 Zum Inhalt springen
Zum Inhalt springen 

Vorwort: Die Trennebene ist ein notwendiges Übel beim Spritzgießen. Es ist die Linie, an der sich die beiden Hälften der Form treffen. Sie zeigt sich auf dem Teil als eine Linie, die um das ganze Teil herumgeht. Meistens ist es nur eine Linie, die gerade in der Mitte verläuft. Bei komplizierteren Teilen befindet sie sich jedoch an einer anderen Stelle.
Die Trennlinie ist wichtig, weil sie sich auf andere Merkmale auswirkt, die den Konstrukteuren und Spritzgießern bei der Entscheidung helfen, wo die Teile platziert werden sollen. Wenn ein Maschinist ein wichtiges Merkmal auf der falschen Seite der Trennlinie platziert, kann dies zu großen Problemen mit dem gesamten Spritzgießprozess.
In diesem Artikel wird erklärt, wie die Trennebene hergestellt wird, welche verschiedenen Arten von Trennebenen beim Spritzgießen es gibt, wie man die Trennebene entwirft und worauf man bei der Gestaltung der Trennebene achten sollte.
Die Bedeutung der Trennfläche (Linie)
Das sogenannte Trennen bedeutet, dass der Formkern des Formteils des Kunststoffteils in mehrere Module unterteilt wird. Die Kontaktfläche zwischen den Modulen wird als Trennebene oder auch Trennfläche bezeichnet. Im engeren Sinne bezieht sich die Trennebene auf das Kunststoffteil. Die Trennfläche an der maximalen Kontur des Teils ist die Trennfläche, die die Kavität und den Kern oder die Vorder- und Hinterform trennt.

Die Trennfläche im weiteren Sinne umfasst auch die lokale Trennfläche des Kunststoffteils (die Trennfläche der Bohrung) sowie die Trennflächen aller an der Formgebung beteiligten Module (wie die Trennflächen von Schiebern, Schrägdächern, Einsätzen, Auswerferstiften usw.). Profil).
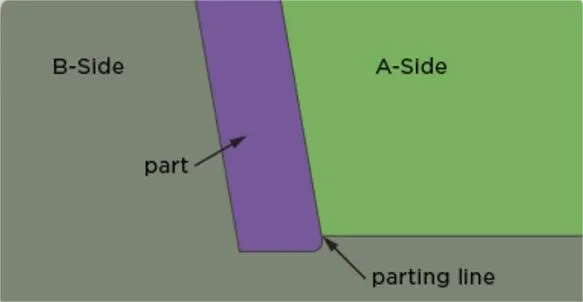
Die Trennlinie, an der sich die Trennfläche mit der Oberfläche des Kunststoffteils schneidet, wird als Trennebene bezeichnet, die im Englischen als Parting Line bezeichnet wird. Daher wird die Trennebene in der Industrie allgemein als PL-Oberfläche bezeichnet. Da der Kontakt zwischen den Formmodulen nicht lückenlos sein kann, wird dieser Spalt nach dem Formen der Kunststoffteile in die Kunststoffteile kopiert, um eine Restklebespur ähnlich einer Chargenkante zu bilden.
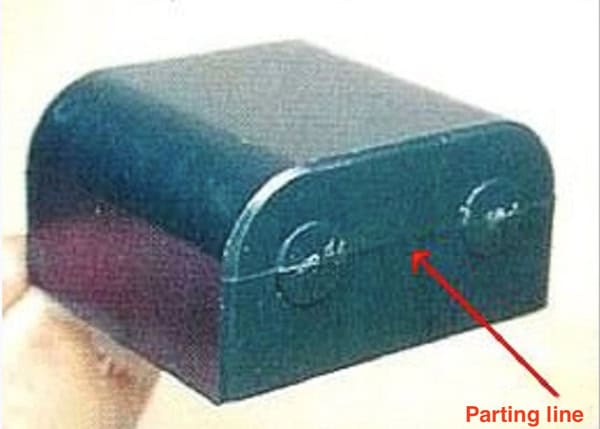
Weil sie wie eine Linie aussieht, wird sie Scheitel genannt. Linie, auch Klemmlinie genannt. Wenn die Trennebene hauptsächlich für die Form diskutiert wird, dann ist die Trennlinie die Reflexion der Trennebene auf dem Kunststoffteil. Die Dicke der Trennebene hat Auswirkungen auf das Aussehen und die Funktion des Kunststoffteils. Daher muss der strukturellen Gestaltung von Kunststoffteilen besondere Aufmerksamkeit gewidmet werden.
Wie wird die Trennebene (Linie) gebildet?
Die Trennebene wird verwendet, um das Kunststoffteil aus der Form zu bekommen oder um die Anforderungen an das Einsetzen von Einsätzen und Entlüftungen zu erfüllen. Je nach Struktur des Kunststoffteils wird der Teil der Form, der das Kunststoffteil direkt formt, in mehrere Teile unterteilt. der Kontaktfläche.
Die Trennebene entsteht durch den Spritzgießprozess selbst und nicht durch einen Fehler. Normalerweise sind die Formen, die Formenbauer zur Herstellung von Spritzgussteilen verwenden, in zwei Hälften unterteilt (eine feste und eine bewegliche Hälfte). Wenn der Maschinenbauer den Formkörper schließt, bilden die Formhälfte (die so genannte Kernplatte) und die Oberfläche des Hohlraums eine Trennlinie zwischen den beiden Hälften des Teils.

