 Zum Inhalt springen
Zum Inhalt springen 

Die Bestimmung der Trennkante ist entscheidend für einen erfolgreichen Formgestaltung1, da sie den Punkt definiert, wo zwei Formhalften während des Spritzgießen2.
Die Trennebene wird in der Regel durch die Konstruktion, den Materialfluss und die leichte Entformbarkeit bestimmt. Sie beeinflusst die Teilequalität und die Komplexität der Form. Idealerweise sollte sie so platziert werden, dass die sichtbaren Nähte minimiert und die Funktionalität verbessert werden.
Wenn Sie wissen, wie Sie die Trennebene effektiv positionieren, können Sie die Qualität der Teile und die Effizienz der Form verbessern. Erfahren Sie, wie Konstruktionsentscheidungen die Platzierung der Trennebene beeinflussen und die Gussergebnisse verbessern.
- Die Trennlinie definiert, wo die Formhälften getrennt werden, und beeinflusst direkt die Teilequalität.
- Die Wahl der Trennlinie muss Produktästhetik, Entformungsfreundlichkeit und Formenherstellbarkeit in Einklang bringen.
- Flache, gekrümmte und zusammengesetzte Trennlinien eignen sich jeweils für unterschiedliche Teilgeometrien.
- Eine korrekte Trennkantenkonstruktion reduziert Grat, vereinfacht die Entnahme und verlängert die Formlebensdauer.
„Die Position der Trennkante beeinflusst signifikant die Teilqualität und Formlebensdauer.“Wahr
Richtig: Die Trennlinie bestimmt die Lage des Gratansatzes, die Ausstoßrichtung und die Qualität der Oberflächengüte.
„Die Trennkante hat keinen Einfluss auf die Formeffizienz.“Falsch
Die Lage und das Design der Trennebene spielen eine Schlüsselrolle für die Effizienz der Formgebung, da sie sowohl die Leichtigkeit des Öffnens der Form als auch die Qualität des fertigen Teils beeinflussen.
Was ist das Konzept einer Trennfläche?
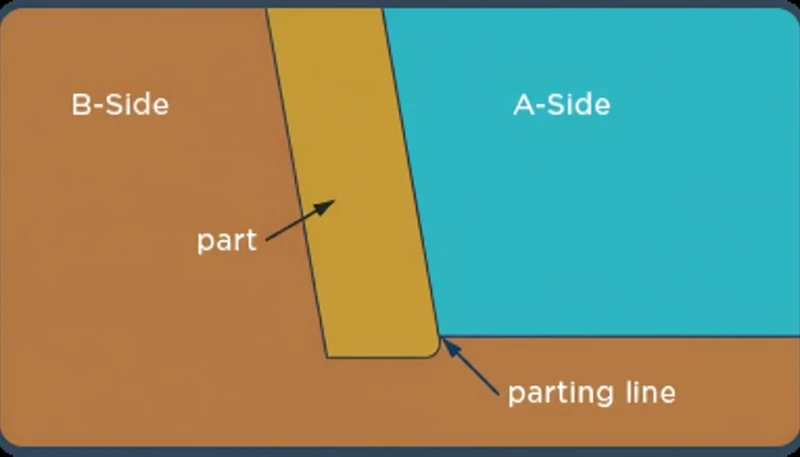
Eine Trennkante ist die Grenzebene, wo die beiden Halften einer Spritzgießform bei jedem Zyklus zusammenkommen, sich trennen und schließen. Sie definiert die Formöffnungsrichtung und bestimmt, wie das Teil freigesetzt wird.
Eine Trennfläche spielt eine entscheidende Rolle beim Spritzgießen, wo sie die Grenze zwischen den beiden Formhälften bildet und eine einfache Trennung der geformten Teile ermöglicht. Die Schließeinheit hält beide Hälften unter hohem Druck zusammen, und die Trennfläche ist eine Schlüssel-Schnittstelle, die bestimmt, wie sich die Form bei jedem Zyklus öffnet und schließt. Das Verständnis dieses Konzepts gewährleistet einen reibungslosen Produktionsablauf und eine gleichbleibende Teilequalität.
