 İçeriğe geç
İçeriğe geç 

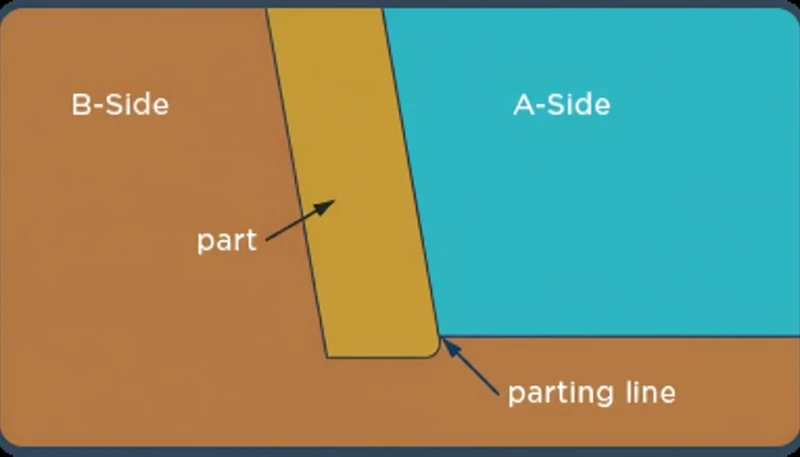
Determining the parting line is critical for successful kalıp tasarımı1, as it defines the point where two mold halves meet and separate during enjeksiyon kalıplama2.
Ayırma çizgisi tipik olarak tasarım, malzeme akışı ve çıkarma kolaylığı ile belirlenir. Parça kalitesini ve kalıp karmaşıklığını etkiler. İdeal olarak, görünür dikişleri en aza indirecek ve işlevselliği artıracak şekilde yerleştirilmelidir.
Ayırma çizgisinin etkili bir şekilde nasıl konumlandırılacağını anlamak, daha iyi parça kalitesi ve kalıp verimliliği sağlar. Tasarım seçimlerinin ayırma çizgisi yerleşimini nasıl etkilediğini ve kalıplama sonuçlarını nasıl iyileştirdiğini öğrenin.
- The parting line defines where mold halves separate and directly impacts part quality.
- Parting line selection must balance product aesthetics, demolding ease, and mold manufacturability.
- Flat, curved, and composite parting lines each suit different part geometries.
- Proper parting surface design reduces flash, simplifies ejection, and extends mold life.
“The parting line position significantly affects part quality and mold longevity.”Doğru
Correct: the parting line determines flash location, ejection direction, and surface finish quality.
“The parting line has no impact on mold efficiency.”Yanlış
Ayırma hattının konumu ve tasarımı, hem kalıp açma kolaylığını hem de nihai parça kalitesini etkilediği için kalıplama verimliliğinde önemli bir rol oynar.
Ayırma Yüzeyi Kavramı Nedir?
A parting surface is the boundary plane where the two halves of an injection mold meet, separate, and close during each cycle. It defines the mold opening direction and determines how the part releases.
A parting surface plays a vital role in injection molding, where it forms the boundary between the mold halves, enabling easy separation of molded parts. The clamping unit holds both halves together under high pressure, and the parting surface is a key interface that determines how the mold opens and closes during each cycle. Understanding this concept ensures smooth production and consistent part quality.
Enjeksiyon kalıplamada ayırma yüzeyi, kalıp yarılarının birleştiği çizgi veya düzlemdir. Ayırma çizgisi kalitesini ve kalıp açma kolaylığını etkiler. Doğru tasarım, verimli kalıp ayırma ve parça bütünlüğü sağlar.
Ayırma Hattı Enjeksiyon Kalıplamanın Tanımı
Kalıp ayırma çizgisi, hareketli kalıp (kalıbın hareketli kısmı olarak da bilinir) ile sabit kalıbın (kalıbın sabit kısmı olarak da bilinir) temas ettiği kalıp kısmıdır. Kalıp yarılarının açılıp kapandığı arayüzdür. Ayırma çizgisi, kalıbın enjeksiyon kalıplama süreci, görünüm ve nihai ürün boyutu.
