 Skip to content
Skip to content 
Moules d'injection à faible volume
Guide de conception et de fabrication des moules d'injection à faible volume

Zetar's Service Toujours faire un effort supplémentaire
Nous proposons des services à guichet unique : Retour d'information sur la conception Suggestion de modification, Conception rapide de prototypes
et services de fabrication, rapport DFM, flux et conception des moules, fabrication d'outils pour moules d'injection
Services, Services de moulage par injection de plastique, Services de post-traitement et d'assemblage.
Service de conception de produits par moulage par injection

Service d'optimisation des produits de moulage par injection
Service de fabrication de prototypes par moulage par injection
Service de fabrication de moulage par injection
Service de fabrication de moules par injection
Service de conception de moules d'injection

Service de post-traitement des produits de moulage par injection

Service d'assemblage de produits par moulage par injection

Service de chargement et d'expédition des produits de moulage par injection
Fabrication de moules d'injection à faible volume
ZetarMold propose des moules d'impression 3D, des moules de coulée sous vide, des moules d'injection de réaction et des moules d'injection d'aluminium pour la production de petites séries.

Ressources pour les moules d'injection à faible volume
Qu'est-ce qu'un moule d'injection à faible volume ?
Un moule d'injection à faible volume est un type de moule d'injection conçu pour produire de petits lots de pièces en plastique à faible volume. Le moule d'injection à faible volume se compose de 4 processus : les moules d'injection par impression 3D, les moules de coulée sous vide, les moules d'injection par réaction et les moules d'injection en aluminium.
Caractéristiques et Avantages des moules d'injection à faible volume
Taille du moule plus petite :
Les moules d'injection à faible volume sont conçus pour être plus petits et plus compacts que les moules d'injection traditionnels, ce qui les rend plus adaptés à la production de faibles volumes.
Des lots plus petits :
Le moule d'injection à faible volume convient à la production de petits lots de pièces, souvent compris entre 1 et 1 000 unités.
Outillage moins coûteux :
Les moules d'injection à faible volume ont généralement des coûts d'outillage moins élevés que les moules traditionnels, ce qui signifie qu'ils sont plus accessibles aux petites entreprises ou aux start-ups.
Délais plus courts :
Les moules d'injection à faible volume peuvent être conçus et fabriqués rapidement, ce qui permet un prototypage et une production rapides, ainsi que des délais de production et de livraison plus courts, souvent en quelques jours ou semaines.
Flexibilité :
Les moules d'injection à faible volume peuvent être facilement modifiés pour produire des pièces différentes, ce qui en fait une excellente option pour le prototypage, les essais ou la production à petite échelle.



Applications des moules d'injection à faible volume

1. Le prototypage :
Le moule d'injection à faible volume est idéal pour fabriquer des prototypes, tester de nouvelles conceptions ou essayer des pièces avant de passer à la production à grande échelle.
2. La production à petite échelle :
Le moule d'injection à faible volume convient à la fabrication de petites séries de pièces pour des marchés de niche, des produits spécialisés ou des articles en édition limitée.
3. Produits personnalisés :
Le moule d'injection à faible volume est parfait pour la fabrication de pièces personnalisées avec des conceptions, des formes ou des matériaux uniques.
4. Les petites entreprises :
Le moule d'injection à faible volume convient aux petites entreprises ou aux start-ups qui ne disposent pas de beaucoup de ressources.
Quand le moulage par injection à faible volume n'est pas adapté
Le moulage par injection à faible volume est un excellent procédé de fabrication, mais il arrive que ce ne soit pas le meilleur choix. Voici quelques situations où le moulage par injection à faible volume n'est peut-être pas la meilleure option :

