 Zum Inhalt springen
Zum Inhalt springen 

Das Spritzgießen ist ein wirtschaftliches und effizientes Fertigungsverfahren, das zur Herstellung vieler Arten von Kunststoffteilen eingesetzt wird. Die Bildung von Kaltbutzen während des Spritzgießens ist jedoch weit verbreitet und gilt als eines der Hauptprobleme. Kaltbutzen beeinträchtigt nicht nur das Aussehen und die Leistung des Produkts, sondern verringert auch die Produktionseffizienz und erhöht den Ausschuss. Daher ist es sehr wichtig, die Ursachen für die Bildung von Kaltbutzen beim Spritzgießen zu verstehen, um bessere Ergebnisse und eine höhere Produktqualität zu erzielen. Dieser Artikel konzentriert sich auf die Analyse der Hauptfaktoren für die Entstehung von Kaltbutzen und schlägt entsprechende Abhilfemaßnahmen vor.

Definition und Klassifizierung von Nacktschnecken
Bevor die Ursachen für die Bildung von Kaltbutzen näher erläutert werden, ist es wichtig zu verstehen, was Kaltbutzen sind. Als Kaltbutzen bezeichnet man den verfestigten Teil des Rohmaterials, der aufgrund der niedrigen Temperatur der Kunststoffform, der Düse oder bestimmter Teile der Spritzgießmaschine abkühlt und erstarrt. Diese kalten Butzen beeinträchtigen die Qualität des Endprodukts.
Je nach Ort und Form der Erkältungserscheinungen können sie in die folgenden Kategorien eingeteilt werden:
1. Düse Kaltes Geschoss: Die kalte Düsennase bildet sich in der Regel um oder in der Düse der Spritzgießmaschine aufgrund einer unsachgemäßen Temperaturregelung, wodurch die Schmelze nicht mehr fließt und erstarrt.
2. Mold Cold Slug: Kalte Butzen bilden sich im Formhohlraum oder im Anschnitt, weil das Kühlsystem unangemessen konstruiert sein kann und bestimmte Bereiche mit niedrigen Temperaturen verursacht.
3. Läufer Cold Slug: Die Bildung von Kaltbutzen im Kanalsystem ist in der Regel auf ein falsches Kanaldesign, eine instabile Temperaturregelung usw. zurückzuführen.

Hauptursachen für die Bildung von kalten Schnecken
Unsachgemäße Temperaturkontrolle
Die Temperatur ist ein wichtiger Faktor, der die Spritzgießprozess. Die Temperaturregelung des Zylinders, der Düse und der Form der Spritzgießmaschine ist der Schlüssel zur Kontrolle der Produkttemperatur. Wenn die Temperatur eines Teils zu niedrig ist, kühlt die Schmelze ab und verfestigt sich zu einem kalten Rohling.
Düsentemperatur zu niedrig: Wenn die Düsentemperatur zu niedrig eingestellt ist oder das Temperaturregelsystem ausfällt, kühlt die Schmelze an der Düse schnell ab und bildet einen kalten Pfropfen an der Düse.
Die Temperatur der Form ist zu niedrig: Eine zu niedrige Formtemperatur führt dazu, dass die Schmelze beim Eintritt in den Formhohlraum schnell abkühlt, was zu einem Kaltschneider führt. Dies wird in der Regel durch ein unsachgemäß ausgelegtes Kühlsystem verursacht.
Ungleichmäßige Temperaturverteilung im Fass: Wenn die Temperatur im Zylinder ungleichmäßig ist, kühlt die Schmelze in der Einspritzphase unterschiedlich schnell ab, was zu einem kalten Anguss führt.

