 Zum Inhalt springen
Zum Inhalt springen 

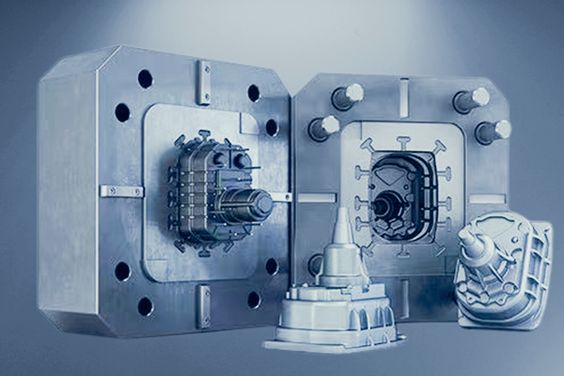
Plastikform ist ein Werkzeug für die kunststoffverarbeitende Industrie und eine Kunststoff-Formmaschine, die Kunststoffprodukte mit vollständiger Form und präziser Größe herstellt.
Aufgrund der Vielfalt der Kunststoff-und Verarbeitungsmethoden, Kunststoff-Formmaschine und Kunststoff-Produkte und die Struktur der einfachen und komplizierten, so dass die Kunststoff-Formenbau Arten und Strukturen sind auch eine Vielzahl von.
Formen werden in einer Vielzahl von Branchen zur Herstellung von Produkten verwendet. Kunststoffspritzguss ist ein beliebtes Verfahren zur Herstellung einer Vielzahl von Kunststoffartikeln.
In diesem Blogbeitrag erfahren Sie alles, was Sie über das Formen von Kunststoffen wissen müssen! Wir behandeln sowohl die Grundlagen, z. B. was es ist und wie es funktioniert, als auch fortgeschrittenere Themen, z. B. die verschiedenen Arten von Gussformen und die verwendeten Materialien.
Wir hoffen, dass Sie in diesem Blogbeitrag alle Informationen finden, die Sie benötigen, um eine fundierte Entscheidung über die Verwendung von Plastikformen.

Grundlegende Einführung in Kunststoff-Formen
Eine kombinierte Kunststoffform für Formpressen und Extrusionsformen, SpritzgießenBlasformen und Niederschaumformen, die hauptsächlich eine konkave Form mit variablen Kavitäten, bestehend aus einem konkaven Formkombinationssubstrat, einer konkaven Formbaugruppe und einer konkaven Formkombinationskartenplatte, und eine konvexe Form mit variablen Kernen, bestehend aus einem konvexen Formkombinationssubstrat, einer konvexen Formbaugruppe, einer konvexen Formkombinationskartenplatte, einer Hohlraumabtrennungsbaugruppe und einer Seitenabtrennungskombinationsplatte, umfassen.
Koordinierte Änderung der Form konvex und konkav stirbt und Hilfs-Formenbau-System. Es kann eine Reihe von Kunststoffteilen in verschiedenen Formen und Größen verarbeiten.
Es ist ein Werkzeug, das in der kunststoffverarbeitenden Industrie verwendet wird und Kunststoffguss Maschine, um Kunststoffprodukten eine vollständige Form und präzise Größe zu geben.

Wegen der Vielfalt der Kunststoffe und Verarbeitungsmethoden, Kunststoffguss Maschine und Kunststoff-Produkte und die Struktur der einfachen und komplexen, so, die Kunststoff-Formen und Strukturen sind auch eine Vielzahl von.
Mit der rasanten Entwicklung der Kunststoffindustrie und der kontinuierlichen Verbesserung der allgemeinen und technischen Kunststoffe in Bezug auf Festigkeit und andere Aspekte nimmt auch die Anwendung von Kunststoffprodukten zu, und die Menge der Kunststoffprodukte steigt.
Plastikform ist eine Art Werkzeug zur Herstellung von Kunststoffprodukten. Es besteht aus mehreren Gruppen von Teilen, und diese Kombination enthält den Formhohlraum.
Während Spritzgießendie Spritzgießwerkzeug wird auf die Spritzgießmaschine aufgespannt, der geschmolzene Kunststoff wird in den Formhohlraum eingespritzt, abgekühlt und in der Kavität geformt, dann werden die obere und untere Form getrennt und das Produkt wird aus der Kavität ausgestoßen und verlässt die Form durch das Auswerfersystem, und schließlich wird die Form für die nächste Einspritzung wieder geschlossen, der gesamte Einspritzvorgang ist zyklisch.
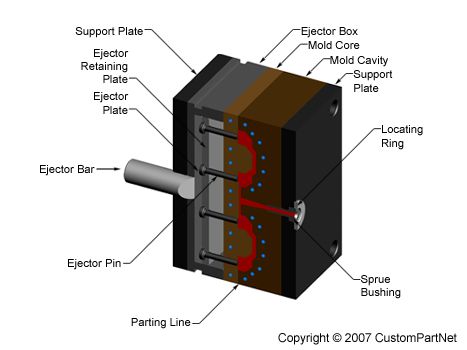
Im Allgemeinen besteht die Kunststoffform aus zwei Teilen: der beweglichen Form und der festen Form. Die bewegliche Form wird auf der beweglichen Schablone der Werkzeugmaschine montiert. Spritzgießen Maschine, und die feste Form wird auf die feste Schablone der Spritzgießmaschine montiert. Die bewegliche Formschablone und die feste Formschablone sind die Spritzgießen Maschine besteht, die zum Fixieren der Form verwendet werden.
Während SpritzgießenDie Form und die feste Form werden geschlossen, um das Gießsystem und den Hohlraum zu bilden, und wenn die Form geöffnet wird, werden die Form und die feste Form getrennt, um die Kunststoffprodukte zu entfernen.
Obwohl die Struktur der Form je nach Art und Eigenschaften der Kunststoffe, der Form und Struktur der Kunststoffprodukte und der Art der Spritzgießmaschine variieren kann, ist die Grundstruktur gleich.
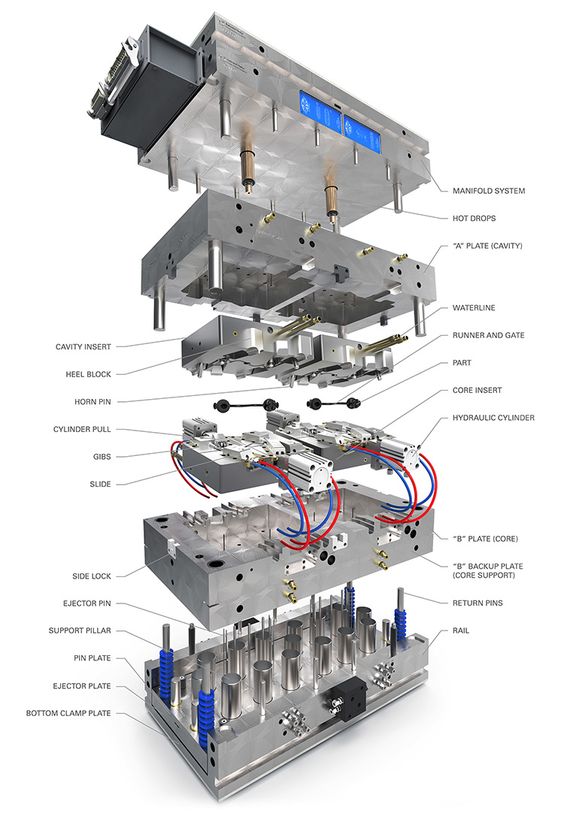
Die Form besteht hauptsächlich aus einem Gießsystem, einem Temperaturregulierungssystem, Formteilen und Konstruktionsteilen.
Unter ihnen sind das Gießsystem und die Formteile die Teile, die in direktem Kontakt mit dem Kunststoff stehen und sich mit dem Kunststoff und den Produkten verändern. Sie sind die kompliziertesten und veränderbarsten Teile der Form und erfordern die höchste Verarbeitungsqualität und Präzision.
Das Gießsystem ist der Teil des Fließkanals, bevor der Kunststoff von der Einspritzdüse in die Kavität gelangt, einschließlich des Hauptfließkanals, der kalten Kavität, des Verteilers und des Anschnitts. Formteile sind die verschiedenen Teile, die die Form des Produkts bilden, einschließlich beweglicher Form, fester Form und Kavität, Kern, Formstab und Entlüftungsöffnung usw.
Chinas Kunststoff-Formenbau in High-Tech-Antrieb und Säule der Industrie Anwendung Nachfrage, die Bildung einer riesigen industriellen Kette, von der vorgelagerten der Roh-und Hilfsstoffe Industrie und Verarbeitung, Prüfgeräte, um die nachgelagerten von Maschinen, Autos, Motorräder, Haushaltsgeräte, elektronische Kommunikation, Bau-und Baustoffe und mehrere andere wichtige Anwendungen der Industrie, Plastikform Entwicklung einer lebendigen.

