 Skip to content
Skip to content 
Acier pour moules d'injection conforme à la norme FDA/EC
Découvrez les solutions en acier pour moules d'injection conformes à la norme FDA/EC chez Zetar Mold, garantissant la sécurité et la qualité de votre production grâce à des matériaux fiables.

Guide complet des solutions en acier pour moules d'injection conformes à la directive FDA/EC
Définition de l'acier pour moules d'injection conforme à la directive FDA/EC
L'acier pour moules à injection conforme à la directive FDA/CE fait référence à des nuances d'acier spécifiques ou à des aciers ayant subi des traitements de surface particuliers, dont l'utilisation est jugée sûre pour la fabrication de moules destinés à produire des pièces entrant en contact direct ou indirect avec des aliments, des boissons, des dispositifs médicaux ou des produits pharmaceutiques.
1. Principes fondamentaux :
① Non-toxicité : L'acier ne doit pas libérer de substances nocives dans les produits qu'il contribue à créer. Ses composants ne doivent pas migrer dans les produits alimentaires ou médicaux dans des quantités susceptibles de mettre en danger la santé humaine.
② Résistance à la corrosion : Une résistance élevée à la corrosion est primordiale, car elle empêche la formation de rouille ou d'autres produits de réaction susceptibles de contaminer les pièces moulées. Ceci est particulièrement important lors du moulage de polymères corrosifs ou lorsque les moules sont soumis à des agents de nettoyage agressifs ou à des environnements humides.
③ Inertie : L'acier ne doit pas entraîner de modification inacceptable de la composition de l'aliment ou du produit médical, ni détériorer ses caractéristiques organoleptiques (goût, odeur).
④ Nettoyabilité : La surface du moule doit pouvoir être nettoyée facilement et efficacement et, le cas échéant, stérilisée pour éviter toute contamination microbienne. Cela implique souvent un polissage de haute qualité.
2. Concepts de base :
① Conformité FDA : Aux États-Unis, la FDA réglemente les matériaux qui entrent en contact avec les aliments en vertu du titre 21 du Code des réglementations fédérales (CFR). Bien que la FDA n'approuve généralement pas directement les aciers moulés, les matériaux utilisés doivent être "généralement reconnus comme sûrs" (GRAS) ou répondre à des exigences spécifiques pour les substances en contact avec les aliments (FCS). Les aciers inoxydables sont souvent préférés en raison de leur inertie et de leur résistance à la corrosion.
② Conformité CE : Dans l'Union européenne, le règlement (CE) n° 1935/2004 est le règlement cadre pour les matériaux en contact avec les denrées alimentaires (FCM). Il stipule que les matériaux ne doivent pas transférer leurs constituants aux denrées alimentaires dans des quantités susceptibles de mettre en danger la santé humaine, de modifier de manière inacceptable la composition des denrées alimentaires ou d'en détériorer les propriétés organoleptiques. Pour les métaux et les alliages, les mesures spécifiques sont moins harmonisées dans l'UE que pour les plastiques, mais des exigences générales de sécurité s'appliquent, et la législation nationale ou les normes industrielles (comme celles du Conseil de l'Europe) fournissent souvent des orientations. Les bonnes pratiques de fabrication (BPF), conformément au règlement (CE) n° 2023/2006, sont également essentielles.

Classification et types d'aciers pour moules conformes
Les aciers pour moules conformes à la directive FDA/EC peuvent être classés en fonction de divers critères, ce qui aide les fabricants à sélectionner l'option la plus adaptée à leurs besoins spécifiques.
1. Par composition matérielle :
① Aciers inoxydables :
- Aciers inoxydables austénitiques (par exemple, AISI 304, 316, 316L) : Ils offrent une excellente résistance à la corrosion et une bonne aptitude au formage, mais leur dureté est généralement plus faible, à moins qu'ils ne soient travaillés à froid. Les nuances 316/316L sont souvent préférées pour leur meilleure résistance à la corrosion, en particulier contre les chlorures.
- Aciers inoxydables martensitiques (par exemple, AISI 420, 420 modifié, 440B/C) : Ils peuvent être traités thermiquement pour atteindre une dureté et une résistance à l'usure élevées, ce qui les rend appropriés pour les arêtes de coupe ou les zones à forte usure dans les moules. Ils offrent une bonne résistance à la corrosion, bien qu'elle soit généralement inférieure à celle des nuances austénitiques. Des nuances comme le Stavax ESR d'Uddeholm (420 modifié) sont spécialement conçues pour les moules exigeant une polissabilité et une résistance à la corrosion élevées.
- Aciers inoxydables à durcissement par précipitation (PH) (par exemple, 17-4 PH) : Combinent une bonne résistance à la corrosion avec une résistance et une dureté élevées, obtenues par un seul traitement thermique à basse température.