In den meisten Fällen verläuft die Trennlinie eines geformten Produkts senkrecht zur Richtung der Öffnung der zur Herstellung des Produkts verwendeten Form. Wenn der Mechaniker die Form öffnet und das abgekühlte und erstarrte Teil entnimmt, bewegt sich die bewegliche Hälfte der Form und trennt sich von der stationären Hälfte (die stationär ist). Es kommt jedoch vor, dass der Maschinenführer die Struktur der Form mehrfach in alle Richtungen trennt. Dieser Vorgang wird als mehrstufiges Trennen bezeichnet.
Art der Trennfläche (Linie)
Trennfläche Typ
Im Allgemeinen wird die Trennebene an der größten Kontur des Kunststoffteils als Haupttrennebene bezeichnet, die anderen sind Hilfstrennebenen.
Ebene Trennebene
Die ebene Trennebene ist relativ häufig und einfach. Es handelt sich um eine Ebene, die senkrecht zur Richtung der Formöffnung verläuft, wie in der folgenden Abbildung dargestellt.

Schritt Trennen Oberfläche
In einigen Fällen verläuft die Trennlinie eines geformten Produkts nicht senkrecht zur Richtung der Formöffnung, die zur Herstellung des Produkts verwendet wurde. Wenn der Mechaniker die Form öffnet und das abgekühlte und erstarrte Teil entnimmt, bewegt sich die bewegliche Hälfte der Form und trennt sich von der stationären Hälfte (die stationär ist). Es kommt jedoch vor, dass der Maschinenführer die Struktur der Form mehrfach in alle Richtungen trennt. Dieser Vorgang wird als mehrstufiges Trennen bezeichnet.

Ordnen Sie beim Einrichten der Form die beiden Kavitäten symmetrisch an, wie in der Abbildung unten dargestellt. Gleichen Sie die Einspritzkraft auf beiden Seiten der Form aus und machen Sie die Formstruktur kompakt.

Wenn die Stufenhöhe des Stufenscheitelstrichs zu groß ist, sollten Sie eine Kissenposition und einen teilweise gestuften Scheitelstrich in Betracht ziehen.

Manche Teile haben viele gestufte Flächen. Wenn die Trennfläche entsprechend der Stufenform gestaltet wird, wird die Trennfläche kompliziert. Um die Trennfläche zu vereinfachen, sollten Sie in Erwägung ziehen, die Trennfläche zu einer ebenen Fläche zu machen. Der Nachteil ist, dass sich auf der Oberfläche des Werkstücks Schnittlinien bilden. Daher wird diese Art des Trennens meist bei Innenbauteilen verwendet.

Schräge Trennebene
Die Trennfläche des Formteils ist eine Abschrägung, und entlang der Abschrägung wird eine Dichtungsfläche hergestellt (um die Form zu schonen), und dann wird sie abgeflacht (um die Verarbeitung, Positionierung und Zählung zu erleichtern), wie in der Abbildung dargestellt.

