 Zum Inhalt springen
Zum Inhalt springen 

Formen für SpritzgussformDie Temperaturregelung ist beim Spritzgießen äußerst wichtig, da sie direkt die Qualität, Konsistenz und Zykluszeit der geformten Teile beeinflusst. Kühlen und Heizen sind beide große Bestandteile dieses Regelmechanismus, um sicherzustellen, dass das geschmolzene Material gut fließt, richtig erstarrt und fehlerfrei aus der Form entformt wird.
- Cooling and heating should be designed together, not tuned after sampling.
- Uniform mold temperature reduces warpage, shrinkage drift, and appearance defects.
- Cooling-channel layout is usually the biggest lever for cycle time.
- Supplier review should connect thermal design with quoting, sampling, and production capacity.
How does the heating system affect an injection mold?
1. Methoden der Formerwärmung
Die Stahlheizung ist eine Heizmethode, die bei der Konstruktion aller Kunststoffformen fast obligatorisch ist. Sie kann in verschiedenen Formen wie einphasiger Verdrahtung, zweiphasiger Verdrahtung usw. ausgeführt werden. Es können Materialien wie gefalzte Rohre, nahtlose Rohre und Rohre aus rostfreiem Stahl verwendet werden, die sich durch geringe Wärmeverluste, einen hohen thermischen Wirkungsgrad, eine einfache Verdrahtung und flexible Verdrahtungskonfigurationen je nach Bedarf auszeichnen und entweder für 220 V oder 380 V ausgelegt sind. Aufgrund der Einschränkungen bei den Materialien und Verarbeitungstechniken sollte jedoch bei der Konstruktion der Formen auf die besonderen Eigenschaften geachtet werden.
Der Lötkolbenkern wird häufig als eine Art Formheizungsrohr verwendet. Es hat eine hohe Leistung pro Längeneinheit (in der Regel einen Durchmesser von 10 mm, eine Länge von 8 cm Lötkolbenkern kann eine Ausgangsleistung von 150 Watt zu erreichen), Haltbarkeit, gute Sicherheit, Widerstand gegen Kurzschlüsse, kann durch Sacklöcher eingebettet werden, aber schwierig, Design anpassen, anfällig für Zerbrechlichkeit und Bruch während des Austauschs.
2. Faktoren, die die Heizrate von Spritzgussformen beeinflussen
Es gibt viele Faktoren, die sich darauf auswirken, wie schnell sich eine Spritzgussform erwärmt. Einige dieser Faktoren sind:
The material and structure of the mold directly affect the heating rate. Different materials have different thermal conductivity1 and heat capacity, while the thickness and design of the mold also affect the speed of heat conduction.
Spritzgießwerkzeuge werden mit elektrischen Heizungen oder Heißkanalsystemen beheizt. Die verschiedenen Heizmethoden haben unterschiedliche Heizraten und Steuerungsmöglichkeiten. Elektrische Heizungen können beispielsweise schnell aufheizen und die Temperatur präzise regeln, während Heißkanalsysteme die Wärme direkt auf bestimmte Teile des Werkzeugs übertragen können, was die Beheizung effizienter macht.
Die Erwärmungstemperatur und die Erwärmungszeit sind die beiden Hauptfaktoren, die die Erwärmungsrate beeinflussen. Eine Erhöhung der Heiztemperatur und eine Verlängerung der Heizzeit können die Aufheizrate der Form beschleunigen, aber man muss darauf achten, dass die Form nicht beschädigt wird oder thermische Spannungen entstehen.
Die Erwärmungsrate des Schimmels wird auch von den Umgebungsbedingungen wie der Temperatur und der Luftfeuchtigkeit des Raums beeinflusst. Wenn es sehr kalt oder sehr feucht ist, kann die Erwärmungsrate ein wenig beeinträchtigt werden.
Die Aufheizgeschwindigkeit wird durch den Zustand und die Wartung der Form beeinflusst. Wenn sich Asche, Oxidation oder Schäden an der Oberfläche der Form ansammeln, verringert sich die Heizleistung und die Heizzeit verlängert sich.
Verschiedene Heizmedien wie elektrische Heizdrähte, Thermoöl usw. haben unterschiedliche Wärmeübertragungseigenschaften, die sich auf die Heizleistung auswirken. Durch die Wahl des richtigen Heizmediums kann die Heizleistung verbessert werden.