Hauptklassifizierung von Kunststoffformen
Je nach den verschiedenen Formgebungsverfahren können wir die Arten von Kunststoffverarbeitungswerkzeugen entsprechend den verschiedenen Prozessanforderungen unterteilen, hauptsächlich SpritzgießformenExtrusionsformen, Blisterformen, Formen für hochschäumendes Polystyrol usw.
a. Kunststoff-Spritzgussformen
Nach unserem Wissen über Kunststoff-SpritzgussformenEs handelt sich hauptsächlich um eine Form, die bei der Herstellung von thermoplastischen Kunststoffen verwendet wird. Kunststoff-Spritzgussteile.
Die Kunststoffspritzgussform entspricht der Verarbeitungsausrüstung von Kunststoff-Spritzgießmaschinen, in denen das Kunststoffmaterial zunächst erwärmt und im Zylinder am Boden der Spritzgießmaschine geschmolzen wird und dann durch die Schnecke oder den Kolben der Spritzgießmaschine in den Formhohlraum durch die Einspritzdüse und das Gießsystem der Form gedrückt wird, der Kunststoff abgekühlt und gehärtet wird und das Produkt durch Entformen erhalten wird, dies ist die gesamte Spritzgießen Zyklusprozess.
Die Struktur besteht in der Regel aus Formteilen, einem Gießsystem, Führungsteilen, einem Schiebemechanismus, einem Temperaturregulierungssystem, einem Auspuffsystem, Stützteilen und anderen Teilen.
Die Spritzgießfertigung typischerweise Material in der Regel nimmt Kunststoff-Formenbau Stahl-Modul, die gemeinsamen Materialien sind vor allem Kohlenstoff-Baustahl, Kohlenstoff-Werkzeugstahl, legierter Werkzeugstahl, High-Speed-Stahl, etc.
Ganzes Spritzgießen Prozessmethode ist in der Regel nur für die Massenproduktion von Produkten aus thermoplastischen Kunststoffen geeignet, wobei Kunststoff-Spritzguss Prozess zur Herstellung einer breiten Palette von Kunststoff-Produkten, vom täglichen Bedarf bis hin zu allen Arten von komplexen Maschinen, elektrische Geräte, Transport-Teile, etc. sind mit Spritzguss geformt, ist es die am weitesten verbreitete bei der Herstellung von Kunststoff-Produkten eine Verarbeitungsmethode.

b. Kunststoff-Pressform
Es gibt zwei Arten von Strukturformen, das Formpressen und das Formpressen Spritzgießen. Sie werden hauptsächlich zum Formen von duroplastischen Kunststoffen verwendet, und ihre entsprechende Ausrüstung ist die Druckformmaschine.
Das Formpressverfahren basiert auf den Eigenschaften von Kunststoffen, die Form wird auf die Formtemperatur erhitzt (im Allgemeinen 103°-108°), dann wird das abgemessene Formpresspulver in den Formhohlraum und die Füllkammer gegeben, und die Form wird geschlossen.
Pressenspritzgießen unterscheidet sich vom Formpressen dadurch, dass es eine separate Füllkammer gibt und die Form vor dem Formen geschlossen wird. Der Kunststoff wird in der Füllkammer vorgewärmt und befindet sich in einem viskosen Fließzustand, dann wird er eingestellt und unter Druck in den Formhohlraum gepresst, um auszuhärten und zu formen.
Pressformen werden auch für das Formen bestimmter spezieller Thermoplaste verwendet, z. B. für schwer schmelzbare Thermoplaste (wie Polygafluorethylen), Rohlinge (Kaltpressen), Harzlinsen mit sehr hohen optischen Eigenschaften, Autolenkräder aus Nitrocellulose mit leichter Schaumbildung, usw.
Formen für das Formpressen bestehen hauptsächlich aus Hohlräumen, Füllkammern, Führungsmechanismus, Ausstoßteilen, Heizsystem usw. Kompression Spritzgießformen werden häufig zur Verkapselung von elektrischen Bauteilen verwendet.
Die verwendeten Materialien in der Herstellung von Formpresswerkzeugen sind im Grunde die gleichen wie Spritzgussformen.

c. Kunststoff-Extrusionsform
Er wird auch als Extrusionsformkopf bezeichnet und ist weit verbreitet für die Verarbeitung von Rohren, Stäben, Monofilamenten, Platten, Folien, Draht- und Kabelverkleidungen, Profilen usw.
Die entsprechende Produktionsausrüstung ist ein Kunststoffextruder, dessen Prinzip darin besteht, festen Kunststoff unter den Bedingungen von Heizung, Schneckendrehung und Druck zu schmelzen und zu plastifizieren, und durch eine spezifische Form der Mundform kontinuierliche Kunststoffprodukte mit dem gleichen Querschnitt wie die Form der Mundform herzustellen.
Die Werkstoffe für die Herstellung sind hauptsächlich Kohlenstoffbaustahl, legierte Werkzeuge usw. Einige Strangpresswerkzeuge sind in den Teilen, die verschleißfest sein müssen, mit verschleißfesten Materialien wie z. B. Diamant eingelegt.
Das Extrusionsmedium-Verfahren ist in der Regel nur für die Herstellung von thermoplastischen Produkten geeignet und unterscheidet sich in seiner Struktur deutlich von derjenigen der Spritzgießformen und Druckgussformen.

d. Kunststoff-Blasformwerkzeug
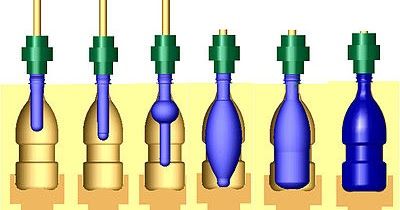
Es handelt sich um eine Form, die zum Formen von Hohlkörpern aus Kunststoff (wie Getränkeflaschen, chemische Produkte des täglichen Bedarfs und andere Verpackungsbehälter) verwendet wird, und die Formen des Blasformens sind hauptsächlich Extrusionsblasformen, SpritzblasformenSpritzgießen, Streckblasen (allgemein bekannt als "injection pull blow"), Mehrschichtblasen, Folienblasen usw. Umformen, etc.
Blasformen von Hohlkörpern entsprechend der Ausrüstung ist in der Regel als Kunststoff-Blasformmaschine, Blasformen ist nur für die Herstellung von thermoplastischen Sorten von Produkten.
Blasformen Formstruktur ist relativ einfach, die verwendeten Materialien sind meist aus Kohlenstoff mehr dann gemacht.
e. Kunststoff-Blisterform
Es handelt sich um eine Art von Form, die Kunststoffplatten oder -folien als Rohmaterial für die Herstellung einfacher Kunststoffprodukte verwendet.
Das Prinzip besteht darin, die Methode der Vakuumöffnung oder der Druckluftformung zu verwenden, um die Kunststoffplatte oder -folie auf der konkaven oder konvexen Form zu fixieren, unter der Bedingung der Erwärmung und Erweichung zu verformen und auf dem Hohlraum der Form zu kleben, um die gewünschten geformten Produkte zu erhalten, die hauptsächlich bei der Herstellung einiger Produkte des täglichen Bedarfs, Lebensmittel, Spielzeug und anderer Verpackungsprodukte verwendet werden.
Da der Druck der Blisterform gering ist, wird das Formmaterial meist aus Aluminiumguss oder Nichtmetall hergestellt, und die Struktur ist einfach.

f. Hochexpandierte Polystyrol-Formmatrize
Es handelt sich um eine Form zum Formen von Schaumstoffverpackungen in verschiedenen Formen unter Verwendung des Rohstoffs EPS (Polystyrolkügelchen und Treibmittel).
Das Prinzip ist, dass EPS in der Form in Dampf geformt werden kann, einschließlich einfacher handbetriebener Formen und hydraulischer Maschinen-Durchgangsschaumformen von zwei Typen, die hauptsächlich für die Produktion von industriellen Verpackungsprodukten verwendet werden.
Die für die Herstellung solcher Formen verwendeten Materialien sind Aluminiumguss, Edelstahl, Bronze usw.