Ayırma hattının makul tasarımı, ürün kalitesini artırmaya, kalıp aşınmasını önlemeye ve kalıbın hizmet ömrünü uzatmaya yardımcı olur. Bazı tasarımlarda, belirli ürün şekillerine veya kalıp yapılarına uyum sağlamak için dikey bir ayırma çizgisi kullanılır.
Ayırma Çizgisinin İşlevleri
Ayırma çizgisi, bir enjeksiyon kalıbında birkaç önemli işleve hizmet eder:
Kalıp Açma ve Kapama: Ayırma çizgisi, hareketli kalıp ve sabit kalıbın ayırma çizgisi boyunca ayrıldığı ve birleştiği, kalıbın açıldığı ve kapandığı arayüzdür. Kalıp açılma yönü bu arayüz tarafından tanımlanır.
Ürün Fırlatma: Kalıplanan ürün, ayırma çizgisi aracılığıyla kalıptan çıkarılır.
Geçit ve Havalandırma Sistemlerinin Yerleşimi: Kalıp çizgisinin konumu, dökme ve havalandırma için kalıbın tasarımını etkileyecektir.
kalıp işleme3 and Manufacturing: An adequate design of the parting line contributes to the simplification of mold processing and lower manufacturing costs.
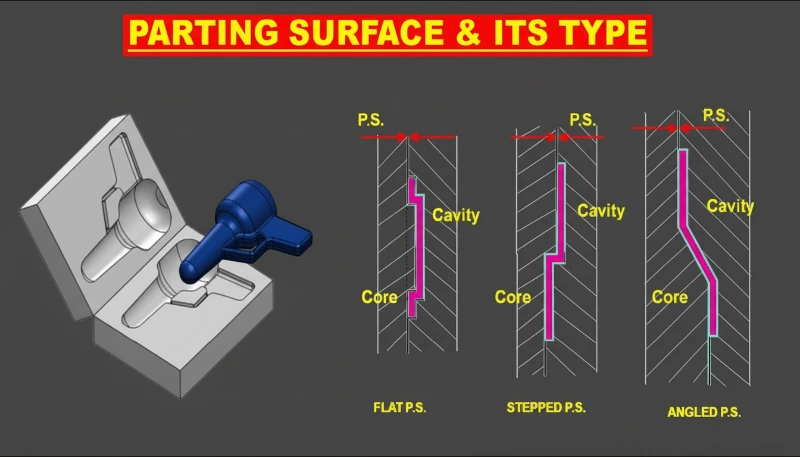
Ayırma Çizgisi Türleri
Ayırma çizgileri aşağıdaki türlerde sınıflandırılabilir:
Düz ayırma çizgisi: Yapısı oldukça basit ve pürüzsüz yüzeye sahip farklı türdeki ürünler için uygulanabilir.
Kavisli Ayrılma Çizgisi: Ürünün karmaşık detaylı ve genellikle kavisli yüzeylere sahip olduğu durumlarda uygundur.
Kompozit Ayırma Hattı: Birden fazla düz veya kavisli yüzeyden oluşur, karmaşık şekillere ve çoklu açılara sahip ürünler için uygundur.
“The parting surface is essential for mold separation.”Doğru
Ayırma yüzeyi, kalıbın sorunsuz bir şekilde açılıp kapanmasını sağlayarak parçanın kolayca çıkarılmasına olanak tanır.
“Parting surfaces can be designed anywhere on a part.”Yanlış
Ayırma yüzeyleri, uygun kalıp hizalamasını sağlamak ve kusurları en aza indirmek için parça geometrisine göre dikkatlice tasarlanır, rastgele yerleştirilmez.
Ayırma Yüzeyi Seçiminde Temel İlkeler Nelerdir?
Selecting the right parting surface is crucial for mold design. It impacts the ease of mold release, part quality, and overall manufacturing efficiency.
Bir ayırma yüzeyi parça geometrisine, montaj kolaylığına ve alt kesimleri en aza indirmeye dayalı olarak seçilmelidir. Doğru seçim daha iyi kalıp işlevi, parça çıkarma ve daha sorunsuz bir üretim süreci sağlar.
