 Vai al contenuto
Vai al contenuto 

Determinare la linea di separazione è critico per il successo progettazione di stampi1, poiché definisce il punto in cui le due metà dello stampo si incontrano e separano durante stampaggio a iniezione2.
La linea di separazione è tipicamente determinata dalla progettazione, dal flusso di materiale e dalla facilità di rimozione. Influisce sulla qualità del pezzo e sulla complessità dello stampo. Idealmente, dovrebbe essere posizionata in modo da ridurre al minimo le cuciture visibili e migliorare la funzionalità.
Capire come posizionare efficacemente la linea di divisione garantisce una migliore qualità del pezzo e una maggiore efficienza dello stampo. Scoprite come le scelte progettuali influenzano il posizionamento della linea di divisione e migliorano i risultati dello stampaggio.
- Lo sformaggio si riferisce al rilascio controllato di una parte stampata dalla cavità e dal nucleo dopo il raffreddamento.
- Parting line selection must balance product aesthetics, demolding ease, and mold manufacturability.
- Flat, curved, and composite parting lines each suit different part geometries.
- Proper parting surface design reduces flash, simplifies ejection, and extends mold life.
“The parting line position significantly affects part quality and mold longevity.”Vero
Correct: the parting line determines flash location, ejection direction, and surface finish quality.
“The parting line has no impact on mold efficiency.”Falso
La posizione e il design della linea di separazione giocano un ruolo fondamentale nell'efficienza dello stampaggio, in quanto influenzano sia la facilità di apertura dello stampo che la qualità del pezzo finale.
Qual è il concetto di superficie di separazione?
Una superficie di separazione è il piano di confine in cui le due metà di uno stampo a iniezione si incontrano, separano e chiudono durante ogni ciclo. Definisce la direzione di apertura dello stampo e determina come il pezzo si rilascia.
Una superficie di separazione svolge un ruolo vitale nello stampaggio a iniezione, dove forma il confine tra le due metà dello stampo, consentendo una facile separazione delle parti stampate. L'unità di chiusura mantiene entrambe le metà insieme sotto alta pressione, e la superficie di separazione è un'interfaccia chiave che determina come lo stampo si apre e si chiude durante ogni ciclo. Comprendere questo concetto garantisce una produzione fluida e una qualità costante delle parti.
La superficie di separazione nello stampaggio a iniezione è la linea o il piano in cui le metà dello stampo si incontrano. Influisce sulla qualità della linea di separazione e sulla facilità di apertura dello stampo. Una progettazione corretta garantisce un rilascio efficiente dello stampo e l'integrità del pezzo.
Definizione della linea di separazione Stampaggio ad iniezione
La linea di separazione dello stampo è la parte dello stampo in cui lo stampo mobile (noto anche come parte mobile dello stampo) e lo stampo fisso (noto anche come parte fissa dello stampo) entrano in contatto. È l'interfaccia in cui le metà dello stampo si aprono e si chiudono. La linea di demarcazione determina la processo di stampaggio a iniezione, l'aspetto e le dimensioni del prodotto finale.
Un design ragionevole della linea di separazione contribuisce a migliorare la qualità del prodotto, a prevenire l'usura dello stampo e a prolungarne la durata. In alcuni progetti, si utilizza una linea di separazione verticale per adattarsi a forme specifiche del prodotto o a strutture dello stampo.
Funzioni della linea di separazione
La linea di divisione svolge diverse funzioni importanti in uno stampo a iniezione:
Apertura e chiusura dello stampo: La linea di separazione è l'interfaccia in cui lo stampo si apre e si chiude; lo stampo mobile e lo stampo fisso si separano e si uniscono lungo la linea di separazione. La direzione di apertura dello stampo è definita da questa interfaccia.
Espulsione del prodotto: Il prodotto stampato viene estratto dallo stampo attraverso la linea di separazione.
