelazione: dove l'intermedio liquido viene miscelato attraverso la testa di miscelazione.
4. Telaio di carico dello stampo: per controllare l'orientamento dello stampo e le attrezzature di apertura e chiusura dello stampo, e viene utilizzato durante la pulizia e lo smontaggio.
Poiché lo stampaggio a iniezione per reazione utilizza principalmente la miscelazione per impingement di liquidi a bassa viscosità, la funzione di riempimento dello stampo può essere ottenuta utilizzando solo la pressione generata internamente, senza la necessità di una pressione aggiuntiva; pertanto, la pressione di iniezione richiesta per lo stampaggio a iniezione per reazione può essere di soli 50 psi, ottenendo così una bassa chiusura dello stampo. La capacità di produrre pezzi di grandi dimensioni rende gli stampi RIM più economici.
Come funziona lo stampaggio a iniezione a reazione?
Ecco i passaggi per eseguire lo stampaggio a iniezione per reazione:

1. Preparare lo stampo: Pulire e preparare lo stampo in base alle specifiche del prodotto che si desidera creare. Applicare un agente distaccante per garantire che il prodotto finito sia facilmente rimovibile.
2. Mescolare: Nel RIM si utilizzano due liquidi: i polioli e gli isocianati. Questi sono conservati in serbatoi separati e vengono miscelati in un rapporto preciso mediante una testa di miscelazione. La testa di miscelazione è solitamente dotata di elementi di miscelazione statici per garantire che i componenti si mescolino bene.
3. Sparare il mix: La miscela viene sparata nello stampo attraverso le porte di iniezione. La miscela liquida riempie lo stampo e inizia a reagire e indurire.
4. Attendere la polimerizzazione: Il materiale sparato nello stampo subisce una reazione chimica chiamata polimerizzazione. È questo che lo fa solidificare e formare la forma desiderata. Il tempo di polimerizzazione può variare a seconda dei materiali utilizzati e delle proprietà desiderate nel prodotto finito.
5. Estrarre il prodotto dallo stampo: Dopo che il materiale si è indurito ed è diventato solido, è possibile aprire lo stampo ed estrarre il prodotto finito. L'agente distaccante che avete messo prima rende facile l'estrazione.
6. Rifiniture e finiture: Dopo averla tolta dallo stampo, si può tagliare qualsiasi elemento extra o lampo per darle l'aspetto che si desidera. Se necessario, si può anche dipingere, lucidare o assemblare con altri oggetti.
7. Ripetere l'operazione: Il processo RIM può essere ripetuto per produrre altri pezzi. Pulire lo stampo, prepararlo e rifarlo con materiale nuovo.
Lo stampaggio a iniezione per reazione richiede attrezzature e conoscenze speciali. Siate sicuri quando maneggiate i materiali e azionate le macchine. Rivolgetevi a un professionista o a un produttore di RIM per ottenere assistenza e consigli su come effettuare lo stampaggio a iniezione per reazione.
Stampaggio a iniezione a reazione (RIM) vs. stampaggio a iniezione tradizionale
Lo stampaggio a iniezione per reazione e lo stampaggio a iniezione sembrano simili, ma si basano su due metodi diversi: la lavorazione dei termoindurenti e quella dei termoplastici. Di seguito viene fornita una breve introduzione a ciascun metodo.

Lavorazione di termoindurenti
Il metodo di lavorazione termoindurente utilizzato nel RIM si basa su legami chimici irreversibili che si formano durante il processo di polimerizzazione. Le plastiche termoindurenti non si sciolgono quando vengono riscaldate, ma si rompono e non cambiano quando vengono raffreddate.
Lavorazione termoplastica
La lavorazione termoplastica si basa su polimeri che diventano flessibili o plastici a temperature specifiche e si solidificano quando vengono raffreddati.
Quando è più adatto lo stampaggio a iniezione per reazione?