Oberfläche Trennen Oberfläche
Ähnlich wie bei der schrägen Trennfläche wird zunächst ein Ausschnitt der Dichtfläche angefertigt und dann nivelliert, wie in der Abbildung gezeigt.

Allerdings muss nicht jede schräge Trennfläche entlang der gekrümmten Oberfläche verlaufen. Bei dem unten gezeigten Kunststoffteil zum Beispiel entsteht eine scharfe Ecke, wenn sie verlängert wird. Die vordere Form ist aus scharfkantigem Stahl gefertigt. In diesem Fall kann die schräge Trennebene direkt verlängert werden.

Umfassende Trennfläche
Diese Form richtet sich nach den Anforderungen der Struktur des Kunststoffteils. Manchmal werden die geraden und gekrümmten Trennflächen kombiniert, oder die geneigte Fläche und die gekrümmte Trennfläche werden zu einer umfassenden Trennfläche kombiniert, wie in der nachstehenden Abbildung dargestellt.

Bei der umfassenden Trennfläche muss besonders auf die Glättung der Dichtungsfläche an den Ecken der beiden Trennflächen geachtet werden, um die Bildung von scharfen Spitzen zu vermeiden. Es sollte eine Oberflächenversiegelung gewählt werden. Dadurch wird nicht nur die Festigkeit der Form, sondern auch der Kunststoffteile erhöht. Es ist nicht einfach, von der Vorderkante wegzulaufen. Gleichzeitig kann die Glättungsbehandlung das Auftreten von Stufen und scharfen Ecken reduzieren, um die Technologie der Trennflächenverarbeitung zu verbessern. Es kann direkt NC verarbeitet werden, um die EDM-Verarbeitung zu reduzieren.

Art der Trennungslinie
Die Art der Trennebene, die in Spritzgießen hängt oft von der spezifischen Funktion und Struktur des Kunststoffteils ab. Es gibt jedoch fünf Haupttypen: vertikale, gestufte, schräge, gebogene und einteilige Trennlinien.
Vertikale Trennungslinie

Das vertikale Trennen ist die beliebteste aller Trennebenen bei Kunststoffkonstruktionen. Der Maschinenführer formt eine vertikale Trennlinie in einer Richtung senkrecht zur Richtung der Formöffnung.
Schräge Trennungslinie

Hier bauen Zerspanungsmechaniker Formen, um gekrümmte Trennebenen zu erzeugen.
Schritt Trennungslinie
Hier formen Maschinenbediener Trennebenen aus Kunststoff zu Stufen. Bei dieser Art von Trennebene ist eine Seite der Kavität in der Regel erheblichen Kräften ausgesetzt. Dies führt dazu, dass die Wahrscheinlichkeit eines Schlupfes zwischen der festen und der beweglichen Hälfte der Form relativ hoch ist.
Dieser Kraft kann dann durch die Erzeugung von Einspritzkräften auf beiden Seiten der Kavität entgegengewirkt werden. Die erzeugte Kraft kann auch zu groß oder zu klein sein. Ist die Kraft zu gering, verwendet der Bearbeiter einen Führungsstift, um sie auszugleichen. In diesem Fall sind die Auswirkungen kleinerer unausgewogener Einspritzkräfte auf das Endprodukt möglicherweise nicht signifikant.
Wenn die Kraft jedoch zu groß ist, können verschiedene Lösungen angewandt werden. Hier sind einige Beispiele:

Machen Sie einen keilförmigen Einsatz auf einer Seite der Kavität. Auf diese Weise entlastet der Einsatz einen Teil der Einspritzkraft. Daher kann die Form die relative Position zwischen der Kavität und dem Kern beibehalten.
Ordnen Sie die Form in einer symmetrischen Form an. Dies trägt dazu bei, die auf beide Seiten wirkende Einspritzkraft auszugleichen. Die Struktur der Form sollte auch so kompakt wie möglich sein, um sie zu stützen.
Umfassende PartingLine
Wie der Name schon sagt, handelt es sich hierbei um eine der aufwändigsten Trennebenen im Kunststoffdesign. Maschinenbauer und Konstrukteure arbeiten an dieser Trennebene auf der Grundlage der Struktur des Kunststoffteils. Sie können alle anderen Trennebenen zu einer umfassenden Trennebene aus Kunststoff kombinieren.
Prinzipien der Trennflächengestaltung
Erfüllung der Entformungsanforderungen
Die Lage der Haupttrennfläche sollte an der maximalen Kontur des projizierten Abschnitts des Teils in Entformungsrichtung gewählt werden. Dies ist ein Grundprinzip. Nach diesem Prinzip wird die Formstruktur vereinfacht, andernfalls erhöht sich die Komplexität der Formstruktur, z. B. durch die Notwendigkeit, Schieber und andere Mechanismen hinzuzufügen.

Begünstigt die reibungslose Entnahme von Kunststoffteilen aus der Form.
Da die Auswurfvorrichtung des Spritzgießen Maschine auf der Seite der beweglichen Form ist, sollte die Trennfläche so gewählt werden, dass das Kunststoffteil nach dem Öffnen der Form so weit wie möglich auf der Seite der beweglichen Form bleibt. Dies wird dazu beitragen, dass der Auswerfmechanismus in der beweglichen Form funktioniert. Wenn ein Auswerfmechanismus in der festen Form installiert wird, erhöht dies die Komplexität der Form.

Sicherstellung der Maßgenauigkeit und Oberflächenqualität der Kunststoffteile
Bei Kunststoffteilen mit hohen Koaxialitätsanforderungen ist es bei der Auswahl der Trennfläche am besten, die Teile mit Koaxialitätsanforderungen auf der gleichen Seite der Form anzuordnen. Wie in der Abbildung unten zu sehen ist, erfordert das gestufte Loch in der Mitte eine hohe Koaxialität.
Auf der Trennfläche des ursprünglichen Entwurfs wird das gestufte Loch durch die beiden Kerne der vorderen bzw. hinteren Form gebildet. Nachdem die vorderen und hinteren Formen geschlossen sind, ist die Koaxialität der beiden Kerne nicht einfach zu garantieren. Nachdem die optimierte Trennfläche und das Stufenloch mit einem Kern geformt wurden, ist es einfach, die Präzision der Verarbeitung zu garantieren.

Bei der Wahl des Ortes, an dem die Form geteilt werden soll, müssen Sie darauf achten, dass die Kunststoffteile die richtige Größe und eine gute Oberflächenbeschaffenheit haben werden.
Wenn Sie ein Kunststoffteil haben, das wirklich rund sein muss, sollten Sie alle Teile, die rund sein müssen, auf dieselbe Seite der Form legen. Auf dem Bild unten muss das Loch in der Mitte wirklich rund sein.
Bei der ursprünglichen Konstruktion wurde das Loch durch zwei verschiedene Teile der Form gebildet. Wenn man die Form schließt, ist es schwierig, sicherzustellen, dass die beiden Teile der Form perfekt aufeinander ausgerichtet sind. Wenn man die Form mit nur einem Teil herstellt, ist es einfach sicherzustellen, dass das Loch rund ist.

Wenn Sie ein Kunststoffteil haben, das außen wirklich rund sein muss, sollten Sie alle Teile, die rund sein müssen, auf dieselbe Seite der Form legen. In der Abbildung unten ist das Teil, das rund sein muss, die Kunststoffkupplung. Bei der ursprünglichen Konstruktion wurden die beiden Hälften der Form separat hergestellt. Beim Schließen der Form ist es schwierig, sicherzustellen, dass die beiden Hälften der Form perfekt aufeinander ausgerichtet sind. Wenn man die Form aus nur einem Stück herstellt, ist es einfach, sicherzustellen, dass das Teil rund ist.

Die Größe des Teils, die mit der Art und Weise zusammenhängt, wie sich die Form öffnet und schließt, wird davon beeinflusst, wie sich die Trennfläche bewegt, wenn Sie den Kunststoff einspritzen. In der Abbildung ist die Größe des Teils im ursprünglichen Entwurf, L, schwer zu bestimmen; die Größe des Teils im neuen Entwurf hat nichts mit der Trennfläche zu tun, so dass sie leicht zu bestimmen ist.