② Aciers à outils spéciaux (avec caractéristiques ou revêtements conformes) : Certains aciers à outils trempés à cœur ou cémentés peuvent être utilisés si leur composition est intrinsèquement sûre ou s'ils sont traités avec des revêtements de surface conformes à la directive FDA/CE (par exemple, certains revêtements PVD tels que TiN ou CrN s'ils sont certifiés). La lixiviabilité du matériau de base est un facteur clé.
2. Par niveau de résistance à la corrosion :
① Résistance à la corrosion pour usage général : Convient aux polymères et environnements moins agressifs (par exemple, certains aciers inoxydables de la série 400).
② Haute résistance à la corrosion : Essentiel pour le moulage de polymères agressifs (par exemple, PVC, plastiques ignifugés qui libèrent des gaz corrosifs) ou pour les moules fonctionnant dans des environnements humides/condensés ou soumis à des nettoyages fréquents et agressifs (par exemple, 316L, qualités martensitiques spécialisées telles que Stavax ESR).
3. Par la dureté et la résistance à l'usure :
① Aciers à faible dureté : Plus facile à usiner mais peut offrir une durée de vie du moule plus courte pour les matériaux abrasifs ou la production en grande quantité (par exemple, les aciers inoxydables austénitiques recuits).
② Aciers à haute dureté : Ils offrent une excellente résistance à l'usure et une grande longévité des moules, mais peuvent être plus difficiles à usiner et à polir (par exemple, les aciers inoxydables martensitiques trempés).
4. En fonction de l'orientation de la réglementation (bien qu'il y ait souvent des chevauchements) :
① Aciers répondant principalement aux directives de la FDA : Souvent sélectionnés sur la base de leur utilisation historique, de leur statut GRAS et des certifications des fournisseurs pour le contact alimentaire.
② Aciers répondant principalement aux réglementations de la CE : Sélectionnés sur la base de la conformité avec le règlement (CE) n° 1935/2004 et les mesures spécifiques pertinentes ou les lignes directrices nationales, exigeant souvent une déclaration de conformité (DoC) de la part du fournisseur.
Remarque : De nombreux aciers inoxydables de haute qualité répondent intrinsèquement aux exigences des directives de la FDA et de la CE en raison de leur nature inerte et de leur résistance à la corrosion.
Scénarios d'application et cas d'utilisation typiques
Les aciers pour moules conformes à la norme FDA/EC sont indispensables dans les industries où la sécurité et l'hygiène des produits ne sont pas négociables.
1. Emballage des aliments et des boissons :
① Récipients et couvercles : Moules à injection pour la production de pots de yaourt, de barquettes de beurre, de plateaux alimentaires, de bouchons et de fermetures. L'acier doit résister à la corrosion due aux acides alimentaires et aux agents de nettoyage.
② Couverts et ustensiles : Moules pour couverts en plastique jetables ou réutilisables.
③ Exemple : Une entreprise laitière a besoin de moules pour des pots de yaourt en PP (polypropylène). Un acier inoxydable martensitique tel que l'AISI 420 modifié est choisi pour sa bonne aptitude au polissage (pour faciliter le démoulage et l'hygiène) et sa résistance à la corrosion contre les résidus potentiels d'acide lactique et les solutions de nettoyage.
2. Dispositifs médicaux :
① Instruments et composants chirurgicaux : Moules pour outils chirurgicaux jetables, composants d'appareils de diagnostic et systèmes d'administration de médicaments (par exemple, pièces d'inhalateurs, composants de seringues).
② Moules pour dispositifs implantables (indirect) : Si l'implant final peut être en silicone ou en PEEK, les moules de ces composants doivent répondre à des normes strictes de propreté et de non-contamination.
③ Exemple : Moules de fabrication de boîtiers en polycarbonate (PC) pour les équipements d'analyse du sang. Un acier inoxydable de haute pureté et résistant à la corrosion, comme le Corrax d'Uddeholm (un acier inoxydable PH), pourrait être choisi pour son excellente stabilité dimensionnelle, sa résistance à la corrosion et sa facilité de nettoyage, essentielle pour prévenir la contamination croisée.
3. Emballage pharmaceutique :
① Moules pour plaquettes thermoformées de comprimés : Moules pour la formation de cavités dans les emballages blister pharmaceutiques.
② Capsules et fermetures de flacons : Moules de précision pour garantir l'intégrité du joint et la non-contamination des produits stériles.
③ Exemple : Moules pour bouchons en PEHD (polyéthylène haute densité) pour flacons de médicaments. Un acier comme l'inox 316L peut être utilisé lorsque la résistance à des produits chimiques spécifiques ou à des méthodes de stérilisation est primordiale.
4. Produits pour bébés :
① Biberons, tétines, sucettes : Moules pour les articles qui entrent en contact oral direct avec les nourrissons.
② Jouets destinés à être portés à la bouche : Où les composants en plastique sont moulés par injection.
③ Exemple : Moules pour tétines de biberons en silicone. L'acier du moule doit être hautement polissable pour obtenir une surface lisse sur la partie en silicone et ne doit pas libérer de substances nocives. Un acier inoxydable de haute qualité est essentiel.