Layout dei sistemi di chiusura e ventilazione: La posizione della linea dello stampo influisce sulla progettazione dello stampo per il versamento e lo sfiato.
lavorazione degli stampi3 and Manufacturing: Un adeguato progetto della linea di separazione contribuisce a semplificare la lavorazione dello stampo e ridurre i costi di produzione.
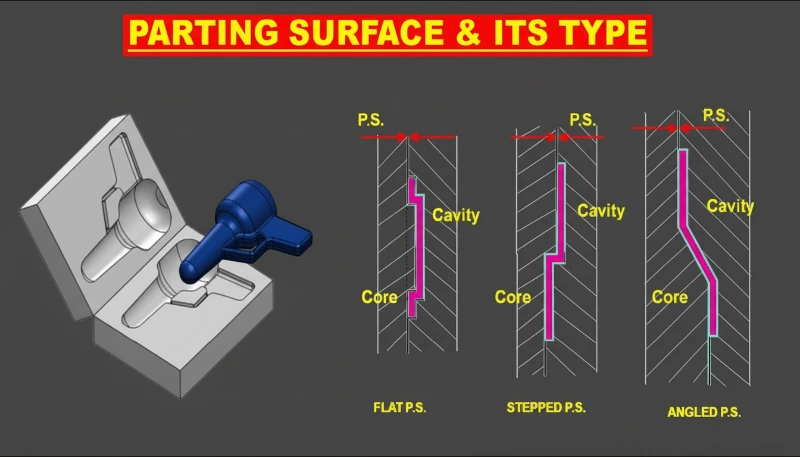
Tipi di linee di separazione
Le linee di separazione possono essere classificate nei seguenti tipi:
Linea di demarcazione piatta: Applicabile a diversi tipi di prodotti dalla struttura piuttosto semplice e dalla superficie liscia.
Linea di demarcazione curva: Adatta quando il prodotto presenta superfici complesse e dettagliate e generalmente curve.
Linea di separazione composita: Composto da più superfici piane o curve, è adatto a prodotti con forme complesse e angoli multipli.
“The parting surface is essential for mold separation.”Vero
La superficie di separazione assicura che lo stampo si apra e si chiuda senza problemi, consentendo una facile rimozione del pezzo.
“Parting surfaces can be designed anywhere on a part.”Falso
Le superfici di separazione sono progettate con cura in base alla geometria del pezzo, per garantire il corretto allineamento dello stampo e ridurre al minimo i difetti, e non sono semplicemente posizionate in modo arbitrario.
Quali sono i principi di base per la scelta di una superficie di troncatura?
Selezionare la giusta superficie di separazione è cruciale per la progettazione dello stampo. Influisce sulla facilità di estrazione dello stampo, sulla qualità della parte e sull'efficienza complessiva della produzione.
La superficie di separazione deve essere scelta in base alla geometria del pezzo, alla facilità di assemblaggio e alla riduzione al minimo dei sottosquadri. Una scelta corretta garantisce un migliore funzionamento dello stampo, l'espulsione dei pezzi e un processo di produzione più fluido.
Garantire la qualità del prodotto
Il criterio principale per la scelta della linea di taglio è la qualità estetica e la precisione dimensionale del prodotto. Spesso lo spessore della parete di un pezzo finito è di pochi millimetri o forse di 1/8 di pollice, e una scarsa qualità della linea di troncatura può influire sulla qualità dell'assemblaggio dei pezzi.
La linea di giunzione deve essere lontana dalle superfici primarie del prodotto per evitare che la scarsa qualità della linea di giunzione influisca sull'aspetto estetico. La posizione della linea di divisione deve evitare di causare deformazioni del prodotto o di comprometterne la precisione dimensionale.
Facilitare lo sformo
La posizione della linea di separazione deve consentire una facile rimozione del prodotto senza applicare al prodotto forze di trazione o compressione elevate che possano causare deformazioni o danni al prodotto.