Wenn Sie ein Kunststoffteil haben, das gut aussehen soll, müssen Sie sich überlegen, wo die Form schließt und wie sich das auf das Aussehen des Teils auswirkt.

Bei der Wahl des Ortes, an dem die Form geteilt werden soll, müssen Sie bedenken, wie einfach es sein wird, die Form herzustellen.
Je einfacher die Trennfläche bei der Konstruktion der Form ist, desto einfacher ist die Herstellung der Form und desto wahrscheinlicher ist es, dass die Form richtig ist.
In der Abbildung unten befindet sich die Trennfläche im ursprünglichen Entwurf an einer kleinen runden Ecke. Die Trennfläche an einer kleinen runden Ecke ist schwer herzustellen, und es ist schwierig, die Form richtig zu machen. Bei dem neuen Entwurf sollten Sie die kleinen runden Ecken von der Trennfläche entfernen.

Wenn Sie mehrere Kissenpositionen auf der gleichen Seite haben, können Sie darüber nachdenken, diese zu einer großen Kissenposition zusammenzufassen. Dadurch wird die Struktur der Trennfläche einfacher und leichter zu verarbeiten.
Wenn Sie mehrere Kissenpositionen auf der gleichen Seite haben, können Sie darüber nachdenken, diese zu einer großen Kissenposition zusammenzufassen. Dadurch wird die Struktur der Trennfläche einfacher und leichter zu verarbeiten.

Die Auswahl der Trennfläche sollte die Entlüftung begünstigen
Um gute Entlüftungsbedingungen für den Formhohlraum zu gewährleisten, sollte die Trennfläche so weit wie möglich am Ende der Fließrichtung der Kunststoffschmelze liegen.
In der Abbildung unten wird das ursprüngliche Design der Trennfläche verwendet. Wenn die Kunststoffschmelze die Kavität füllt, wird die fraktale Oberfläche zuerst versiegelt, so dass das Gas tief in der Kavität nicht leicht entweichen kann (und die Trennfläche hat eine Biegung, die das Entweichen des Gases aus der Form erschwert); die optimierte Trennfläche wird am Ende des Schmelzflusses entworfen, um gute Entlüftungsbedingungen zu schaffen.

Um sicherzustellen, dass der Formhohlraum eine gute Entlüftung hat, sollten Sie die Trennlinie am Ende der Stelle anbringen, an der der Kunststoff fließen wird. In der Abbildung unten wird die ursprüngliche Trennlinie verwendet. Wenn der Kunststoff in die Kavität fließt, wird die Trennlinie zuerst abgedichtet, so dass das Gas tief in der Kavität nicht entweichen kann (und die Trennlinie hat eine Biegung, die es der Form erschwert, das Gas herauszubekommen); die optimierte Trennlinie ist am Ende des Kunststoffflusses angebracht, um sicherzustellen, dass das Gas entweichen kann.

Bei der Auswahl der Trennfläche sollte die Vereinfachung der Formstruktur berücksichtigt werden
Wenn die Genauigkeit der Seitenstruktur nicht hoch ist, versuchen Sie, den seitlichen Kernziehmechanismus (Schieber) zu vermeiden, die Formstruktur zu vereinfachen und die Größe der Form zu verringern, was die Formkosten bis zu einem gewissen Grad reduzieren kann.

Wenn Sie die Verwendung eines seitlichen Kernzugmechanismus (Schieber) nicht vermeiden können, sollten Sie bei der Auswahl der Trennlinie den kürzesten Abstand für den seitlichen Kernzug berücksichtigen, um die Größe der Form zu reduzieren; gleichzeitig sollten Sie sicherstellen, dass der große Kern in Richtung der Formöffnung liegt, da die Schließkraft sehr groß ist und wenn er auf dem seitlichen Mechanismus der Form platziert wird, ist dies der Entformung nicht förderlich.