5. Emballage des produits cosmétiques :
Récipients pour crèmes et lotions : Moules pour pots, tubes et distributeurs où la pureté du produit est importante.
6. Fabrication de produits en silicone :
De nombreux produits en silicone, en particulier ceux de qualité médicale et alimentaire (par exemple, les ustensiles de cuisson, les joints, les tubes), sont moulés par injection. L'acier du moule doit être compatible avec le traitement du silicone (souvent à des températures élevées) et garantir la pureté de la pièce finale en silicone. Une bonne aptitude au polissage est également essentielle pour faciliter le démoulage des pièces en silicone.
Avantages des aciers pour moules conformes à la directive FDA/EC
L'utilisation d'aciers pour moules conformes offre des avantages significatifs qui vont au-delà du simple respect des réglementations.
1. Renforcement de la sécurité des produits : Minimise le risque de migration de substances nocives de la moisissure vers le produit, protégeant ainsi la santé du consommateur.
2. Conformité réglementaire : Garantir le respect des réglementations strictes de la FDA et de la CE, afin d'éviter les problèmes juridiques, les amendes et les rappels de produits.
3. Protection de la marque et réputation : Démontre un engagement en faveur de la qualité et de la sécurité, renforçant la confiance dans la marque et dans les consommateurs.
4. Amélioration de la qualité des produits : La résistance à la corrosion empêche la rouille et d'autres contaminants de ternir la surface des pièces moulées, ce qui permet d'améliorer la qualité esthétique et de réduire les rejets.
5. Prolongation de la durée de vie des moules dans des environnements spécifiques : Résistant aux polymères corrosifs (par exemple, le PVC, certains retardateurs de flamme) et aux agents de nettoyage agressifs, ce qui prolonge la durée de vie du moule.
6. Réduction du risque de contamination : Les surfaces lisses et hautement polissables inhérentes à de nombreux aciers conformes sont plus faciles à nettoyer et moins susceptibles d'abriter des bactéries ou des résidus.
7. L'accès au marché : La conformité est souvent une condition préalable à la vente de produits sur des marchés importants comme les États-Unis et l'Europe.
Inconvénients et limites des aciers pour moules conformes à la directive FDA/EC
Bien qu'ils soient très avantageux, ces aciers spécialisés s'accompagnent également de certaines considérations.
1. Coût plus élevé des matériaux : Les aciers conformes, en particulier les aciers inoxydables à haute teneur en chrome et les nuances spéciales, sont généralement plus chers que les aciers à outils standard tels que le P20 ou le H13.
2. Défis en matière d'usinabilité : Certains aciers inoxydables, en particulier les nuances austénitiques, peuvent être plus difficiles à usiner (par exemple, écrouissage, conductivité thermique plus faible) que les aciers de moulage conventionnels, ce qui peut augmenter le temps et le coût de fabrication.
3. Conductivité thermique plus faible : De nombreux aciers inoxydables ont une conductivité thermique inférieure à celle des aciers à outils standard. Cela peut avoir un impact sur les temps de cycle dans le moulage par injection, nécessitant une conception soigneuse des moules avec des canaux de refroidissement optimisés.
4. Limites de dureté (pour certaines qualités) : Les aciers inoxydables austénitiques (par exemple, 304, 316) ne peuvent pas être durcis par traitement thermique et offrent une résistance à l'usure inférieure à celle des aciers à outils durcis, ce qui les rend moins adaptés aux matériaux très abrasifs, à moins que des traitements de surface spécifiques ne soient appliqués. Les nuances martensitiques permettent de surmonter ce problème, mais leur résistance à la corrosion peut être légèrement inférieure à celle des meilleures nuances austénitiques.
5. Exigences spécifiques en matière de soudage : La réparation ou la modification de moules en acier inoxydable nécessite souvent des procédures de soudage et des matériaux d'apport spécialisés pour maintenir la résistance à la corrosion et l'intégrité structurelle.
6. Risque d'empoisonnement : Certains aciers inoxydables sont sujets au grippage (une forme d'usure causée par l'adhésion entre les surfaces de glissement) s'ils ne sont pas correctement lubrifiés ou si la conception des composants n'en tient pas compte.
Brève comparaison avec les aciers non conformes
Aciers non conformes (par exemple, P20, H13 - lorsqu'ils ne sont pas revêtus et qu'ils entrent directement en contact avec des produits alimentaires/médicaux) :
① Avantage : Coût moins élevé, meilleure usinabilité, conductivité thermique plus élevée, bonne dureté et ténacité.
② Désavantage : Sujet à la corrosion, risque de lixiviation des éléments d'alliage (par exemple, le chrome, le molybdène, le vanadium sous des formes non stabilisées) dans les produits, ne convient pas au contact alimentaire/médical direct sans revêtements conformes, risque de non-conformité réglementaire et de rappels de produits.