How does cooling control cycle time and part quality?
In injection molding molds, the design of the Kühlsystem2 is very important. This is because molded plastic products need to cool and solidify to a certain rigidity before demolding to prevent deformation due to external forces. Since cooling time accounts for about 70% to 80% of the entire molding cycle, a well-designed cooling system can greatly shorten the molding time, increase injection molding productivity, and reduce costs. Improperly designed cooling systems can prolong molding time, increase costs, and uneven cooling can further cause warpage and deformation of plastic products.
Aus Experimenten geht hervor, dass die Wärme aus der Schmelze, die in die Form gelangt, im Allgemeinen auf zwei Wegen abgeführt wird: 5% werden durch Strahlung und Konvektion an die Atmosphäre abgegeben, und die anderen 95% werden von der Schmelze in die Form geleitet. Aufgrund der Kühlwasserrohre in der Form wird die Wärme vom Kunststoff im Formhohlraum durch Wärmeleitung über den Formboden auf das Kühlwasserrohr übertragen und dann von der Kühlflüssigkeit durch Wärmekonvektion abgeführt. Ein kleiner Teil der Wärme, der nicht durch das Kühlwasser abgeführt wird, bleibt in der Form und wird bei Kontakt mit der Außenwelt an die Luft abgegeben.
Der Spritzgießprozess umfasst fünf Phasen: Schließen der Form, Füllen, Nachdruck, Abkühlen und Entformen. Die Abkühlung dauert am längsten, etwa 70% bis 80% der Gesamtzeit. Die Abkühlzeit wirkt sich also auf die Zykluszeit und die Anzahl der herstellbaren Teile aus. Wenn Sie das Teil aus der Form nehmen, muss es unter die Wärmeverzugstemperatur abgekühlt werden. Dadurch wird verhindert, dass sich das Teil entspannt und sich verzieht oder deformiert.
“Cooling usually controls more cycle time than heating.”Wahr
Most injected plastic must release enough heat through the mold before ejection. If cooling is uneven or too slow, faster filling or higher heating capacity will not deliver stable production output.
“A colder mold always makes better parts.”Falsch
Niedriger Werkzeugtemperatur3 can shorten cycle time, but it can also increase internal stress, visible weld lines, incomplete texture fill, and dimensional drift. The target must match resin behavior and quality requirements.
1. Methoden der Formkühlung
Die Wasserkühlung ist die am häufigsten verwendete Kühlmethode für die meisten Formen, aber sie hat auch ihre Nachteile: Sie erfordert eine gute Abdichtung der Rohrleitungen und ungehinderte obere und untere Wasserleitungen, was zu einer erheblichen Wasserverschwendung führt. Wenn die Kühltemperatur 100°C übersteigt, kann es zu Dampfexplosionen kommen. Der Vorteil ist, dass es eine große Wärmekapazität hat und eine schnelle Abkühlung erreicht werden kann.
Die Luftkühlung ist eine relativ ideale Kühlmethode. Im Gegensatz zur Wasserkühlung ist keine dichte Abdichtung der Rohrleitungen erforderlich, es werden keine Ressourcen verschwendet, es können Formen mit Temperaturen von über 100 °C gekühlt werden, und die Kühlgeschwindigkeit kann durch die Durchflussmenge des Gases bestimmt werden. Außerdem ist es einfach und bequem, Gasquellen in Produktionsstätten einer bestimmten Größenordnung zu erhalten.
2. Faktoren, die die Abkühlgeschwindigkeit des Produkts beeinflussen
Das Wichtigste ist die Wandstärke des Kunststoffteils. Je dicker das Teil ist, desto länger dauert es, bis es abgekühlt ist. Als Faustregel gilt, dass die Abkühlzeit ungefähr proportional zum Quadrat der Teiledicke oder der 1,6-ten Potenz des größten Anschnittdurchmessers ist. Mit anderen Worten: Eine Verdoppelung der Bauteildicke erhöht die Abkühlzeit um das Vierfache.
Das Material der Form, einschließlich des Kern- und Hohlraummaterials der Form und des Formrahmens, hat einen großen Einfluss auf die Abkühlgeschwindigkeit. Je höher die Wärmeleitfähigkeit des Formmaterials ist, desto besser wird die Wärme aus dem Kunststoff in einer Zeiteinheit abgeleitet und desto kürzer ist die Abkühlzeit.