Die Auswahl und Gestaltung der oben genannten Trennflächen wird zwar größtenteils in der Phase der Formgestaltung vorgenommen, aber als Konstrukteure müssen wir in der Phase der Strukturgestaltung eine allgemeine Richtung berücksichtigen, insbesondere bei einigen Teilen, die leichter zu bestimmen sind.
Wenn wir bei Profilteilen die Auswirkungen der Trennfläche auf die Struktur (Größenfortschritt, Passungsspiel, Qualität des Erscheinungsbildes usw.) während der Strukturkonstruktion berücksichtigen, dann wird die nachfolgende Form-DFM nicht zu häufigen Änderungen führen. Nach der Erprobung der Form wird es nicht so viele Probleme geben, die von Natur aus vermeidbar sind.
Natürlich sind die Faktoren, die sich auf die Auswahl von Trennflächen auswirken, nicht auf die oben genannten beschränkt, und es können noch weitere Faktoren hinzukommen. Jede Trennebenenlösung ist nicht perfekt und hat Vor- und Nachteile. Was wir tun müssen, ist, uns an die Anforderungen der tatsächlichen Teile anzupassen. Treffen Sie einfach Ihre Auswahl und stellen Sie sicher, dass sie den aktuellen Anforderungen Ihres Teils entspricht.

Entwerfen von Trennlinien für spritzgegossene Produkte ist der beste Ort, um sich über sie zu informieren. Manchmal liegt die Entscheidung auf der Hand, manchmal aber auch nicht. In diesem Abschnitt geht es darum, warum Trennebenen bei der Kunststoffgestaltung wichtig sind.
Überlegungen zur Gestaltung der Trennlinie
Als erstes muss man sich überlegen, in welche Richtung sich die Form im Verhältnis zum Teil öffnet. Mechaniker nennen dies die "Ziehlinie". Sie ist wichtig, weil sie das Aussehen des Teils beeinflusst. Außerdem hilft sie Ihnen zu wissen, was Sie dem Teil hinzufügen müssen. So weiß man unter anderem, wie die Abdrücke, die die beiden Hälften des Spritzgussteils hinterlassen, am fertigen Teil aussehen werden.
Eine weitere Überlegung, die Sie anstellen sollten, wenn Sie entscheiden, wo die Trennlinie verlaufen soll, ist die Frage, wo die Merkmale auf dem Teil platziert werden sollen. Der Grund dafür ist, dass der Kunststoff beim Abkühlen schrumpft und sich dadurch das Teil in der Form verschieben kann. Das kann die Funktionsweise des Teils beeinträchtigen und dazu führen, dass es nicht mehr funktioniert. Außerdem darf das Teil nicht zu stark schrumpfen, sonst lässt es sich nur schwer aus der Form lösen.

Damit Ihre Teile an der richtigen Stelle sitzen, halten Sie die Wände Ihres Spritzgussteils von der Trennebene fern. Je mehr Verzug Sie haben, desto geringer ist die Wahrscheinlichkeit, dass das Teil bricht.
Eine weitere gute Möglichkeit, um herauszufinden, wo Ihre Teillinien liegen sollten, ist ein Blick auf das Design for Manufacturability (DfM) Ihres Produkts. Er gibt Ihnen nicht nur Aufschluss darüber, wo Ihre Teillinien sein sollten, sondern hilft Ihnen auch, Fehler zu finden und Ihre Teile für die Fertigung zu verbessern. Auf diese Weise können Sie kostengünstigere Wege zur Herstellung Ihrer Teile finden.
Schlussfolgerung
Es ist wichtig, dass Sie bei der Gestaltung Ihrer Spritzgussprodukte an all diese Dinge denken, aber das ist noch nicht alles. Es gibt eine Reihe wichtiger Richtlinien und Regeln für das Spritzgießen, die Sie befolgen müssen, damit Ihr Spritzgießverfahren funktionieren kann.

Deshalb sollten Sie Zetar Mold mit der Durchführung Ihrer Spritzgießprozess. Wir haben eine Reihe von Ingenieuren, die Ihnen bei der Konstruktion und Herstellung Ihrer Teile helfen können. Mit uns können Sie Ihr maßgeschneidertes Produkt oder Design in kürzester Zeit herstellen.
Sprechen Sie noch heute mit unseren Ingenieuren, um die besten Spritzgießdienstleistungen zu erhalten!