Résumé de la comparaison :
Le choix d'aciers conformes à la directive FDA/CE est principalement motivé par des impératifs de sécurité et de réglementation. Bien qu'ils puissent poser des problèmes de coût et de fabrication, ceux-ci sont souvent compensés par l'impératif de protéger la santé des consommateurs et de se conformer aux normes légales dans les applications sensibles. Les aciers non conformes conviennent à de nombreuses applications de moulage à usage général, mais présentent des risques inacceptables pour les produits alimentaires, médicaux ou pharmaceutiques.
Guide des aciers pour moules d'injection conformes à la directive FDA/EC
Découvrez la sélection, les applications, les spécifications techniques et les meilleures pratiques pour des pièces alimentaires et médicales sûres.
Guide complet des solutions en acier pour moules d'injection conformes à la directive FDA/EC
Principales caractéristiques et propriétés des aciers conformes
Les performances d'un acier pour moules conformes sont dictées par plusieurs caractéristiques essentielles :
1. Résistance à la corrosion :
① Mécanisme : Cette résistance est principalement obtenue par l'ajout de chrome (généralement >12%), qui forme une couche d'oxyde de chrome (Cr₂O₃) passive, tenace et autoréparatrice à la surface de l'acier. Le molybdène (Mo) améliore encore la résistance, en particulier contre la corrosion par piqûres et crevasses causée par les chlorures.
② Importance : Empêche la formation de rouille qui peut contaminer les pièces, altérer l'état de surface et bloquer les canaux de refroidissement. Crucial pour le moulage de résines corrosives (par exemple, PVC, acétals avec certains additifs) ou lorsque les moules sont exposés à des environnements humides ou à des produits chimiques stérilisants.
③ Mesure : Souvent évaluée par des tests de pulvérisation saline (ASTM B117), la résistance à des produits chimiques spécifiques ou des tests électrochimiques. L'indice équivalent de résistance aux piqûres (PREN = %Cr + 3,3 * %Mo + 16 * %N) est un indicateur courant pour les aciers inoxydables.
2. Dureté et résistance à l'usure :
① Mécanisme : Il est obtenu grâce à des éléments d'alliage (comme le carbone dans les aciers inoxydables martensitiques) et à un traitement thermique (trempe et revenu) ou à un durcissement par précipitation.
② Importance : Détermine la capacité du moule à résister à l'usure abrasive des plastiques chargés (par exemple, les polymères chargés de verre), à l'action de glissement des composants du moule et aux indentations. A un impact direct sur la durée de vie du moule et les intervalles de maintenance.
③ Valeurs typiques : Les aciers inoxydables martensitiques (par exemple, le 420 modifié) peuvent atteindre 48-54 HRC. Les aciers inoxydables PH peuvent également atteindre des niveaux de dureté élevés. Les qualités austénitiques sont plus douces (typiquement <30 HRC in annealed state).
3. Usinabilité :
① Facteurs : Influence de la dureté, de la ténacité, de la tendance à l'écrouissage et de la conductivité thermique. Les aciers inoxydables, en particulier les nuances austénitiques, sont connus pour être "gommeux" et avoir un taux d'écrouissage élevé, ce qui nécessite un outillage, des vitesses de coupe et des avances spécifiques. Les nuances resulfurées (par exemple 303) offrent une meilleure usinabilité mais peuvent présenter une résistance à la corrosion légèrement réduite et ne sont pas toujours préférées pour les applications de haute pureté.
② Importance : Impact sur le coût et le temps nécessaires à la fabrication des moules.
4. Polissage :
① Facteurs : Dépend de la propreté de l'acier (peu d'inclusions), de son homogénéité et de sa dureté. Des procédés de fabrication spécialisés tels que la refonte sous laitier électrolytique (ESR) sont utilisés pour produire des aciers plus propres (par exemple, Stavax ESR) avec une excellente aptitude au polissage.
② Importance : Crucial pour obtenir des finitions de pièces très brillantes, assurer une éjection facile des pièces et améliorer la nettoyabilité pour l'hygiène. Les applications médicales et optiques exigent souvent des finitions SPI A1 ou A2.
5. Soudabilité :
① Facteurs : Varie considérablement d'un type d'acier à l'autre. Les aciers inoxydables austénitiques sont généralement soudables. Les aciers inoxydables martensitiques nécessitent un préchauffage, des matériaux d'apport spécifiques et un traitement thermique après soudage pour restaurer leurs propriétés et éviter les fissures.
② Importance : Indispensable pour la réparation ou la modification des moules. Un mauvais soudage peut compromettre la résistance à la corrosion et les propriétés mécaniques dans la zone affectée thermiquement.
6. Conductivité thermique :
① Valeurs : Les aciers inoxydables ont généralement une conductivité thermique plus faible (par exemple, 15-25 W/m-K) que les aciers à outils courants comme le P20 (~29-34 W/m-K) ou le H13 (~25 W/m-K), et nettement plus faible que les alliages de cuivre utilisés pour les plaquettes (~200-380 W/m-K).