1. Production en grande quantité :
Si vous devez fabriquer un grand nombre de pièces (des milliers ou des dizaines de milliers), le moule à injection traditionnel peut s'avérer plus économique.
2. Grande complexité :
Si votre pièce est vraiment compliquée, avec beaucoup de pièces mobiles, beaucoup de petits détails ou des tolérances très serrées, le moule à injection traditionnel peut être un meilleur choix.
3. Matériaux à haute performance :
Si vous avez besoin de matériaux spéciaux, par exemple des matériaux capables de résister à des températures élevées ou à des produits chimiques, qui sont très résistants ou qui peuvent supporter des chocs importants, le moule d'injection traditionnel peut être un meilleur choix.
4. Pièces de haute précision :
Si vos pièces doivent être très précises (à ±0,01 mm près) ou très exactes, le moule à injection traditionnel peut être un meilleur choix.
5. Exigences élevées en matière de finition de surface :
Si vos pièces doivent avoir une très belle finition de surface (comme Ra < 0,1 μm), le moule à injection traditionnel pourrait être un meilleur choix.
Ainsi, bien que le moule d'injection à faible volume soit un excellent procédé, vous devez tenir compte des exigences de votre projet et des limites du moule d'injection à faible volume avant de décider s'il s'agit de la meilleure option pour vous.
Comparaison de 4 moules d'injection à faible volume
Voici un aperçu des matériaux de moulage, de la durée de vie et des matériaux des moules d'impression 3D, des moules de coulée sous vide, des moules d'injection à réaction et des moules d'injection en aluminium :
| Type de moule | Matériau du moule | Cycle de vie | Matériau du produit |
|---|---|---|---|
| Moule imprimé en 3D | ABS, Nylon, etc. | 30~100 tirs | PP, PE, TPE, TPU, POM, PA |
| Moule de coulée sous vide | Caoutchouc de silicone, PU, époxy, etc. | 10~20 tirs | PU simulant ABS, PMMA, PA, POM, etc. |
| Moule d'injection à réaction | PU, aluminium, acier non trempé, etc. | 500~1000 photos | PU, PA6, polyester, etc. |
| Moule d'injection en aluminium | Aluminium | 500~1000 photos | PP, PE, ABS, PS, PA, TPE, etc. |
Impression 3D Moule à injection
Qu'est-ce que l'impression 3D d'un moule d'injection? ?
L'impression 3D est un domaine en plein essor qui a changé la façon dont nous concevons et fabriquons les choses. Dans le passé, l'impression 3D était utilisée dans le processus de conception et de fabrication pour fabriquer et tester des prototypes qui seraient ensuite moulés par injection. Aujourd'hui, les améliorations apportées à la précision des imprimantes, à la finition des surfaces et aux matériaux permettent aux imprimantes 3D de fabriquer également les moules d'injection.
Deux types de moules d'injection pour l'impression 3D
Nos moules d'injection pour l'impression 3D sont de deux types :
Inserts de moules dans les bases de moules
Il s'agit du type de moule imprimé en 3D le plus courant et il produit généralement des pièces plus précises. Il est similaire à la cavité d'un moule d'injection standard, sauf que le matériau de la cavité est remplacé par un matériau imprimé en 3D. Le moule est imprimé en 3D, puis inséré dans une base de moule rigide en aluminium ou en acier, qui supporte la pression et la chaleur de la buse d'injection. Les bases de moule en aluminium ou en acier permettent également d'éviter que les moules d'impression 3D ne se déforment après une utilisation répétée. Prolongez la durée de vie des moules d'impression 3D.
Moule d'injection entièrement imprimé en 3D
Pour ce type de moule d'injection imprimé en 3D, l'ensemble du moule est imprimé en 3D et n'utilise pas de cadres de moule rigides en aluminium ou en acier. Cela nécessite une plus grande précision et un temps d'impression plus long lors de l'impression 3D afin d'obtenir une meilleure résistance et une plus grande finesse. Ce type de moule imprimé en 3D est plus susceptible de se déformer après une utilisation intensive et ce type d'application est moins courant.
Applications des moules d'injection imprimés en 3D
1. Délais de livraison plus courts : (1-2 semaines)
L'impression 3D peut accélérer le temps nécessaire à la fabrication des moules d'injection, ce qui vous permet de fabriquer vos produits et de les commercialiser plus rapidement.
2. Production à petite échelle : (50-100 pièces)
L'impression 3D est idéale pour les petites séries de produits, comme les pièces sur mesure ou les articles spécialisés.
3. Plus flexible : (facile à changer)
L'impression 3D permet de modifier facilement la conception et le moule, afin de s'adapter aux nouvelles exigences du produit.
4. Produits simples de petite taille : (moins de 150 mm)
Les moules d'injection par impression 3D se déforment lorsqu'ils sont utilisés plusieurs fois et ne conviennent pas pour les produits de haute précision ou de grande taille.
Quels sont les inconvénients de l'impression 3D d'un moule d'injection ?
Les moules d'injection imprimés en 3D pour le moulage par injection présentent des avantages, comme des délais plus courts et des coûts moins élevés, mais aussi des inconvénients. En voici quelques-uns :

Défauts de rétraction et gauchissement : Lorsque les moules imprimés en 3D refroidissent, ils peuvent se rétracter et se déformer, ce qui peut perturber les produits à tolérance serrée. Cela peut entraîner des défauts dans le moule et gâcher le produit final.
Limites de taille : En ce qui concerne les limites de taille, les inserts de moule imprimés en 3D conviennent le mieux aux petits composants dont le volume ne dépasse pas 164 cm3 (10 pouces cubes). Pas plus de 150 cm.
Finition de la surface : L'état de surface des moules imprimés en 3D peut être plus rugueux que celui des moules traditionnels en métal. L'impression 3D permet de construire des pièces en couches. C'est pourquoi les pièces imprimées peuvent présenter un effet de marche d'escalier sur n'importe quelle surface ou paroi inclinée. Les moules imprimés ne sont pas différents et nécessitent un usinage ou un ponçage pour éliminer ces petites aspérités.
Le refroidissement prend plus de temps : Si les moules imprimés en 3D sont généralement plus rapides à produire que les méthodes d'outillage traditionnelles, le processus de moulage par injection lui-même prend plus de temps. En effet, les moules imprimés en 3D ne résistent pas à la pression et à la chaleur aussi bien que les moules en métal. La conductivité thermique des polymères pose également problème. Par conséquent, le temps de cycle du moulage par injection augmente. Il en résulte des coûts de production plus élevés et moins de produits fabriqués.
Comparaison de différents procédés d'impression 3D de moules d'injection
Il existe différentes façons de fabriquer des moules grâce à l'impression 3D. En voici quelques-unes : FDM (Fused Deposition Modeling), SLA (Stereolithography), SLS (Selective Laser Sintering) et DLP (Digital Light Processing). Vous choisirez l'imprimante 3D et le matériau à utiliser en fonction de la complexité du moule et de sa durée de vie. Voici comment ces procédés se comparent.
| Processus d'impression 3D | Précision du moule | Résistance du moule | Taille du moule | Efficacité des coûts |
|---|---|---|---|---|
| FDM | ★ | ★★★ | ★★★★ | ★★★★ |
| ALS | ★★★★ | ★★ | ★★★ | ★★ |
| SLS | ★★★ | ★★★★ | ★★ | ★ |
| DLP | ★★★★ | ★★ | ★ | ★★★ |
Lignes directrices pour la conception d'un moule d'injection pour l'impression 3D
Lorsque vous concevez un moule d'injection pour l'impression 3D, vous devez respecter les règles de conception pour le moulage par injection et les règles de conception pour l'impression 3D. Voici quelques conseils d'utilisateurs et d'experts qui ont l'expérience de l'impression 3D de moules pour polymères.
Angle de tirant d'eau : Vous devriez augmenter les angles de dépouille à 2 degrés ou plus et utiliser une pâte de démoulage pour augmenter la durée de vie des moules.
Épaisseur de la paroi : Veillez à ce que la pièce ait la même épaisseur partout et qu'elle ne présente pas d'angles vifs. Ne la rendez pas trop fine, car si elle fait moins de 1 à 2 mm d'épaisseur, elle risque de se déformer à la chaleur.