Die Trennfläche beim Spritzgießen ist die Linie oder Ebene, an der sich die Formhälften treffen. Sie beeinflusst die Qualität der Trennebene und die Leichtigkeit der Formöffnung. Ein korrektes Design gewährleistet eine effiziente Formtrennung und die Integrität des Teils.
Definition der Trennebene Spritzgießen
Die Formtrennlinie ist der Teil der Form, an dem sich die bewegliche Form (auch beweglicher Teil der Form genannt) und die feste Form (auch fester Teil der Form genannt) berühren. Es ist die Schnittstelle, an der sich die Formhälften öffnen und schließen. Die Trennebene bestimmt die Spritzgießprozess, Aussehen und Größe des Endprodukts.
Die sinnvolle Gestaltung der Trennebene trägt dazu bei, die Produktqualität zu verbessern, den Formenverschleiß zu verringern und die Lebensdauer der Form zu verlängern. Bei einigen Konstruktionen wird eine vertikale Trennebene verwendet, um bestimmten Produktformen oder Formstrukturen gerecht zu werden.
Funktionen der Trennungslinie
Die Trennebene erfüllt mehrere wichtige Funktionen in einer Spritzgussform:
Öffnen und Schließen der Form: Die Trennebene ist die Schnittstelle, an der sich die Form öffnet und schließt, wobei sich die bewegliche Form und die feste Form entlang der Trennebene trennen und verbinden. Die Öffnungsrichtung der Form wird durch diese Schnittstelle definiert.
Produktauswurf: Das geformte Produkt wird durch die Trennebene aus der Form entnommen.
Auslegung der Ansaug- und Entlüftungssysteme: Die Position der Formlinie wirkt sich auf die Konstruktion der Form für das Gießen und Entlüften aus.
Formverarbeitung3 und Fertigung: Eine angemessene Gestaltung der Trennlinie trägt zur Vereinfachung der Formbearbeitung und zu geringeren Herstellungskosten bei.
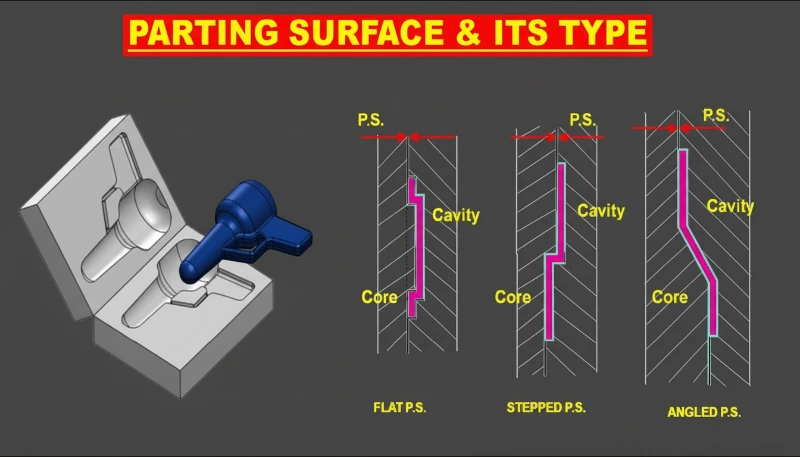
Arten von Trennlinien
Trennlinien können in die folgenden Typen eingeteilt werden:
Flache Trennungslinie: Anwendbar für verschiedene Arten von Produkten, die eher einfach strukturiert sind und eine glatte Oberfläche haben.
Gebogene Trennungslinie: Geeignet, wenn das Produkt komplizierte, detaillierte und im Allgemeinen gekrümmte Oberflächen aufweist.
Komposit-Trennlinie: Bestehend aus mehreren flachen oder gebogenen Flächen, geeignet für Produkte mit komplexen Formen und mehreren Winkeln.
„Die Trennkante ist wesentlich für die Formtrennung.“Wahr
Die Trennfläche sorgt dafür, dass sich die Form reibungslos öffnet und schließt, so dass das Teil leicht entnommen werden kann.