Unsachgemäße Formgebung
Die Werkzeugkonstruktion wirkt sich direkt auf den Spritzgießprozess aus. Die Folgen eines schlechten Werkzeugdesigns sind Schmelzefluss- und Füllprobleme sowie das Auftreten von kaltem Butzen.
Ungeeignete Lage und Größe der Tore: Eine unsachgemäße Auslegung der Anschnittposition und -größe führt dazu, dass die Schmelze während des Fließvorgangs abkühlt und erstarrt, wodurch sich ein kalter Anschnitt bildet.
Ungeeignete Laufradkonstruktion: Die Gestaltung des Angusskanals wirkt sich direkt auf den Fließweg und die Fließgeschwindigkeit des geschmolzenen Materials aus. Lange oder dünne Angusskanäle erhöhen den Fließwiderstand des geschmolzenen Materials, wodurch die Fließgeschwindigkeit des geschmolzenen Materials verlangsamt wird und das geschmolzene Material während des Fließens aushärtet und sich verfestigt, wodurch ein kalter Angussblock entsteht.
Unsachgemäße Auslegung des Kühlsystems: Die Anordnung und das Design des Werkzeugkühlsystems beeinflussen die Temperaturverteilung in der Form. Eine unsachgemäße Anordnung der Kühlkanäle führt zu einer ungleichmäßigen Temperaturverteilung in der Form und zu kalten Gussstücken.

Ungeeignete Prozessparameter für das Spritzgießen
Spritzgießen Zu den Prozessfaktoren gehören Einspritzrate, Einspritzdruck, Haltezeit, Kühlzeit usw. Diese Parameter stehen in engem Zusammenhang mit der Fließgeschwindigkeit und der Erstarrungsgeschwindigkeit der Schmelze. Wenn die Prozessparameter nicht richtig eingestellt sind, bildet sich ein kalter Butzen.
Niedrige Einspritzgeschwindigkeit: Eine niedrige Einspritzgeschwindigkeit führt zur Erstarrung der Schmelze während des Fließens, da sich aufgrund der schnellen Abkühlung der Schmelze kalte Butzen bilden. Insbesondere am Anguss und am Angusskanal behindert eine niedrige Einspritzgeschwindigkeit das Fließen der Schmelze und führt zur Bildung sogenannter kalter Butzen.
Niedriger Einspritzdruck: Ein niedriger Einspritzdruck führt zu einem schlechten Schmelzefluss und dazu, dass die Schmelze nicht gleichmäßig in den Formhohlraum eindringen und während des Fließens abkühlen und erstarren kann, wodurch kalte Butzen entstehen.
Unzureichende Haltezeit: Wenn die Haltezeit nicht ausreicht, kommt es zu einem niedrigen Schmelzedruck in der Formkavität und damit zu einer unzureichenden Füllung der Kavität, es bildet sich ein kalter Butzen.
Übermäßige Abkühlzeit: Eine lange Kühlzeit senkt die Temperatur der Form, wodurch die Schmelze abkühlt und der kalte Kunststoffbutzen in der Form erstarrt.

Unsachgemäße Materialauswahl
Verschiedene Kunststoffmaterialien haben unterschiedliche Schmelzpunkte und Fließeigenschaften. Eine unsachgemäße Materialauswahl führt ebenfalls zur Bildung kalter Butzen.
Materialien mit hohem Schmelzpunkt: Die meisten Materialien mit hohem Schmelzpunkt müssen bei höheren Temperaturen und Drücken eingespritzt werden. Wenn Temperatur und Druck nicht ausreichen, beginnt die Schmelze während des Fließens abzukühlen und zu erstarren und bildet kalte Butzen.
Schlecht fließende Materialien: Materialien mit schlechten Fließeigenschaften bilden beim Spritzgießen leicht kalte Butzen, insbesondere am Anguss und am Anschnitt. Solche Materialien erfordern eine höhere Einspritzgeschwindigkeit und einen höheren Druck, um die Bildung kalter Butzen zu verhindern.