Ürün Kalitesinin Sağlanması
Ayırma hattı seçiminde ana kriter, ürünün görünüm kalitesi ve boyutsal doğruluğudur. Çoğu zaman bitmiş bir parçanın et kalınlığı sadece birkaç milimetre veya belki 1/8 inçtir ve düşük ayırma hattı kalitesi parçaların birlikte ne kadar iyi oluşturulduğunu etkileyebilir.
Düşük ayırma çizgisi kalitesinin görünümü etkilemesini önlemek için ayırma çizgisi ürünün birincil görünüm yüzeylerinden uzak tutulmalıdır. Ayırma çizgisinin konumu, ürün deformasyonuna neden olmaktan veya boyutsal doğruluğu etkilemekten kaçınmalıdır.
Facilitating Demolding
Ayırma çizgisinin konumu, ürün üzerinde deformasyona veya ürünün hasar görmesine neden olabilecek yüksek gerilme veya basınç kuvvetleri uygulanmadan ürünün kolayca çıkarılmasına izin vermelidir.
Kalıp İşlemenin Kolaylaştırılması
Ayırma hattının seçiminde kalıbın işlenmesi ve imalatı dikkate alınmalı, işlenmesi kolay ve daha düşük maliyetli pozisyonlar tercih edilmelidir. Ayırma hattında yapılan ayrıntılı tasarımların kalıbın işlenmesinde zorluklara neden olabileceği ve ayrıca maliyetine katkıda bulunabileceği belirtilebilir.
Geçit ve Havalandırma Sistemi Tasarımının Kolaylaştırılması
The location of parting line should in some ways help in the positioning of the gating and venting system, to enable the flow of the molten plastic to the mold cavity without bringing in air which leads to defect like bubblesor burn marks.
Mekanik Gereksinimlerin Karşılanması
Ayırma çizgisi konumları, ayırma çizgisi konumlandırmasından kaynaklanan deformasyon veya hasarları en aza indirmek için operasyonda kullanılan kalıbın yeterli mukavemetini ve sağlamlığını sağlamalıdır.
“Parting surface selection impacts part ejection and mold efficiency.”Doğru
Doğru ayırma yüzeyi, alt kesimleri en aza indirerek daha kolay çıkarma ve daha düzgün kalıp işlevselliği sağlar.
“Parting surfaces always need to be at the center of the part.”Yanlış
Merkez genellikle ideal olsa da, ayırma yüzeyi geometriye ve karmaşık alt kesimlerden kaçınma ihtiyacına bağlı olarak değişebilir.
Ayırma Yüzeyi Seçiminde Etkili Olan Faktörler Nelerdir?
Part geometry, mold structure, and demolding method are the three primary factors that determine parting surface selection. These factors interact with each other and must be evaluated together during DFM review. If you are comparing vendors, our injection molding supplier sourcing guide covers RFQ prep and qualification.
Ürün Yapısı ve Şekli
The structure and shape of the product are the main basis for selecting the parting line. Whether you are designing a prototype mold or a high-volume production tool, the same principles apply. In the case of injection molded parts with a complicated shape, various aspects must be taken into account, namely draft angles in all planes, flatness of the parting line, and its effect on appearance.
Ayrılma Hattı Konumu: Ayırma çizgisi, ayırma çizgisinin varlığı nedeniyle oluşan ürünün operasyonel çizgisidir. Ayırma çizgisi seçilirken, ürünün görünüm kalitesini ciddi şekilde etkileyecek bir yerde bulunmamalıdır.
Kalıplama Süreci
Farklı kalıplama süreçlerinin ayırma çizgileri için farklı gereksinimleri vardır. Örneğin, enjeksiyon kalıplama uygulanırken, ayırma çizgisi konumu erimiş plastiğin doldurulmasına ve soğutulmasına yardımcı olacak şekilde seçilmelidir, diğer yandan basınçlı döküm, yolluk ve havalandırma sistemlerinin tasarlanmasına yardımcı olacak ayırma çizgisi konumu gerektirir.