Conception de la porte : Ouvrez l'obturateur pour relâcher la pression dans la cavité. Évitez les portillons à tunnel et à pointe ; augmentez la taille des portillons à carotte, des portillons à éventail et des portillons à languette jusqu'à trois fois leur taille normale.
Ventilation de l'air : L'ajout d'un évent à la conception de votre moule permet d'évacuer l'air emprisonné pendant le processus de moulage par injection, ce qui peut réduire les défauts tels que les pièces poreuses. Veillez à prévoir de grands évents entre le bord de la cavité et le bord du moule pour que l'air puisse s'échapper. Cela permettra au matériau de mieux s'écouler dans le moule, de réduire la pression et de se débarrasser de l'air dans la zone d'injection, ce qui raccourcira les temps de cycle.
Matériau du moule : Choisissez un bon matériau pour le moule. Assurez-vous qu'il est suffisamment solide et rigide pour supporter la pression de l'injection. Le moule doit avoir un point de fusion plus élevé que le matériau injecté.
Matériau Rembourrage : Le polymère doit s'écouler dans le moule imprimé dans le même sens que les lignes d'impression 3D. Cela permet d'éviter le collage et d'améliorer le remplissage à des pressions d'injection plus faibles.
Canaux de refroidissement : L'utilisation de canaux de refroidissement réduira les temps de refroidissement, mais ne diminuera pas les temps de cycle nettement plus longs observés avec les moules imprimés, car les outils en plastique ne dissipent pas la chaleur aussi bien que ceux en aluminium ou en acier.
Moule de coulée sous vide
Qu'est-ce que le moulage par injection sous vide ?
Le moule de coulée sous vide est un moyen rapide et peu coûteux de fabriquer de petites quantités de pièces d'injection. Généralement, nous utilisons des pièces SLA imprimées en 3D ou des pièces produites par CNC comme prototypes. Nous fabriquons un moule en silicone, puis nous versons du PU dans le moule en utilisant le processus de moulage par injection sous vide pour fabriquer des répliques de produits.
Caractéristiques du processus de moulage sous vide
Voici les caractéristiques du processus des moules de coulée sous vide :
1. Précision :
Le produit est précis à moins de 100 mm et à ±0,1 mm. Au-delà de 100 mm, la précision est généralement de ±0,3 mm.
2. Épaisseur de la paroi :
L'épaisseur de la paroi doit être comprise entre 0,75 mm et 1,5 mm au minimum. Un minimum de 0,75 mm garantit un remplissage correct du moule et un minimum de 1,5 mm permet d'obtenir les meilleurs résultats.
3. Les pousses de moisissure :
Il s'agit d'environ 20 tirs par moule.
4. Traitement de surface :
Vous pouvez obtenir une finition à la fois mate et brillante.
5. Taille du produit
La taille du moule dépend des dimensions de la chambre à vide et du volume du produit. Il est possible de produire des pièces d'une longueur maximale de 2 mètres.
Quels sont les avantages des moules de coulée sous vide ?
Les moules de coulée sous vide sont parfaits pour fabriquer des pièces de haute qualité aux formes et aux finitions complexes. Voici quelques raisons pour lesquelles les moules de coulée sous vide sont appréciés :