„Trennflächen können überall an einem Teil gestaltet werden.“Falsch
Trennflächen werden sorgfältig auf der Grundlage der Teilegeometrie entworfen, um eine korrekte Ausrichtung der Form zu gewährleisten und Fehler zu minimieren, und nicht einfach willkürlich platziert.
Was sind die Grundprinzipien für die Auswahl einer Trennfläche?
Die Wahl der richtigen Trennfläche ist entscheidend für die Formkonstruktion. Sie beeinflusst die Leichtigkeit der Entformung, die Teilequalität und die gesamte Fertigungseffizienz.
Eine Trennfläche sollte auf der Grundlage der Teilegeometrie, der einfachen Montage und der Minimierung von Hinterschneidungen ausgewählt werden. Die richtige Auswahl sorgt für eine bessere Formfunktion, einen besseren Teileauswurf und einen reibungsloseren Produktionsprozess.
Sicherstellung der Produktqualität
Das Hauptkriterium für die Wahl der Trennebene ist die Qualität des Aussehens und die Maßhaltigkeit des Produkts. Oft beträgt die Wandstärke eines fertigen Teils nur wenige Millimeter oder vielleicht 1/8-Zoll, und eine schlechte Qualität der Trennebene kann sich darauf auswirken, wie gut die Teile zusammengefügt werden.
Die Trennebene sollte von den primären Oberflächen des Produkts ferngehalten werden, um zu vermeiden, dass eine schlechte Qualität der Trennebene das Erscheinungsbild beeinträchtigt. Die Position der Trennebene sollte keine Verformung des Produkts verursachen oder die Maßgenauigkeit beeinträchtigen.
Erleichterung der Entformung
Die Position der Trennlinie muss ein leichtes Entfernen des Produkts ermöglichen, ohne dass hohe Zug- oder Druckkräfte auf das Produkt einwirken, die eine Verformung oder Beschädigung des Produkts verursachen können.
Erleichterung der Verarbeitung von Formen
Bei der Auswahl der Trennebene sollte die Verarbeitung und Herstellung der Form berücksichtigt werden, wobei Positionen gewählt werden sollten, die leicht zu verarbeiten sind und geringere Kosten verursachen. Es ist zu beachten, dass aufwendige Konstruktionen, die auf der Trennebene vorgenommen werden, zu Schwierigkeiten bei der Verarbeitung der Form führen können und auch deren Kosten erhöhen.
Erleichterung der Planung von Anschnitt- und Entlüftungssystemen
Die Lage der Trennlinie sollte in gewisser Weise die Positionierung des Anguss- und Entlüftungssystems unterstützen, um den Fluss des geschmolzenen Kunststoffs in den Formhohlraum zu ermöglichen, ohne Luft einzuschließen, die zu Defekten wie Blasen oder Brandflecken führt.
Erfüllung mechanischer Anforderungen
Die Trennebenen sollten eine ausreichende Festigkeit und Stabilität der Form gewährleisten, um Verformungen oder Schäden durch die Positionierung der Trennebenen zu minimieren.
„Die Wahl der Trennkante beeinflusst die Teilentnahme und Formeffizienz.“Wahr
Die richtige Trennfläche minimiert Hinterschneidungen und sorgt für einen leichteren Ausstoß und eine reibungslosere Funktionalität der Form.
„Trennflächen müssen sich immer in der Mitte des Teils befinden.“Falsch
Während die Mitte oft ideal ist, kann die Trennfläche je nach Geometrie und der Notwendigkeit, komplexe Hinterschneidungen zu vermeiden, variieren.
Welche Faktoren spielen bei der Auswahl einer Trennfläche eine Rolle?
Teilgeometrie, Formstruktur und Entformungsmethode sind die drei Hauptfaktoren, die die Wahl der Trennkante bestimmen. Diese Faktoren interagieren miteinander und müssen gemeinsam während der DFM-Prüfung bewertet werden. Wenn Sie Lieferanten vergleichen, unser injection molding supplier sourcing guide die Angebotsvorbereitung und Qualifikation ab.
