 Ir al contenido
Ir al contenido 

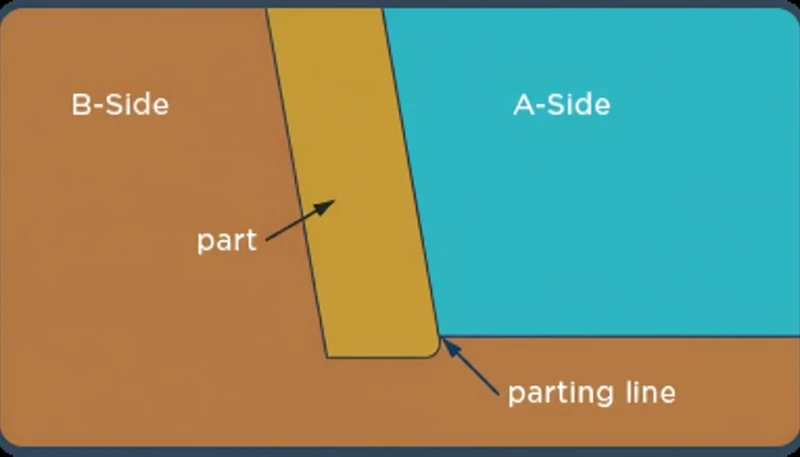
Determining the parting line is critical for successful diseño de moldes1, as it defines the point where two mold halves meet and separate during moldeo por inyección2.
La línea de apertura suele estar determinada por el diseño, el flujo de material y la facilidad de extracción. Afecta a la calidad de la pieza y a la complejidad del molde. Lo ideal es colocarla de forma que minimice las juntas visibles y mejore la funcionalidad.
Comprender cómo colocar la línea de apertura de forma eficaz garantiza una mejor calidad de la pieza y una mayor eficacia del molde. Descubra cómo las opciones de diseño influyen en la colocación de la línea de apertura y mejoran los resultados del moldeo.
- The parting line defines where mold halves separate and directly impacts part quality.
- Parting line selection must balance product aesthetics, demolding ease, and mold manufacturability.
- Flat, curved, and composite parting lines each suit different part geometries.
- Proper parting surface design reduces flash, simplifies ejection, and extends mold life.
“The parting line position significantly affects part quality and mold longevity.”Verdadero
Correct: the parting line determines flash location, ejection direction, and surface finish quality.
“The parting line has no impact on mold efficiency.”Falso
La ubicación y el diseño de la línea de apertura desempeñan un papel clave en la eficacia del moldeo, ya que influyen tanto en la facilidad de apertura del molde como en la calidad final de la pieza.
¿Cuál es el concepto de superficie de separación?
A parting surface is the boundary plane where the two halves of an injection mold meet, separate, and close during each cycle. It defines the mold opening direction and determines how the part releases.
A parting surface plays a vital role in injection molding, where it forms the boundary between the mold halves, enabling easy separation of molded parts. The clamping unit holds both halves together under high pressure, and the parting surface is a key interface that determines how the mold opens and closes during each cycle. Understanding this concept ensures smooth production and consistent part quality.
La superficie de separación en el moldeo por inyección es la línea o el plano donde se unen las mitades del molde. Afecta a la calidad de la línea de apertura y a la facilidad de apertura del molde. Un diseño correcto garantiza un desmoldeo eficaz y la integridad de la pieza.
Definición de la línea de separación Moldeo por inyección
La línea de partición del molde es la parte del molde donde entran en contacto el molde móvil (también conocido como la parte móvil del molde) y el molde fijo (también conocido como la parte fija del molde). Es la interfaz donde las mitades del molde se abren y se cierran. La línea de apertura determina proceso de moldeo por inyeccióny el tamaño final del producto.
El diseño razonable de la línea de apertura ayuda a mejorar la calidad del producto, evita el desgaste del molde y prolonga su vida útil. En algunos diseños, se utiliza una línea de apertura vertical para adaptarse a formas de producto o estructuras de molde específicas.