② Importance : Affecte l'efficacité du chauffage et du refroidissement du moule, ce qui peut avoir un impact sur les temps de cycle et la qualité des pièces (par exemple, déformation, marques d'enfoncement). La conception des moules peut nécessiter des canaux de refroidissement plus étendus ou placés stratégiquement.
7. Stabilité dimensionnelle :
① Facteurs : Résistance à la déformation pendant le traitement thermique et à la charge thermique cyclique pendant le moulage.
② Importance : Ils sont essentiels pour maintenir des tolérances serrées dans les moules de précision sur de longues séries de production. Les aciers inoxydables PH présentent souvent une bonne stabilité dimensionnelle grâce à des processus de trempe à basse température.
8. Pureté et homogénéité :
① Facteurs : Réalisé grâce à des procédés sidérurgiques avancés (par exemple, ESR, refonte à l'arc sous vide - VAR). Réduit les inclusions non métalliques (sulfures, oxydes, silicates).
② Importance : Améliore la polissabilité, la ténacité, la résistance à la fatigue et la résistance à la corrosion. Crucial pour les moules à haute performance.
Processus de sélection et de validation des noyaux pour les aciers pour moules conformes
Plutôt qu'un "principe de fonctionnement" de l'acier lui-même, le processus critique consiste à sélectionner et à valider l'acier pour une application conforme.
1. Définir les exigences de l'application :
① Identifier le produit final (contenant alimentaire, dispositif médical, etc.).
② Déterminer le paysage réglementaire spécifique (FDA, CE, directives/normes spécifiques).
③ Spécifier le polymère à mouler (type, charges, additifs, potentiel de dégazage corrosif).
④ Définir le volume de production prévu, la durée de vie du moule et la qualité requise des pièces (état de surface, tolérances).
2. Examen initial du matériel :
① Consulter les fiches techniques et les certifications des fournisseurs pour connaître les déclarations de conformité FDA/EC ou l'aptitude au contact alimentaire/médical.
② Donner la priorité aux qualités d'acier inoxydable connues pour leur inertie et leur résistance à la corrosion (par exemple, 316L, qualités 420 modifiées, aciers inoxydables PH).
③ Tenir compte des propriétés mécaniques nécessaires (dureté, résistance à l'usure) en fonction du polymère et du volume de production.
3. Évaluation détaillée des propriétés de l'acier :
① Résistance à la corrosion : Adapter le profil de corrosion de l'acier au polymère, aux agents de nettoyage et à l'environnement d'exploitation.
② Usinabilité et polissage : Déterminer si la finition de surface requise peut être obtenue de manière rentable.
③ Résistance à l'usure : S'assurer de la compatibilité avec les matériaux abrasifs, le cas échéant.
④ Propriétés thermiques : Tenir compte de l'impact sur la durée du cycle et concevoir le refroidissement en conséquence.
4. Vérification et documentation du fournisseur :
① Demander une déclaration de conformité (DoC) au fournisseur d'acier, en particulier pour les marchés de la CE. Ce document doit attester de la conformité avec les réglementations en vigueur (par exemple, (CE) 1935/2004).
② Assurer la traçabilité complète des matériaux (numéros de chauffe, certifications de lots).
③ Vérifier toute allégation de conformité à la FDA (par exemple, matériel répertorié comme GRAS, ou répondant aux exigences du 21 CFR pour des applications spécifiques).
5. Considérations relatives à la conception des moules :
① Concevoir pour faciliter le nettoyage : éviter les angles internes aigus, les points morts ; spécifier des rayons appropriés.
② Assurer un refroidissement adéquat pour compenser une conductivité thermique plus faible, le cas échéant.
③ Sélectionner les spécifications de finition de surface appropriées.
6. Fabrication des moules et traitement de surface :
① Utiliser les techniques d'usinage appropriées pour l'acier sélectionné.
② Si des revêtements sont utilisés, s'assurer que le matériau de revêtement lui-même est conforme à la directive FDA/CE pour l'application envisagée.
③ Atteindre méticuleusement le niveau de polissage spécifié.
7. Validation et essais (potentiellement) :
① Pour les applications critiques, des essais de migration sur la pièce moulée finale peuvent être nécessaires pour confirmer qu'aucune substance non intentionnelle ne s'échappe du moule (via la pièce) dans des quantités dépassant les limites réglementaires. Cette responsabilité incombe généralement au fabricant de l'aliment ou du dispositif médical, mais le matériau du moule est un élément clé.
② Effectuer des essais fonctionnels sur les moules pour s'assurer de leur performance.
8. Établir des protocoles de nettoyage et d'entretien :
Élaborer et documenter des procédures de nettoyage et d'entretien du moule à l'aide d'agents nettoyants et de méthodes conformes qui ne compromettent pas la surface de l'acier ou la conformité.