Design-Elemente für Kunststoffformen
Die Konstruktion und Herstellung von Formen ist eng mit der Kunststoffverarbeitung verbunden. Der Erfolg oder Misserfolg der Kunststoffverarbeitung hängt weitgehend von der Wirkung des Werkzeugdesigns und der Qualität der FormenbauDer Entwurf von Kunststoffformen basiert auf dem richtigen Design von Kunststoffprodukten.
Kunststoff-Formenbau zu berücksichtigen, die strukturellen Elemente sind
1. Trennfläche, d. h. die Berührungsfläche, an der die konkave Form und die konvexe Form aufeinander passen, wenn die Form geschlossen ist.
Seine Lage und Form werden durch die Form und das Aussehen des Produkts, die gleichmäßige Wandstärke, das Formverfahren, die Nachbearbeitung, die Art und den Aufbau der Form, die Entformungsmethode und den Aufbau der Formmaschine usw. beeinflusst.
2. Strukturelle Teile, d. h. Schieber, schräge Oberteile, gerade Oberteile von komplexen Formen usw.
Die Konstruktion der Strukturteile ist sehr kritisch, da sie mit der Lebensdauer der Form, dem Verarbeitungszyklus, den Kosten, der Produktqualität usw. zusammenhängt. Daher erfordert die Konstruktion der Kernstruktur komplexer Formen ein hohes Maß an umfassenden Fähigkeiten des Konstrukteurs, der möglichst einfache, haltbare und wirtschaftliche Konstruktionslösungen anstrebt.
3. Formgenauigkeit, d.h. Kardenvermeidung, Feinpositionierung, Führungssäule, Positionierungsstift, etc.
Positionierung System ist im Zusammenhang mit Produkt Aussehen Qualität, Schimmel Qualität und Lebensdauer, nach verschiedenen Formenbau, wählen Sie verschiedene Methoden zur Positionierung, Positionierung Genauigkeit Kontrolle stützt sich hauptsächlich auf die Verarbeitung, interne Form Positionierung ist vor allem die Designer in vollem Umfang zu berücksichtigen, Design eine vernünftige und einfach, um die Positionierung Methode.
4. Gießsystem, d.h. von der Spritzgießen Maschinendüse in den Hohlraum zwischen dem Zuführkanal, einschließlich des Hauptstromkanals, des Umleitungskanals, des Anschnitts und des kalten Hohlraums.
Insbesondere sollte die Lage des Tores ausgewählt werden, um die geschmolzene Kunststoff in einem guten Zustand gefüllt Hohlraum zu erleichtern, an das Produkt der festen Läufer und Tor kaltes Material ist leicht aus der Form zu werfen und entfernt werden, wenn die Form geöffnet wird (außer für Heißkanal Form).
5. die Schrumpfungsrate des Kunststoffs und die Faktoren, die die Maßhaltigkeit des Erzeugnisses beeinflussen, wie z. B. Formenbau und Montagefehler, Abnutzung der Formen usw..
Darüber hinaus ist die Gestaltung der Kompression und SpritzgießformenAuch der Prozess der Formmaschine und die strukturellen Parameter des Spiels sollten berücksichtigt werden. Computer-Aided-Design-Technologie ist weit verbreitet in der Gestaltung von Kunststoff-Formen verwendet worden.

Zubehör für Kunststoffformen
Stempel, Kopf, Führungssäule, Führungshülse, Feinpositionierung, Auswerferstange, Auswerferstift, Hülse, Schieber, Schrägsteller, Stahlkugelhülse, Datumsstempel, Plastikform Feder, Dichtung, Kühlverbindung, Wasserkolben, Positionierring, Schiebermuffe, Zugmaterialstift, Zugstange, Grenznagel, Müllnagel, Stützpfosten, Öffner, Formöffnungsfolgekontrolle (Formverriegelungsschnalle) usw.
Kunststoff-Formenbauteile
Zusammensetzung
Die Struktur von Blasform-, Gießform- und Thermoformwerkzeugen ist relativ einfach.
Kompressionsform, Spritzgussform und Transferform Struktur ist komplexer, bilden die Teile dieser Art von Form ist auch mehr.
Die grundlegenden Teile sind
1. Formteile, einschließlich konkaven Schimmel, konvexe Form, eine Vielzahl von Guss-Kern, sind Gussprodukte innerhalb und außerhalb der Oberfläche oder der oberen und unteren Ende, Seite Löcher, Seite konkav und Gewindeteile.
2. Support feste Teile, einschließlich Form Grundplatte, feste Platte, Stützplatte, Pad, etc., um die Form zu fixieren oder den Druck zu unterstützen.
3. Führungsteile, einschließlich Führungssäule und Führungsbuchse, zur Bestimmung der relativen Position der Form oder der Startmechanismusbewegung.
4. Kernentnahmeteile, einschließlich Kippstifte, Schieber usw., werden verwendet, um den beweglichen Kern herauszuziehen, wenn die Form geöffnet wird, so dass das Produkt aus der Form freigegeben wird.
5. Push-out-Teile, einschließlich Push-Stab, Push-Rohr, Push-Block, Push-Stück Platte, Push-Stück Ring, Push-Stab feste Platte, Push-Platte, etc., um die Produkte aus der Form zu machen.
Diese Art von Formrahmen besteht aus grundlegenden Teilen, deren Struktur, Form und Größe standardisiert und serienmäßig festgelegt sind, und der Hohlraum kann entsprechend der Form der Produkte bearbeitet werden. Die Verwendung eines Standardformrahmens ist förderlich für die Verkürzung des Formenbauzyklus.
Häufig verwendete Formgrundteile Rolle
Feste Formgrundplatte (Platte): die vordere Form, die an der Spritzgießmaschine befestigt ist.
Kufenplatte (Ausgussplatte): Beim Öffnen der Form den Abfallstiel entfernen, so dass er automatisch abfällt (Drei-Platten-Form).
Befestigungsplatte (A-Platte): der vordere Teil des geformten Produkts.
Feste Platte des beweglichen Werkzeugs (B-Platte): der hintere Teil der geformten Produkte.
Pad: der Fuß der Form, seine Aufgabe ist es, der oberen Platte genügend Bewegungsfreiheit zu geben.
Druckplatte: Drücken Sie das Produkt aus der Form heraus, indem Sie die Teile wie die obere Stange, den oberen Block und die schräge Oberseite beim Öffnen der Form herausdrücken.
Bewegliche Formgrundplatte (Bodenplatte): zur Befestigung der hinteren Form auf dem Spritzgießen Maschine.
Führungssäule und Führungsbuchse: spielen eine Führungs- und Positionierungsrolle, unterstützen die vordere und hintere Formöffnung sowie die Form- und Grundpositionierung.
Stützsäule (Stützkopf): Verbessert die Festigkeit der B-Platte, verhindert wirksam die Verformung der B-Platte durch die Langzeitproduktion.
Führungssäule der oberen Platte (mittlerer Toast): Führung und Positionierung der Druckplatte, um einen reibungslosen Auswurf zu gewährleisten.
Anforderungen an das Material für Kunststoffformen
Die Arbeitsbedingungen von Kunststoffformen unterscheiden sich von denen der Kaltstanzformen, die im Allgemeinen bei 150°C-200°C arbeiten müssen. Sie sind nicht nur einem gewissen Druck ausgesetzt, sondern müssen auch den Einfluss der Temperatur ertragen.
Nach den Angaben der Kunststoffspritzgussform Verwendungsbedingungen, Verarbeitungsmethoden der verschiedenen Plastikform mit den grundlegenden Leistungsanforderungen von Stahl lässt sich grob wie folgt zusammenfassen.

Angemessene Oberflächenhärte und Verschleißfestigkeit
Plastikform Härte ist in der Regel unter 50-60HRC, nach der Wärmebehandlung der Form sollte genug Oberflächenhärte, um sicherzustellen, dass die Form hat eine ausreichende Steifigkeit.
Mold in der Arbeit durch die Füllung und Strömung von Kunststoff zu widerstehen großen Druckspannung und Reibung, die die Form, um die Genauigkeit der Form und Maßhaltigkeit der Stabilität, um sicherzustellen, dass die Form hat eine ausreichende Lebensdauer.
Mold Verschleißfestigkeit hängt von der chemischen Zusammensetzung von Stahl und Wärmebehandlung Härte, so dass die Verbesserung der Härte der Form ist förderlich für die Verbesserung der Verschleißfestigkeit.

Hervorragende Schneidbarkeit
Die meisten Kunststoff-FormenbauNeben der EMD-Bearbeitung ist auch eine gewisse spanabhebende Bearbeitung und eine Reparatur durch Einspannen erforderlich.
Um die Lebensdauer von Schneidwerkzeugen zu verlängern, die Schneidleistung zu verbessern und die Oberflächenrauheit zu verringern, muss die Härte von Kunststoffformenstahl angemessen sein.