Facilitare la lavorazione degli stampi
La scelta della linea di divisione deve tenere conto della lavorazione e della produzione dello stampo, optando per posizioni facili da lavorare e con costi inferiori. Si può notare che disegni elaborati realizzati sulla linea di divisione possono causare difficoltà nella lavorazione dello stampo e aumentarne il costo.
Facilitare la progettazione dei sistemi di ventilazione e di chiusura
The location of parting line should in some ways help in the positioning of the gating and venting system, to enable the flow of the molten plastic to the mold cavity without bringing in air which leads to defect like bubblesor burn marks.
Soddisfare i requisiti meccanici
Le posizioni delle linee di separazione devono garantire un'adeguata resistenza e robustezza dello stampo utilizzato in funzione, in modo da ridurre al minimo le deformazioni o i danni causati dal posizionamento delle linee di separazione.
“Parting surface selection impacts part ejection and mold efficiency.”Vero
La giusta superficie di troncatura riduce al minimo i sottosquadri, assicurando un'espulsione più facile e una funzionalità più fluida dello stampo.
“Parting surfaces always need to be at the center of the part.”Falso
Mentre il centro è spesso ideale, la superficie di troncatura può variare a seconda della geometria e della necessità di evitare sottosquadri complessi.
Quali sono i fattori che influenzano la scelta di una superficie di troncatura?
Geometria del pezzo, struttura dello stampo e metodo di sformo sono i tre fattori primari che determinano la selezione della superficie di separazione. Questi fattori interagiscono tra loro e devono essere valutati insieme durante la revisione DFM. Se stai confrontando fornitori, il nostro injection molding supplier sourcing guide copre la preparazione e qualificazione della RFQ.
Struttura e forma del prodotto
La struttura e la forma del prodotto sono la base principale per la selezione della linea di separazione. Che si tratti di progettare uno stampo per prototipi o uno strumento per la produzione di grandi volumi, si applicano gli stessi principi. Nel caso di parti stampate a iniezione con una forma complessa, devono essere presi in considerazione vari aspetti, ovvero gli angoli di sformo in tutti i piani, la planarità della linea di separazione e il suo effetto sull'aspetto.
Posizione della linea di separazione: La linea di separazione è la linea operativa del prodotto che si forma a causa dell'esistenza della linea di separazione. Quando si sceglie la linea di divisione, questa non deve essere situata in un punto che possa influenzare pesantemente la qualità estetica del prodotto.
Processo di stampaggio
I diversi processi di stampaggio hanno requisiti diversi per le linee di divisione. Ad esempio, nello stampaggio a iniezione, la posizione della linea di divisione deve essere scelta in modo da favorire il riempimento e il raffreddamento della plastica fusa, mentre la pressofusione richiede una posizione della linea di divisione che sia utile per la progettazione dei sistemi di chiusura e sfiato.
Processo di stampaggio a iniezione: Nel caso della tecnica di stampaggio a iniezione, la posizione della linea di separazione deve favorire il più probabile riempimento della plastica fusa e non deve ostacolare il flusso della plastica, evitando così la formazione di caratteristiche come bolle o vuoti.
Processo di pressofusione: Nella pressofusione, la posizione della linea di separazione deve facilitare la disposizione del sistema di sfiato, in modo che l'aria all'interno della cavità dello stampo possa essere espulsa in modo efficiente senza causare problemi di porosità o bruciature.
Struttura dello stampo
Un altro aspetto che determina la scelta del piano di divisione è la struttura dello stampo. Ad esempio, nel caso di stampi a tre piastre, stampi a pila e altre strutture di questo tipo, la selezione della linea di divisione deve dipendere dai metodi di divisione e di apertura dello stampo.
Stampo a tre piastre: Gli stampi a tre piastre hanno due linee di divisione e più punti di chiusura, adatti alla produzione di prodotti complessi. La linea di divisione deve comunque essere scelta in relazione alle posizioni di chiusura e in base al metodo utilizzato per l'espulsione del prodotto.