Produktstruktur und -form
Die Struktur und Form des Produkts sind die Hauptgrundlage für die Wahl der Trennkante. Ob Sie eine Prototypform oder ein Hochvolumen-Produktionswerkzeug konstruieren, gelten die gleichen Prinzipien. Bei Spritzgießteilen mit komplexer Form müssen verschiedene Aspekte berücksichtigt werden, nämlich Zugwinkel in allen Ebenen, Flachheit der Trennkante und ihre Wirkung auf das Erscheinungsbild.
Lage der Trennungslinie: Die Trennebene ist die Betriebslinie des Produkts, die durch das Vorhandensein der Trennebene entsteht. Bei der Wahl der Trennebene sollte darauf geachtet werden, dass sie nicht an einer Stelle liegt, die die Qualität des Erscheinungsbildes des Produkts stark beeinflusst.
Formgebungsverfahren
Verschiedene Formgebungsverfahren stellen unterschiedliche Anforderungen an die Trennebenen. Beim Spritzgießen beispielsweise muss die Position der Trennebene so gewählt werden, dass sie das Füllen und Abkühlen des geschmolzenen Kunststoffs unterstützt, während beim Druckgießen die Position der Trennebene so gewählt werden muss, dass sie für die Gestaltung der Anschnitt- und Entlüftungssysteme hilfreich ist.
Spritzgießverfahren: Bei der Spritzgusstechnik sollte die Position der Trennlinie die wahrscheinlichste Füllung des geschmolzenen Kunststoffs begünstigen und das Fließen des Kunststoffs nicht behindern, um die Bildung von Merkmalen wie Blasen oder Hohlräumen zu verhindern.
Druckgußverfahren: Beim Druckguss sollte die Position der Trennfuge die Auslegung des Entlüftungssystems erleichtern, damit die Luft im Druckgießerhohlraum effizient abgeführt werden kann, ohne dass es zu Problemen wie Porosität oder Brandflecken kommt.
Struktur der Form
Ein weiterer Aspekt, der die Wahl der Trennebene bestimmt, ist die Struktur der Form. Bei Drei-Platten-Werkzeugen, Etagenwerkzeugen und anderen derartigen Strukturen sollte die Wahl der Trennebene beispielsweise von den Trenn- und Öffnungsmethoden der Form abhängen.
Drei-Platten-Form: Drei-Platten-Formen haben zwei Trennebenen und mehrere Anschnittpunkte, die für die Herstellung komplizierter Produkte geeignet sind. Die Trennebene sollte jedoch im Verhältnis zu den Anschnittpositionen und in Übereinstimmung mit der für das Auswerfen des Produkts verwendeten Methode gewählt werden.
Stapelform: Für die Großserienproduktion sind Etagenwerkzeuge geeignet, wobei die gewählte Trennlinie mit der Struktur und der Form des Produkts übereinstimmen sollte, damit sich alle Schichten gleichzeitig öffnen und das Auswerfen des Produkts erleichtern.
Entformungsmethode
Die Auswahl des Auswerferverfahrens im Formenbau beeinflusst ebenfalls die Richtung der Trennlinie. Beispielsweise muss bei mechanischer, pneumatischer oder hydraulischer Auswerfung die Trennlinie so gewählt werden, dass die notwendige Position des Auswerfers berücksichtigt wird.
Mechanische Entformung: Die mechanische Entformung eignet sich für Produkte mit relativ einfachem Design und kleinen Entwürfen. Die Trennebene sollte so gewählt werden, dass die Einführung der mechanischen Entformung möglich ist.
Pneumatische Entformung: Die pneumatische Entformung ist besonders nützlich bei dünnwandigen, komplex geformten Produkten. Die Trennebene muss an einer Stelle der Form platziert werden, die eine korrekte Positionierung der pneumatischen Entformungsvorrichtungen ermöglicht, damit der Luftstrom leicht auf das Produkt einwirken kann.
Hydraulische Entformung: Die hydraulische Entformung ist für große Produkte und Produkte mit komplexer Struktur geeignet. Die Trennlinie sollte in einer Position gewählt werden, die die Anordnung der hydraulischen Entformungsvorrichtungen erleichtert und sicherstellt, dass die hydraulischen Vorrichtungen reibungslos auf das Produkt einwirken können.