Haute précision : Les moules pour la coulée sous vide peuvent produire des pièces d'une grande exactitude et d'une grande précision, ce qui les rend intéressants pour les applications où les dimensions doivent être parfaitement exactes.
Délai d'exécution plus court : De l'esquisse à l'expédition, il faut généralement une semaine pour fabriquer 200 répliques de produits. En effet, une fois le moule réalisé, il n'est pas nécessaire d'effectuer d'autres travaux d'outillage ou d'usinage.
Rentable : La coulée sous vide est un moyen abordable de fabriquer des pièces de petite ou moyenne taille en petites ou moyennes quantités. C'est donc une bonne option pour les petites entreprises et les start-ups.
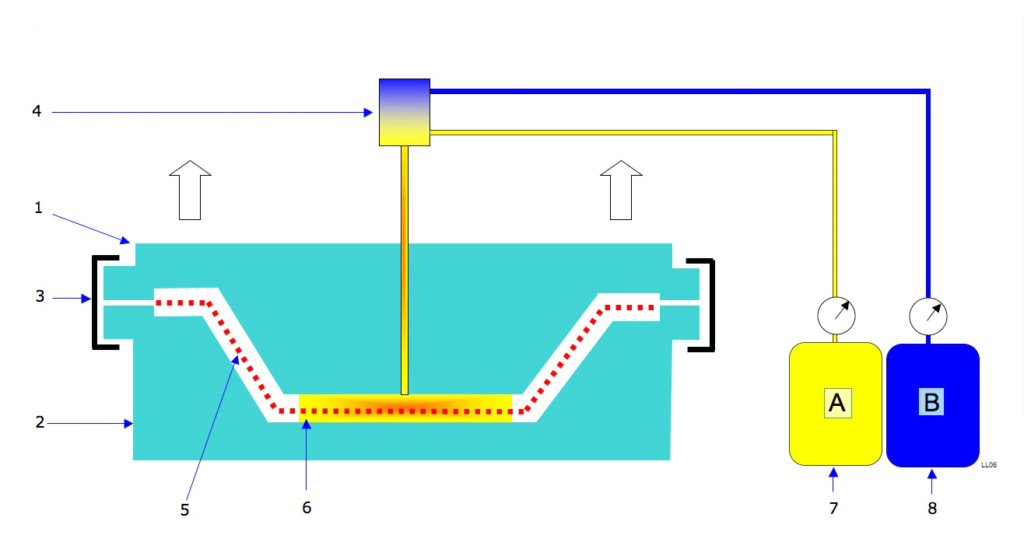
Comment fonctionne la coulée sous vide ?
Le moulage sous vide est un processus de fabrication qui utilise l'impression 3D ou des prototypes CNC pour fabriquer des moules en silicone, puis utilise ces moules pour fabriquer des pièces en plastique d'une grande précision et d'un niveau de détail élevé. Voici un aperçu, étape par étape, du processus de moulage sous vide :
Étape 1 : Création d'un prototype
La qualité du prototype détermine la qualité des produits copiés. Nous pouvons pulvériser une texture ou effectuer d'autres traitements sur la surface du prototype SLA pour simuler les détails finaux du produit. Le moule en silicone reproduira les détails et la texture du prototype, de sorte que la surface des produits copiés ressemblera beaucoup à celle du prototype.
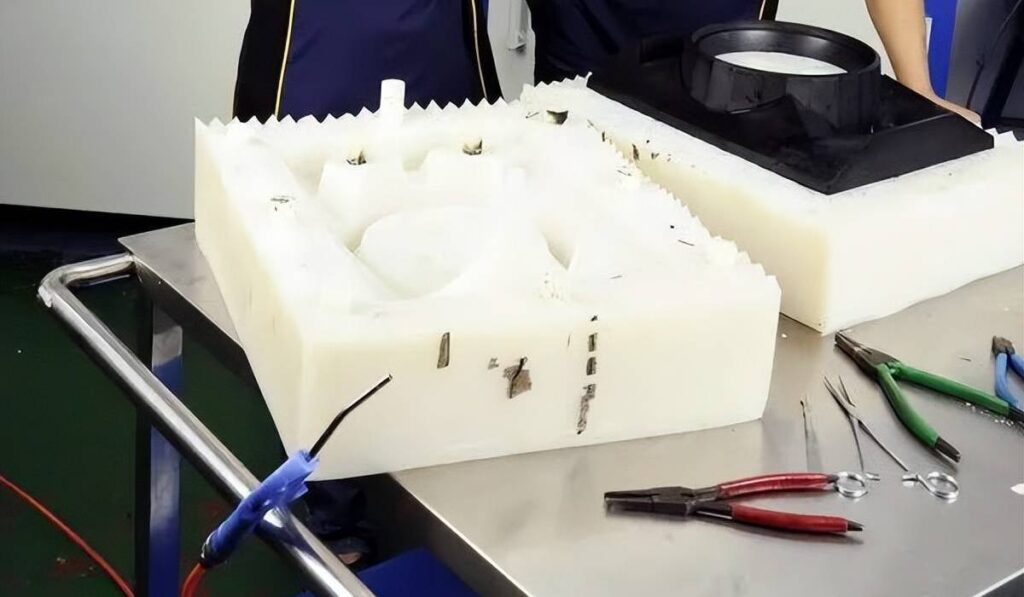
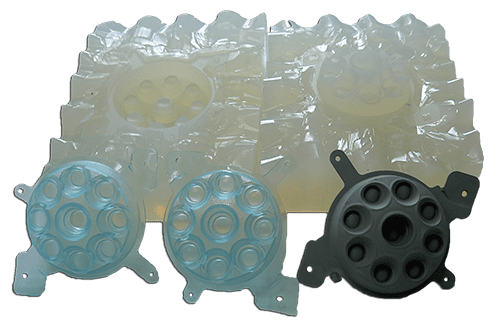
Étape 2 : Fabrication du moule de coulée sous vide
Tout d'abord, collez du ruban adhésif sur une zone plane autour du prototype afin de faciliter l'ouverture du moule par la suite. Ce sera également la surface de séparation du moule final. Deuxièmement, suspendez le prototype dans une boîte et mettez des bâtons de colle sur la pièce pour créer des carottes et des évents. Troisièmement, injectez du silicone dans la boîte et aspirez l'air, puis mettez-la au four à 40°C pendant 8 à 16 heures, en fonction du volume du moule. Enfin, une fois le silicone durci, retirez la boîte et le bâton de colle, retirez le prototype du silicone, faites une cavité, et vous avez le moule en silicone.

Étape 3 : Moulage par injection sous vide
Tout d'abord, mettez votre moule en silicone dans le four et préchauffez-le à 60-70℃. Veillez à utiliser un bon agent de démoulage et à l'utiliser correctement avant de fermer le moule afin d'éviter le collage et les défauts de surface. Préchauffez votre résine polyuréthane à environ 40°C avant de l'utiliser. Mélangez la résine à deux composants dans le bon rapport, remuez bien et dégazez sous vide pendant 50 à 60 secondes. Versez la résine dans le moule à l'intérieur d'une chambre à vide et durcissez à nouveau le moule dans le four. Le durcissement doit durer environ une heure. Après le durcissement, retirez le produit moulé du moule en silicone. Répétez cette étape pour obtenir d'autres répliques.