Stampo a pila: Per la produzione di grandi volumi, sono adatti gli stampi a pila; la linea di divisione selezionata deve coincidere con la struttura e la forma del prodotto, in modo che tutti gli strati si aprano contemporaneamente e facilitino l'espulsione del prodotto.
Metodo di sformatura
Dalla selezione del metodo di espulsione nella progettazione dello stampo, influenzerà anche la direzione della linea di separazione. Ad esempio, se è necessaria espulsione meccanica, pneumatica o idraulica, la linea di separazione deve essere scelta per accogliere la posizione necessaria del dispositivo di espulsione.
Demolding meccanico: Lo stampaggio meccanico è adatto a prodotti con design relativamente semplici e piccole bozze. La linea di separazione deve essere scelta in una posizione che consenta l'introduzione di attrezzature per lo stampaggio meccanico.
Demolding pneumatico: Lo stampaggio pneumatico è particolarmente utile per i prodotti a parete sottile e di forma complessa. La linea di demarcazione deve essere collocata in una posizione dello stampo che consenta di posizionare correttamente i dispositivi per lo stampaggio pneumatico, in modo che il flusso d'aria possa agire facilmente sull'articolo.
Stampaggio idraulico: Lo stampaggio idraulico è applicabile per prodotti di grandi dimensioni e dalla struttura complessa. La linea di separazione deve essere scelta in una posizione che faciliti la disposizione dei dispositivi di stampaggio idraulico, assicurando che i dispositivi idraulici possano agire agevolmente sul prodotto.
“The parting surface is crucial for mold ejection.”Vero
La superficie di separazione aiuta a separare le metà dello stampo, consentendo un'espulsione agevole del pezzo ed evitando danni.
“A complex part design requires a single parting surface.”Falso
I pezzi complessi possono richiedere più superfici di separazione per garantire il corretto funzionamento dello stampo e il rilascio del pezzo, evitando difetti e ritardi di produzione.
Qual è il metodo di progettazione di una superficie di separazione?
La progettazione di una superficie di separazione nello stampaggio a iniezione è fondamentale per il rilascio del pezzo, la stabilità dello stampo e la riduzione dei difetti. Capire come ottimizzare questa caratteristica può migliorare significativamente il processo di stampaggio.
La progettazione della superficie di separazione comporta la determinazione del piano di separazione ottimale per le metà dello stampo, garantendo un'espulsione efficiente dei pezzi e l'allineamento dello stampo. Deve ridurre al minimo i sottosquadri ed evitare geometrie complesse per ridurre la complessità e i costi dello stampo.
Linea di separazione piatta
La linea di troncatura piana è il design più comune della linea di troncatura, adatta a prodotti con strutture semplici e superfici piane. Nella scelta della linea di troncatura piatta, la posizione piana del prodotto deve essere selezionata in modo appropriato per ottenere la planarità e la precisione di lavorazione della linea di troncatura.
Come disegnare una linea di separazione piatta:
Determinare la superficie d'aspetto principale del prodotto: Evitare di posizionare la linea di separazione sulla superficie principale dell'aspetto per impedire che influisca sulla qualità estetica del prodotto.
Determinare la direzione dell'angolo di sformo: Decidere la direzione dell'angolo di sformo in base alla struttura e alla forma del prodotto e la posizione della linea di divisione deve essere scelta in modo da consentire una facile sformatura.
Ottimizzare la posizione della linea di separazione: Quando si ottimizza la posizione della linea di divisione, si devono considerare fattori quali la struttura del prodotto finale, le caratteristiche del processo di stampaggio e il processo di fabbricazione dello stampo a iniezione per garantire la migliore posizione della linea di divisione, assicurando al contempo la qualità del prodotto finale e la precisione dei dettagli dello stampo.