„Die Trennkante ist entscheidend für die Formentnahme.“Wahr
Die Trennfläche hilft beim Trennen der Formhälften, ermöglicht ein reibungsloses Auswerfen des Teils und verhindert Beschädigungen.
„Eine komplexe Teilkonstruktion benötigt eine einzige Trennkante.“Falsch
Komplexe Teile benötigen unter Umständen mehrere Trennflächen, um die ordnungsgemäße Funktion der Form und die Freigabe des Teils zu gewährleisten und so Defekte und Produktionsverzögerungen zu vermeiden.
Was ist die Designmethode für eine Trennfläche?
Das Design einer Trennfläche beim Spritzgießen ist entscheidend für die Teileentnahme, die Formstabilität und die Minimierung von Defekten. Wenn man versteht, wie dieses Merkmal optimiert werden kann, lässt sich der Formgebungsprozess erheblich verbessern.
Bei der Gestaltung der Trennfläche wird die optimale Trennebene für die Werkzeughälften bestimmt, um einen effizienten Teileauswurf und die Ausrichtung der Form zu gewährleisten. Sie sollte Hinterschneidungen minimieren und komplexe Geometrien vermeiden, um die Komplexität der Form und die Kosten zu reduzieren.
Flache Trennungslinie
Die flache Trennebene ist die gängigste Form der Trennebene und eignet sich für Produkte mit einfachen Strukturen und flachen Oberflächen. Bei der Entscheidung für eine flache Trennebene sollte die flache Position des Produkts angemessen gewählt werden, um die Ebenheit und Bearbeitungsgenauigkeit der Trennebene zu erhalten.
Schritte zur Gestaltung einer flachen Trennungslinie:
Bestimmen Sie die Haupterscheinungsfläche des Produkts: Platzieren Sie die Trennkante nicht auf der Haupterscheinungsfläche, um zu verhindern, dass sie die Erscheinungsqualität des Produkts beeinflusst.
Bestimmen Sie die Richtung des Entlastungswinkels: Die Richtung des Entformungswinkels ist entsprechend der Struktur und der Form des Produkts festzulegen, und die Position der Trennfuge sollte so gewählt werden, dass eine leichte Entformung möglich ist.
Optimieren Sie die Position der Trennebene: Bei der Optimierung der Trennebenenposition sollten Faktoren wie die Struktur des Endprodukts, die Eigenschaften des Gießprozesses und der Herstellungsprozess der Spritzgießform berücksichtigt werden, um die beste Trennebenenposition sicherzustellen und gleichzeitig die Qualität des Endprodukts und die Genauigkeit der Formdetails zu gewährleisten.
Beispielsweise wird bei der strukturellen Gestaltung des Spritzgussform Für die Schale elektronischer Produkte sollte die Trennkante flach gewählt werden. Die Mittellinie der Schale wird während der Konstruktion als Trennkante verwendet, um die Flachheit und Oberflächenqualitätsanforderungen der Schalenoberfläche zu erfüllen. Das Anguss- und Entlüftungssystem wird sinnvoll arrangiert, um sicherzustellen, dass das Schmelzmaterial die Formkammer ordentlich und effizient füllt und die Luft entsprechend entlüftet.

Gebogene Trennungslinie
Für Produkte mit komplexen Formen, bei denen eine flache Trennebene die Anforderungen nicht erfüllen kann, kann eine gebogene Trennebene gewählt werden. Die gekrümmte Trennebene sollte mehr Aufmerksamkeit auf die kombinierte Erscheinungsqualität des Produkts und die Schwierigkeit der Entformung richten, um komplexe Kurven zu vermeiden, die die Verarbeitung und Herstellung der Form beeinträchtigen.
Schritte für die Gestaltung einer gekrümmten Trennungslinie:
Analysieren Sie die gekrümmte Struktur des Produkts: Identifizieren Sie die wichtigsten gekrümmten Positionen des Produkts und untersuchen Sie die Form und Krümmung der Kurven genauer.
Bestimmen Sie die Position der gekrümmten Trennungslinie: Wählen Sie eine gekrümmte Position mit relativ geringer Krümmung als Trennlinie, um die Schwierigkeiten bei der Formverarbeitung zu verringern.