Lo stampaggio a iniezione per reazione (RIM) ha i suoi pro e contro, come qualsiasi altro processo di stampaggio. Uno dei maggiori vantaggi del RIM è che offre una maggiore libertà di progettazione rispetto allo stampaggio a iniezione. Il RIM può produrre parti che non è possibile realizzare con lo stampaggio a iniezione, come parti a parete spessa e sottile, anime in schiuma e altro ancora. I pezzi RIM sono resistenti e leggeri e il materiale scelto ne determina le proprietà. Ad esempio, il poliuretano è uno dei materiali RIM più popolari. Ha resistenza al calore, stabilità dimensionale e proprietà dinamiche molto elevate, ed è utilizzato nell'edilizia, nelle parti automobilistiche, nello sport e altro ancora.
Un altro aspetto interessante del RIM è che utilizza polimeri liquidi a bassa viscosità. Vengono iniettati in stampi riscaldati, si espandono, si addensano, si induriscono attraverso varie reazioni chimiche e si possono regolare le proprietà di peso, resistenza, densità e durezza del pezzo finito. I pezzi realizzati in questo modo sono più leggeri di quelli realizzati con altri metodi di produzione.
In genere, gli stampi RIM sono meno costosi degli stampi a iniezione. Inoltre, si utilizza meno energia e una pressa di minor tonnellaggio. Ma può richiedere più tempo rispetto alla lavorazione termoplastica.
Stampo ad iniezione in alluminio
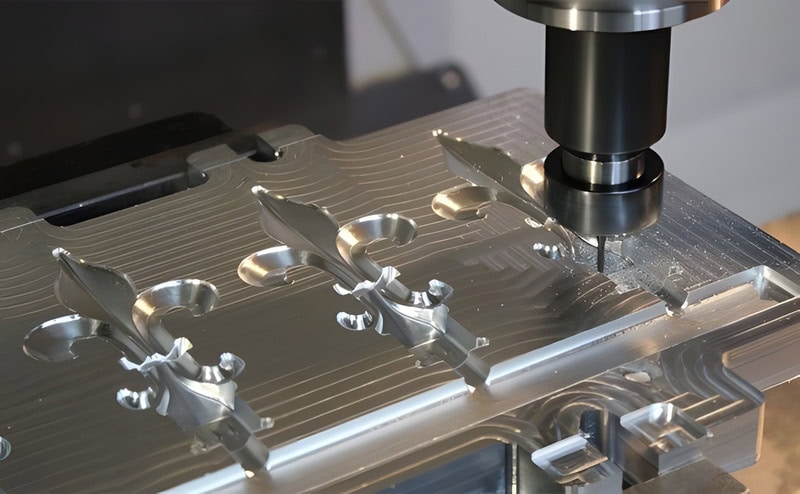
Che cos'è lo stampo a iniezione di alluminio?
Lo stampaggio a iniezione dell'alluminio è una tecnologia che utilizza stampi in alluminio per realizzare pezzi (prototipi/prodotti reali) mediante stampaggio a iniezione. La maggior parte degli stampi a iniezione sono in acciaio o in alluminio. Secondo l'opinione comune, gli stampi in acciaio sono più costosi, mentre quelli in alluminio sono più convenienti per i piccoli lotti.
Perché scegliere lo stampo a iniezione di alluminio?

Avete bisogno di molti pezzi, ma non di decine di migliaia di pezzi. Avete bisogno di pezzi rapidi e su richiesta. Non volete correre il rischio di investire in stampi prima che il progetto del vostro pezzo sia veramente collaudato. Se una di queste affermazioni si applica a voi, allora lo stampaggio a iniezione a basso volume con stampi in alluminio può essere una buona opzione per voi.
Stampaggio a iniezione: Stampo ad iniezione in alluminio vs. stampo ad iniezione in acciaio P20
L'acciaio P20 è l'acciaio più comunemente utilizzato per gli stampi a iniezione. Confrontiamo gli stampi a iniezione in acciaio P20 e gli stampi a iniezione in lega di alluminio.
Prendiamo come esempio un semplice prodotto in plastica. Materiale del prodotto: ABS, peso del prodotto 20 grammi, quantità del prodotto 1.000 pezzi, stampo a 1 cavità.
| Materiale dello stampo | Materiale del prodotto | Prodotto Quantità/pz | Peso del prodotto/g | Cavità dello stampo | Tempo di realizzazione dello stampo/giorni | Prezzo della muffa/$ | Prezzo del prodotto/$ | Costo totale del progetto/$ |
|---|---|---|---|---|---|---|---|---|
| Acciaio P20 | ABS DG417 | 1000 | 20 | 1*1 | 25 | 2000 | 0.3 | 2300 |
| Alluminio 6061 | ABS DG417 | 1000 | 20 | 1*1 | 15 | 1300 | 0.3 | 1600 |
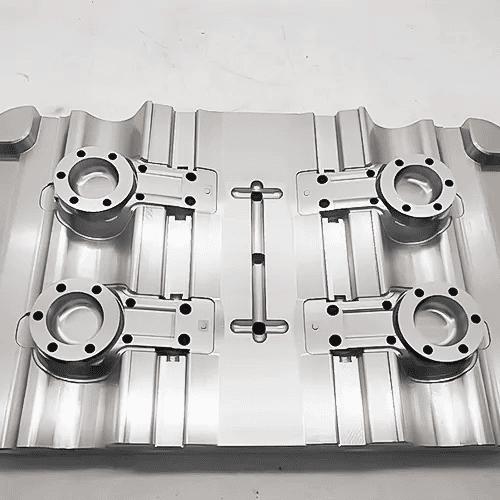
Quali sono i vantaggi dello stampo a iniezione di alluminio?
Per i progetti di produzione di piccoli lotti, gli stampi a iniezione in alluminio sono un'ottima scelta per realizzare tutti i tipi di prodotti in plastica. Gli stampi in alluminio presentano numerosi vantaggi.