Ad esempio, nella progettazione strutturale del stampo a iniezione per il guscio di prodotti elettronici, la superficie di separazione dovrebbe essere scelta piana. Il piano mediano del guscio viene utilizzato come superficie di separazione durante la progettazione per soddisfare i requisiti di planarità e qualità estetica della superficie del guscio. Il sistema di colata e sfiato è disposto razionalmente per garantire che il fuso riempia la cavità dello stampo in modo ordinato ed efficiente e sfiata l'aria adeguatamente.

Linea di demarcazione curva
Per i prodotti di forma complessa, dove una linea di separazione piatta non può soddisfare i requisiti, si può scegliere una linea di separazione curva. La linea di giunzione curva dovrebbe ricevere maggiore attenzione alla qualità estetica del prodotto e alla difficoltà di sformatura, evitando curve complesse che influiscono sulla lavorazione e sulla produzione dello stampo.
Fasi di progettazione di una linea di separazione curva:
Analizzare la struttura curva del prodotto: Identificare le posizioni curve chiave del prodotto ed esaminare forma e curvatura delle curve in maggior dettaglio.
Determinare la posizione della linea di separazione curva: Scegliere una posizione curva con curvatura relativamente piccola come linea di separazione per ridurre le difficoltà di lavorazione dello stampo.
Ottimizzare la curvatura della linea di separazione: Regolare la curvatura della linea di separazione curva per garantire una sformatura uniforme e la qualità della superficie del prodotto.
Ad esempio, durante la progettazione dello stampo a iniezione di una copertura per fari automobilistici, la linea di separazione è stata curvata perché la forma della copertura è complessa. Nel processo di progettazione dello stampo, in base alla qualità estetica e alla difficoltà di stampaggio del coperchio, la curva del bordo del coperchio viene impostata come linea di separazione. In questo modo, il raggiungimento della curvatura ottimale della linea di divisione contribuisce a garantire uno stampaggio fluido del pezzo e la qualità della superficie senza contatto del coperchio.
Linea di separazione in materiale composito
Una linea di giunzione in composito viene posata su più piani piani o curvi; ciò è appropriato per prodotti con molti angoli di faccia. Quando si sceglie la posizione della linea di separazione in composito, è necessario considerare un angolo di sformo in ogni direzione e la planarità della linea di separazione, in modo che la sformatura e l'aspetto esterno del prodotto siano perfetti.
Fasi di progettazione di una linea di separazione composita:
Determinare le posizioni di ciascuna linea di separazione: Determinare la posizione di ciascuna linea di separazione piatta o ad arco in base alla struttura o alla forma del prodotto.
Ottimizzare il collegamento di ogni linea di separazione: Regolare e ottimizzare il metodo di collegamento di ciascuna linea di separazione per garantire la planarità della linea di separazione e migliorare la scorrevolezza dello stampaggio del prodotto.
Considerare in modo completo la qualità dell'aspetto del prodotto e la tecnologia di lavorazione degli stampi: Una volta determinata la posizione della linea di divisione in composito, è necessario considerare in modo approfondito la qualità dell'aspetto del prodotto e la tecnologia di lavorazione dello stampo per garantire la qualità del prodotto e l'accuratezza della lavorazione dello stampo.
Ad esempio, nella progettazione dello stampo a iniezione per la scocca di un'automobile giocattolo, viene selezionata la linea di divisione composita. Durante la fase di progettazione, a causa della natura multi-angolare della scocca dell'auto giocattolo, sono state selezionate diverse superfici piane e curve per creare una linea di divisione multipla. In questo modo, è possibile ottenere una disposizione ragionevole dell'angolo di sformo e del collegamento della linea di separazione per facilitare lo sformaggio e la qualità estetica della scocca dell'automobile.
“Parting surface design is crucial for mold functionality.”Vero
Un'adeguata progettazione della superficie di separazione assicura un'espulsione uniforme, previene i danni ai pezzi e mantiene l'allineamento dello stampo durante i cicli.