Applications des moules de coulée sous vide
1. Production en petite série :
Les moules de coulée sous vide sont parfaits pour fabriquer de petits lots de prototypes en plastique de haute qualité. Lorsque vous n'avez pas besoin de suffisamment de pièces pour justifier le coût d'un moule en acier, la coulée sous vide est le moyen le plus rapide et le plus économique d'obtenir un petit lot de pièces. Il est utilisé dans un large éventail d'industries, notamment l'automobile, le secteur médical, les produits de consommation, l'équipement industriel, l'équipement agricole, l'équipement sportif et les instruments de musique.
2. Test de fonctionnement :
Le processus de moulage sous vide et les moules en silicone relativement peu coûteux rendent la vérification technique et les modifications de conception simples et économiques, en particulier lorsqu'ils peuvent être utilisés pour des essais fonctionnels avant la production en série du produit.
3. L'étude de marché :
Les produits de moulage sous vide peuvent constituer un ensemble complet de nouveaux produits. Si vous ne savez pas lequel est le plus adapté à la production de masse selon le même concept, vous pouvez fabriquer un moule en silicone et produire 10 à 15 répliques. Pour chaque réplique, différentes couleurs et finitions ont été conçues sur les modules afin de permettre une discussion interne au sein du département de conception.
4. Affichage marketing :
Pour l'évaluation des consommateurs, les répliques en petites séries sont idéales. En présentant des modèles lors d'expositions ou en publiant à l'avance des photos de produits dans des brochures d'entreprise et sur des sites web officiels, ils servent de publicité d'échauffement, attirant ainsi davantage de clients potentiels ou de consommateurs potentiels.
Moule d'injection à réaction
Qu'est-ce que le moulage par injection de réaction ?
Mélanger deux ou plusieurs liquides réactifs à faible viscosité dans une certaine proportion, puis les injecter dans un moule fermé sous certaines conditions de pression et de température. Après avoir continué à réagir dans le moule, on obtient un produit en plastique. Ce procédé de moulage par injection de réaction est appelé RIM.
Quelles sont les principales caractéristiques du moulage par injection de réaction ?
Les caractéristiques du moulage par injection de réaction sont les suivantes :

- La pression à l'intérieur du moule de moulage par injection de réaction est faible (généralement 0,2~7MPa), de sorte que la force de serrage n'est pas importante. Par conséquent, le moule peut être fabriqué en alliage d'aluminium et peut être utilisé pour produire des pièces de grande surface.
- Il peut être utilisé pour mouler par injection diverses pièces présentant des structures et des formes complexes (y compris des nervures, des bossages, des espaces et des pattes de levage) sans générer de contraintes internes.
- La viscosité du composant réactionnel liquide est relativement faible et le remplissage des moules est aisé. Il convient parfaitement à la formation de pièces à parois minces ou de grands produits à parois épaisses, et peut également être utilisé pour former des produits avec des inserts métalliques.
- Étant donné que des réactions chimiques se produisent pendant le processus de moulage, le moule doit être équipé de bons canaux d'évacuation afin d'éviter la formation de pores dans le produit.
- Les produits moulés par réaction ont un taux de rétraction élevé et doivent être dotés d'un dispositif de maintien de la pression et de rétraction.
- Les exigences en matière de matières premières pour les produits moulés par injection de réaction sont relativement élevées.
Quels sont les matériaux utilisés pour le moulage par injection de réaction ?
Le polyuréthane est le matériau le plus courant pour le moulage par injection de réaction (MIR). Les autres matériaux courants sont le polyurée, le polyester, les polyphénols, les polyépoxies et le polyamide (nylon 6). Pour rendre le produit fini plus solide, des renforts tels que la fibre de verre sont également mélangés au matériau injecté. Par exemple, les panneaux automobiles en mousse rigide. En ajustant les proportions des ingrédients mélangés, le MIR peut être souple, dur et très dur. Par exemple, l'utilisation d'un agent gonflant permet de produire un noyau de mousse souple/dur.
Conditions du processus de moulage RIM pour les plastiques couramment utilisés
| Paramètres | Polyuréthane | Polyurée | Nylon 6 | Polyester insaturé | Résine époxy |
|---|---|---|---|---|---|
| Énergie thermique de réaction/(kJ/mol) | 37 | 37 | 18.6 | 30 | 55.8 |
| Énergie d'activation/(kJ/mol) | 26 | 5.6 | 39 | 50.8 | 20 |
| Température du matériau/℃ | 40 | 40 | 100 | 25 | 60 |
| Temps de séchage/s | 45 | 30 | 150 | 60 | 150 |
| Rétraction du moulage/% | 5 | 5 | 10 | 20 | 5 |
| Température du moule/℃ | 70 | 70 | 130 | 150 | 130 |
Quelles sont les applications courantes du RIM ?
La fabrication de MIR est utilisée dans une gamme étendue et croissante d'applications industrielles. En voici quelques exemples :