Gute Polierleistung
Hochwertige Kunststoffprodukte, bei denen die Oberflächenrauheit des Hohlraums gering sein muss.
Zum Beispiel, die Spritzgussform Hohlraum Oberflächenrauhigkeit Wert erforderlich weniger als Ra0.1 ~ 0.25 Ebene, die optische Oberfläche erfordert Ra<0.01nm, muss der Hohlraum poliert werden, um die Oberflächenrauhigkeit Wert zu reduzieren.
Aus diesem Grund ist die Wahl des Stahls erfordert weniger Materialverunreinigungen, Gewebe mikrofeine Einheitlichkeit, keine Faser gerichtet, Polieren sollte nicht erscheinen Pockmark oder Orangenhaut Mängel.

Gute thermische Stabilität
Kunststoff-Spritzgussform Teile haben oft eine komplexe Form und sind nach dem Abschrecken schwer zu bearbeiten, daher sollte man versuchen, eine gute thermische Stabilität zu verwenden.
Wenn die Form nach der Wärmebehandlung durch den Koeffizienten der linearen Ausdehnung, Wärmebehandlung Verformung ist klein, die Temperaturdifferenz durch die kleine Rate der Veränderung in der Größe, metallographische Organisation und Schimmel Größe Stabilität verursacht, kann reduziert werden oder nicht mehr verarbeitet, um die Form Größe Genauigkeit und Oberflächenrauhigkeit Anforderungen zu gewährleisten.
45, 50 Sorten von Kohlenstoffstahl hat eine gewisse Festigkeit und Verschleißfestigkeit, nach dem Anlassen Behandlung ist meist für Formrahmen Materialien verwendet.
Hochkohlenstoffhaltiger Werkzeugstahl, niedrig legierter Werkzeugstahl nach der Wärmebehandlung hat eine hohe Festigkeit und Verschleißfestigkeit, mehr für Gussteile.
Aber hohe Kohlenstoff-Werkzeugstahl wegen seiner Wärmebehandlung Verformung, nur für die Herstellung von kleinen Größe, einfache Form der Formteile.
Mit der Entwicklung der Kunststoffindustrie, die Komplexität der Kunststoff-Produkte, Präzision und andere Anforderungen sind zunehmend hoch, die Form Material auch höhere Anforderungen.
Für die Herstellung von komplexen, Präzision und korrosionsbeständig Kunststoff-Form, kann verwendet werden, vor-gehärteten Stahl (wie PMS), korrosionsbeständigen Stahl (wie PCR) und kohlenstoffarmen martensitischen Alterung Stahl (wie 18Ni-250), haben bessere Schneiden, Wärmebehandlung und Polieren Eigenschaften und höhere Festigkeit.
Darüber hinaus ist bei der Auswahl der Materialien müssen auch die Verhinderung von Abrieb und Kleben, wie die Existenz der relativen Bewegung der beiden Oberflächen, versuchen Sie, die Auswahl von Materialien mit der gleichen organisatorischen Struktur zu vermeiden, besondere Bedingungen können plattiert oder Nitrid auf einer Seite, so dass die beiden Seiten haben unterschiedliche Oberflächenstruktur.

Auswahl des Materials für Kunststoffformen
1. die Arbeitsbedingungen von Kunststoff-Formen
Durch die Entwicklung von Kunststoff- und Kunststoffguss Industrie werden die Qualitätsanforderungen an Kunststoffformen immer höher, so dass der Ausfall von Kunststoff-Formen und die sie beeinflussenden Faktoren sind zu wichtigen Forschungsthemen geworden.
Die wichtigsten Funktionselemente von Plastikform sind Formteile, wie z. B. konvexe Form, konkave Form, etc. Sie bilden den Hohlraum der Kunststoff-Form, um verschiedene Oberflächen von Kunststoffteilen und direkten Kontakt mit Kunststoff, vorbehaltlich der Druck, Temperatur, Reibung und Korrosion, etc.

2. Analyse der Gründe für das Versagen von Kunststoffformen
Der allgemeine Formenbau umfasst die Konstruktion der Formen, die Auswahl der Materialien, die Wärmebehandlung, die CNC-Bearbeitung, die Inbetriebnahme und die Montage.
Laut der Umfrage zeigt: Schimmel Fehler Faktoren, die Form in das Material und die Wärmebehandlung ist der wichtigste Faktor, der die Lebensdauer.
Unter dem Gesichtspunkt eines umfassenden Qualitätsmanagements können die Faktoren, die die Lebensdauer der Form beeinflussen, nicht als Summe von Polynomen gemessen werden, sondern sollten das Produkt mehrerer Faktoren sein, so dass die Vor- und Nachteile der Formwerkstoffe und der Wärmebehandlung im gesamten Formherstellungsprozess besonders wichtig sind.
Aus der Analyse der gemeinsamen Phänomen der Form Scheitern, Kunststoff-Schimmel in den Service-Prozess, kann Verschleiß Verlust, lokalisierte Verformung und Bruch Versagen zu produzieren.
Die wichtigsten Versagensformen von Kunststoffformen lassen sich in Versagen durch Verschleiß, lokale plastische Verformung und Bruch unterteilen.

3. Leistungsanforderungen an Kunststoffformenstahl
Mit der raschen Entwicklung der verarbeitenden Industrie ist die Kunststoffform ein unverzichtbares Werkzeug in der Kunststoffguss Prozess stieg der Anteil an der gesamten Formenproduktion von Jahr zu Jahr.
mit der Entwicklung von High-Performance-Kunststoffe und kontinuierliche Produktion, die zunehmende Vielfalt von Kunststoff-Produkten, die Ausweitung der Verwendung von Produkten zu Präzision, große, komplexe Entwicklung.
Molding Produktion zu High-Speed-Entwicklung, die Arbeitsbedingungen der Form ist auch mehr und mehr komplex.
1) Verschleiß und Korrosion der Hohlraumoberfläche
Kunststoff-Schmelze zu einem bestimmten Druck in der Form Hohlraum fließen, Verfestigung von Kunststoff-Teilen aus der Form, werden durch Reibung auf der Form Gießen Oberfläche verursacht, was zu tragen.
Die Hauptursache für den Verschleiß von Kunststoffformen ist die Reibung zwischen der Form und dem Material. Die spezifische Form des Verschleißes und der Verschleißprozess hängen jedoch von vielen Faktoren ab, wie z. B. dem Druck, der Temperatur, der Geschwindigkeit der Materialverformung und dem Zustand der Schmierung der Form während des Arbeitsprozesses.
Wenn das Material und die Wärmebehandlung der Kunststoff-Form ist unangemessen, der Hohlraum Oberfläche der Kunststoff-Form hat eine geringe Härte und schlechte Verschleißfestigkeit, die sich wie folgt: die Größe der Hohlraum Oberfläche ist super schlecht durch Verschleiß und Verformung, die Rauheit Wert wird hoch durch Haare ziehen und die Oberflächenqualität verschlechtert.
Vor allem, wenn die Verwendung von festen Materialien in den Hohlraum des Kunststoffmodells, wird es den Verschleiß der Hohlraumoberfläche zu intensivieren.
Plus die Kunststoff-Verarbeitung enthält Chlor, Fluor und andere Komponenten der Wärme Zersetzung von korrosiven Gasen HC1, HF, so dass die Kunststoff-Formenbau Hohlraum Oberfläche Korrosion Verschleiß, was zum Scheitern.
Kommt es gleichzeitig mit dem Verschleiß zu einer Beschädigung, so dass die Hohlraumoberfläche der Beschichtung oder einer anderen Schutzschicht beschädigt wird, fördert dies den Korrosionsprozess.
Zwei Arten von Schäden Kreuz-Aktion, beschleunigen die Korrosion von einem Verschleiß Verlust Wirkung.

