 Ir al contenido
Ir al contenido 

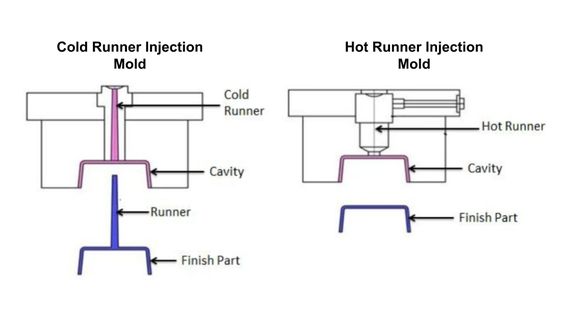
Hay muchos tipos diferentes de moldes de inyección de plásticocada uno con sus ventajas e inconvenientes. Esta entrada del blog tratará sobre las diferencias entre los moldes de colada caliente y los moldes de colada fría. Ambos tipos de moldes tienen sus pros y sus contras, por lo que es importante saber cuál es el adecuado para su proyecto. Empecemos.
El canal frío es la forma básica de molde de inyección, el llamado canal frío es el molde de inyección convencional, después del final de la fabricación de moldes de inyección de plástico proceso el corredor tiene material de corredor que necesita ser eliminado.
Con la reducción de los recursos, la competencia en el mercado, el precio de las materias primas ha aumentado significativamente, lo que es muy necesario para ahorrar material sobre este tema, que es también una razón importante para la aparición de canal caliente, se puede decir que es el producto inevitable de la industrialización social.
La aparición del canal caliente para resolver el problema del despilfarro de recursos, el ahorro de costes, mientras que en el fabricación moldeo por inyección también ha logrado resultados relativamente grandes. El canal caliente se ha convertido gradualmente en la dirección general del desarrollo de moldeo por inyeccióny sin duda será popular.
Debido al problema de contabilidad de costes, muchos moldes pequeños y medianos aún no se han aplicado a canales calientes, y hay algunas partes del material plástico que deben aplicarse al molde de inyección de canales fríos.
Así que ahora, en la industria del moldeo por inyección, hay canales fríos y canales calientes.

¿Qué es un corredor frío?
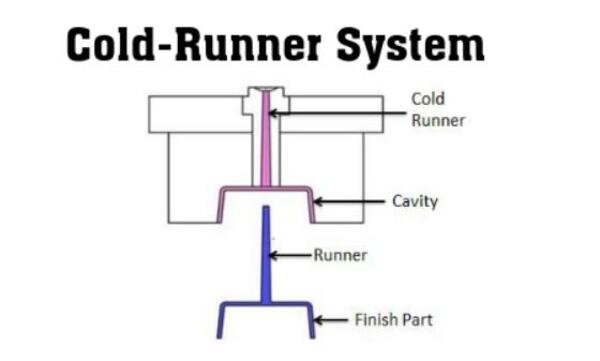
Canal frío: Es la parte situada entre la entrada del molde y la puerta de producto. El plástico se mantiene fluyendo en el canal por la presión de inyección y su calor. El canal se utiliza como parte del material moldeado, pero no forma parte del producto. (La parte fría del canal es el residuo de inyección).
Moldes de inyección de canal frío En un sistema de canal frío, los canales y los moldes se mantienen a la misma temperatura. En este sistema, el molde contiene dos o tres placas.
A diferencia de moldeo por inyección de canal caliente cuando el sistema de bebederos se enfría en el molde y se retira con el producto, retirar el material frío del bebedero y recortar el día del bebedero puede dar como resultado un producto final sin rastros visibles del bebedero entrante.
Ventajas de los moldes de canal frío
(1) Los sistemas de canal frío tienen la ventaja de ser fáciles de utilizar y, además, responden muy bien a determinadas necesidades estéticas.
(2) Los sistemas de canal frío pueden reducir la parte de acrílico o policarbonato utilizada para la transmisión de la luz en el canal de inyección, evitando el efecto de banda visible en algunas partes de la inyección.
(3) Diseño simple de moldes de canal frío, ampliamente utilizado.
Las desventajas del molde de canal frío
Más desperdicio de materias primas, el material frío resultante necesita ser triturado de nuevo para su reciclaje. Supone pasos adicionales en todo el proceso de producción. No es adecuado para el sistema de múltiples cavidades.
¿Qué es un canal caliente?
Como parte común de la servicio de moldeo por inyección se calienta para mantener el plástico en el canal y la puerta en estado fundido. Al elegir sistemas de canal caliente, también debe tenerse en cuenta la sensibilidad térmica del polímero.
Dado que hay varillas y anillos calefactores cerca o en el centro del canal, todo el canal, desde la salida de la boquilla hasta la compuerta de la máquina de moldeo por inyección, se encuentra en un estado de alta temperatura, lo que mantiene fundido el plástico del canal.
Por ello, el proceso de colada caliente se denomina a veces sistema de colector caliente o moldeo por colada.
A la hora de seleccionar un canal caliente se tienen en cuenta muchas condiciones, como las diferentes propiedades del plástico, la forma, el tamaño, el grosor, el peso del producto, la disposición de la cavidad del molde y la ubicación de la compuerta.
Hoy en día existen en el mercado diferentes formas y tamaños de boquillas calientes y placas de rodadura que se adaptan a diversos productos.