- Pièces détachées automobiles: Le MIR est utilisé pour produire des pièces automobiles, telles que des tableaux de bord, des panneaux de porte et d'autres composants intérieurs.
- Produits de consommation: Le MIR est utilisé pour fabriquer des produits de consommation, tels que des meubles, des appareils électroménagers et d'autres articles ménagers.
- Dispositifs médicaux: Le MIR est utilisé pour produire des dispositifs médicaux, tels que des implants, des instruments chirurgicaux et d'autres équipements médicaux.
- Aérospatiale: Le MIR est utilisé pour produire des composants aérospatiaux, tels que des pièces d'avion, des composants de satellite et d'autres équipements liés à l'espace.
Quels sont les avantages et les inconvénients du moulage par injection de réaction ?
| Avantages | Inconvénients |
|---|---|
| Solide et résistant. | Il n'y a pas beaucoup de matériaux à choisir, mais d'autres sont en cours d'élaboration. |
| Peut fabriquer des pièces complexes avec des détails fins. | Il est difficile de réaliser des détails fins de manière fiable. |
| Peut fabriquer des pièces flexibles ou rigides, en fonction du matériau et de la conception. | Les outils ne sont pas très résistants et peuvent donc être facilement endommagés. |
| L'outillage est bon marché par rapport, par exemple, au moulage par injection. | Difficile de remplir et de guérir de très grandes pièces. |
| Les pièces peuvent être bon marché, surtout si vous pouvez fabriquer une grande pièce avec des accessoires intégrés et utiliser des matériaux bon marché. | De nombreux matériaux RIM produisent des composés organiques volatils (COV) polluants. |
Quels sont les avantages du moulage par injection de réaction ?
- Les produits en MIR sont plus légers que leurs équivalents fabriqués par d'autres méthodes. Le MIR est utilisé pour fabriquer des pare-chocs de voiture et des pièces qui réduisent les vibrations. Le poids plus léger des pièces rend la voiture plus légère et les pièces fonctionnent mieux. Cela signifie que lorsque la voiture s'écrase contre quelque chose, elle ne fait pas autant de dégâts. Cela permet d'économiser de l'argent sur la réparation de la voiture, sur l'assurance et sur l'essence. L'ensemble de la voiture est donc moins cher.
- Le RIM contribue également à assainir l'air. Il est moins polluant que d'autres méthodes de fabrication de pièces en plastique. C'est important pour de nombreux pays, en particulier ceux qui fabriquent beaucoup de pièces en plastique et de voitures.
Quelles sont les exigences en matière d'équipement pour le moulage par injection de réaction ?
Contrairement au matériel de moulage par injection classique, le matériel de moulage par injection à réaction comprend généralement les systèmes suivants :

1. Système d'ajustement de l'État : pour préparer des intermédiaires à l'état liquide.
2. Système de pompe doseuse : pour mesurer l'intermédiaire et appliquer une pression pour pomper l'intermédiaire.
3. Tête de mélange : où le liquide intermédiaire est mélangé par la tête de mélange.
4. Cadre de chargement du moule : pour contrôler l'orientation du moule et l'équipement d'ouverture et de fermeture du moule, et est utilisé pendant le nettoyage et le démoulage.
Étant donné que le moulage par injection de réaction utilise principalement un mélange de liquides à faible viscosité par impaction, la fonction de remplissage du moule peut être réalisée en utilisant uniquement la pression générée en interne sans avoir besoin de pression supplémentaire ; par conséquent, la pression d'injection requise pour le moulage par injection de réaction peut être aussi faible que 50 psi, ce qui permet de réduire le taux de fermeture du moule. La capacité à produire de grandes pièces rend également les moules RIM moins chers.
Comment fonctionne le moulage par injection de réaction ?
Voici les étapes à suivre pour réaliser un moulage par injection de réaction :

1. Préparer le moule : Nettoyez et préparez le moule en fonction des spécifications du produit que vous souhaitez créer. Appliquez un agent de démoulage pour que le produit fini puisse être facilement retiré.
2. Mélangez-les : Le RIM utilise deux liquides : les polyols et les isocyanates. Ces produits sont stockés dans des réservoirs séparés et sont mélangés dans un rapport précis à l'aide d'une tête de mélange. La tête de mélange est généralement équipée d'éléments de mélange statiques pour s'assurer que les composants sont bien mélangés.
3. Tirer sur le mélange : Le mélange est injecté dans le moule par les orifices d'injection. Le mélange liquide remplit le moule et commence à réagir et à durcir.
4. Attendez qu'il durcisse : La matière injectée dans le moule subit une réaction chimique appelée polymérisation. C'est ce qui lui permet de se solidifier et de prendre la forme que vous souhaitez. Le temps de polymérisation peut varier en fonction des matériaux utilisés et des propriétés souhaitées pour le produit fini.
5. Démouler le produit : Une fois que le matériau a durci et s'est solidifié, vous pouvez ouvrir le moule et sortir le produit fini. L'agent de démoulage que vous avez appliqué auparavant facilite le démoulage.
6. Garnitures et finitions : Après l'avoir démoulé, vous pouvez couper tout ce qui dépasse ou le flash pour lui donner l'aspect que vous souhaitez. Si nécessaire, vous pouvez également le peindre, le polir ou l'assembler avec d'autres éléments.
7. Recommencez : Le processus RIM peut être répété pour fabriquer d'autres pièces. Nettoyer le moule, le préparer et recommencer avec de nouvelles pièces.
Le moulage par injection réactive nécessite un équipement et un savoir-faire particuliers. Soyez prudent lorsque vous manipulez les matériaux et faites fonctionner les machines. Adressez-vous à un professionnel ou à un fabricant de MIR pour obtenir de l'aide et des conseils sur la manière de procéder au moulage par injection réactive.
Moulage par injection réactionnelle (MIR) et moulage par injection conventionnel
Le moulage par injection de réaction et le moulage par injection se ressemblent, mais ils reposent sur deux méthodes différentes : la transformation des thermodurcissables et la transformation des thermoplastiques. Voici une brève introduction à chacune de ces méthodes.

