 Ir al contenido
Ir al contenido 

Hot runners revolutionize the moldeo por inyección, enhancing efficiency and product quality across various industries.
Los canales calientes minimizan los residuos y mejoran la duración de los ciclos al mantener la masa fundida de plástico a temperaturas óptimas durante el moldeo. Se utilizan habitualmente en la fabricación de automóviles, bienes de consumo y dispositivos médicos. Las principales ventajas son la reducción de los costes de material y la mejora de la calidad de las piezas.
Aunque este resumen destaca las ventajas de las cámaras calientes, comprender su diseño y aplicación es crucial para optimizar sus procesos de producción. Siga explorando para descubrir cómo los distintos sistemas de canal caliente pueden mejorar la eficiencia de su fabricación.
- Hot runners keep plastic molten in the runner system, eliminating cold-runner waste and reducing cycle times below 5 seconds for thin-wall parts.
- Temperature control and balanced flow are the two most critical technical factors—poor control causes gate defects, flash, and uneven cavity fill.
- Valve-gate systems offer the highest precision but require the most complex maintenance; open systems are simpler but less versatile.
- Hot runner molds save 10–20% on material costs in high-volume production by eliminating runner scrap entirely.
- Proper manifold and nozzle design, verified through CAE analysis, is essential for multi-cavity mold success.
For buyers, the important question is not whether hot runners are advanced, but whether they fit the resin, part weight, annual volume, gate appearance requirement, and maintenance capability of the supplier. A hot runner can be a strong investment when the runner would waste expensive material, but it can also become a hidden cost if the system is poorly balanced or hard to service.
“Hot runners reduce cycle times in injection molding.”Verdadero
Los canales calientes mantienen el plástico fundido, lo que reduce el tiempo de enfriamiento y acelera todo el proceso de producción.
“Hot runners are more expensive than cold runners in every case.”Falso
Aunque las cámaras calientes suelen tener un coste inicial más elevado, su eficacia y el ahorro de material pueden reducir los costes totales en la producción a largo plazo.
¿Cuál es el principio del canal caliente?
Hot runners keep melt hot inside heated mold channels, so no cold slug forms and no runner scrap is produced.
If you are comparing vendors or planning procurement, our injection molding supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
Los canales calientes mantienen la temperatura del plástico fundido durante todo el proceso de moldeo, evitando la solidificación y reduciendo los residuos. Esta tecnología se utiliza ampliamente en sectores como la automoción, los productos de consumo y los dispositivos médicos. Entre sus principales ventajas se incluyen la mejora de los tiempos de ciclo, la reducción de los costes de material y la mejora de la consistencia de los productos acabados.
Hot runner systems are divided into adiabatic runners and micro semi hot runner system1.The hot runner, also known as the non-runner, means that the plastic in the runner does not solidify after each injection, and the water outlet in the runner does not need to be removed when the plastic product is demolded. Since the plastic in the runner is not solidified, the runner is still unobstructed during the next injection. In short, the hot runner is an extension of the injection molding machine nozzle.
The hot runner is a heating component system used in injection molds to inject melted plastic particles into the mold cavity. A hot runner mold is a new structure that heats the runner and channel of a traditional mold or three-plate mold, so that the runner and runner do not need to be removed during each molding.
¿Cuáles son los principales factores técnicos que afectan a los corredores en caliente?
Nozzle design, temperature control, and gate type are the three variables that decide hot runner reliability in production.

To make a hot runner mold project successful, you need to make sure you have a few things in place. The two most important technical things you need to have are: control of plastic temperature and control of plastic flow.
Control de la temperatura del plástico
Controlar la temperatura del plástico es muy importante cuando se utiliza un molde de canal caliente. Si no se controla bien la temperatura, habrá muchos problemas con el proceso y la calidad de las piezas. Por ejemplo, si utilizas una compuerta de punta caliente, tendrás muchos problemas con la calidad de tu compuerta. Si utiliza una compuerta de válvula, tendrá muchos problemas con el cierre del pasador de la válvula.
Si tiene un molde con varias cavidades, tendrá muchos problemas con el tiempo de llenado y la calidad de las piezas. Si puedes, intenta conseguir un sistema de canal caliente que tenga muchas zonas para poder controlar mejor la temperatura y tener más flexibilidad.