Funciones de la línea de separación
La línea de apertura cumple varias funciones importantes en un molde de inyección:
Apertura y cierre de moldes: La línea de partición es la interfaz donde el molde se abre y se cierra, con el molde móvil y el molde fijo separándose y uniéndose a lo largo de la línea de partición. La dirección de apertura del molde viene definida por esta interfaz.
Expulsión del producto: El producto moldeado se extrae del molde a través de la línea de apertura.
Disposición de los sistemas de compuertas y ventilación: La posición de la línea del molde afectará al diseño del molde para el vertido y el vaciado.
procesamiento de moldes3 and Manufacturing: An adequate design of the parting line contributes to the simplification of mold processing and lower manufacturing costs.
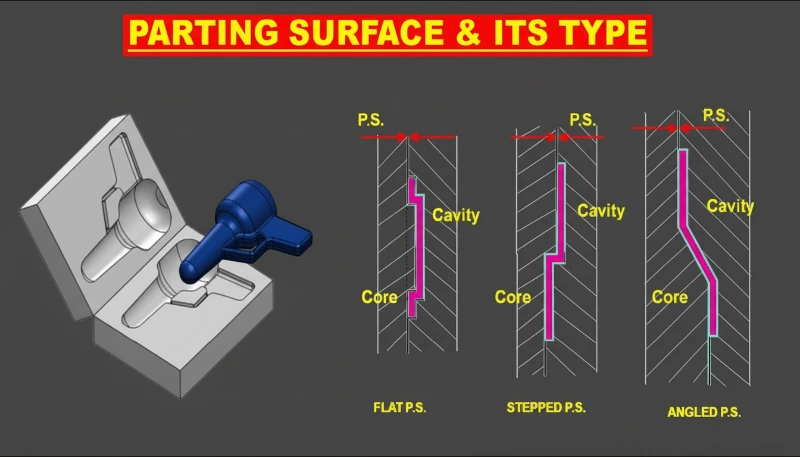
Tipos de líneas de separación
Las líneas de separación pueden clasificarse en los siguientes tipos:
Línea de separación plana: Aplicable a diferentes tipos de productos de estructura bastante simple y superficie lisa.
Línea de separación curva: Adecuado cuando el producto tiene superficies con detalles intrincados y generalmente curvas.
Línea de separación compuesta: Compuesto por múltiples superficies planas o curvas, adecuado para productos con formas complejas y múltiples ángulos.
“The parting surface is essential for mold separation.”Verdadero
La superficie de separación garantiza que el molde se abra y se cierre con suavidad, lo que facilita la extracción de la pieza.
“Parting surfaces can be designed anywhere on a part.”Falso
Las superficies de separación se diseñan cuidadosamente en función de la geometría de la pieza para garantizar la correcta alineación del molde y minimizar los defectos, y no se colocan de forma arbitraria.
¿Cuáles son los principios básicos para seleccionar una superficie de separación?
Selecting the right parting surface is crucial for mold design. It impacts the ease of mold release, part quality, and overall manufacturing efficiency.
La elección de la superficie de separación debe basarse en la geometría de la pieza, la facilidad de montaje y la minimización de las socavaduras. Una selección adecuada garantiza un mejor funcionamiento del molde, la expulsión de la pieza y un proceso de producción más fluido.
Garantizar la calidad del producto
El criterio principal para la elección de la línea de apertura es la calidad del aspecto y la precisión dimensional del producto. Muchas veces, el grosor de la pared de una pieza acabada es de tan solo unos milímetros o quizá 1/8 de pulgada, y una mala calidad de la línea de apertura puede afectar a la calidad de la unión de las piezas.
La línea de partición debe estar alejada de las superficies de apariencia primaria del producto para evitar que una mala calidad de la línea de partición afecte a la apariencia. La posición de la línea de apertura debe evitar la deformación del producto o que afecte a la precisión dimensional.
Facilitating Demolding
La posición de la línea de separación debe permitir la fácil extracción del producto sin aplicar fuerzas de tracción o compresión elevadas sobre el producto que puedan causar deformaciones o daños en el mismo.
Facilitar el procesamiento de moldes
La selección de la línea de partición debe tener en cuenta el procesamiento y la fabricación del molde, optando por posiciones que sean fáciles de procesar y tengan costes más bajos. Cabe señalar que los diseños elaborados que se realizan en la línea de partición pueden causar dificultades en el procesamiento del molde y también aumentan su coste.