Erkennungs- und Analysemethoden für Nacktschnecken
Um die Bildung von Butzen wirksam zu verhindern und zu kontrollieren, ist es unerlässlich, Butzen zu erkennen und zu analysieren. Im Folgenden werden einige gängige Erkennungs- und Analysemethoden vorgestellt:
Visuelle Inspektion
Die visuelle Inspektion ist der direkteste Weg, um Nacktschnecken zu erkennen. Erkältungsbutzen lassen sich durch Inspektion der Oberfläche und des Inneren der Spritzgussteil. Kalte Schnecken erscheinen in der Regel als Wellen, Hohlräume, Risse oder Streifen auf der Oberfläche.
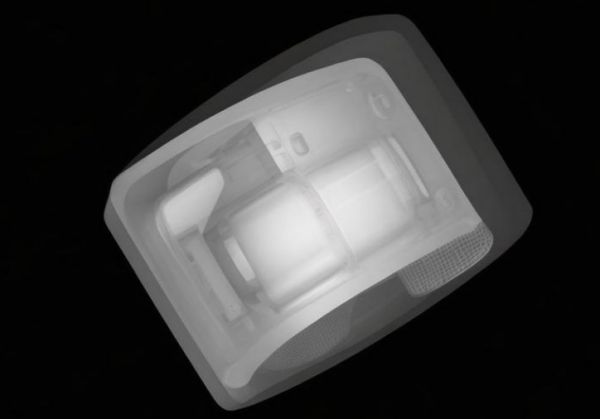
Röntgeninspektion
Die Röntgeninspektion ist eine der zerstörungsfreien Techniken, die für die Erkennung kalter Butzen verwendet werden kann. Innere Oberflächen oder kalte Butzen in Spritzgussteilen können mit Röntgenstrahlen aufgespürt werden. Die Röntgeninspektion eignet sich für interne Fehler, insbesondere bei feinen, präzisionswichtigen und sehr gefragten Produkten.
Thermische Analyse
Die Differential-Scanning-Kalorimetrie (DSC) und die Thermogravimetrische Analyse (TGA) sind die gebräuchlichsten Techniken, die unter die Kategorie der thermischen Analyseverfahren fallen. Durch die Untersuchung der thermischen Eigenschaften der bei der Herstellung des Kunststoffs verwendeten Materialien können der Schmelzpunkt dieses Materials und die Abkühlungseigenschaften bestimmt werden, was eine Bewertung des Potenzials für die Bildung kalter Butzen ermöglicht.
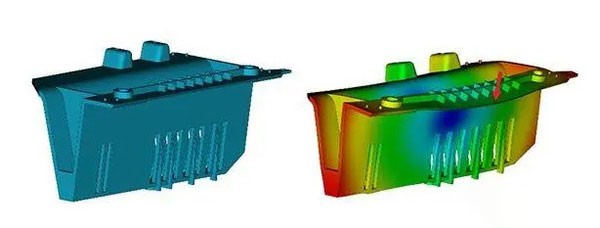
Rheologische Analyse
Die rheologische Analyse zielt darauf ab, das Fließverhalten der Schmelze und die Abkühlgeschwindigkeit während des Spritzgießprozesses von Kunststoffen zu bestimmen. So hilft die rheologische Analyse bei der Ermittlung der günstigsten Parameter für den Spritzgießprozess, um das Auftreten von Cold Slug zu minimieren.
Maßnahmen zur Vorbeugung und Bekämpfung von Nacktschnecken
Um die Bildung kalter Butzen zu kontrollieren und zu vermeiden, können verschiedene Maßnahmen ergriffen werden, die die Auswirkungen kalter Butzen beim Spritzgießen erfolgreich reduzieren und somit die Qualität der geformten Produkte erhöhen.
Optimieren Sie die Temperaturkontrolle
Die Temperaturregelung ist ein Faktor, der kontrolliert werden muss, um die Bildung von Kaltbutzen zu vermeiden. Um die Bildung kalter Butzen zu verhindern, wird empfohlen, die Effizienz der Spritzgießmaschine und des Temperaturregelungssystems der Form zu verbessern.
Steuerung der Düsentemperatur: Stellen Sie sicher, dass die Düsentemperatur im optimalen Bereich liegt, um zu verhindern, dass die Schmelze an der Düse kristallisiert. Auf die eine oder andere Weise kann die Düsentemperatur mit Hilfe von Heizgeräten oder Isoliermänteln konstant gehalten werden.
Kontrolle der Formtemperatur: Minimieren Sie den Strömungswiderstand des Kühlsystems und sogar die Temperatur in der Form. Die Änderungen im Design der Kühlkanäle und der Durchflussmenge des Kühlmediums können genutzt werden, um die Kontrolle der Formtemperatur zu erhöhen.
Fass-Temperaturregelung: Gewährleistung einer gleichmäßigen Temperaturverteilung im Fass, um Temperaturschwankungen zu vermeiden, die zur Bildung von Kälteballen führen. Mehrzonen-Temperaturregelungssysteme können die Temperatur verschiedener Fassbereiche präzise steuern.