2) Versagen durch plastische Verformung
Kunststoff-Modell Hohlraum Oberflächendruck, Wärme kann dazu führen, dass die plastische Verformung Versagen, vor allem, wenn die kleine Form in der großen Tonnage Ausrüstung, eher zu produzieren Überlastung plastische Verformung.
Kunststoff-Formenbau in der Materialstärke und Zähigkeit ist nicht genug, niedrige Verformungswiderstand; Kunststoff-Verformung Scheitern ein weiterer Grund, vor allem ist die Form Hohlraum Oberfläche Härtungsschicht ist zu dünn, Verformungswiderstand ist nicht genug oder die Arbeitstemperatur ist höher als die Anlassen Temperatur und Phasenwechsel Erweichung, und frühes Versagen der Form.
3)Fraktur
Der Hauptgrund für den Bruch ist aufgrund der Struktur, Temperaturunterschied und strukturelle Spannungen, thermische Spannungen oder aufgrund unzureichender Temperierung, bei der Verwendung von Temperatur, so dass die Rest-Austenit in Martensit, was zu lokalen Volumen Expansion, das Gewebe Stress erzeugt innerhalb der Form.
Die Arbeitsbedingungen der Kunststoff-Formen unterscheiden sich von denen der Kaltprägeformen, die im Allgemeinen bei 150℃-200℃ arbeiten müssen und neben einem gewissen Druck auch Temperatureinflüssen ausgesetzt sind.
Ein und dieselbe Form weist eine Vielzahl von Fehlerformen auf, und selbst in ein und derselben Form kann eine Vielzahl von Schäden auftreten.
Aus der Ausfallform von PlastikformEs ist bekannt, dass die angemessene Wahl des Kunststoffformmaterials und der Wärmebehandlung sehr wichtig ist, da sie direkt mit der Lebensdauer der Form zusammenhängen.

4. plastische Formen Stahl sollte die folgenden Anforderungen erfüllen
1)Wärmebeständigkeit
Mit dem Aufkommen von Hochgeschwindigkeits-Formmaschinen wird die Laufgeschwindigkeit von Kunststoffprodukten beschleunigt.
Da die Formtemperatur zwischen 200 - 350 ℃ liegt, wenn der Kunststoff nicht gut fließt und die Formgebungsgeschwindigkeit schnell ist, wird das Formteil der Formoberflächentemperatur 400 ℃ in sehr kurzer Zeit überschreiten.
Um sicherzustellen, dass die Genauigkeit der Form im Einsatz und die Verformung ist klein, Schimmel Stahl sollte eine hohe Hitzebeständigkeit Leistung.
2)Ausreichende Verschleißfestigkeit
Mit der Ausweitung der Verwendung von Kunststoff-Produkten, in Kunststoff müssen oft Glasfaser und anderen anorganischen Materialien hinzufügen, um die Plastizität zu verbessern, durch die Zugabe von Zusatzstoffen, so dass die Fließfähigkeit von Kunststoff stark reduziert, was in Form Verschleiß, so dass es eine gute Verschleißfestigkeit erfordert.
3) Hervorragende Schneidbarkeit
Die meisten Kunststoff-FormenbauZusätzlich zur EDM-Bearbeitung muss auch eine gewisse spanabhebende Bearbeitung und eine Spannreparatur durchgeführt werden.
Um die Lebensdauer der Schneidwerkzeuge zu verlängern, ist die Bearbeitungshärtung im Schneidprozess gering.
Um zu vermeiden, dass sich die Form verformt und die Genauigkeit beeinträchtigt, hoffen wir, dass die Eigenspannung bei der Verarbeitung so gering wie möglich gehalten werden kann.

4)Gute thermische Stabilität
Kunststoff-Spritzgussform Teile haben oft eine komplexe Form und sind nach dem Abschrecken schwer zu bearbeiten, daher sollte man versuchen, eine gute thermische Stabilität des Materials zu verwenden.
5)Verarbeitungsleistung der Spiegeloberfläche
Die Oberfläche der Kavität ist glatt und die Formoberfläche ist auf eine Spiegeloberfläche mit einer Oberflächenrauhigkeit von weniger als Ra0,4μm poliert, um das Aussehen der Kunststoffpressteile zu gewährleisten und die Entformung zu erleichtern.
6)Wärmebehandlungsleistung
In der Form Ausfall Unfall, der Unfall durch Wärmebehandlung ist in der Regel 52,3%, so dass die Wärmebehandlung in der gesamten Formenbau Prozess eine wichtige Position einnimmt, hat der Wärmebehandlungsprozess einen größeren Einfluss auf die Qualität der Form.
Allgemeine Anforderungen der Wärmebehandlung Verformung ist klein, Abschrecken Temperaturbereich, Überhitzung Empfindlichkeit ist klein, vor allem, um eine größere Härtbarkeit und Härtbarkeit und so weiter.
7)Korrosionsbeständigkeit
In der Umformung kann korrosive Gas Zersetzung von korrosiven Gasen, wie HC1, HF und anderen korrosiven Schimmel, manchmal in der Luft Kanal Mund, um die Form Rost und Schäden, so dass die Anforderungen der Form Stahl hat eine gute Korrosionsbeständigkeit.
5. Neue Kunststoffform Stahl
Allgemeine Kunststoff-Form ist oft verwendet, um den Zustand der 45 Stahl oder 40Cr Stahl durch Anlassen Herstellung normalisieren.
Härteanforderungen der hohen Kunststoff-Form mit CrWMn oder Crl2MoV und andere Stahlherstellung.
Für die Arbeitstemperatur des Plastikformkönnen Sie sich für die hohe Zähigkeit des Warmarbeitsstahls entscheiden.
Um die höheren Anforderungen der Kunststoff-Hohlraum auf die Maßhaltigkeit und Oberflächenqualität zu erfüllen, und vor kurzem eine Reihe von neuen Schimmel Stahl entwickelt.
1)Carburierter Kunststoffformenstahl
Aufgekohlter Kunststoff-Formenstahl wird hauptsächlich für das Kaltfließpressen von komplexen Hohlräumen verwendet. PlastikformDer Kohlenstoffgehalt eines solchen Stahls ist niedrig, oft fügen Sie das Element Cr, während das Hinzufügen der richtigen Menge an Ni, Mo und v, die Rolle ist es, die Härtbarkeit und Aufkohlung Fähigkeit zu verbessern, um Kaltfließpressen Formen zu erleichtern, wie Stahl im geglühten Zustand muss eine hohe Plastizität und geringe Verformungswiderstand, geglüht Härte ≤ 1 00HBS.
Nach dem Kaltfließpressen zum Aufkohlen und der Vergütungsbehandlung kann die Oberflächenhärte 58 - 62 HRC erreichen.
Für diese Stähle gibt es im Ausland besondere Stahlsorten, wie z. B. 8416 in Schweden, P2 und P4 in den USA usw.
Domestic verwenden oft 12CrNi3A und 12Cr2Ni4A Stahl, 20Cr2Ni4A, gute Verschleißfestigkeit, kein Zusammenbruch und Oberfläche Abblättern Phänomen, Form Leben erhöht.
Die Stahlelemente Cr, Ni, Mo, V erhöhen die Härte und Verschleißfestigkeit der aufgekohlten Schicht und die hohe Zähigkeit des Kerns.