Facilitar el diseño de sistemas de compuertas y ventilación
The location of parting line should in some ways help in the positioning of the gating and venting system, to enable the flow of the molten plastic to the mold cavity without bringing in air which leads to defect like bubblesor burn marks.
Cumplimiento de los requisitos mecánicos
Las ubicaciones de las líneas de apertura deben proporcionar la fuerza adecuada y también la robustez del molde que se utiliza en la operación con el fin de minimizar la deformación o daños causados por el posicionamiento de la línea de apertura.
“Parting surface selection impacts part ejection and mold efficiency.”Verdadero
La superficie de separación correcta minimiza las socavaduras, lo que garantiza una expulsión más fácil y una funcionalidad más suave del molde.
“Parting surfaces always need to be at the center of the part.”Falso
Aunque el centro suele ser ideal, la superficie de separación puede variar en función de la geometría y de la necesidad de evitar destalonamientos complejos.
¿Qué factores influyen en la elección de una superficie de separación?
Part geometry, mold structure, and demolding method are the three primary factors that determine parting surface selection. These factors interact with each other and must be evaluated together during DFM review. If you are comparing vendors, our injection molding supplier sourcing guide cubre la preparación de RFQ y la calificación.
Estructura y forma del producto
The structure and shape of the product are the main basis for selecting the parting line. Whether you are designing a prototype mold or a high-volume production tool, the same principles apply. In the case of injection molded parts with a complicated shape, various aspects must be taken into account, namely draft angles in all planes, flatness of the parting line, and its effect on appearance.
Ubicación de la línea de separación: La línea de partición es la línea operativa del producto formada por la existencia de la línea de partición. Al elegir la línea de partición, no debe estar situada en un lugar que influya gravemente en la calidad del aspecto del producto.
Proceso de moldeo
Los distintos procesos de moldeo tienen diferentes requisitos para las líneas de apertura. Por ejemplo, en el moldeo por inyección, la posición de la línea de apertura debe elegirse de forma que ayude al llenado y enfriamiento del plástico fundido, mientras que en la fundición a presión la posición de la línea de apertura debe ser útil para el diseño de los sistemas de inyección y ventilación.
Proceso de moldeo por inyección: En el caso de la técnica de moldeo por inyección, la posición de la línea de separación debe favorecer el llenado más probable del plástico fundido y esto no debe obstaculizar el flujo del plástico, evitando así la formación de características tales como burbujas o huecos.
Proceso de fundición a presión: Dentro de la fundición a presión, la posición de la línea de partición debe facilitar la disposición del sistema de ventilación para que el aire dentro de la cavidad de la mercancía de la matriz pueda ser expulsado eficientemente sin causar problemas de porosidad o marcas de quemaduras.
Estructura del molde
Otro aspecto que determina la selección del plano de apertura es la estructura del molde. Por ejemplo, en el caso de moldes de tres placas, moldes apilados y otras estructuras similares, la selección de la línea de apertura debe depender de los métodos de apertura y apertura del molde.
Molde de tres placas: Los moldes de tres placas tienen dos líneas de apertura y varios puntos de apertura, lo que resulta adecuado para fabricar productos complejos. No obstante, la línea de apertura debe elegirse en función de las posiciones de las compuertas y del método utilizado para la expulsión del producto.
Molde de pila: Para la producción de grandes volúmenes, los moldes apilados son apropiados, la línea de partición seleccionada debe coincidir con la estructura y la forma del producto para que todas las capas se abran al mismo tiempo y faciliten la expulsión del producto.
Método de desmoldeo
From the selection of the ejection method in mold design, it will impact the parting line direction as well. For instance, if mechanical, pneumatic, hydraulic ejection is needed the parting line must be selected so as to accommodate the necessary position of the ejection device.
Desmoldeo mecánico: El desmoldeo mecánico es adecuado para productos con diseños relativamente sencillos y pequeños calados. La línea de partición debe seleccionarse en una posición que permita la introducción del equipo de desmoldeo mecánico.