Optimieren Sie die Krümmung der Trennungslinie: Passen Sie die Krümmung der gebogenen Trennlinie an, um eine gleichmäßige Entformung und Oberflächenqualität des Produkts zu gewährleisten.
Bei der Konstruktion der Spritzgussform einer Autoscheinwerferabdeckung beispielsweise wurde die Trennlinie gekrümmt, weil die Form einer Abdeckung komplex ist. Bei der Konstruktion der Form wird entsprechend der Qualität des Aussehens und der Schwierigkeit der Entformung der Abdeckung die Randkurve der Abdeckung als Trennebene festgelegt. Die optimale Krümmung der Trennlinie trägt dazu bei, eine reibungslose Entformung des Teils und die Qualität der berührungsfreien Oberfläche des Deckels zu gewährleisten.
Komposit-Trennlinie
Eine Verbundtrennfuge wird in mehreren ebenen oder gekrümmten Ebenen verlegt; dies ist für Produkte mit vielen Stirnwinkeln geeignet. Bei der Wahl der Position der Verbundtrennfuge muss der Entformungswinkel in jeder Richtung und die Ebenheit der Trennfuge berücksichtigt werden, damit die Entformung und das äußere Erscheinungsbild des Produkts perfekt sind.
Schritte zur Gestaltung einer Verbundtrennlinie:
Bestimmen Sie die Positionen der einzelnen Trennlinien: Bestimmen Sie die Position jeder flachen oder bogenförmigen Trennebene entsprechend der Produktstruktur oder -form.
Optimieren Sie die Verbindung jeder Trennungslinie: Passen Sie die Verbindungsmethode jeder Trennlinie an und optimieren Sie sie, um die Ebenheit der Trennlinie zu gewährleisten und die Gleichmäßigkeit der Produktentformung zu verbessern.
Umfassende Berücksichtigung der Qualität des Produktaussehens und der Technologie der Formverarbeitung: Nachdem die Position der Trennebene festgelegt ist, sollten die Qualität des Produkts und die Technologie der Formverarbeitung umfassend berücksichtigt werden, um die Produktqualität und die Genauigkeit der Formverarbeitung zu gewährleisten.
Bei der Konstruktion der Spritzgussform für die Hülle eines Spielzeugautos wird beispielsweise eine zusammengesetzte Trennlinie gewählt. Während der gesamten Konstruktionsphase werden aus ästhetischen Gründen aufgrund der Vielseitigkeit der Spielzeugautoschale mehrere flache und gekrümmte Flächen ausgewählt, die eine mehrfache Trennebene bilden. Auf diese Weise wird eine sinnvolle Anordnung des Entformungswinkels und der Verbindung der Trennebene für eine einfache Entformung und ein gutes Aussehen der Autoschale erreicht.
„Die Gestaltung der Trennfläche ist entscheidend für die Funktionalität der Form.“Wahr
Die richtige Gestaltung der Trennfläche sorgt für einen reibungslosen Auswurf, verhindert Schäden an den Teilen und erhält die Ausrichtung der Form während der Zyklen aufrecht.
„Die Gestaltung der Trennfläche sollte immer perfekt flach sein.“Falsch
Eine perfekt flache Trennfläche ist nicht immer erforderlich; dies hängt von der Konstruktion des Teils und den Anforderungen an das Formteil ab.
Häufig gestellte Fragen
Häufig gestellte Fragen
Was ist eine Trennkante beim Spritzgießen?
Die Trennlinie ist die Naht oder Sichtmarkierung, die entsteht, wo die Kavitätsseite und die Kernseite einer Spritzgussform aufeinandertreffen. In der praktischen Formkonstruktion ist sie nicht nur eine kosmetische Linie; sie definiert die Öffnungsrichtung, den Auswerferweg, das Gratrisiko und die Bearbeitungstrennung für das Werkzeug. Eine gute Trennlinie wird dort platziert, wo die Naht am wenigsten sichtbar ist, wo das Teil sauber freigegeben werden kann und wo die Form ohne unnötige Seitenaktionen oder komplexe Abschaltungen gebaut werden kann.