Principales considérations relatives à la mise en œuvre et à l'utilisation
Plusieurs facteurs critiques doivent être pris en compte lors de l'utilisation d'aciers pour moules conformes à la directive FDA/EC :
1. Spécificités réglementaires :
① FDA : Principalement 21 CFR Part 177 (Additifs alimentaires indirects : polymères) et Part 178 (Additifs alimentaires indirects : adhésifs et composants de revêtements). L'acier inoxydable est généralement reconnu comme sûr (GRAS) selon 21 CFR 182/184 pour de nombreuses applications en contact avec les aliments s'il est formulé correctement.
② EC : Règlement (CE) n° 1935/2004 (cadre), règlement (CE) n° 2023/2006 (bonnes pratiques de fabrication - BPF). Pour les métaux, il n'existe pas de mesures spécifiques harmonisées au niveau de l'UE, de sorte que les lois nationales (par exemple, les recommandations allemandes du BfR) ou les lignes directrices du Conseil de l'Europe sur les métaux et les alliages utilisés dans les matériaux en contact avec les denrées alimentaires sont souvent citées en référence. Une déclaration de conformité est essentielle.
2. Certification et traçabilité des matériaux :
Il faut toujours exiger et conserver les certificats des usines et les déclarations de conformité des fournisseurs. La traçabilité par numéro de chaleur est essentielle pour le contrôle de la qualité et la gestion des rappels.
3. Conception des moules pour la nettoyabilité :
On ne saurait trop insister sur ce point. Les moules doivent être conçus pour être facilement et complètement nettoyés. Cela inclut :
① Rayons généreux dans les angles.
② Éviter les contre-dépouilles ou les caractéristiques qui emprisonnent le matériau.
③ Finitions de surface de haute qualité (SPI A2 ou mieux souvent préféré).
④ Démontage facile pour le nettoyage si nécessaire.
4. Exigences en matière de finition de surface :
Les applications médicales et alimentaires nécessitent souvent des surfaces très lisses (par exemple, Ra < 0,4 µm ou mieux) pour empêcher l'adhésion microbienne et faciliter le nettoyage. L'acier choisi doit être capable d'atteindre et de maintenir cette finition.
5. Impact de la transformation des polymères :
Certains polymères (par exemple, le PVC, le POM, certains grades ignifugés) peuvent libérer des sous-produits corrosifs (par exemple, HCl, formaldéhyde) pendant le moulage, en particulier à des températures élevées ou si les temps de séjour sont trop longs. L'acier du moule doit pouvoir résister à ces produits chimiques.
6. Protocoles d'entretien et de nettoyage :
① Utiliser des produits de nettoyage compatibles avec la qualité spécifique de l'acier inoxydable. Évitez les chlorures (sauf si l'acier est très résistant comme le 316L ou les nuances spécialisées) et les abrasifs puissants qui pourraient endommager la couche passive ou la finition de la surface.
② Il est essentiel de procéder à des nettoyages réguliers pour éviter l'accumulation de résidus.
③ La passivation (traitement chimique visant à renforcer la couche passive) peut être nécessaire après un usinage, un soudage ou si la surface est contaminée.
7. Évaluation des coûts et des risques :
Le coût initial plus élevé des aciers conformes doit être mis en balance avec les risques importants liés à la non-conformité, notamment les rappels de produits, les sanctions juridiques, les atteintes à la marque et les préjudices potentiels pour les consommateurs.
Guide de conception et de mise en œuvre des moules conformes
1. Meilleures pratiques en matière de sélection de l'acier :
① Priorité à l'acier inoxydable : Pour la plupart des applications FDA/EC, l'acier inoxydable est le choix par défaut.
② Adapter la résistance à la corrosion à l'application :
- Pour les pièces alimentaires/médicales générales avec des polymères non agressifs : L'acier inoxydable 420 modifié (par exemple, Stavax ESR, Moldmax HH avec une manipulation appropriée) peut être excellent.
- Pour les polymères agressifs (PVC, retardateurs de flamme) ou l'humidité élevée/la stérilisation : Il est recommandé d'utiliser des aciers inoxydables fortement alliés tels que AISI 316L, Uddeholm Corrax, ou des nuances équivalentes présentant une résistance supérieure à la corrosion par piqûres et par crevasses.
③ Tenir compte des besoins en matière de dureté : Pour les résines abrasives ou les longs cycles, choisissez une nuance durcissable (martensitique ou inoxydable PH). Pour des pièces plus simples avec des résines non abrasives, les nuances austénitiques peuvent suffire si le temps de cycle n'est pas affecté de manière critique par leur conductivité thermique plus faible.
④ Vérifier la documentation du fournisseur : Insistez toujours sur les certificats de conformité et les rapports d'essai des matériaux.
2. Meilleures pratiques en matière de conception de moules :
① Rayons et angles de dépouille : Incorporer des rayons généreux dans tous les coins internes (minimum 0,5 mm, de préférence plus grand) pour faciliter le nettoyage et réduire les concentrations de contraintes. Assurer des angles de dépouille adéquats pour faciliter l'éjection des pièces.