“Parting surface design should always be perfectly flat.”Falso
Una superficie di separazione perfettamente piana non è sempre necessaria; dipende dal progetto del pezzo e dai requisiti di stampaggio.
Domande frequenti
Domande frequenti
Cos'è una linea di separazione nello stampaggio a iniezione?
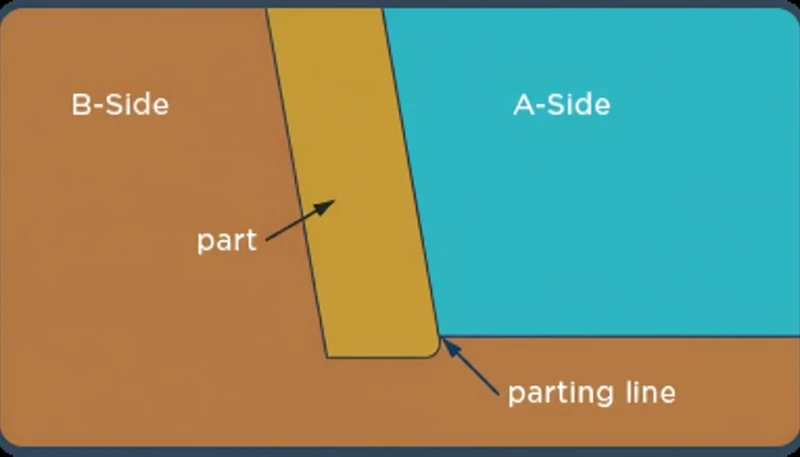
La linea di separazione è la crepa o il segno di testimonianza creato dove il lato della cavità e il lato del nucleo di un stampo per iniezione si incontrano. Nel design pratico dello stampo, non è solo una linea estetica; definisce la direzione di apertura, il percorso di estrazione, il rischio di sfogo e la divisione di lavorazione per l'utensile. Una buona linea di separazione è posizionata dove la crepa è meno visibile, dove il componente può essere rilasciato pulito e dove lo stampo può essere costruito senza azioni laterali non necessarie o chiusure complesse.
Come si sceglie la posizione migliore per una linea di separazione?
To choose the best parting line location, first identify the primary cosmetic surfaces that must remain completely free of visible seam lines or flash marks. Then verify that the proposed line allows the part to eject cleanly without undercuts trapping the geometry against the mold wall. Finally, evaluate whether the mold machining complexity remains manageable — simpler flat parting lines reduce tooling cost significantly. The optimal location always balances three core priorities: surface aesthetics, demolding reliability, and overall mold manufacturability.
Una linea di separazione può essere curva?
Yes, a parting line can be curved when the product has three-dimensional surfaces that cannot be separated cleanly with one flat plane. Curved lines are common on housings, covers, handles, and appearance parts where the split must follow the contour of the design. The tradeoff is that curved shutoff surfaces require more accurate CNC machining, better mold fitting, and tighter polishing control during tryout. If the curve is poorly defined, the tool is more likely to create flash, mismatch, or difficult maintenance after production starts.
Cosa succede se la linea di separazione è mal posizionata?
A poorly placed parting line creates several expensive downstream manufacturing problems. Visible flash appears on primary cosmetic surfaces, requiring secondary trimming operations that add labor cost and handling time. Demolding becomes increasingly difficult, raising cycle time and the risk of part damage or distortion during ejection. Mold wear accelerates at stress-concentrated split surfaces, reducing overall tool life. In severe cases, poor placement forces the addition of costly side-action cores or lifters that a properly positioned parting line would have avoided entirely.