Desmoldeo neumático: El desmoldeo neumático es especialmente útil con productos de paredes finas y formas complejas. La línea de partición debe colocarse en una posición del molde que permita colocar correctamente los dispositivos de desmoldeo neumático para que el flujo de aire pueda actuar fácilmente sobre el artículo.
Desmoldeo hidráulico: El desmoldeo hidráulico es aplicable para llevar a cabo para el gran tamaño y para el producto con la estructura compleja. La línea de separación debe elegirse en una posición que facilite la disposición de los dispositivos hidráulicos de desmoldeo, asegurando que los dispositivos hidráulicos puedan actuar suavemente sobre el producto.
“The parting surface is crucial for mold ejection.”Verdadero
La superficie de separación ayuda a separar las mitades del molde, lo que permite una expulsión suave de la pieza y evita daños.
“A complex part design requires a single parting surface.”Falso
Las piezas complejas pueden necesitar varias superficies de separación para garantizar el correcto funcionamiento del molde y la liberación de la pieza, evitando defectos y retrasos en la producción.
¿Cuál es el método de diseño de una superficie de separación?
El diseño de una superficie de separación en el moldeo por inyección es crucial para la liberación de la pieza, la estabilidad del molde y la minimización de los defectos. Entender cómo optimizar esta característica puede mejorar significativamente el proceso de moldeo.
El diseño de la superficie de separación implica determinar el plano de separación óptimo para las mitades del molde, garantizando la expulsión eficaz de la pieza y la alineación del molde. Debe minimizar los destalonamientos y evitar geometrías complejas para reducir la complejidad y el coste del molde.
Línea de separación plana
La línea de partición plana es el diseño de línea de partición más común, adecuado para productos con estructuras simples y superficies planas. Al decidir la línea de partición plana, la posición plana del producto debe seleccionarse adecuadamente para obtener la planitud y la precisión de mecanizado de la línea de partición.
Pasos para diseñar una raya de separación plana:
Determine la superficie de aspecto principal del producto: Avoid placing the parting line on the main appearance surface to prevent it from affecting the product’s appearance quality.
Determine la dirección del ángulo de inclinación: Decida la dirección del ángulo de desmoldeo en función de la estructura y la forma del producto, y la posición de la línea de separación debe elegirse de forma que permita un desmoldeo fácil.
Optimizar la posición de la línea de partición: A la hora de optimizar la posición de la línea de apertura, deben tenerse en cuenta factores como la estructura del producto final, las características del proceso de moldeo y el proceso de fabricación del molde de inyección para garantizar la mejor posición de la línea de apertura al tiempo que se asegura la calidad del producto final y la precisión de los detalles del molde.
For example, in the structural design of the molde de inyección for the shell of electronic products, the parting surface should be selected to be flat. The midplane of the shell is used as the parting surface during design to meet the flatness and appearance quality requirements of the shell surface. The pouring and exhaust system is reasonably arranged to ensure that the melt fills the mold cavity in an orderly and efficient manner and exhausts the air appropriately.

Línea de separación curva
Para productos con formas complejas, en los que una línea de partición plana no puede cumplir los requisitos, se puede optar por una línea de partición curva. La línea de partición curva debe recibir más atención de la calidad de apariencia combinada del producto y la dificultad de desmoldeo, evitando curvas complejas que afectan el procesamiento y la fabricación del molde.
Pasos para diseñar una línea de partición curva:
Analyze the Product’s Curved Structure: Identify the key curved positions of the product and examine the shape and curvature of the curves in greater detail.
Determinar la posición de la línea de partición curva: Elija una posición curva con una curvatura relativamente pequeña como línea de partición para reducir la dificultad de procesamiento del molde.
Optimizar la curvatura de la línea de separación: Ajuste la curvatura de la línea de separación curva para garantizar un desmoldeo suave y la calidad de la superficie del producto.
Por ejemplo, durante el diseño del molde de inyección de una cubierta de faro de automóvil, la línea de separación se curvó porque la forma de una cubierta es compleja. En el proceso de diseño del molde, según la calidad del aspecto y la dificultad de desmoldeo de la cubierta, la curva del borde de la cubierta se establece como línea de separación. De este modo, conseguir la curvatura óptima de la línea de apertura ayuda a garantizar un desmoldeo suave de la pieza y la calidad de la superficie sin contacto de la cubierta.