2)Vorgehärteter Kunststoffformenstahl
Der Kohlenstoffgehalt dieser Art von Stahl ist 0,3% -O,55%, üblicherweise verwendete Legierungselemente sind Cr, Ni, Mn, v, etc. Um seine Bearbeitbarkeit zu verbessern, fügen Sie s, ca und andere Elemente.
Durch die Entwicklung, Einführung und Weiterentwicklung mehrerer typischer Plastikform Der Stahl Y55CrNiMn-MoVS (SMI) wurde in China entwickelt und enthält das S-System der leicht zu schneidenden Plastikform Stahl, der sich durch eine vorgehärtete Lieferhärte von 35_40 HRC auszeichnet, eine gute Bearbeitbarkeit, keine Wärmebehandlung mehr nach der Bearbeitung, kann direkt verwendet werden.
Fügen Sie Ni Mischkristall Stärkung und Erhöhung der Zähigkeit, fügen Sie Mn und S bilden die Phase Schneiden MnS; fügen Sie Cr, Mo, V, erhöhen die Härtbarkeit von Stahl 8Cr2S Stahl ist ausreichend, um das Schneiden Präzision Schimmel Stahl gehören.
3)Altershärtender Kunststoffformenstahl
Die Entwicklung von kobaltarmen, kobaltfreien, nickelarmen martensitisch alternden Stählen, MASI, ist ein typischer martensitisch alternder Stahl.
Nach Mischkristallbehandlung von 8150C, ist die Härte 28-32 HRC, ding für die mechanische Bearbeitung, und dann durch 4800C Alterung, Alterung falten Ni3Mo, Ni3Ti und andere intermetallische Verbindungen, so dass die Härte von 48-52 HRC. hohe Zähigkeit von Stahl, kleine dimensionale Veränderungen während der Alterung, gute Schweißleistung, aber der Stahl Teuer, weniger beliebt in dem Land.
(4) korrosionsbeständiger Kunststoffformenstahl
Polyvinylchlorid (Pvc) und ABS sowie flammhemmende Harz als Rohstoffe für Kunststoff-Produkte, die Zersetzung von korrosiven Gasen, die während des Formprozesses, wird die Form korrodieren.
Daher ist Kunststoff-Formenbau Stahl erforderlich, um eine gute Korrosionsbeständigkeit haben. Ausländische häufig verwendet korrosionsbeständig Kunststoff Schimmel Stahl martensitischen Edelstahl und Ausscheidung Härten von Edelstahl zwei Arten.
Ausländische haben wie die schwedische ASSAB STVAX (4Crl3) und A SSAB a 8407, etc.
Kunststoff-Formenbauerzeugnisse
Form Einführung
Alle Arten von Werkzeugen und Produkten, die in unserer täglichen Produktion und in unserem Leben verwendet werden, von der Basis von Werkzeugmaschinen und Maschinengehäusen bis hin zu einer kleinen embryonalen Schraube, einem Knopf und dem Gehäuse verschiedener Haushaltsgeräte, haben alle eine enge Beziehung zur Form.
Die Form der Gussform bestimmt die Form dieser Produkte, und die Verarbeitungsqualität und Präzision der Gussform bestimmt auch die Qualität dieser Produkte.
Aufgrund der unterschiedlichen Materialien, des Aussehens, der Spezifikationen und der Verwendungszwecke der verschiedenen Produkte werden die Formen in Gussformen, Schmiedeformen, Druckgussformen, Stanzformen und andere nichtplastische Formen sowie in Kunststoffformen unterteilt.
Technologie-Anwendungen
1. In Haushaltsgeräten, Instrumenten und Messgeräten, Baumaschinen, in der Automobilindustrie, in alltäglichen Gebrauchsgegenständen und in vielen anderen Bereichen nimmt der Anteil der Kunststoffprodukte rasch zu.
Ein vernünftig gestaltetes Kunststoffteil kann oft mehrere herkömmliche Metallteile ersetzen. Der Trend zur Plastifizierung von Industrieprodukten und Produkten des täglichen Gebrauchs ist steigend.
2. die allgemeine Definition von Schimmel: in der industriellen Produktion, mit einer Vielzahl von Pressen und Spezialwerkzeuge auf der Presse montiert, durch den Druck von Metall oder nicht-metallischen Materialien, um Teile oder Produkte der gewünschten Form zu machen, ist dieses spezielle Werkzeug gemeinsam als die Form bekannt.
3. Spritzgießen Verfahrensbeschreibung: Die Form ist ein Werkzeug für Herstellung von Kunststofferzeugnissen.

4. die allgemeine Klassifizierung der Form: kann unterteilt werden in Plastikformen und nichtplastische Formen.
(1) Nicht-Kunststoff-Formen sind: Gussform, Schmiedeform, Stanzform, Druckgussform, etc.
A. Gussform - Wasserhahn, Plattform aus Roheisen
B. Schmiedeform - Karosserie
C. Stanzform - Computertafel
D. Druckgießform - Superlegierung, Zylinderblock
(2) Plastikform nach dem Produktionsverfahren und den Produktionsprodukten unterteilt werden.
A. Spritzgießform - TV-Gehäuse, Tastaturtasten (die häufigste Anwendung)
B. Luftblasform - Getränkeflaschen
C. Pressform - Bakelitschalter, wissenschaftliches Porzellangeschirr
D. Spritzgussformen - Produkte für integrierte Schaltungen
E. Extrusionsgussform - Klebstofftube, Plastikbeutel
F. Thermoforming Form-transparentes Formen von Verpackungsschalen
G. Rotationsgussform - Weichgummi-Puppenspielzeug
Spritzgießen ist die am häufigsten verwendete Methode in der Kunststoffverarbeitung.
Das Verfahren ist für alle Thermoplaste und einige Duroplaste anwendbar, und die Menge der hergestellten Kunststoffprodukte ist mit anderen Formgebungsverfahren nicht zu vergleichen.

Als eines der wichtigsten Instrumente der Spritzgießen Verfahren, der Spritzgussform, in Bezug auf die Qualitätsgenauigkeit, den Fertigungszyklus und die Produktionseffizienz in der Spritzgießen Prozess, wirkt sich direkt auf die Qualität, den Output, die Kosten und die Erneuerung der Produkte aus und bestimmt auch die Reaktionsfähigkeit und die Geschwindigkeit der Unternehmen im Wettbewerb auf dem Markt.
Sie bestimmt auch die Reaktionsfähigkeit und Schnelligkeit des Unternehmens im Marktwettbewerb.
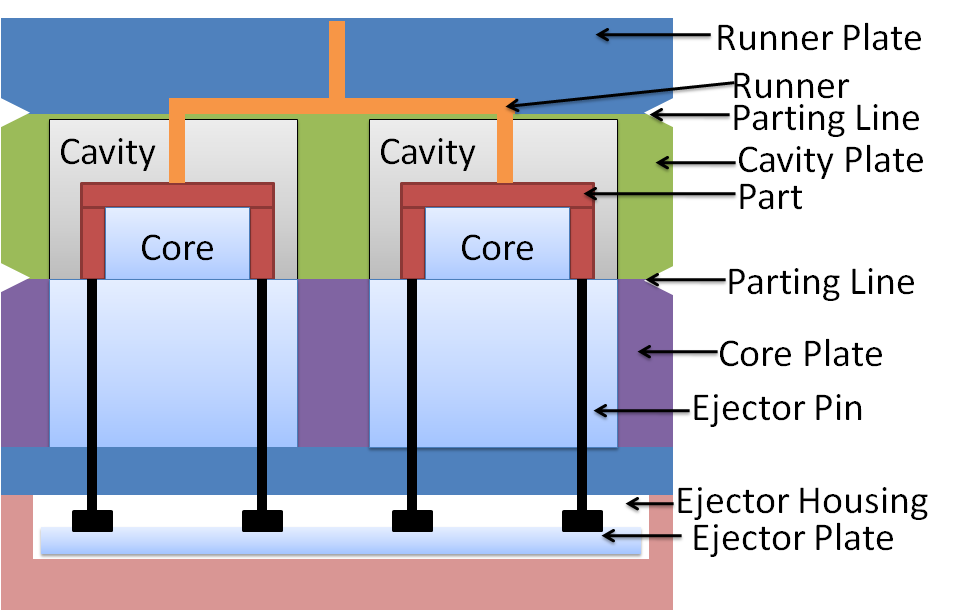
Die Spritzgießwerkzeug besteht aus mehreren Stahlplatten mit verschiedenen Teilen, die im Wesentlichen in folgende Bereiche unterteilt sind.
A Formgebungsvorrichtung (konkave Form, konvexe Form)
B Positioniervorrichtung (Führungssäule, Führungsbuchse)
C feste Einrichtung (I-Platte, Formgrube)
D Kühlsystem (Wassertransportloch)
E System mit konstanter Temperatur (Heizrohr, Heißdraht)
F Läufersystem (Zwitscherloch, Läuferschlitz, Läuferloch)
G Auswerfersystem (Auswerferstift, Auswerferstab)
5. Die Formen können in drei Kategorien unterteilt werden, je nach den verschiedenen Arten des Gießsystems.
(1) Große Tülle Schimmel: der Läufer und Tor sind auf der Trennlinie, und das Produkt wird zusammen entformt, wenn die Form geöffnet wird, das Design ist die einfachste, einfach zu verarbeiten, und die Kosten sind niedrig, so dass mehr Menschen nehmen die großen Tülle System Betrieb.
(2) Feine Tülle Schimmel: der Läufer und Tor sind nicht auf der Trennlinie, in der Regel direkt auf das Produkt, so ist es notwendig, mehr als eine Gruppe von Tülle Trennlinie zu entwerfen, ist das Design komplizierter, ist die Verarbeitung schwieriger, in der Regel je nach den Anforderungen des Produkts und wählen Sie die feine Tülle System.
(3) Heißkanal Schimmel: die Struktur dieser Art von Schimmel ist in etwa die gleiche wie die der feinen Tülle, der größte Unterschied ist, dass der Läufer ist in einem oder mehreren Heißkanal Platten und heiße Tülle mit konstanter Temperatur, kein kaltes Material Entformung, der Läufer und Tor sind direkt auf das Produkt, so dass der Läufer muss nicht entformt werden, ist dieses System auch keine Tülle System genannt, kann es Rohstoff zu sparen, ist es für den Fall der teuren Rohstoff und hohe Produktanforderungen geeignet, das Design und die Verarbeitung ist schwierig, die Form Kosten höher ist.