Enjeksiyon Kalıplama Süreci: Enjeksiyon kalıplama tekniği söz konusu olduğunda, ayırma çizgisinin konumu erimiş plastiğin daha fazla dolmasını desteklemeli ve bu durum plastiğin akışını engellememeli, dolayısıyla kabarcıklar veya boşluklar gibi özelliklerin oluşmasını önlemelidir.
Basınçlı Döküm İşlemi: Basınçlı dökümde, ayırma çizgisinin konumu havalandırma sisteminin düzenini kolaylaştırmalıdır, böylece kalıp ürün boşluğu içindeki hava gözeneklilik veya yanık izleri sorunlarına neden olmadan verimli bir şekilde dışarı atılabilir.
Kalıp Yapısı
Ayırma düzleminin seçimini belirleyen bir diğer husus da kalıbın yapısıdır. Örneğin, üç plakalı kalıplar, yığın kalıplar ve diğer bu tür yapılar söz konusu olduğunda, ayırma çizgisinin seçimi kalıbın ayırma ve açma yöntemlerine bağlı olmalıdır.
Üç Plakalı Kalıp: Üç plakalı kalıplar, karmaşık ürünler üretirken uygun olan birden fazla yolluk noktasına sahipken iki ayırma çizgisine sahiptir. Ancak ayırma çizgisi, yolluk pozisyonlarına ve ürünün fırlatılmasında kullanılan yönteme uygun olarak seçilmelidir.
Yığın Kalıp: Yüksek hacimli üretim için yığın kalıplar uygundur, seçilen ayırma hattı ürünün yapısı ve şekli ile örtüşmelidir, böylece tüm katmanlar aynı anda açılır ve ürünün çıkarılmasını kolaylaştırır.
Kalıptan Çıkarma Yöntemi
From the selection of the ejection method in mold design, it will impact the parting line direction as well. For instance, if mechanical, pneumatic, hydraulic ejection is needed the parting line must be selected so as to accommodate the necessary position of the ejection device.
Mekanik Kalıptan Çıkarma: Mekanik kalıptan çıkarma nispeten basit tasarımlara ve küçük taslaklara sahip ürünler için uygundur. Ayırma hattı, mekanik kalıptan çıkarma ekipmanının kullanılmasına izin verecek bir konumda seçilmelidir.
Pnömatik Kalıptan Çıkarma: Pnömatik kalıptan çıkarma özellikle ince duvarlı, karmaşık şekilli ürünlerde kullanışlıdır. Ayırma hattı, hava akışının ürün üzerinde kolayca çalışabilmesi için kalıbın pnömatik kalıptan çıkarma aletlerinin uygun şekilde konumlandırılmasına izin verecek bir konuma yerleştirilmelidir.
Hidrolik Kalıptan Çıkarma: Hidrolik kalıptan çıkarma, büyük boyutlu ve karmaşık yapıya sahip ürünler için uygulanabilir. Ayırma hattı, hidrolik kalıptan çıkarma cihazlarının düzenlenmesini kolaylaştıracak ve hidrolik cihazların ürün üzerinde sorunsuz bir şekilde hareket edebilmesini sağlayacak bir konumda seçilmelidir.
“The parting surface is crucial for mold ejection.”Doğru
Ayırma yüzeyi, kalıp yarılarının ayrılmasına yardımcı olarak parçanın düzgün bir şekilde dışarı atılmasını sağlar ve hasarı önler.
“A complex part design requires a single parting surface.”Yanlış
Karmaşık parçalar, düzgün kalıp işlevi ve parça salınımı sağlamak, kusurları ve üretim gecikmelerini önlemek için birden fazla ayırma yüzeyine ihtiyaç duyabilir.
Ayırma Yüzeyi için Tasarım Yöntemi Nedir?
Enjeksiyon kalıplamada ayırma yüzeyinin tasarımı, parça serbest bırakma, kalıp stabilitesi ve hataların en aza indirilmesi için çok önemlidir. Bu özelliğin nasıl optimize edileceğini anlamak kalıplama sürecini önemli ölçüde iyileştirebilir.
Ayırma yüzeyi tasarımı, kalıp yarımları için en uygun ayırma düzleminin belirlenmesini, verimli parça çıkarma ve kalıp hizalamasının sağlanmasını içerir. Kalıp karmaşıklığını ve maliyetini azaltmak için alt kesimleri en aza indirmeli ve karmaşık geometrilerden kaçınmalıdır.