Control of Plastic Flow
Los plásticos deben fluir de forma equilibrada en el sistema de canal caliente. Las compuertas deben abrirse al mismo tiempo para permitir que el plástico llene cada cavidad de forma sincronizada. Para FAMILY MOLD con una gran diferencia en el peso de las piezas, el diseño del tamaño del canal debe ser equilibrado. De lo contrario, algunas piezas no se llenarán con suficiente presión, mientras que otras se llenarán con demasiada presión, o el flash será demasiado grande y la calidad será deficiente. El diseño del tamaño del canal de colada caliente debe ser razonable.
If the size is too small, the pressure loss will be too large.If the size is too big, the hot runner volume will be too big, and the plastic will stay in the hot runner system for too long, which will damage the material properties and cause the parts to fail to meet the use requirements after molding. There are already CAE flow analysis software such as MOLDCAE that specifically helps users to design the best runner.
¿Qué tipos de corredores calientes existen?
There are two main types of hot runners: open and closed systems. Open systems allow direct flow of molten plastic, while closed systems use a manifold2 to maintain temperature and reduce waste. Hot runners are widely utilized in industries such as automotive, consumer goods, and medical devices, offering benefits like reduced material usage and improved part consistency.
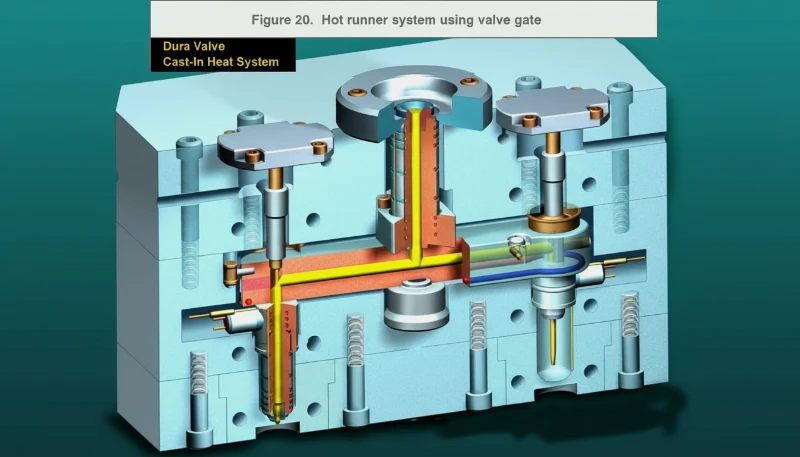
Tipo de válvula de aguja
El sistema de compuerta de válvula es un sistema mecánico de aguja de válvula que acciona la aguja de válvula con presión de aire.Los canales calientes de válvula de aguja ahorran materiales, tienen una bonita superficie de plástico, y tienen una calidad interna ajustada y una alta resistencia. Existen dos tipos principales de canales calientes de válvula de aguja en el mundo (basados en el principio de inyección): tipo cilindro y tipo resorte.
¿Cuáles son los tipos de sistemas de canal caliente?
Existen dos tipos principales de sistemas de canal caliente: abiertos y cerrados. Los sistemas abiertos exponen la masa fundida a la atmósfera, lo que es más sencillo pero puede provocar la degradación del material. Los sistemas cerrados, sin embargo, mantienen la masa fundida contenida, minimizando los residuos y manteniendo la integridad del material. Ambos sistemas mejoran la velocidad de producción y la consistencia de las piezas, por lo que resultan esenciales en sectores como la automoción y los bienes de consumo.
Los sistemas de canal caliente pueden dividirse en sistemas de canal caliente completo y sistemas de canal semi caliente. Los sistemas de canal caliente pueden dividirse en tres tipos: sistemas de canal caliente de boquilla única, sistemas de canal caliente de boquilla múltiple y sistemas de canal caliente de compuerta de válvula.
Sistema de canal caliente monocabezal
El sistema de canal caliente de cabezal único se compone principalmente de una boquilla única, un cabezal de boquilla, una placa de conexión de boquilla, un sistema de control de temperatura, etc.
Es necesario controlar las dimensiones d, D, L y ajustar el grosor de la placa de conexión de la boquilla para que la placa fija de fijación del molde presione la cara extrema de la placa de conexión de la boquilla para controlar el desplazamiento axial de la boquilla, o utilizar directamente la boquilla de la máquina de moldeo por inyección para apoyar la cara extrema de la placa de conexión de la boquilla para lograr el mismo propósito.