Das Heißkanalsystem, auch bekannt als Heißkanalsystem, besteht hauptsächlich aus einer Heißkanalhülse, einer Heißkanalplatte und einem Schaltkasten zur Temperaturregelung.
Es gibt zwei Arten von Heißkanalsystemen, die wir üblicherweise verwenden: Einpunkt-Heißkanalsysteme und Mehrpunkt-Heißkanalsysteme.
Single Point Hot Gate ist es, einzelne heiße Torhülse zu verwenden, um geschmolzenen Kunststoff direkt in den Hohlraum zu schießen, ist es für einzelne Hohlraum einzigen Tor geeignet PlastikformMehrpunkt-Heißanguss verzweigt das geschmolzene Material in jede Sub-Heißangusshülse und dann in den Hohlraum durch die Heißangussplatte, es eignet sich für Einzelhohlraum-Mehrpunktzuführung oder Mehrkavitätenform.
Vorteile des Kufensystems
(1) Keine Angüsse, keine Nachbearbeitung, so dass der gesamte Formprozess vollautomatisch abläuft, was Arbeitszeit spart und die Arbeitseffizienz verbessert.
(2) Geringer Druckverlust. Die Heißkanaltemperatur ist gleich der Düsentemperatur der Einspritzmaschine, wodurch die Oberflächenkondensation des Rohstoffs im Kanal vermieden wird und der Einspritzdruckverlust gering ist.
(3) Die wiederholte Verwendung von Angüssen verschlechtert die Kunststoffleistung, während die Verwendung eines Heißkanalsystems ohne Angüsse den Verlust von Rohstoffen und damit die Produktkosten verringern kann.
Bei gleichmäßiger Temperatur und gleichmäßigem Druck in der Kavität weisen die Kunststoffteile geringe Spannungen und eine gleichmäßige Dichte auf, und es können bessere Produkte gespritzt werden als in der Regel. Spritzgießen System in einer kürzeren Formgebungszeit bei geringerem Einspritzdruck.
Bei transparenten Teilen, dünnen Teilen, großen Kunststoffteilen oder Kunststoffteilen mit hohen Anforderungen kann sie ihre Vorteile ausspielen und kleinere Modelle zur Herstellung größerer Produkte verwenden.
(4) Heat Düse nimmt standardisierte und serielle Design, ausgestattet mit verschiedenen optionalen Düsenköpfe, und gute Austauschbarkeit.
Einzigartiges Design und Verarbeitung des elektrischen Heizrings ermöglichen eine gleichmäßige Heiztemperatur und eine lange Nutzungsdauer.
Das Heisskanalsystem ist mit Heisskanalplatten, Temperaturreglern usw. ausgestattet. Es verfügt über ein ausgeklügeltes Design, verschiedene Typen, einfache Bedienung, stabile und zuverlässige Qualität.

Unzulänglichkeiten bei der Anwendung von Heißkanalsystemen
(1) Die Gesamthöhe des Formschlusses nimmt zu, und die Gesamthöhe der Form erhöht sich durch den Einbau von Heißkanalplatten usw.
(2) Die Wärmestrahlung ist schwer zu kontrollieren, der größte Fehler des Heißkanals ist der Wärmeverlust des Angusses, der ein großes Problem darstellt, das gelöst werden muss.
(3) Es gibt thermische Ausdehnung, thermische Ausdehnung und Kontraktion ist ein Problem zu berücksichtigen, wenn wir Design.
(4) Die Formenbau Kosten erhöht, sind die Standardteile des Heißangusssystems teurer, was sich auf die Beliebtheit der Heißangussform auswirkt.

Gemeinsame Software für Kunststoffformen
EMX von PTC, NX Mold Wizard von Siemens, CimatronE, Topsoild, Delcam Moldmaker, Topsolid Mold von Missler, Mold Design von Think3, IMOLD von Manusoft, MoldWorks von R&B, Solidworks, Pro-e, UG (die drei letztgenannten sind hauptsächlich für die Produktkonstruktion zuständig, können aber auch die Werkzeugkonstruktion integrieren) usw.
Polierverfahren für Kunststoffformen
Polieren von Kunststoffformen - grundlegende Verfahren
Um einen hochwertigen Poliereffekt zu erzielen, ist es am wichtigsten, hochwertige Polierwerkzeuge und Hilfsprodukte wie Ölstein, Schleifpapier und Diamantschleifpaste zu verwenden.
Das allgemeine Verfahren zum Polieren von Kunststoffformen sieht wie folgt aus
1. Feinpolieren
Beim Feinpolieren wird hauptsächlich Diamantpolierpaste verwendet. Wenn die Poliertuchscheibe mit Diamantschleifpulver oder -paste zum Schleifen gemischt wird, ist die übliche Schleifordnung 9μm (#1800) bis 6μm (#3000) bis 3μm (#8000). Die 9μm-Diamantschleifpaste und das Poliertuchrad können verwendet werden, um die haarähnlichen Schleifspuren zu entfernen, die das Schleifpapier #1200 und #1500 hinterlassen hat.
Anschließend wird mit Klebefilz und Diamantpolierpaste in der Größenordnung von 1μm (#14000) ~ 1/2μm (#60000) ~ 1/4μm (#100000) poliert. Polierprozesse, die eine Präzision von 1μm oder mehr (einschließlich 1μm) erfordern, können in einem sauberen Polierraum im Formenbau durchgeführt werden.
Für präzises Polieren ist ein absolut sauberer Raum erforderlich. Staub, Rauch, Schuppen und Speichelschaum können mehrere Stunden Arbeit zunichte machen, um eine hochpräzise polierte Oberfläche zu erhalten.
2. Grobpolieren
Nach dem Fräsen, Erodieren, Schleifen und anderen Verfahren kann die Oberfläche mit einer rotierenden Oberflächenpoliermaschine mit einer Drehzahl von 35 000-40 000 U/min oder einer Ultraschallschleifmaschine poliert werden.
Zu den üblichen Methoden gehört das Entfernen der weißen EDM-Schicht mit einer Scheibe von Φ3 mm Durchmesser, WA # 400. Anschließend erfolgt das manuelle Polieren mit Ölsteinstreifen und Kerosin als Schmier- oder Kühlmittel.
Die allgemeine Reihenfolge der Verwendung ist #180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000. Formenbauer wählen Sie den Startpunkt #400, um Zeit zu sparen.
3. Semi-Finishing-Polieren
Beim Semi-Finish-Polieren werden hauptsächlich Schleifpapier und Kerosin verwendet. Das Schleifpapier #1500 eignet sich nur für gehärtete Formstähle (52 HRC und mehr) und nicht für vorgehärtete Stähle, da dies zu Oberflächenverbrennungen an den vorgehärteten Teilen führen kann.
4. Singen Fertigstellung
Feinpolieren mit Schleifpaste, 8000, 10.000 zum Erreichen einer Hochglanzoberfläche.

Verfahren zum Polieren von Kunststoffformen
Mechanisches Polieren
Mechanisches Polieren ist durch Schneiden, Materialoberfläche plastische Verformung, um den konvexen Teil der polierten und glatten Oberfläche Polierverfahren, in der Regel mit Öl Stein, Wolle Rad, Schleifpapier, etc., vor allem von Hand, spezielle Teile wie die Oberfläche des Drehkörpers, kann der Drehtisch und andere Hilfsmittel, die Oberflächenqualität Anforderungen der hohen kann verwendet werden, um Ultra-Präzisions-Polierverfahren.
Unter Ultrapräzisionsschleifen und -polieren versteht man die Verwendung spezieller Schleifmittel, die in der Schleif- und Polierflüssigkeit enthalten sind und auf die Oberfläche des zu bearbeitenden Werkstücks gepresst werden, um eine Hochgeschwindigkeitsdrehbewegung auszuführen.
Mit dieser Technologie kann eine Oberflächenrauhigkeit von Ra0,008μm erreicht werden, die höchste unter den verschiedenen Poliermethoden. Diese Methode wird häufig für optische Linsenformen verwendet.
Chemisches Polieren
Beim chemischen Polieren löst das Material die mikroskopisch kleinen Erhebungen der Oberfläche in dem chemischen Medium auf und nicht die konkaven Teile, so dass eine glatte Oberfläche entsteht.
Der Hauptvorteil dieser Methode besteht darin, dass sie keine komplizierte Ausrüstung benötigt, komplexe Formen von Werkstücken polieren kann, viele Werkstücke gleichzeitig polieren kann und eine hohe Effizienz aufweist.
Das Kernproblem des chemischen Polierens ist die Herstellung der Polierlösung. Die durch chemisches Polieren erzielte Oberflächenrauhigkeit beträgt in der Regel mehrere 10μm.
Elektrolytisches Polieren
Das Grundprinzip des elektrolytischen Polierens ist das gleiche wie beim chemischen Polieren, d. h. durch selektives Auflösen der winzigen Vorsprünge auf der Oberfläche des Materials wird die Oberfläche geglättet.
Im Vergleich zum chemischen Polieren kann der Effekt der kathodischen Reaktion eliminiert werden, und die Wirkung ist besser.
Der elektrochemische Polierprozess gliedert sich in zwei Schritte: (1) Makronivellierung Auflösungsprodukte diffundieren in den Elektrolyten, die geometrische Rauheit der Materialoberfläche nimmt ab, Ra>1μm. (2) Micro Light Leveling Anodische Polarisation, die Oberflächenhelligkeit nimmt zu, Ra<1μm.