Verbessern Sie die Formgestaltung
Es ist darauf zu achten, dass die Form richtig konstruiert ist, um die Bildung von Kaltbutzen zu minimieren. Durch eine verbesserte Anschnitt- und Angusskonstruktion kann der Schmelzefluss verbessert werden, was dazu beiträgt, die Bildung von Kaltbutzen zu minimieren.
Optimieren Sie das Gate-Design: Wählen Sie die richtigen Anschnittpositionen und Anschnittgrößen, damit die Schmelze ungehindert in den Formhohlraum gelangen kann. Die Verwendung von Mehrpunkt-Angüssen oder Heißkanalsystemen kann den Schmelzefluss verbessern.
Optimieren Sie das Läuferdesign: Sie sollten Rinnen mit geeigneten Formen und Größen entwerfen, damit der Schmelzeflusswiderstand minimiert wird. Spiralförmige oder sich verjüngende Rinnen können den Schmelzefluss verbessern.
Verbessern Sie das Design des Kühlsystems: Erhöhen Sie die Verteilung der Kühlkanäle und die Durchflussrate des Kühlmediums, um eine gleichmäßige Temperaturverteilung in der Form zu erreichen. Durch den Einsatz dynamischer Kühlsysteme können die Kühlparameter in verschiedenen Produktionsstadien gesteuert werden.

Einstellen der Prozessparameter beim Spritzgießen
Richtiges Einstellen Spritzgießprozess Parameter ist entscheidend für die Verringerung der Bildung kalter Butzen. Es ist notwendig, die Einspritzgeschwindigkeit, den Einspritzdruck und die Nachdruckzeit zu verringern und die Kühlzeit zu verlängern, was sich ebenfalls positiv auf den Schmelzefluss und die Abkühlungseigenschaften auswirkt und somit die Bildung von kalten Butzen verringert.
Einspritzgeschwindigkeit erhöhen: Die Erhöhung der Einspritzgeschwindigkeit ist ein wirksames Mittel, um die Zeit zu minimieren, die die Schmelze während des Fließens abkühlt und erstarrt, und somit die Bildung kalter Butzen zu minimieren. Wenn die Einspritzgeschwindigkeit jedoch zu schnell ist, kann es zu anderen Defekten wie Blitzen oder Überfüllung kommen, daher sollte die Anpassung innerhalb der zulässigen Spanne für die Qualität der Produkte erfolgen.

Einspritzdruck erhöhen: Höhere Einspritzdrücke können den Schmelzefluss verbessern, was bedeutet, dass die Schmelze den Formhohlraum besser ausfüllt und die Bildung von kalten Butzen verringert. Der Einspritzdruck muss jedoch kontrolliert werden, um eine Beschädigung der Form oder eine Verzerrung der Produktformen zu vermeiden, weshalb er eher moderat ist.
Haltezeit verlängern: Um das Risiko der Bildung von Kaltbutzen zu vermeiden, muss ein ausreichender Druck im Formhohlraum aufrechterhalten werden, wofür die Haltezeit erhöht werden muss. Wenn das Produkt lange gehalten wird, verlängert sich auch der Einspritzzyklus, was nicht sehr effizient ist.
Optimieren Sie die Abkühlzeit: Die Kühlzeit sollte effektiv gesteuert werden, so dass die Werkzeugtemperatur in einem korrekten Bereich liegt, um die Abkühlungsgeschwindigkeit der Schmelze zu verlangsamen und die Bildung von Kaltbutzen zu verhindern. Die Kühlzeit muss hier durch Experimente optimiert werden, und daher müssen die Parameter für die optimale Kühlzeit abgeleitet werden.