Sistema de canal caliente multicabezal
El molde de plástico del sistema de canal caliente multicabezal es bastante complicado. El plástico fundido se inyecta en la placa de conexión de la boquilla por la máquina de moldeo por inyección, fluye hacia la boquilla a través de la placa de canal caliente, alcanza la cabeza de la boquilla y, a continuación, se inyecta en la cavidad. La boquilla del sistema de canal caliente tiene que cumplir los requisitos de dimensión radial D1 y el límite de dimensión axial con la placa de molde fija.
La cabeza de la boquilla y el inserto de molde fijo tienen que coincidir en la dimensión radial d para asegurar que el plástico fundido no se desborde a la parte no cavitaria, y la dureza del inserto de molde fijo tiene que ser endurecido a unos 50HRC. La distancia L entre la superficie de separación y la superficie de posicionamiento axial de la boquilla caliente debe controlarse estrictamente.
| Parámetro | Tolerance | Propósito |
|---|---|---|
| Radial dimension D1 | ±0,01 mm | Nozzle-to-plate alignment |
| Radial dimension d | ±0.005 mm | Prevent plastic overflow |
| Gap (room temp) | 0.025 mm | Thermal expansion compensation |
| Hardness (insert) | ~50 HRC | Wear resistance at gate |
La dimensión debe determinarse basándose en la distancia real L\' de la boquilla a temperatura ambiente más la extensión real ΔL de la boquilla a la temperatura normal de trabajo del molde. Para garantizar que la boquilla se ajusta a la placa de canal caliente de forma fiable y no la deforma, se proporciona una almohadilla de ajuste encima de la parte superior de la boquilla.
La almohadilla de ajuste y la superficie de posicionamiento axial de la boquilla limitan el movimiento axial de la boquilla y controlan eficazmente la posible deformación de la placa de canal caliente. A temperatura ambiente, la separación entre la almohadilla de ajuste y la placa de canal caliente y la placa de molde fija se controla para que sea de 0,025 mm, de modo que, una vez calentado el molde, la almohadilla de ajuste quede justo presionada a la temperatura de trabajo.
El asiento de posicionamiento y el pasador de posicionamiento del sistema de canal caliente controlan la posición de la placa de canal caliente en el molde. El asiento de posicionamiento y la placa de molde fija deben tener una coincidencia de dimensión radial D2, y la profundidad h debe controlarse con precisión. La dirección axial del asiento de posicionamiento soporta la placa de canal caliente y soporta directamente la presión de inyección de la máquina de inyección.
El pasador de posicionamiento debe coincidir con la placa fija del canal caliente. Debe haber espacio suficiente entre la placa del canal caliente y la placa del molde para envolver el material aislante. La placa de canal caliente y la placa fija deben tener suficientes ranuras de cableado para permitir que el cable de alimentación salga del molde y se conecte al asiento de cableado instalado en el molde.
There is a radial dimension D1 matching requirement between the nozzle connecting plate and the fixed mold fixing plate so that the injection head of the injection molding machine can cooperate well with the nozzle connecting plate on the mold. Near the hot runner plate, the fixed mold plate, the hot runner plate fixing plate, and the fixed mold fixing plate are connected with screws to enhance the rigidity of the hot runner plate.
Sistema de canal caliente con compuerta de válvula
¿Qué es el conjunto de canales calientes?
A hot runner assembly is the manifold, nozzles, heaters, and sensors that deliver molten plastic straight to each cavity.

Anillo de posicionamiento
The positioning ring positions the molde de inyección in the injection molding machine to make sure the mold is lined up right with the machine.
Boquilla principal
Cuando la resina se inyecta en el molde, ésta es la compuerta por donde entra la resina desde la boquilla de la máquina de moldeo por inyección. Dependiendo del tipo de resina y del diseño del canal caliente, el componente de la compuerta puede calentarse para optimizar el proceso de moldeo.