Wie wählt man den besten Ort für eine Trennlinie?
Um die beste Position der Trennkante zu bestimmen, identifizieren Sie zunächst die primären kosmetischen Oberflächen, die vollständig frei von sichtbaren Nahtlinien oder Gratmarken bleiben müssen. Überprüfen Sie dann, dass die vorgeschlagene Trennkante ein sauberes Auswerfen des Teils ermöglicht, ohne dass Hinterschneidungen die Geometrie gegen die Formwand festhalten. Abschließend bewerten Sie, ob die Komplexität der Formbearbeitung handhabbar bleibt – einfache, flache Trennkanten reduzieren die Werkzeugkosten deutlich. Die optimale Position balanciert immer drei Kernprioritäten: Oberflächenästhetik, Entformungszuverlässigkeit und allgemeine Formfertigungsfähigkeit.
Kann eine Trennlinie gekrümmt sein?
Ja, eine Trennlinie kann gekrümmt sein, wenn das Produkt dreidimensionale Oberflächen aufweist, die nicht sauber mit einer einzigen ebenen Fläche getrennt werden können. Gekrümmte Linien sind häufig bei Gehäusen, Abdeckungen, Griffen und sichtbaren Teilen anzutreffen, bei denen der Schnitt der Kontur des Designs folgen muss. Der Kompromiss besteht darin, dass gekrümmte Abschließflächen eine präzisere CNC-Bearbeitung, eine bessere Formpassung und eine engere Polierkontrolle während der Einrichtphase erfordern. Wenn die Kurve schlecht definiert ist, besteht eine höhere Wahrscheinlichkeit, dass das Werkzeug Grat, Passungsfehler oder schwierige Wartung nach Produktionsbeginn verursacht.
Was passiert, wenn die Trennlinie ungünstig platziert ist?
Eine schlecht platziierte Trennkante erzeugt mehrere teure downstream Fertigungsprobleme. Sichtbarer Grat entsteht auf primären kosmetischen Oberflächen, benötigt sekundäre Trimmoperationen, die Arbeitskosten und Handhabungszeit erhöhen. Die Entnahme wird zunehmend schwieriger, erhöht die Zykluszeit und das Risiko von Teilbeschädigung oder Verzerrung während der Entnahme. Formverschleiß verstärkt sich an stresskonzentrierten Trennkanten, reduziert die gesamte Werkzeuglebensdauer. In schweren Fällen erfordert schlechte Platzierung teure Seitenaktionskerne oder Lifter, die eine korrekt positionierte Trennkante komplett vermieden hätte.
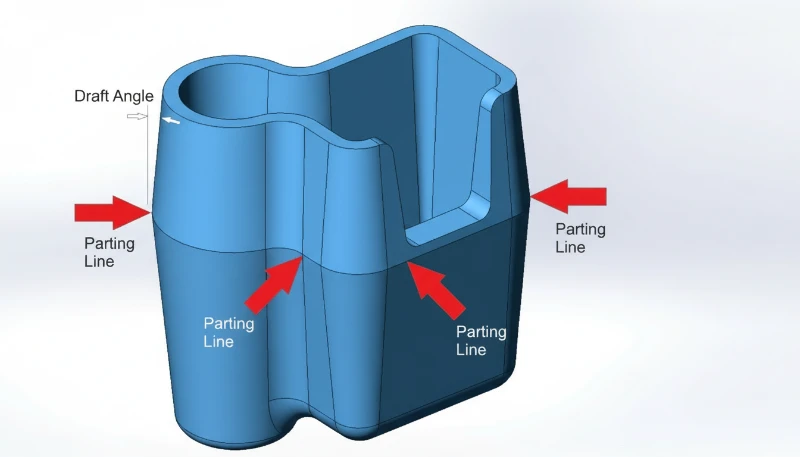
Beeinflusst die Trennlinie die Anforderungen an den Schrägungswinkel?