Las ventajas del molde de canal caliente
(1) Ahorrar materias primas y reducir costes.
(2) Acortar el ciclo de moldeo y mejorar la eficiencia de la máquina
(3) Mejorar la calidad superficial y las propiedades mecánicas de los productos.
(4) No es necesario utilizar un molde del tipo de tres placas que pueda utilizar una compuerta puntiaguda.
(5) Productos individuales de moldeo económico con puertas laterales.
(6) Mejorar el grado de automatización.
(7) El sellado de la compuerta puede ser controlado por una compuerta tipo válvula de aguja.
(8) La calidad de las piezas moldeadas por inyección de los moldes multicavidad es constante.
(9) Mejorar la estética superficial de productos moldeados por inyección.
(10) Puede utilizar una menor presión de inyección, lo que puede reducir eficazmente la post-deformación de los productos de pared delgada.

Desventajas de los moldes de canal caliente
Sin embargo, toda tecnología tiene sus desventajas, y la tecnología de canal caliente no es una excepción:
La estructura del molde es compleja, el coste es elevado y el coste de mantenimiento es alto. El proceso tarda un tiempo en estabilizarse, lo que genera más chatarra al principio.
En caso de fuga de masa fundida y fallo del elemento calefactor, repercutirá más en la calidad del producto y en el programa de producción. La tercera desventaja anterior puede reducirse adquiriendo elementos calefactores, placas de canal caliente y boquillas de la máxima calidad y realizando un mantenimiento cuidadoso al utilizarlos.
Ahorro de costes de material de canal caliente frente a canal frío
El canal caliente no tiene pérdida de residuos de bebederos y compuertas, ni esmerilado y reciclado después del moldeo, lo que puede ahorrar residuos de bebederos y costes de esmerilado y reciclado, especialmente cuando el peso del sistema de bebederos es mayor que el del producto moldeado.
El moldeo sin sistema de bebederos ahorra energía de moldeo.
La chatarra generada por el canal frío y el bebedero es muy grande, especialmente cuanto mayor es el tamaño de la pieza, más chatarra hay debido al largo recorrido. Algunos de estos desechos pueden reutilizarse, otros no.
Aunque puedan reutilizarse, el rendimiento global del material se reduce considerablemente, por lo que es necesario utilizar equipos de trituración de material.
El canal caliente frente al canal frío mejora la eficacia de la producción
El ciclo de moldeo de un pieza moldeada por inyección = tiempo de inyección + tiempo de mantenimiento + tiempo de enfriamiento + tiempo de eyección + tiempo de recorte.
El más largo de ellos es el tiempo de enfriamiento. En fabricación de moldes de plásticoCuanto más gruesa sea la pared del producto, mayor será el tiempo de enfriamiento. Dado que el canal frío tiene que alimentar varias cavidades del molde o más puntos de vertido al mismo tiempo, el tiempo de enfriamiento suele ser mayor.
Por lo tanto, el grosor de la pared del producto en el canal frío suele ser mayor que el grosor del producto moldeado por inyección sí mismo.
Debido a que existe una diferencia de tiempo de enfriamiento entre la masa fundida en el canal frío y el producto moldeado por inyecciónEl canal caliente elimina la necesidad de un canal frío.
El canal caliente elimina el canal frío y el tiempo de enfriamiento se acorta. La diferencia en el tiempo de inyección también es un aspecto del uso de un canal caliente en lugar de uno frío.
La principal diferencia en el tiempo de inyección se atribuye al tiempo adicional necesario para llenar el canal frío. Esto se debe a que el molde de canal frío aumenta la carrera de apertura/cierre de la máquina de moldeo por inyección.
Este aumento de la carrera es para garantizar la expulsión segura del corredor frío. Moldeo por inyección de canal caliente es más adecuado para la retirada automática del producto.
Sin la interferencia del canal frío en la expulsión del producto, la operación manual secundaria del proceso de moldeo por inyección.
Por ejemplo, el tiempo necesario para separar el producto del canal, recortarlo y envasarlo puede reducirse considerablemente o eliminarse. De este modo, se mejora la capacidad por unidad de tiempo, es decir, se aumenta la productividad.
La canalización en caliente frente a la canalización en frío mejora la calidad de las piezas
El uso de canales calientes puede mejorar eficazmente la calidad de la superficie y las propiedades mecánicas de los productos, mejorar en gran medida el alabeo de las piezas de paredes finas y garantizar la calidad constante de los productos. piezas moldeadas por inyección con múltiples cavidades.
Puede garantizar la calidad constante de piezas moldeadas por inyección en moldes multicavidad.
En particular, la boquilla de la válvula de aguja es más obvio para mejorar la calidad de la apariencia de productos moldeados por inyección.
Las principales ventajas son que no quedan marcas residuales de la compuerta en el producto. La compuerta de mayor diámetro puede utilizarse para acelerar el llenado de la cavidad y reducir aún más la presión de inyección y la deformación del producto.
Puede prevenir el fenómeno de embutición y salivación cuando se abre el molde, y prevenir la retroabsorción de material de la cavidad del molde cuando el tornillo de la máquina de moldeo por inyección retrocede.

Resumen
A través de este artículo, creo que usted tiene una cierta comprensión de moldes de inyección de canal caliente y moldes de inyección de canal fríoen los moldes de inyección reales, antes de fabricación de moldes de inyección debe considerar su rentabilidad. El coste del molde y el coste del producto deben considerarse en función de muchos aspectos.
Si el número de productos es grande, los moldes de canal caliente son más adecuados, aunque los costes iniciales de entrada del molde pueden ser más altos, el precio del producto será más bajo, pero el canal caliente no es adecuado para la necesidad frecuente de cambiar el color del producto.