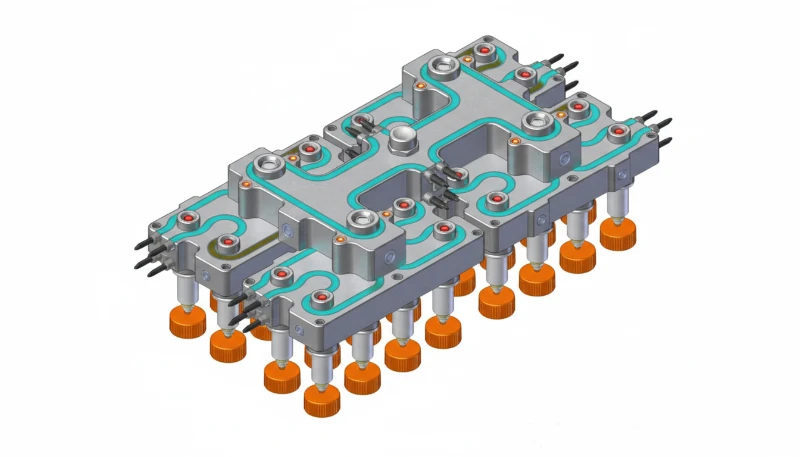
Colector
Los colectores se utilizan cuando se tienen varias cavidades en un molde o cuando se tienen varios puntos de alimentación o cuando se tiene un único punto de alimentación pero el nivel de material está desplazado. El material suele ser P20 o H13. Los colectores se dividen generalmente en dos categorías: estándar y no estándar. Su forma estructural viene determinada principalmente por la distribución de las cavidades en el molde, la disposición de las boquillas y la ubicación de las compuertas.
Los colectores permiten que la resina fluya hacia diferentes boquillas y puntos de inyección (compuertas). Los colectores suelen utilizarse cuando se tienen varias cavidades o cuando se necesita más de una boquilla/puerta para cada pieza. Los colectores pueden utilizarse para una gran variedad de materiales, diseños y formas, y suelen optimizarse mediante análisis CAE para mejorar el proceso de moldeo.
Boquilla
There are two types of hot nozzles: open hot nozzles and needle valve hot nozzles. The type of hot nozzle you use determines the type of hot runner system you need and the type of mold you need to make. So, hot runner systems are divided into open hot runner systems and needle valve hot runner systems.
Tecnología de calefacción
La tecnología de calentamiento es la base de todos los sistemas de canal caliente y tiene un gran impacto en el proceso de moldeo y en la calidad de las piezas. Existen varios métodos de calentamiento, cada uno con sus pros y sus contras. Elija el canal caliente adecuado en función de los diferentes procesos de moldeo, el rendimiento de la pieza, la fiabilidad y los requisitos de coste. Las tecnologías de canal caliente más comunes incluyen calentadores con cintas/placas calefactoras, calentadores adhesivos/flexibles o calentadores soldados.
¿Cuáles son las ventajas del canal caliente?
The advantages of hot runner are the main categories or options explained in this section. Hot runners cut material waste by up to 50%, shorten cycle times, and eliminate runner regrind—making them essential for high-volume injection molding.
In our Shanghai factory, we run 47 injection molding machines from 90T to 1850T with an in-house mold manufacturing facility. With over 20 years of experience, we’ve found that hot runner systems consistently reduce material waste by 15–30% on multi-cavity production runs—especially on our larger tonnage presses where runner volumes would otherwise be significant.
Ciclo reducido
El ciclo de moldeo de las piezas se acorta. Como no hay límite de tiempo de enfriamiento para el sistema de canal, las piezas pueden expulsarse a tiempo tras el moldeo y el curado. El ciclo de moldeo de muchas piezas de pared fina producidas con moldes de canal caliente puede ser inferior a 5 segundos.
Ampliar el ámbito de aplicación
Mejorar la calidad del producto
Cuando fabrica piezas de plástico con un molde de canal caliente, puede controlar la temperatura del plástico fundido en el sistema de canal. Esto significa que el plástico puede fluir en cada cavidad del molde de forma más uniforme, por lo que se obtienen piezas de la misma calidad en todo momento. Las piezas que se fabrican con un molde de canal caliente tienen buenas puertas, poca tensión después de sacarlas del molde y no se estropean.
Por eso hay muchos productos de alta calidad fabricados con moldes de canal caliente. Muchas de las piezas de plástico de los teléfonos MOTOROLA, las impresoras HP y los portátiles DELL se fabrican con moldes de canal caliente.
Ahorrar plástico
Reducir los residuos
Automatización de la producción
¿Cuáles son las desventajas del canal caliente?
The main drawbacks of hot runners are higher tooling cost, added maintenance complexity, and the risk of thermal degradation in heat-sensitive resins.
Aumento de los costes
“Valve-gate hot runner systems produce gate marks that are virtually invisible on the finished part.”Verdadero
Valve gates use a mechanical pin to close the gate cleanly, leaving only a tiny witness mark—ideal for cosmetic surfaces like automotive exterior panels.