Traitement des thermodurcissables
La méthode de transformation des thermodurcissables utilisée dans le MIR est basée sur des liaisons chimiques irréversibles formées au cours du processus de durcissement. Les plastiques thermodurcis ne fondent pas lorsqu'ils sont chauffés - ils se décomposent et ne changent pas lorsqu'ils sont refroidis.
Transformation des thermoplastiques
La transformation thermoplastique est basée sur des polymères qui deviennent flexibles ou plastiques à des températures spécifiques et se solidifient lorsqu'ils sont refroidis.
Quand le moulage par injection de réaction est-il plus approprié ?

Le moulage par injection réactive (MIR) a ses avantages et ses inconvénients, comme tout autre procédé de moulage. L'un des principaux avantages du MIR est qu'il offre une plus grande liberté de conception que le moulage par injection. Le MIR permet de fabriquer des pièces que vous ne pouvez pas produire avec le moulage par injection, comme des pièces à parois épaisses ou minces, des noyaux en mousse, etc. Les pièces RIM sont solides et légères, et le matériau que vous choisissez détermine leurs propriétés. Par exemple, le polyuréthane est l'un des matériaux RIM les plus populaires. Il présente une résistance à la chaleur, une stabilité dimensionnelle et des propriétés dynamiques très élevées. Il est utilisé dans la construction, les pièces automobiles, le sport, etc.
Un autre aspect intéressant du RIM est qu'il utilise des polymères liquides à faible viscosité. Vous les injectez dans des moules chauffés, ils se dilatent, s'épaississent, durcissent par le biais de diverses réactions chimiques et vous pouvez ajuster les propriétés de poids, de résistance, de densité et de dureté de la pièce finie. Ainsi, les pièces fabriquées de cette manière sont plus légères que les pièces fabriquées avec d'autres méthodes de fabrication.
En général, les moules RIM sont moins chers que les moules à injection. En outre, vous utilisez moins d'énergie et une presse de plus faible tonnage. Mais cela peut prendre plus de temps que le traitement des thermoplastiques.
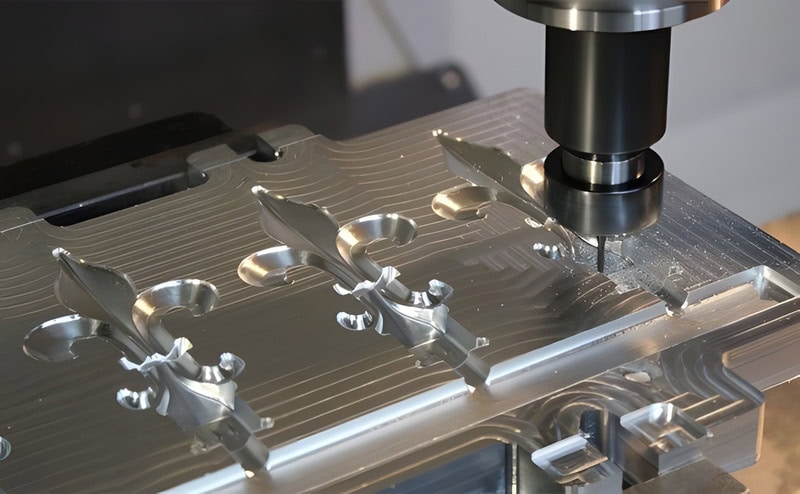
Moule d'injection en aluminium
Qu'est-ce que le moule d'injection en aluminium? ?
Le moulage par injection d'aluminium est une technologie qui utilise des moules en aluminium pour fabriquer des pièces (prototypes/produits réels) par moulage par injection. La plupart des moules à injection sont en acier ou en aluminium. Il est généralement admis que les moules en acier sont plus coûteux, tandis que les moules en aluminium sont plus rentables pour les petites séries.
Pourquoi choisir un moule d'injection en aluminium ?

Vous avez besoin de beaucoup de pièces, mais pas de dizaines de milliers de pièces. Vous avez besoin de pièces rapidement et à la demande. Vous ne voulez pas prendre le risque d'investir dans des moules avant que la conception de votre pièce ne soit réellement éprouvée. Si l'une de ces affirmations s'applique à vous, le moulage par injection de faibles volumes avec des moules en aluminium peut être une bonne option pour vous.
Moulage par injection : Moule d'injection en aluminium et moule d'injection en acier P20
L'acier P20 est l'acier le plus couramment utilisé pour les moules à injection. Comparons les moules à injection en acier P20 et les moules à injection en alliage d'aluminium.
Prenons l'exemple d'un simple produit en plastique. Matériau du produit : ABS, poids du produit 20 grammes, quantité du produit 1 000 pièces, moule à 1 cavité.
| Matériau du moule | Matériau du produit | Quantité de produits/pcs | Poids du produit/g | Cavité du moule | Délai de mise en œuvre des moules (jours) | Prix des moules/$ | Prix du produit/$ | Coût total du projet/$ |
|---|---|---|---|---|---|---|---|---|
| Acier P20 | ABS DG417 | 1000 | 20 | 1*1 | 25 | 2000 | 0.3 | 2300 |
| Aluminium 6061 | ABS DG417 | 1000 | 20 | 1*1 | 15 | 1300 | 0.3 | 1600 |
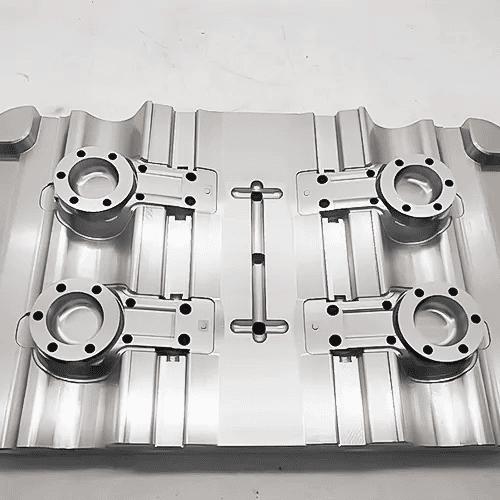
Quels sont les avantages du moule d'injection en aluminium ?
Pour les projets de production en petites séries, les moules à injection en aluminium constituent un excellent choix pour la fabrication de toutes sortes de produits en plastique. Les moules en aluminium présentent de nombreux avantages.

