 Skip to content
Skip to content 

Au fil des ans, fabrication de moules par injection a beaucoup évolué. Il existe aujourd'hui six moulage par injection production techniques : moulage par injection de compression, moulage par injection d'échappement, moulage par injection à basse pressionmoulage par injection assisté par gaz, moulage par injection assisté par eau, et moulage par injection haute brillance.
Moulage par injection désigne le processus de fabrication d'une certaine forme de pièces semi-finies par pressurisation, injection, refroidissement et détachement des matières premières fondues.

Fabrication de moulage par injection de plastique Le processus comprend principalement la fermeture du moule - le remplissage - (assisté par gaz, assisté par eau) le maintien de la pression - le refroidissement - l'ouverture - le démoulage et d'autres six étapes. -Ouverture du moule - Démoulage et autres six étapes.
Moulage par injection est divisé en six types, que nous allons décrire plus en détail.
Moulage par injection-compression
Le moulage par compression est une forme avancée de moulage conventionnel. moulage par injection.
Avantages du moulage par injection-compression
Il augmente le rapport entre la longueur du flux et la longueur de l'eau. pièce moulée par injectionLe système d'injection de la résine de polyéthylène permet de réduire la force de serrage et la pression d'injection, de diminuer les tensions internes dans le matériau et d'augmenter la productivité du processus.
Le moulage par injection-compression adapté aux cas d'utilisation
Il est bien connu que les lentilles optiques nécessitent une grande précision géométrique, des dimensions exactes et une faible déformation, ce qui est difficile à obtenir avec les lentilles générales. moulage par injection.
Applications du moulage par injection-compression
Pour divers produits fabriqués à partir de plastiques techniques thermoplastiques, tels que les grandes pièces incurvées, les pièces miniaturisées à parois minces, les lentilles optiques et les pièces présentant une bonne résistance aux chocs.

Venting Injection Molding
Moulage par injection de l'évent: L'objectif du processus de "venting" est de permettre l'émission des produits de fission volatils générés au cours du processus de polymérisation-solidification.
Si ces gaz ne sont pas évacués de la cavité, il en résultera des produits incomplets ou des bulles d'air dans le bouchon.
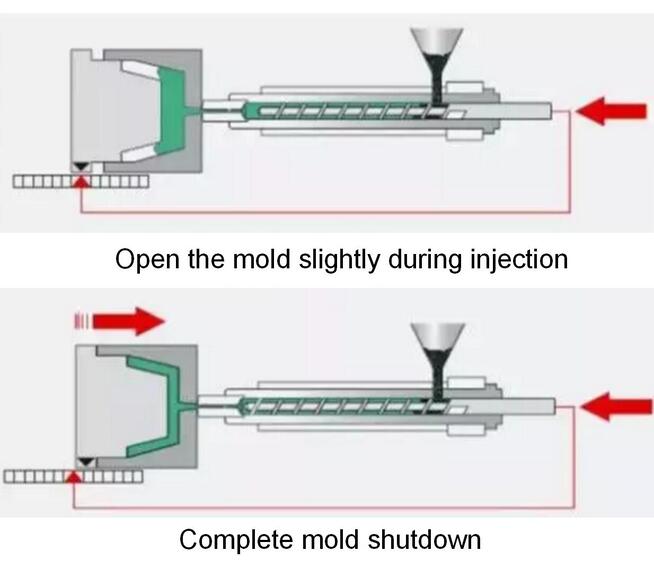
Séquence de moulage par injection avec mise à l'air libre
1. suspendre l'injection lorsque le volume d'injection atteint environ 80%-95%.
2. Ouvrir le moule d'environ 0,1-0,2 mm pour permettre l'évacuation des gaz volatils.
3. Fermer le moule pour la deuxième fois et injecter le volume d'injection restant.

Cas d'application du moulage par injection de l'évent
Produit fabriqué : plaque de filtre-presse 1500×1500
Nombre de cavités : 1 cavité
Matériau : PP (indice d'écoulement 0,2 haute viscosité)
Machine de moulage par injection : BU4000 avec cylindre de stockage 6800T
Processus de moulage : moulage par injection à compression
Moulage par injection à basse pression
Moulage par injection à basse pression est un procédé d'encapsulation qui utilise une très faible pression d'injection pour injecter le matériau thermofusible dans le moule et le durcir rapidement, avec les excellentes propriétés d'étanchéité du matériau thermofusible et les excellentes propriétés physiques et chimiques pour réaliser l'isolation, la résistance à la température, la résistance aux chocs, l'amortissement des vibrations, l'étanchéité à l'humidité, l'étanchéité à l'eau, l'étanchéité à la poussière, la résistance à la corrosion chimique, etc.
La sensibilité du cuir, du bois, des tissus en fibres, des films décoratifs en PVC/TPO/PUR nécessite une pression d'injection réduite.
Cas d'application du moulage par injection à basse pression

Moulage par injection de l'assistance gazeuse
Moulage par injection sous assistance gazeuse Processus GAIM
Phase d'injection (partielle) - Phase de gonflage (N2) - Phase de maintien du gaz (pression constante de l'air de refroidissement) - Phase de réduction de la pression - Phase de démoulage
Composition de l'unité GAIM.
Générateur de pression de gaz, unité de commande de gaz, dispositif d'injection de gaz, dispositif de récupération de gaz

Exemple d'application de moulage par injection assistée par gaz

Moulage par injection assisté par l'eau
Moulage par injection assisté par l'eau est une technologie de pointe moulage par injection processus dans lequel une partie de la matière fondue est injectée dans la cavité du moule, puis de l'eau à haute pression est injectée dans la matière fondue à travers l'équipement pour finalement mouler la pièce à usiner.
En raison de l'incompressibilité de l'eau, formant ainsi une interface solide à l'extrémité avant de l'eau, la paroi interne du produit est extrudée dans une cavité, et l'extrémité avant de l'eau joue également le rôle de refroidissement rapide.
Par conséquent, l'assistance à l'eau présente de nombreux avantages qui ne peuvent être comparés à ceux de l'assistance au gaz. Les études et les applications ont montré que l'assistance à l'eau peut générer des parois de cavité plus fines et plus uniformes, et que la surface de la paroi interne du canal de coulée est très lisse.
En particulier pour les pièces à parois épaisses, le temps de refroidissement de l'assistance à l'eau peut être considérablement réduit par rapport à l'assistance au gaz.

Moulage par injection haute brillance
Le processus de base de la moulage par injection haute brillance est d'utiliser de la vapeur d'eau à haute température et à haute pression pour réchauffer rapidement la surface du moule avant de l'utiliser. moulage par injectionLa température de surface de la cavité de moulage est alors supérieure à la température de transfert du verre (Tg) de la résine plastique, puis la matière plastique fondue plastifiée est injectée dans la cavité de moulage fermée.

Lorsque l'injection est terminée, l'alimentation en air est interrompue et la vapeur d'eau contenue dans le tuyau est expulsée par la pression de l'air, après quoi l'eau de refroidissement est acheminée pour faire chuter rapidement la température du moule jusqu'à ce qu'il refroidisse et que le moule soit ouvert pour retirer le produit.