Düz Ayırma Hattı
Düz ayırma hattı en yaygın ayırma hattı tasarımıdır, basit yapılara ve düz yüzeylere sahip ürünler için uygundur. Düz ayırma çizgisine karar verirken, ayırma çizgisinin düzlüğünü ve işleme hassasiyetini elde etmek için ürünün düz konumu uygun şekilde seçilmelidir.
Düz Bir Ayırma Çizgisi Tasarlama Adımları:
Ürünün Ana Görünüm Yüzeyini Belirleyin: Avoid placing the parting line on the main appearance surface to prevent it from affecting the product’s appearance quality.
Çekim Açısının Yönünü Belirleyin: Ürünün yapısına ve şekline göre çekim açısının yönüne karar verin ve ayırma çizgisinin konumu kolay kalıptan çıkarmaya izin verecek şekilde seçilmelidir.
Ayırma Çizgisi Konumunu Optimize Edin: Ayırma çizgisi konumunu optimize ederken, nihai ürün kalitesi ve kalıp detay doğruluğunu sağlarken en iyi ayırma çizgisi konumunu sağlamak için nihai ürünün yapısı, kalıplama işlemi özellikleri ve enjeksiyon kalıbı üretim süreci gibi faktörler göz önünde bulundurulmalıdır.
For example, in the structural design of the enjeksiyon kalıbı for the shell of electronic products, the parting surface should be selected to be flat. The midplane of the shell is used as the parting surface during design to meet the flatness and appearance quality requirements of the shell surface. The pouring and exhaust system is reasonably arranged to ensure that the melt fills the mold cavity in an orderly and efficient manner and exhausts the air appropriately.

Kavisli Ayırma Çizgisi
Düz bir ayırma çizgisinin gereksinimleri karşılayamadığı karmaşık şekillere sahip ürünler için kavisli bir ayırma çizgisi seçilebilir. Kavisli ayırma çizgisi, ürünün birleşik görünüm kalitesine ve kalıptan çıkarma zorluğuna daha fazla dikkat etmeli, kalıp işlemeyi ve üretimi etkileyen karmaşık eğrilerden kaçınmalıdır.
Kavisli Ayrım Çizgisi Tasarlama Adımları:
Analyze the Product’s Curved Structure: Identify the key curved positions of the product and examine the shape and curvature of the curves in greater detail.
Kavisli Ayırma Çizgisinin Konumunu Belirleyin: Kalıp işleme zorluğunu azaltmak için ayırma çizgisi olarak nispeten küçük eğriliğe sahip kavisli bir konum seçin.
Ayırma Çizgisinin Eğriliğini Optimize Edin: Ürünün düzgün kalıptan çıkarılmasını ve yüzey kalitesini sağlamak için kavisli ayırma çizgisinin eğriliğini ayarlayın.
Örneğin, bir otomobil far kapağının enjeksiyon kalıbının tasarımı sırasında, bir kapağın şekli karmaşık olduğu için ayırma çizgisi kavisliydi. Kalıp tasarım sürecinde, kapağa ilişkin görünüm kalitesi ve kalıptan çıkarma zorluğuna göre, kapağın kenar eğrisi ayırma çizgisi olarak belirlenir. Böylece, ayırma çizgisinin optimum eğriliğinin elde edilmesi, parçanın düzgün bir şekilde kalıptan çıkarılmasını ve kapağın temassız yüzeyinin kalitesini garanti etmeye yardımcı olur.
Kompozit Ayırma Hattı
Kompozit ayırma çizgisi birkaç düz veya kavisli düzlemde döşenir; bu, birçok yüz açısına sahip ürünler için uygundur. Kompozit ayırma çizgisinin yerini seçerken, kalıptan çıkarma ve ürünün dış görünümünün mükemmel olması için her yönün bir çekim açısını ve ayırma çizgisinin düzlüğünü dikkate almak gerekir.