1. Rentabilité : L'utilisation de l'aluminium pour fabriquer un moule d'injection est moins coûteuse que celle de l'acier. Vous pouvez encore économiser jusqu'à 30% du coût total avec un moule en aluminium pour un projet de production en petite série.
2. Délai d'exécution : Les moules d'injection en aluminium sont plus rapides que les moules d'injection en acier en termes de conception et de procédures de traitement. En général, les moules en aluminium peuvent réduire le temps de 40% par rapport aux moules en acier. Ils permettent donc de fabriquer plus rapidement les prototypes et les produits finis requis.
3. Délai d'exécution : Normalement, le poids du moule en aluminium représente un tiers de celui du moule en acier, ce qui le rend facile à utiliser. L'aluminium étant un matériau souple, il est plus facile de l'usiner pour former le moule d'injection. Le système de refroidissement et la structure du moule simplifiés augmentent considérablement l'efficacité de la production.
Quels sont les inconvénients du moule d'injection en aluminium ?
L'aluminium ayant ses limites, les moules d'injection en aluminium en ont également. Ces limites concernent la durée de vie du moule, les types de matériaux qui peuvent être produits et la manière dont le moule peut être modifié.

1. Matériau du produit : L'aluminium est un matériau mou, il ne peut donc pas être utilisé pour fabriquer des matériaux contenant des fibres de verre, qui useront rapidement le moule, comme le nylon renforcé de fibres de verre, etc. Il ne peut pas être utilisé pour fabriquer des matériaux d'ingénierie à haute température, qui déformeront facilement le moule pendant la production, comme le PEEK, le PPSU, etc.
2. Durée de vie des moules : Les moules en aluminium ne sont pas aussi durables, résistants à la corrosion et à l'usure que les moules en acier. Ils ne conviennent donc qu'à la production de petits lots. Dans des circonstances normales, la durée de vie du moule est de 1 000 à 10 000 pousses, en fonction du matériau et de la structure du produit.
3. Complexité de la conception des produits : Les moules en aluminium ne conviennent pas à la fabrication de pièces dont la conception est complexe. Les produits de conception complexe comportent des pièces minces et épaisses. Vous avez donc besoin d'un matériau capable de gérer ces paramètres et de supporter les pressions et températures élevées du processus sans se déformer. Les moules à injection en aluminium ne conviennent pas car ils peuvent se déformer dans ces conditions.
4. Modification des moules : Une fois le moule d'injection en aluminium terminé, si la structure du produit doit être modifiée, il n'est pas possible de le faire par soudage comme avec un moule en acier. Il doit être refait.
Quels sont les principes de conception des moules à injection d'aluminium ?
Simplifier les moules
En général, il ne faut pas fabriquer un moule très compliqué avec des releveurs et des curseurs, et utiliser des inserts à chargement manuel plutôt que des inserts automatiques. Pour les prototypes et la production de faibles volumes, comme la quantité de pièces moulées n'est pas importante, il n'est pas coûteux de charger et de décharger manuellement les inserts, ce qui permet d'économiser sur les coûts du moule et d'en augmenter la durée de vie.
Utilisation d'une base de moule partagée
Pour les moules d'injection en aluminium, nous pouvons concevoir toutes les cavités en utilisant les bases de moules en stock. Cela signifie que nous n'avons pas besoin de consacrer du temps et de l'argent à la commande de nouvelles bases de moules. Cela nous permet également de raccourcir les délais et d'économiser de l'argent pour satisfaire votre budget.
Améliorez la structure de votre produit
Lorsque vous concevez des moules en aluminium, préférez les angles arrondis aux angles vifs. L'aluminium est souple et les angles vifs s'usent plus rapidement lorsque vous injectez le moule. De plus, ils s'abîment facilement et sont difficiles à réparer. L'épaisseur de la paroi du produit doit être aussi uniforme que possible, ce qui permet d'abaisser la pression d'injection et de réduire le risque de déformation du moule sous l'effet de la pression d'injection.

Injection Molding Companies in Taiwan: Why Chinese Suppliers Deliver Better Value
Key Takeaways Taiwan-based suppliers typically charge $8,000-$25,000 for injection molds; Chinese suppliers like ZetarMold offer comparable quality at 30-50% lower tooling cost. ZetarMold holds ISO 9001 and ISO 14001 certifications

Injection Molding Companies in the UK: Why Top Buyers Choose ZetarMold
Key Takeaways The UK injection molding sector spans automotive, aerospace, medical devices, and consumer goods — but domestic tooling costs have risen sharply post-Brexit, making Chinese suppliers increasingly attractive for

UL94 Flame Retardancy for Battery Enclosures: Injection Molding Guide
Key Takeaways UL 94 V-0 is the minimum required rating for most battery enclosure applications: the specimen must self-extinguish within 10 seconds after each of two 10-second flame applications. Polycarbonate
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