Línea de separación compuesta
Una línea de partición compuesta se coloca en varios planos planos o curvos; esto es adecuado para productos con muchos ángulos de cara. Al seleccionar la ubicación de la línea de separación de material compuesto, es necesario tener en cuenta un ángulo de desmoldeo de cada dirección y la planitud de la línea de separación para que el desmoldeo y el aspecto externo del producto sean perfectos.
Pasos para diseñar una línea de separación compuesta:
Determine las posiciones de cada línea de separación: Determine la posición de cada línea de partición plana o línea de partición en arco en función de la estructura o la forma del producto.
Optimizar la conexión de cada línea de separación: Ajustar y optimizar el método de conexión de cada línea de partición para garantizar la planitud de la línea de partición y mejorar la suavidad del desmoldeo del producto.
Considerar exhaustivamente la calidad del aspecto del producto y la tecnología de procesamiento de moldes: Una vez determinada la posición de la línea de partición de material compuesto, se debe considerar exhaustivamente la calidad del aspecto del producto y la tecnología de procesamiento del molde para garantizar la calidad del producto y la precisión del procesamiento del molde.
Por ejemplo, en el diseño del molde de inyección para la carcasa de un coche de juguete, se selecciona una línea de separación compuesta. A lo largo de la fase de diseño se tienen en cuenta consideraciones estéticas y, debido a la naturaleza multiángulo de la carcasa del coche de juguete, se seleccionan varias superficies planas y curvas para crear una línea de partición múltiple. De este modo, se consigue una disposición razonable del ángulo de desmoldeo y la conexión de la línea de separación para facilitar el desmoldeo y mejorar la calidad del aspecto de la carcasa del coche.
“Parting surface design is crucial for mold functionality.”Verdadero
El diseño adecuado de la superficie de separación garantiza una expulsión suave, evita daños en las piezas y mantiene la alineación del molde durante los ciclos.
“Parting surface design should always be perfectly flat.”Falso
No siempre es necesaria una superficie de separación perfectamente plana; depende del diseño de la pieza y de los requisitos de moldeo.
Preguntas frecuentes
Preguntas frecuentes
What is a parting line in injection molding?
The parting line is the seam or witness mark created where the cavity side and core side of an injection mold meet. In practical mold design, it is not only a cosmetic line; it defines the opening direction, the ejection path, the flash risk, and the machining split for the tool. A good parting line is placed where the seam is least visible, where the part can release cleanly, and where the mold can be built without unnecessary side actions or complex shutoffs.
How do you choose the best location for a parting line?
To choose the best parting line location, first identify the primary cosmetic surfaces that must remain completely free of visible seam lines or flash marks. Then verify that the proposed line allows the part to eject cleanly without undercuts trapping the geometry against the mold wall. Finally, evaluate whether the mold machining complexity remains manageable — simpler flat parting lines reduce tooling cost significantly. The optimal location always balances three core priorities: surface aesthetics, demolding reliability, and overall mold manufacturability.
Can a parting line be curved?
Yes, a parting line can be curved when the product has three-dimensional surfaces that cannot be separated cleanly with one flat plane. Curved lines are common on housings, covers, handles, and appearance parts where the split must follow the contour of the design. The tradeoff is that curved shutoff surfaces require more accurate CNC machining, better mold fitting, and tighter polishing control during tryout. If the curve is poorly defined, the tool is more likely to create flash, mismatch, or difficult maintenance after production starts.
What happens if the parting line is poorly placed?
A poorly placed parting line creates several expensive downstream manufacturing problems. Visible flash appears on primary cosmetic surfaces, requiring secondary trimming operations that add labor cost and handling time. Demolding becomes increasingly difficult, raising cycle time and the risk of part damage or distortion during ejection. Mold wear accelerates at stress-concentrated split surfaces, reducing overall tool life. In severe cases, poor placement forces the addition of costly side-action cores or lifters that a properly positioned parting line would have avoided entirely.