② Finition de la surface : Spécifier le polissage de surface le plus élevé possible (par exemple, SPI A2/A1, polissage au diamant) sur les surfaces des cavités. Cela facilite la libération des pièces, améliore la nettoyabilité et réduit l'adhérence microbienne.
③ Ventilation : Veillez à ce que la ventilation soit suffisante pour éviter les pièges à gaz, qui peuvent entraîner des défauts dans les pièces et nécessiter un nettoyage agressif.
④ Conception du système de refroidissement : Tenir compte de la conductivité thermique plus faible des aciers inoxydables. Optimiser la disposition des canaux de refroidissement, leur diamètre et leur proximité avec la surface de la cavité. Envisager un refroidissement conforme pour les pièces complexes.
⑤ Éviter les zones mortes : Concevoir des zones où les matériaux ou les liquides de nettoyage peuvent stagner.
⑥ Flux de matières : Veillez à ce que les flux de matériaux soient fluides afin d'éviter la dégradation et de faciliter le nettoyage.
3. Techniques d'usinage et de polissage :
① Outillage : Utiliser des outils de coupe bien affûtés, de préférence des outils revêtus conçus pour les aciers inoxydables.
② Paramètres de coupe : Utiliser des vitesses et des avances appropriées. Des vitesses plus faibles et des avances plus importantes sont souvent utilisées pour les aciers inoxydables austénitiques afin d'éviter l'écrouissage. Utiliser une quantité suffisante de liquide de refroidissement.
③ Polissage : Utilisez une approche systématique, en passant par des grains abrasifs de plus en plus fins. Veillez à ce que chaque grain élimine complètement les marques de l'étape précédente. Pour les aciers de haute pureté (nuances ESR/VAR), il est plus facile d'obtenir une finition miroir. Éviter la contamination croisée avec les outils utilisés sur les aciers au carbone.
4. Assemblage et manipulation des moules :
① Maintenir la propreté tout au long du processus d'assemblage.
② Utiliser des lubrifiants appropriés et conformes pour les pièces mobiles si nécessaire, en veillant à ce qu'ils soient adaptés à l'application (par exemple, des lubrifiants H1 de qualité alimentaire).
5. Traitement post-fabrication :
Passivation : Envisagez de passiver les moules en acier inoxydable après toutes les opérations d'usinage, de meulage et de polissage, en particulier en cas de contamination par du fer libre provenant de l'outillage. Ce processus chimique (utilisant généralement des solutions d'acide nitrique ou d'acide citrique) élimine le fer libre et renforce la couche passive naturelle d'oxyde de chrome, maximisant ainsi la résistance à la corrosion.
Problèmes courants et solutions pour les aciers pour moules conformes
Même avec une sélection rigoureuse, des problèmes peuvent survenir.
1. Corrosion ou taches inattendues :
Cause : Grade d'acier inadapté au polymère/à l'environnement, agents de nettoyage agressifs (en particulier contenant du chlorure), contamination par l'outillage en acier au carbone, dégradation de la couche passive, crevasses.
Solution :
① Vérifier l'adéquation de la qualité de l'acier. Améliorer la qualité de l'acier si nécessaire.
② N'utilisez que des produits de nettoyage recommandés et exempts de chlorure.
③ Assurer une passivation correcte après usinage ou réparation.
④ Nettoyer et sécher soigneusement les moules après utilisation.
⑤ Modifier la conception pour éliminer les crevasses si elles sont la source de la corrosion par crevasses.
2. Difficulté à obtenir/maintenir un niveau élevé de polonais :
Cause : Nuance d'acier ne convenant pas à un polissage poussé (présence importante d'inclusions), technique de polissage inappropriée, endommagement de la surface lors de la manipulation ou du nettoyage.
Solution :
① Choisir des aciers de qualité ESR/VAR de haute pureté pour les finitions miroirs.
② Former le personnel aux techniques correctes de polissage de l'acier inoxydable.
③ Mettre en œuvre des procédures de manipulation prudentes. Utiliser des outils doux pour le nettoyage.
④ Envisager des revêtements durs conformes (par exemple, CrN) pour protéger le poli sur les qualités d'acier inoxydable plus tendres.
3. Usure prématurée avec des matériaux abrasifs :
Cause : L'acier sélectionné ne présente pas une dureté/résistance à l'usure suffisante pour les polymères chargés de verre ou de minéraux.
Solution :
① Passer à un acier conforme plus dur et résistant à l'usure (par exemple, un acier inoxydable martensitique durci, un acier inoxydable PH).
② Envisager des revêtements PVD conformes à la directive FDA/CE (par exemple, des qualités spécifiques de TiN, CrN, DLC) sur un substrat en acier inoxydable approprié.
③ Optimiser la conception des vannes et des voies d'écoulement pour minimiser l'usure par abrasion.
4. Des temps de cycle plus longs
Cause : La conductivité thermique de l'acier inoxydable est inférieure à celle des aciers à outils standard.