Polieren mit Ultraschall
Das Werkstück wird in die Schleifmittelsuspension eingelegt und gemeinsam in das Ultraschallfeld gebracht, und das Schleifmittel wird auf der Oberfläche des Werkstücks geschliffen und poliert, indem es sich auf die schwingende Wirkung der Ultraschallwellen stützt.
Die Makrokraft der Ultraschallbearbeitung ist gering und verursacht keine Verformung des Werkstücks, aber die Herstellung und Installation der Werkzeuge ist schwieriger. Die Ultraschallbearbeitung kann mit chemischen oder elektrochemischen Verfahren kombiniert werden.
Auf der Grundlage von Lösungskorrosion und Elektrolyse wird die Lösung dann mit Ultraschallvibrationen umgewälzt, so dass die Auflösungsprodukte auf der Oberfläche des Werkstücks abgelöst werden und die Korrosion oder der Elektrolyt in der Nähe der Oberfläche gleichmäßig ist; der Kavitationseffekt der Ultraschallwellen in der Flüssigkeit kann auch den Korrosionsprozess hemmen und die Oberflächenaufhellung erleichtern.
Flüssiges Polieren
Beim Flüssigkeitspolieren wird der Zweck des Polierens durch den Hochgeschwindigkeitsstrom einer Flüssigkeit und die von der Werkstückoberfläche getragenen Schleifpartikel erreicht.
Gängige Verfahren sind: Abrasivstrahlverfahren, Flüssigkeitsstrahlverfahren, Strömungsschleifen usw. Das Flüssigkeitsstrahlpolieren wird durch hydraulischen Druck angetrieben, so dass das flüssige Medium, das Schleifpartikel trägt, mit hoher Geschwindigkeit über die Oberfläche des Werkstücks hin und her fließt.
Das Medium besteht hauptsächlich aus einer speziellen Verbindung (polymerähnliche Substanz) mit guter Fließfähigkeit unter niedrigem Druck und wird mit Schleifmittel gemischt, wobei das Schleifmittel aus Siliziumkarbidpulver bestehen kann.
Magnetisches Polieren
Magnetisches Schleifen und Polieren ist die Verwendung von magnetischen Schleifmitteln zur Bildung von Schleifbürsten unter der Wirkung eines Magnetfeldes zum Schleifen und Bearbeiten des Werkstücks.
Diese Methode zeichnet sich durch hohe Verarbeitungseffizienz, gute Qualität, einfache Kontrolle der Verarbeitungsbedingungen und gute Arbeitsbedingungen aus.
Bei Verwendung geeigneter Schleifmittel kann die Oberflächenrauhigkeit Ra0,1μm erreichen.
Mechanisches Polieren nach dem Verfahren, wobei das Polieren in Plastikform Verarbeitung ist sehr verschieden von der Oberfläche Polieren in anderen Branchen erforderlich ist, streng genommen, das Polieren der Form sollte Spiegel Verarbeitung genannt werden.
In anderen Branchen wird das Polieren der Form streng genommen als Spiegelflächenbearbeitung bezeichnet.
Sie stellt nicht nur hohe Anforderungen an das Polieren selbst, sondern auch an die Ebenheit, Glätte und geometrische Genauigkeit der Oberfläche.
Das Polieren der Oberfläche ist im Allgemeinen nur erforderlich, um eine glänzende Oberfläche zu erhalten. Die Normen für die Verarbeitung von Spiegeln sind in vier Stufen unterteilt: AO = Ra0.008μm, A1 = Ra0.016μm, A3 = Ra0.032μm, A4 = Ra0.063μm, aufgrund von elektrolytischem Polieren, flüssigem Polieren und anderen Methoden ist es schwierig, die geometrische Genauigkeit der Teile genau zu kontrollieren, während chemisches Polieren, Ultraschallpolieren, magnetisches Polieren und andere Methoden der Oberflächenqualität die Anforderungen nicht erfüllen können, so dass Präzision Die Spiegeloberflächenbearbeitung der Form ist immer noch hauptsächlich mechanisches Polieren.
Grundlegendes Verfahren
Um einen hochwertigen Poliereffekt zu erzielen, ist es am wichtigsten, hochwertige Polierwerkzeuge und Hilfsprodukte wie Ölstein, Schleifpapier und Diamantpolierpaste zu verwenden.
Die Wahl des Polierverfahrens hängt von der Oberflächenbeschaffenheit nach der Vorbearbeitung ab, wie z. B. mechanische Bearbeitung, EDM, Schleifbearbeitung usw.

Entwicklung von Gussformen
Chinas jährliche Plastikform die Produktion etwa 53,4 Milliarden RMB erreicht? Können Sie das glauben?
Aufgrund der raschen Entwicklung der chinesischen Wirtschaft ist der Bedarf an Kunststoffform Industrie werden immer strenger, was der Entwicklung der Kunststoffformenindustrie einen enormen Auftrieb gibt.
Genauen Statistiken zufolge erreicht der jährliche Produktionswert von Kunststoffformen in China 53,4 Milliarden RMB, was bereits eine Tatsache ist.
Mit der rasanten Entwicklung der Automobilindustrie und der IT-Industrie hat sich die heimische Formenbauindustrie rasant entwickelt. Es wird davon ausgegangen, dass der Anteil der Kunststoffformen in der chinesischen Formenbauindustrie 30% erreichen kann, und es wird erwartet, dass auf dem zukünftigen Formenbaumarkt der Anteil der Kunststoff-Formen zu den gesamten Formen wird noch allmählich zunehmen, und die Entwicklungsgeschwindigkeit wird schneller sein als bei anderen Formen.
Es wird berichtet, dass die Form der Industrie seit dem Jahr 2000 mit einer jährlichen Geschwindigkeit von 20% schnelles Wachstum, das Ziehen der Form Klasse, anspruchsvolle Formenbau Ausrüstungen für das Niveau der Werkzeugtechnologie, um eine Garantie zu bieten.
Analyse, dass aufgrund der Einfuhr von Schimmel, Präzision, große, komplexe, langlebige Schimmel entfielen die meisten, so dass aus der Perspektive der Verringerung der Einfuhren, die Verbesserung der Lokalisierung, der Anteil dieser hochwertigen Schimmel auf dem Markt wird auch schrittweise zu erhöhen.

Die rasche Entwicklung der Bauindustrie, so dass eine Vielzahl von Profil-Extrusion Formen, PVC-Kunststoff-Rohr gemeinsame Formen zu einem neuen wirtschaftlichen Wachstum in der Form Markt.
Die rasante Entwicklung der Autobahnen, Automobil-Reifen auch nach vorn höhere Anforderungen, so dass Radial-Gummi-Reifen Formen, vor allem die Entwicklung der Live-Schimmel wird auch höher sein als die gesamte Durchschnitt; Kunststoff statt Holz, Kunststoff statt Metall zu Plastikformen herstellen in der Automobil- und Motorradindustrie die Nachfrage nach Huge; die Haushaltsgeräteindustrie wird sich im Zeitraum des "12. Fünfjahresplans" stärker entwickeln, insbesondere Kühlschränke, Klimaanlagen und Mikrowellenherde usw. Plastikform die Nachfrage nach Ersatzteilen ist groß
Zur gleichen Zeit, das Tempo der strukturellen Anpassung der Kunststoff-Formenbau wird beschleunigt, die Zahl und die Kapazität der professionellen Hersteller von Plastikformen für den Markt wächst ebenfalls schnell.
Nach der Analyse der Produktion, der Verkäufe, der Marktsituation, der Branchenstruktur, der Produkte sowie der Ein- und Ausfuhr von Kunststoffformenbau Industrie, unter Berücksichtigung des Entwicklungstrends der Plastikform verwandten Industriezweigen, die künftige Entwicklungsrichtung der chinesischen Kunststoffformenbau Industrie, wo genau, und wie viel Entwicklungspotenzial Chinas letztlich in der Kunststoffformenbau Industrie, die zu überprüfen sind.