Kompozit Ayırma Çizgisi Tasarlama Adımları:
Her Ayrım Çizgisinin Konumlarını Belirleyin: Ürün yapısına veya şekline göre her bir düz ayırma çizgisinin veya yay ayırma çizgisinin konumunu belirleyin.
Her Bir Ayrım Hattının Bağlantısını Optimize Edin: Ayırma hattının düzlüğünü sağlamak ve ürün kalıptan çıkarma işleminin düzgünlüğünü artırmak için her bir ayırma hattının bağlantı yöntemini ayarlayın ve optimize edin.
Ürün Görünüm Kalitesini ve Kalıp İşleme Teknolojisini Kapsamlı Bir Şekilde Değerlendirin: Kompozit ayırma hattının konumu belirlendikten sonra, ürün kalitesini ve kalıp işleme doğruluğunu sağlamak için ürün görünüm kalitesi ve kalıp işleme teknolojisi kapsamlı bir şekilde değerlendirilmelidir.
Örneğin, oyuncak araba kabuğu için enjeksiyon kalıbı tasarımında Kompozit ayırma hattı seçilir. Tasarım aşamasında estetik kaygılar göz önünde bulundurularak, oyuncak araba kabuğunun çok açılı yapısı nedeniyle, çoklu bir ayırma hattı oluşturan birkaç düz ve kavisli yüzey seçilir. Böylece, kolay kalıptan çıkarma ve araba kabuğunun görünüm kalitesi için taslak açısının ve ayırma hattının bağlantısının makul bir şekilde düzenlenmesi mümkün hale getirilmiştir.
“Parting surface design is crucial for mold functionality.”Doğru
Uygun ayırma yüzeyi tasarımı, düzgün fırlatma sağlar, parçaların hasar görmesini önler ve çevrimler sırasında kalıp hizalamasını korur.
“Parting surface design should always be perfectly flat.”Yanlış
Mükemmel düzlükte bir ayırma yüzeyi her zaman gerekli değildir; bu parça tasarımına ve kalıplama gereksinimlerine bağlıdır.
Sıkça Sorulan Sorular
Sıkça Sorulan Sorular
What is a parting line in injection molding?
The parting line is the seam or witness mark created where the cavity side and core side of an injection mold meet. In practical mold design, it is not only a cosmetic line; it defines the opening direction, the ejection path, the flash risk, and the machining split for the tool. A good parting line is placed where the seam is least visible, where the part can release cleanly, and where the mold can be built without unnecessary side actions or complex shutoffs.
How do you choose the best location for a parting line?
To choose the best parting line location, first identify the primary cosmetic surfaces that must remain completely free of visible seam lines or flash marks. Then verify that the proposed line allows the part to eject cleanly without undercuts trapping the geometry against the mold wall. Finally, evaluate whether the mold machining complexity remains manageable — simpler flat parting lines reduce tooling cost significantly. The optimal location always balances three core priorities: surface aesthetics, demolding reliability, and overall mold manufacturability.
Can a parting line be curved?
Yes, a parting line can be curved when the product has three-dimensional surfaces that cannot be separated cleanly with one flat plane. Curved lines are common on housings, covers, handles, and appearance parts where the split must follow the contour of the design. The tradeoff is that curved shutoff surfaces require more accurate CNC machining, better mold fitting, and tighter polishing control during tryout. If the curve is poorly defined, the tool is more likely to create flash, mismatch, or difficult maintenance after production starts.
What happens if the parting line is poorly placed?
A poorly placed parting line creates several expensive downstream manufacturing problems. Visible flash appears on primary cosmetic surfaces, requiring secondary trimming operations that add labor cost and handling time. Demolding becomes increasingly difficult, raising cycle time and the risk of part damage or distortion during ejection. Mold wear accelerates at stress-concentrated split surfaces, reducing overall tool life. In severe cases, poor placement forces the addition of costly side-action cores or lifters that a properly positioned parting line would have avoided entirely.