1. Economicamente vantaggioso: L'uso dell'alluminio per realizzare uno stampo a iniezione è più economico dell'acciaio. È possibile risparmiare fino a 30% del costo totale con uno stampo in alluminio per progetti di produzione di piccoli lotti.
2. Tempi di consegna: Gli stampi a iniezione in alluminio sono più veloci di quelli in acciaio in termini di progettazione e procedure di lavorazione. In generale, gli stampi in alluminio possono ridurre i tempi di 40% rispetto agli stampi in acciaio. Pertanto, possono produrre più rapidamente i prototipi e i prodotti finali richiesti.
3. Tempi di consegna: In genere, il peso dello stampo in alluminio è pari a un terzo di quello dello stampo in acciaio, quindi è facile da usare. L'alluminio è un materiale morbido, quindi è più facile lavorarlo per formare lo stampo a iniezione. Il sistema di raffreddamento e la struttura dello stampo semplificati rendono l'efficienza produttiva molto più elevata.
Quali sono gli svantaggi dello stampo a iniezione di alluminio?
Poiché l'alluminio ha i suoi limiti, anche gli stampi a iniezione in alluminio hanno dei limiti. Queste limitazioni includono la durata dello stampo, i tipi di materiali che possono essere prodotti e le modalità di modifica dello stampo.

1. Materiale del prodotto: L'alluminio è un materiale morbido, quindi non può essere utilizzato per produrre materiali con riempimento in fibra di vetro, che consumano rapidamente lo stampo, come il nylon rinforzato con fibra di vetro, ecc. Non può essere utilizzato per produrre materiali tecnici ad alta temperatura, che deformano facilmente lo stampo durante la produzione, come PEEK, PPSU, ecc.
2. Durata di vita dello stampo: Gli stampi in alluminio non sono durevoli, resistenti alla corrosione e all'usura come gli stampi in acciaio. Pertanto, sono adatti solo per la produzione di piccoli lotti. In circostanze normali, la durata dello stampo va da 1.000 a 10.000 riprese, a seconda del materiale e della struttura del prodotto.
3. Complessità della progettazione del prodotto: Gli stampi in alluminio non sono adatti alla produzione di pezzi con design complessi. I progetti di prodotti complessi prevedono parti sottili e spesse. Pertanto, è necessario un materiale in grado di gestire questi parametri e di sopportare le elevate pressioni e temperature del processo senza deformarsi. Gli stampi a iniezione in alluminio non sono adatti perché possono deformarsi in queste condizioni.
4. Modifica dello stampo: Una volta terminato lo stampo a iniezione in alluminio, se è necessario modificare la struttura del prodotto, non è possibile farlo con la saldatura come nel caso di uno stampo in acciaio. Deve essere rifatto.
Quali sono i principi di progettazione degli stampi a iniezione di alluminio?
Semplificare lo stampo
Di solito, non bisogna creare uno stampo super complicato con sollevatori e cursori e utilizzare inserti caricati a mano anziché inserti automatici. Per i prototipi e la produzione di bassi volumi, poiché la quantità di pezzi stampati non è elevata, non è costoso caricare e scaricare manualmente gli inserti, il che può far risparmiare sui costi dello stampo e aumentarne la durata.
Utilizzo di una base stampo condivisa
Per gli stampi a iniezione in alluminio, possiamo progettare tutte le cavità utilizzando le basi degli stampi in stock. Ciò significa che non dobbiamo spendere tempo e denaro per ordinare nuove basi per stampi. Questo ci aiuta anche a ridurre i tempi di consegna e a risparmiare denaro per soddisfare il vostro budget.
Migliorare la struttura del prodotto
Quando si progettano stampi in alluminio, utilizzare angoli arrotondati anziché spigoli vivi. L'alluminio è morbido e gli angoli vivi si consumano più rapidamente quando si inietta lo stampo. Inoltre, si danneggiano facilmente e sono difficili da riparare. Lo spessore delle pareti del prodotto deve essere il più possibile uniforme, in modo da ridurre la pressione di iniezione e la probabilità che lo stampo si deformi sotto la pressione di iniezione.

Segnali di Allarme del Fornitore di Stampaggio a Iniezione: 15 Segnali di Avvertimento Prima di Pagare l'Attrezzatura
Scegliere il fornitore sbagliato per la stampa a iniezione può costarti mesi di ritardi, migliaia di euro sprecati per lo stampo e cicli infiniti di rilavorazione. Dopo due decenni di lavoro con acquirenti del Nord America

Accordo di Qualità del Fornitore di Stampaggio a Iniezione: Cosa Dovrebbero Richiedere gli Acquirenti
Un accordo di qualità del fornitore (SQA) è il documento unico che separa una relazione di produzione funzionante da un costoso gioco di ipotesi. Se stai approvvigionando componenti stampati a iniezione da un'estero

Termini di pagamento del fornitore di stampaggio a iniezione: come ridurre il rischio di utensilatura e produzione
Hai appena ricevuto un preventivo per stampi di 45.000 USD da un fornitore di stampi a iniezione in Cina. I termini di pagamento prevedono 50% in anticipo, 50% prima della spedizione. Nessuna struttura di milestone, nessuna ispezione
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