Ja, die Position der Trennlinie bestimmt direkt, welche Teiloberflächen Schrägen benötigen und in welcher Ausrichtung. Jede Oberfläche, die parallel zur Formöffnungsrichtung verläuft – senkrecht zur Trennebene – muss ausreichend Schräge aufweisen, um während des Ausstoßens sauber freigegeben zu werden. Wenn die Trennlinie verlegt wird, muss möglicherweise auch die Schrägrichtung an umgebenden Oberflächen entsprechend angepasst werden. Eine fehlende Abstimmung zwischen Trennlinienplatzierung und Schrägenanforderungen ist eine häufige Ursache für Auswerfermarkierungen, Oberflächenabrieb und feststeckende Teile in der Form.
Was ist der Unterschied zwischen flachen und zusammengesetzten Trennlinien?
Eine flache Trennkante liegt vollständig auf einer einzigen Ebene und ist die einfachste zu bearbeiten, ideal für einfache Geometrien wie flache Paneele, Kappen und einfache Gehäuse, wo Kosteneffizienz priorisiert wird. Eine zusammengesetzte Trennkante kombiniert hingegen mehrere flache und gekrümmte Segmente, die über mehrere Ebenen verlaufen. Dies ermöglicht der Form, komplexe Features wie Hinterschneidungen, gestufte Oberflächen und multidirektionale Entnahmepfade zu integrieren, benötigt aber deutlich komplexere CNC-Programmierung und erhöht die Werkzeugkosten proportional.
Wie beeinflusst der Formtyp die Wahl der Trennlinie?
Der Formtyp bestimmt Anzahl und Funktion der Trennlinien im Werkzeug. Eine Standard-Zweischalenform hat eine einzige Trennlinie an der Formtrennung, wo das Teil direkt ausgestoßen wird. Eine Dreischalenform führt eine zweite Trennlinie ein, um das Anguss-System automatisch vom geformten Teil zu trennen. Stapelformen, die die Ausgabekapazität durch gleichzeitiges Formen von Teilen auf zwei Ebenen verdoppeln, erfordern sorgfältig ausbalancierte Trennlinien auf jeder Ebene, um sicherzustellen, dass beide Hälften korrekt und synchron ausgestoßen werden.
In unserem Werk prüfen unsere Ingenieure Trennkanten gegen Entformungsrisiko, Gratrisiko und Formanpassungsaufwand vor dem Stahlschneiden. In unserer Erfahrung bei ZetarMold verbinden die stärksten Konstruktionen die Trennkante mit realen Produktionsbeschränkungen über 47 Spritzgießmaschinen, 90T bis 1850T Presskapazität und 8 Senior-Ingenieure, die DFM, Formfertigung und Versuchsfeedback gemeinsam prüfen. Dies verhindert, dass attraktive CAD-Schnitte während des Sampling zu teuren Formkorrekturen werden.
Warum ist die Trennkantenauslegung entscheidend für die Qualität von Spritzgießwerkzeugen?
Die Trennkantenauslegung ist entscheidend, denn eine falsche Platzierung führt zu Gratbildung, verlängert die Taktzeit und erfordert teure Nacharbeit am Werkzeug. Die besten Designs vereinen Ästhetik, Ausstoßung und Werkzeugkosten in einer einzigen Entscheidung.
Bereit, Ihr Spritzgussprojekt zu starten? Kontaktieren Sie das Ingenieurteam von ZetarMold für wettbewerbsfähige Preise, DFM-Feedback und einen Produktionszeitplan – fordern Sie noch heute Ihr kostenloses Angebot an.
-
Formgestaltung: Werkzeugdesign bezeichnet den technischen Prozess der Planung der Struktur, Trennkanten, Angussysteme und Kühlkanäle eines Spritzgießwerkzeugs. ↩
-
Spritzgießen: Spritzgießen ist ein Fertigungsprozess, bei dem geschmolzenes Material in eine Werkzeugform eingespritzt wird, abkühlt und als fertiges Teil ausgestoßen wird. ↩
-
Formverarbeitung: Werkzeugfertigung bezeichnet die Bearbeitung, Montage, Polierung und Validierung, um das Werkzeugdesign in ein funktionierendes Werkzeug umzusetzen. ↩