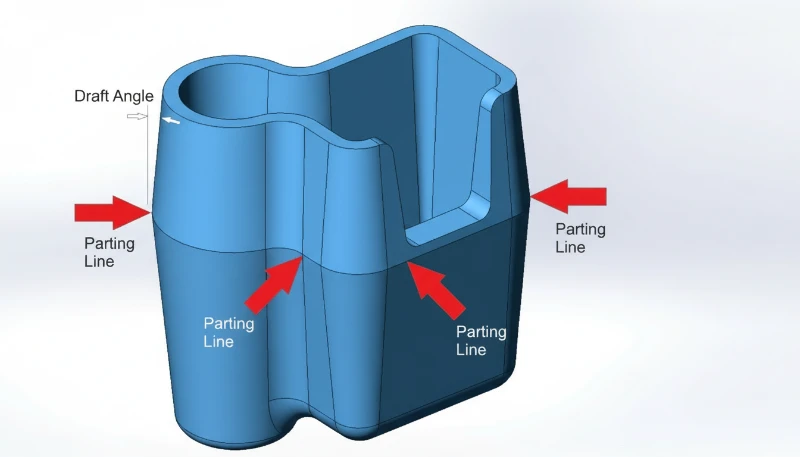
La linea di divisione influisce sui requisiti dell'angolo di sformo?
Yes, the parting line position directly determines which part surfaces require draft angles and in what orientation. Any surface that runs parallel to the mold opening direction — perpendicular to the parting plane — must have sufficient draft to release cleanly during ejection. When the parting line is relocated, the draft direction on surrounding surfaces may also need to change accordingly. Failing to coordinate parting line placement with draft requirements is a common root cause of ejection marks, surface scuffing, and parts sticking in the mold.
Qual è la differenza tra linee di separazione piane e composite?
A flat parting line lies entirely on a single plane and is the simplest to machine, making it ideal for straightforward geometries like flat panels, caps, and basic housings where cost efficiency is a priority. A composite parting line, by contrast, combines multiple flat and curved segments that transition across several planes. This allows the mold to accommodate complex features such as undercuts, stepped surfaces, and multi-directional ejection paths, but requires significantly more sophisticated CNC programming and increases tooling cost proportionally.
Come influisce il tipo di stampo sulla selezione della linea di divisione?
Mold type determines the number and function of parting lines within the tool. A standard two-plate mold has a single parting line at the mold split where the part is directly ejected. A three-plate mold introduces a second parting line to allow the runner system to separate automatically from the molded part. Stack molds, which double output capacity by molding parts at two levels simultaneously, require carefully balanced parting lines at each level to ensure that both halves eject correctly and in proper synchronization.
In our factory, our engineers review parting surfaces against demolding risk, flash risk, and mold fitting workload before steel cutting. In our experience at ZetarMold, the strongest designs connect the parting line to real production constraints across 47 injection molding machines, 90T to 1850T press capacity, and 8 senior engineers who review DFM, mold manufacturing, and trial feedback together. This prevents attractive CAD splits from becoming expensive mold corrections during sampling.
Why is Parting Line Design Critical for Injection Mold Quality?
La progettazione della linea di separazione è critica perché un errore di posizionamento causa bave, rallenta il tempo di ciclo e impone costose rilavorazioni dello stampo. I migliori progetti bilanciano estetica, espulsione e costo dello stampo in una singola decisione.
Pronto a iniziare il tuo progetto di stampo a iniezione? Contatta il team di ingegneria di ZetarMold per prezzi competitivi, feedback DFM e una tempistica di produzione — richiedi oggi il tuo preventivo gratuito.
-
progettazione di stampiLa progettazione dello stampo si riferisce al processo ingegneristico di pianificazione della struttura, delle superfici di separazione, dei sistemi di alimentazione e dei canali di raffreddamento di uno stampo a iniezione. ↩
-
stampaggio a iniezione: Lo stampaggio a iniezione è un processo produttivo in cui materiale fuso viene iniettato in una cavità dello stampo, raffreddato ed espulso come pezzo finito. ↩
-
lavorazione degli stampi: La lavorazione dello stampo si riferisce alle operazioni di lavorazione, montaggio, lucidatura e validazione utilizzate per convertire il progetto dello stampo in uno strumento funzionante. ↩