Geeignete Materialien auswählen
Die Wahl des Materials bestimmt weitgehend die Effektivität des Spritzgießens und die Qualität des Endprodukts. Die Kontrolle der Materialauswahl führt zur Optimierung des Schmelzeflusses und der Abkühlungseigenschaften, um die Bildung von kalten Butzen zu minimieren.
Wählen Sie Materialien mit niedrigem Schmelzpunkt: Durch ihre Verwendung lässt sich das Material leicht schmelzen und fließt während des Spritzgießens besser, wodurch die Bildung von kalten Butzen minimiert wird.
Wählen Sie Materialien mit hohem Durchfluss: Aufgrund der höheren Fließfähigkeit von hochfließenden Materialien ist es einfacher, den Formhohlraum während des Spritzgießprozesses zu füllen, wodurch die Bildung von Kaltbutzen minimiert wird. Weichmacher können in die Formulierung eingearbeitet werden, oder die Auswahl von Materialien mit besseren Fließeigenschaften verbessert das Fließen des Materials.

Stärkung der Instandhaltung der Ausrüstung
Der Zustand der Spritzgießausrüstung ist der wichtigste Faktor, der die Stabilität des Gießprozesses und die Qualität der Endprodukte beeinflusst. Die Wartung und die richtige Pflege der Anlagen sind ebenfalls sehr wichtig, damit die Anlagen ordnungsgemäß funktionieren, ohne dass sich kalte Butzen bilden.
Regelmäßige Überprüfung der Temperaturkontrollsysteme: Es wird empfohlen, die Temperaturkontrollsysteme der Spritzgießmaschine und des Werkzeugs zu überprüfen, um sicherzustellen, dass sie wie erforderlich funktionieren, um die Bildung von Kaltbutzen zu verhindern.
Regelmäßig Düsen und Kufen reinigen: Reinigen Sie Düsen, Düsenspitze und Kanäle, damit die Schmelze ungehindert fließen kann und sich kein kalter Pfropfen aufgrund einer Verstopfung bildet.
Regelmäßige Kontrolle der Kühlsysteme: Stellen Sie sicher, dass das Kühlsystem der Form ordnungsgemäß funktioniert, um die Bildung von Kälteballen durch ungleichmäßige Kühlung zu vermeiden.

Schlussfolgerung
Beim Spritzgießen können mehrere Faktoren zur Bildung von Kaltbutzen beitragen, d. h. kleinen, verfestigten Kunststoffteilen, die die Qualität der Formteile beeinträchtigen können. Beispielsweise kann die Verwendung von flammhemmendem PC (Polycarbonat) eine Herausforderung darstellen, da es eine präzise Temperaturkontrolle erfordert, um seine Eigenschaften zu erhalten. Bei der Verwendung von wassergekühltem Formstahl ist die richtige Abkühlgeschwindigkeit entscheidend. Eine ungeeignete Abkühlgeschwindigkeit kann dazu führen, dass der Kunststoff zu schnell abkühlt und sich kalte Butzen bilden, bevor die Form vollständig gefüllt ist. Darüber hinaus ist die Wahl der entsprechenden Feuerwiderstandsklasse für den geformten Kunststoff von entscheidender Bedeutung, da sie sicherstellt, dass das Material den geforderten Bedingungen standhält, ohne sich vorzeitig zu zersetzen. Eine langsame Einspritzgeschwindigkeit kann dieses Problem noch verschärfen, da die Kunststoffflüssigkeit zu früh abkühlt und erstarrt. Daher ist die Aufrechterhaltung eines optimalen Gleichgewichts zwischen diesen Faktoren von entscheidender Bedeutung, um kalte Butzen zu vermeiden und die Herstellung hochwertiger Kunststoffformteile zu gewährleisten.

Erkältungsschnecken sind eines der grundlegenden und recht langwierigen Probleme, die in Spritzgießen Dies ist auf verschiedene Faktoren zurückzuführen, darunter Temperatur, Werkzeugkonstruktion, Prozessparameter und Materialien. Eine Anpassung der Temperaturregelung, der Konstruktion des Werkzeugs, der Prozessparameter, der Materialauswahl und eine verstärkte Wartung der Ausrüstung tragen dazu bei, die Bildung kalter Butzen zu verringern und damit die Qualität des Spritzgießens und seine Effizienz zu verbessern.