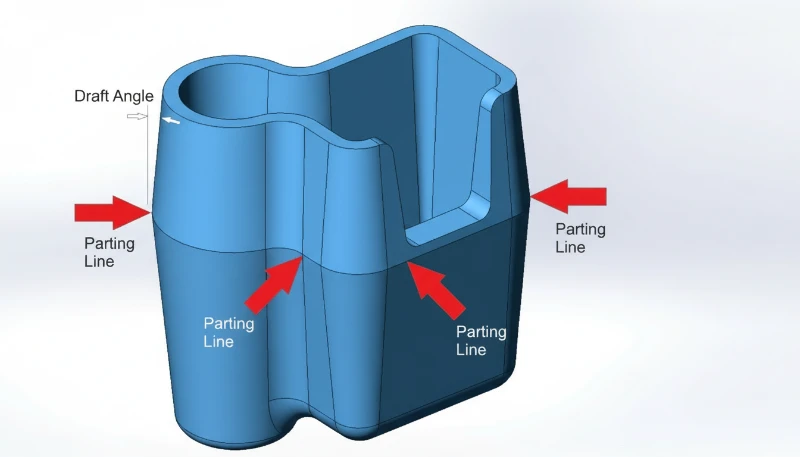
Does parting line affect draft angle requirements?
Yes, the parting line position directly determines which part surfaces require draft angles and in what orientation. Any surface that runs parallel to the mold opening direction — perpendicular to the parting plane — must have sufficient draft to release cleanly during ejection. When the parting line is relocated, the draft direction on surrounding surfaces may also need to change accordingly. Failing to coordinate parting line placement with draft requirements is a common root cause of ejection marks, surface scuffing, and parts sticking in the mold.
What is the difference between flat and composite parting lines?
A flat parting line lies entirely on a single plane and is the simplest to machine, making it ideal for straightforward geometries like flat panels, caps, and basic housings where cost efficiency is a priority. A composite parting line, by contrast, combines multiple flat and curved segments that transition across several planes. This allows the mold to accommodate complex features such as undercuts, stepped surfaces, and multi-directional ejection paths, but requires significantly more sophisticated CNC programming and increases tooling cost proportionally.
How does mold type affect parting line selection?
Mold type determines the number and function of parting lines within the tool. A standard two-plate mold has a single parting line at the mold split where the part is directly ejected. A three-plate mold introduces a second parting line to allow the runner system to separate automatically from the molded part. Stack molds, which double output capacity by molding parts at two levels simultaneously, require carefully balanced parting lines at each level to ensure that both halves eject correctly and in proper synchronization.
In our factory, our engineers review parting surfaces against demolding risk, flash risk, and mold fitting workload before steel cutting. In our experience at ZetarMold, the strongest designs connect the parting line to real production constraints across 47 injection molding machines, 90T to 1850T press capacity, and 8 senior engineers who review DFM, mold manufacturing, and trial feedback together. This prevents attractive CAD splits from becoming expensive mold corrections during sampling.
Why is Parting Line Design Critical for Injection Mold Quality?
El diseño de la línea de partición es crítico porque un error de colocación causa rebabas, ralentiza el tiempo de ciclo y obliga a costosas retrabajos del molde. Los mejores diseños equilibran estética, expulsión y costo de herramienta en una sola decisión.
¿Listo para comenzar su proyecto de molde de inyección? Contacte al equipo de ingeniería de ZetarMold para precios competitivos, comentarios de DFM y un cronograma de producción — solicite su cotización gratuita hoy.
-
diseño de moldes: El diseño de moldes se refiere al proceso de ingeniería de planificar la estructura, superficies de partición, sistemas de compuertas y canales de enfriamiento de un molde de inyección. ↩
-
moldeo por inyección: El moldeo por inyección es un proceso de fabricación donde el material fundido se inyecta en una cavidad del molde, se enfría y se expulsa como una pieza terminada. ↩
-
procesamiento de moldes: El procesamiento de moldes se refiere al trabajo de mecanizado, montaje, pulido y validación utilizado para convertir el diseño del molde en una herramienta funcional. ↩