“Hot runner systems eliminate the need for any mold temperature control.”Falso
Hot runners only heat the runner channel; the mold itself still requires its own temperature control system (cooling channels) to solidify the part properly after filling.
Elevados requisitos de equipamiento
For example, poor plastic sealing leads to plastic overflow and damage to hot runner components, interrupting production, and poor relative position of nozzle inserts and gates leads to serious decline in product quality.
Explotación y mantenimiento complejos
Hot runner molds are more complicated to operate and maintain than cold runner3 molds. If you don\’t operate them properly, it\’s very easy to damage the hot runner parts, which will make production impossible and cause huge economic losses. For new users of hot runner molds, it takes a long time to accumulate experience.
¿Cuáles son los ámbitos de aplicación de los canales calientes?
Hot runners serve automotive, medical, packaging, electronics, and consumer goods—anywhere high-volume precision molding is needed.
Industria del automóvil
Industria electrónica
Dispositivos médicos
Preguntas frecuentes
Preguntas frecuentes
What Is the Difference Between a Hot Runner and a Cold Runner?
A hot runner keeps the plastic molten inside the runner channel using electrically heated components, so no runner scrap is produced and parts eject cleanly after each cycle with no secondary trimming needed. A cold runner allows the plastic in the feed channels to solidify along with the part, producing waste that must be trimmed, reground, or discarded. Hot runners save material and reduce cycle time but cost significantly more upfront and require careful temperature management. Cold runners are simpler, cheaper, and better suited for short production runs or frequent material changes.
How Much Does a Hot Runner System Cost?
A typical hot runner system adds 3,000 to 15,000 US dollars or more to the total mold cost, depending on the number of nozzles, valve-gate complexity, temperature zone count, and controller sophistication. For high-volume production runs exceeding 100,000 parts, the material savings from eliminated runner scrap often pay back the investment within a few months. For short runs under 5,000 parts, the added cost rarely justifies itself economically. Always run a detailed cost-per-part comparison including material savings, cycle time reduction, and maintenance costs before committing to a hot runner system.
Can All Plastics Be Used in Hot Runner Systems?
Most thermoplastics work well with hot runners, but heat-sensitive materials like PVC, POM (acetal), and certain flame-retardant grades require careful temperature management to prevent thermal degradation inside the manifold. Materials with very narrow processing windows or those prone to gas generation demand specialized nozzle designs and precise zone-by-zone temperature control. Glass-filled resins also accelerate wear on hot runner components, necessitating hardened flow channels. Your hot runner supplier should confirm compatibility with your specific resin grade and provide recommended temperature profiles for optimal processing results.
How Do You Maintain a Hot Runner Mold?
Regular maintenance includes cleaning nozzles and manifolds during scheduled mold servicing, checking heater bands and thermocouples for wear or burnout, inspecting valve pins for scoring or bending, and verifying seal integrity to prevent plastic leakage into wiring channels. Most production shops schedule hot runner maintenance every 50,000 to 100,000 cycles or whenever the mold is removed from the press. Documenting temperature zone readings over time helps detect degradation trends before they cause quality defects. Keeping spare heater bands, thermocouples, and seal kits on hand minimizes unplanned downtime during critical production runs.
What Causes Color Streaks in Hot Runner Molded Parts?
Color streaks in hot runner parts typically result from residual material from a previous color or resin grade stagnating in dead spots within the manifold or nozzle channels. Insufficient purging time, low-temperature zones that allow material to hang up, or worn internal surfaces that create microscopic pockets are common culprits. Thorough purging at the correct melt temperature, followed by physical inspection of flow channels during maintenance, prevents most streaking issues. Some modern hot runner designs feature streamlined flow paths and polished internal surfaces specifically to minimize dead zones and speed up color changes.
When Should You Choose a Valve-Gate Over an Open-Gate Hot Runner?
Choose valve-gate systems when cosmetic gate appearance is critical—automotive exterior panels, consumer electronics housings, and medical device enclosures all demand gate marks that are virtually invisible. Valve gates also enable sequential filling for family molds with parts of different volumes, and they provide precise pressure control for engineering-grade resins. Open-gate systems are significantly more economical and simpler to maintain, making them the better choice for non-cosmetic applications, commodity resins like polypropylene, and molds where a small vestige mark on the gate surface is acceptable to the end user.
How Many Temperature Zones Does a Hot Runner Need?