Solution :
① Optimiser la conception des canaux de refroidissement (plus près de la cavité, augmentation du débit, refroidissement conforme).
② Envisager d'utiliser des inserts à haute conductivité (par exemple, des alliages de cuivre sans béryllium, si leur surface peut être rendue conforme ou s'ils n'entrent pas en contact avec le produit) dans les zones critiques, en veillant à ce qu'ils soient également conformes ou isolés.
③ Ajuster soigneusement les paramètres de traitement.
5. Galvanisation des composants du moule :
Cause : Fréquent en cas de contact glissant inox sur inox sous forte charge sans lubrification adéquate.
Solution :
① Utiliser si possible des qualités d'acier inoxydable différentes pour les composants assemblés.
② Appliquer des traitements de surface ou des revêtements anti-gravillons conformes.
③ Veiller à une bonne lubrification avec des lubrifiants conformes à la FDA/CE (par exemple, H1 de qualité alimentaire).
④ Améliorer la finition de la surface et concevoir pour les dégagements.
6 Problèmes liés à la soudure/réparation :
Cause : Mauvaise procédure de soudage, mauvais matériau d'apport, absence de traitement pré/post-chauffage pour les qualités martensitiques.
Solution :
① Suivre scrupuleusement les recommandations du fournisseur d'acier en matière de soudage.
② Utiliser des matériaux de remplissage assortis ou recommandés.
③ Effectuer les traitements thermiques préchauffage et post-soudage nécessaires pour restaurer les propriétés mécaniques et la résistance à la corrosion.
④ Passivation de la zone de soudure après réparation.
Liste de contrôle de la conception/aide à la décision pour le choix de l'acier conforme
Cette liste de contrôle simplifiée peut guider le processus de sélection initial :
1. Application et exigences réglementaires :
① Contact avec les aliments ? (Préciser le type d'aliment, la durée/température du contact).
② Dispositif médical ? (Précisez la classe, le type de contact - par exemple, externe, interne).
③ Pharmaceutique ? (Précisez l'application).
④ Réglementations applicables : FDA (21 CFR parts ?), CE (1935/2004, GMP ?), autres (lois nationales, normes spécifiques) ?
⑤ Déclaration de conformité requise ?
2. Polymère à mouler :
① Type de polymère (par exemple, PP, PE, PC, PET, PVC, POM, Silicone, TPE) ?
② Additifs (par exemple, fibres de verre, retardateurs de flamme, colorants) ?
③ Potentiel de dégagement gazeux corrosif ? (Oui/Non/Potentiellement)
3. Exigences en matière de moule et de production :
① Volume de production prévu (faible/moyen/élevé) ?
② Durée de vie des moules requise ?
③ Finition de surface requise (par exemple, SPI C1, B2, A2, optique) ?
④ Tolérances critiques ?
⑤ Complexité de la conception des moules ?
4. Considérations sur les propriétés de l'acier :
① Niveau de résistance à la corrosion requis (standard/élevé/très élevé) ?
② Dureté/résistance à l'usure nécessaire (faible/moyenne/élevée) ?
③ Problèmes d'usinabilité ? (contraintes de budget/temps).
④ La polissabilité au niveau requis est-elle réalisable ?
⑤ Impact de la conductivité thermique sur la durée du cycle (acceptable/nécessite une atténuation) ?
5. Fournisseur et coût :
① Disponibilité de grades certifiés conformes ?
② Fiabilité des fournisseurs et assistance technique ?
③ Contraintes budgétaires (équilibre entre les coûts, les risques et les performances) ?
④ Traçabilité assurée ?
Conseil de décision : En cas de doute, privilégiez une meilleure résistance à la corrosion et consultez des fournisseurs d'acier réputés, spécialisés dans les matériaux destinés aux industries réglementées. Donnez toujours la priorité à la sécurité et à la conformité.
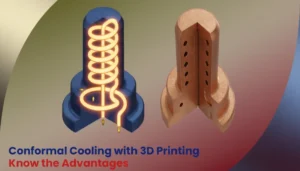
Qu'est-ce que le refroidissement conforme dans la conception de moules d'injection ?
Points clés : Refroidissement conforme dans la conception de moules d'injection Les canaux de refroidissement conformes épousent la forme de la géométrie de votre pièce, réduisant les temps de cycle de 20 à 40% par rapport au refroidissement par perçage droit La fabrication nécessite l'impression 3D

Types et Conception des Systèmes de Refroidissement pour le Moulage par Injection
Points clés Le refroidissement conforme réduit le temps de cycle de 15 à 30 % par rapport aux canaux forés droits Les déflecteurs et les diffuseurs améliorent le transfert de chaleur dans les sections épaisses La conception du système de refroidissement affecte la qualité des pièces, le temps de cycle et
Qu'est-ce que le cycle du moulage par injection ?
Votre directeur de production vient de demander pourquoi une simple pièce de couverture prend 45 secondes par tir alors que le concurrent a cité 18. La réponse revient presque toujours à une seule chose : comment
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