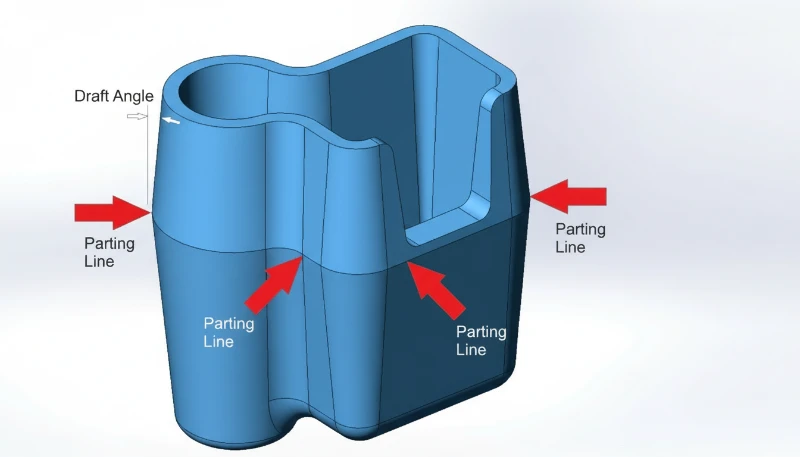
Does parting line affect draft angle requirements?
Yes, the parting line position directly determines which part surfaces require draft angles and in what orientation. Any surface that runs parallel to the mold opening direction — perpendicular to the parting plane — must have sufficient draft to release cleanly during ejection. When the parting line is relocated, the draft direction on surrounding surfaces may also need to change accordingly. Failing to coordinate parting line placement with draft requirements is a common root cause of ejection marks, surface scuffing, and parts sticking in the mold.
What is the difference between flat and composite parting lines?
A flat parting line lies entirely on a single plane and is the simplest to machine, making it ideal for straightforward geometries like flat panels, caps, and basic housings where cost efficiency is a priority. A composite parting line, by contrast, combines multiple flat and curved segments that transition across several planes. This allows the mold to accommodate complex features such as undercuts, stepped surfaces, and multi-directional ejection paths, but requires significantly more sophisticated CNC programming and increases tooling cost proportionally.
How does mold type affect parting line selection?
Mold type determines the number and function of parting lines within the tool. A standard two-plate mold has a single parting line at the mold split where the part is directly ejected. A three-plate mold introduces a second parting line to allow the runner system to separate automatically from the molded part. Stack molds, which double output capacity by molding parts at two levels simultaneously, require carefully balanced parting lines at each level to ensure that both halves eject correctly and in proper synchronization.
In our factory, our engineers review parting surfaces against demolding risk, flash risk, and mold fitting workload before steel cutting. In our experience at ZetarMold, the strongest designs connect the parting line to real production constraints across 47 injection molding machines, 90T to 1850T press capacity, and 8 senior engineers who review DFM, mold manufacturing, and trial feedback together. This prevents attractive CAD splits from becoming expensive mold corrections during sampling.
Enjeksiyon Kalıp Kalitesi için Ayırma Hattı Tasarımı Neden Kritiktir?
Ayırma hattı tasarımı kritiktir çünkü tek bir yerleştirme hatası taşma oluşturur, döngü süresini yavaşlatır ve pahalı kalıp yeniden çalışmasına zorlar. En iyi tasarımlar, estetik, çıkarma ve takım maliyetini tek bir kararda dengeler.
Enjeksiyon kalıp projenizi başlatmaya hazır mısınız? ZetarMold’un mühendislik ekibiyle rekabetçi fiyatlar, DFM geri bildirimi ve bir üretim zaman çizelgesi için iletişime geçin — ücretsiz teklifinizi bugün talep edin.
-
kalıp tasarımı: Kalıp tasarımı, bir enjeksiyon kalıbının yapısını, ayırma yüzeylerini, besleme sistemlerini ve soğutma kanallarını planlama mühendislik sürecini ifade eder. ↩
-
enjeksiyon kalıplama: Enjeksiyon kalıplama, erimiş malzemenin bir kalıp boşluğuna enjekte edildiği, soğutulduğu ve bitmiş bir parça olarak çıkarıldığı bir imalat sürecidir. ↩
-
kalıp işleme: Kalıp işleme, kalıp tasarımını çalışan bir araca dönüştürmek için kullanılan işleme, montaj, parlatma ve doğrulama çalışmalarını ifade eder. ↩