The number of zones depends on the manifold layout, cavity count, and part geometry complexity. A simple single-nozzle mold may need only one or two zones, while a complex multi-cavity mold with sixteen or more drops may require eight to twenty independently controlled zones. More zones provide finer control over melt viscosity at each gate, which is critical for family molds where different cavities produce parts with different weights or wall thicknesses. Running CAE flow analysis before tooling helps determine the optimal zone configuration and identify potential balance issues early in the design process.
Does a Hot Runner System Increase Mold Cycle Time?
No—hot runner systems generally decrease cycle time rather than increase it. By eliminating the cold runner, there is no thick runner section that needs to cool and solidify before ejection. Thin-wall parts produced with hot runners can achieve cycle times under five seconds in production. The only exception occurs when a poorly designed hot runner adds excessive thermal mass to the mold that interferes with overall cooling, but this is uncommon in professionally engineered systems. The cycle-time reduction, combined with material savings, is one of the strongest economic arguments for investing in hot runner technology for medium to high-volume production.
What is the main purpose of a hot runner system?
The main purpose of a hot runner system is to keep plastic melt hot inside the mold until it reaches the cavity gate. This reduces or eliminates cold-runner scrap, improves material utilization, and can shorten the molding cycle when the runner would otherwise control cooling time. It also helps multi-cavity molds fill more consistently when the manifold is balanced correctly. Buyers should confirm gate quality, temperature stability, maintenance access, and spare-part support before approving the tool, because a well-specified hot runner is easier to validate during production trials and avoids costly rework later.
When is a hot runner better than a cold runner?
A hot runner is usually better than a cold runner when production volume is stable, resin is expensive, the runner would be heavy, or gate appearance and cavity balance are important. It is less attractive for prototypes, very low-volume jobs, frequent color changes, or materials that degrade during long residence time in the manifold. The decision should compare mold cost, resin saved per shot, cycle time reduction, startup scrap, maintenance cost, and downtime risk, rather than focusing only on the initial tooling quote from the mold maker.
What are the common risks of hot runner molds?
Common hot runner risks include melt leakage, heater failure, thermocouple drift, unbalanced cavities, gate stringing, black specks, color streaks, and material degradation. Many of these problems look like molding-process issues even when the root cause is inside the hot half of the mold. A good mold review should check manifold layout, thermal expansion clearance, nozzle seating integrity, wiring protection routing, gate size calibration, cooling near the gate, and how easily heaters or valve pins can be replaced during scheduled maintenance.
How should buyers evaluate a hot runner supplier?
Buyers should evaluate whether the supplier can explain the gate type, hot runner brand, number of temperature zones, manifold balance method, controller compatibility, spare-part list, and trial validation plan. The supplier should provide drawings, zone maps, recommended temperature settings, and T1 sample evidence instead of only saying that a hot runner will save material. Useful trial evidence includes cavity weight data, injection pressure curves, gate appearance photos, startup scrap count, dimensional inspection reports, and a list of corrective actions taken during sampling.
Does a hot runner always reduce total molding cost?
A hot runner does not always reduce total molding cost. It can reduce resin waste, cooling time, and manual runner handling, but it also increases mold cost, controller cost, maintenance cost, and technical risk. The payback is strongest when annual shot volume is high and the runner would be heavy or made from expensive resin. For short production runs under 10,000 parts, a simple cold runner may be cheaper and easier to service even if it creates some runner scrap that must be reground or discarded after each cycle.
How Do Hot Runners Shape the Future of Injection Molding?
El canal caliente (Hot Runner Systems) es un sistema de componentes de calentamiento utilizado en moldes de inyección para inyectar partículas de plástico fundido en la cavidad del molde. Los moldes de canal caliente son una nueva estructura que calienta los canales y guías de los moldes tradicionales o moldes de tres placas, de modo que no es necesario retirar los canales y guías en cada conformado.
Hot runner technology was introduced to the plastics industry more than 50 years ago, and it has completely changed the injection moldingprocess capabilities by improving the quality of injection molded parts, improving operating efficiency, reducing scrap, and saving money. See our diseño de moldes de inyección for a comprehensive overview.
-
hot runner system: A hot runner system is a heated assembly inside an injection mold that keeps plastic molten in the runner channel and reduces cold-runner waste. ↩
-
manifold: A manifold is a heated distribution block that routes molten plastic from the machine nozzle to multiple drop locations inside the mold. ↩
-
cold runner: A cold runner is a conventional mold feed system where runner plastic solidifies each cycle and must be separated from the molded part. ↩