Je näher das Kühlwasserrohr am Formhohlraum liegt, je größer der Durchmesser und je größer die Anzahl der Rohre ist, desto besser ist die Kühlwirkung und desto kürzer ist die Kühlzeit.
Je mehr Wasser durch das System fließt (besser ist eine turbulente Strömung), desto besser kann das Wasser dem Motor durch Konvektion Wärme entziehen.
Die Viskosität und die Wärmeleitfähigkeit der Kühlflüssigkeit wirken sich ebenfalls auf den Wärmeübertragungseffekt der Form aus. Je niedriger die Viskosität der Kühlflüssigkeit, desto höher die Wärmeleitfähigkeit, desto niedriger die Temperatur und desto besser die Kühlwirkung.
Die Wärmeleitfähigkeit von Kunststoffen gibt an, wie schnell er Wärme von einer heißen Stelle zu einer kalten Stelle transportiert. Je höher die Wärmeleitfähigkeit ist, desto besser wird die Wärme transportiert, oder je niedriger die spezifische Wärme ist, desto leichter ändert sich die Temperatur, so dass der Kunststoff schneller abkühlt und die Wärme besser transportiert, so dass er weniger Zeit zum Abkühlen benötigt.
3. Regeln für die Auslegung von Kühlsystemen
3.1 Die Kühlkanäle sollten so ausgelegt sein, dass sie die Form gleichmäßig und schnell abkühlen.
3.2 Der Zweck der Konstruktion des Kühlsystems besteht darin, die Form kühl zu halten, und zwar auf effiziente Weise. Die Kühlöffnungen sollten Standardgrößen haben, damit sie leicht bearbeitet und montiert werden können.
3.3 Bei der Gestaltung des Kühlsystems muss der Formenkonstrukteur auf der Grundlage der Wandstärke und des Volumens des Kunststoffteils die folgenden Konstruktionsparameter festlegen: wo und wie groß die Kühllöcher sein sollen, wie lang die Löcher sein sollen, welche Art von Löchern verwendet werden soll, wie die Löcher angeordnet und verbunden werden sollen und wie viel Kühlflüssigkeit verwendet werden soll und wie gut sie die Wärme überträgt.
Why is mold temperature control important in injection molding?
Temperature control is super important in injection molding because it directly affects the quality, consistency, and cycle time of molded parts. Cooling and heating are both big parts of this control mechanism, making sure that the molten material flows good, solidifies right, and is demolded without defects from the mold.
From our factory perspective, the ZetarMold in-house mold manufacturing facility lets our engineers review cooling-channel layouts with the molding team instead of treating temperature control as a late production fix. In our production planning, the 47 injection molding machines help connect temperature-control choices with real press availability before quoting, sampling, and ramp-up. For cosmetic or dimensional risk, 8 senior engineers can review mold design tradeoffs before the tool is committed.
1. Einfluss der Formtemperatur auf das Erscheinungsbild des Produkts
Wenn die Temperatur höher ist, fließt das Harz besser. Dadurch wird die Oberfläche der Teile in der Regel glatt und glänzend, insbesondere bei glasfaserverstärkten Kunststoffteilen. Außerdem werden die Schweißnähte stärker und sehen besser aus.
Bei strukturierten Oberflächen kann die Schmelze bei einer niedrigen Formtemperatur die Wurzeln der Textur nicht ausfüllen, so dass die Oberfläche des Produkts glänzt und die wahre Textur der Formoberfläche nicht zeigen kann. Wenn Sie die Formtemperatur und die Materialtemperatur erhöhen, können Sie die gewünschte Textur auf der Oberfläche des Produkts erzielen.
2. Einfluss auf die Eigenspannung der Produkte
Wenn man etwas formt, wird es heiß und kühlt dann ab. Wenn es abkühlt, schrumpft es. Die Außenseite schrumpft zuerst und wird hart. Dann schrumpft die Innenseite und wird hart. Das Innere und das Äußere schrumpfen unterschiedlich schnell, und das führt dazu, dass sich das Innere und das Äußere gegenseitig bekämpfen. Wenn das Innere und das Äußere zu sehr gegeneinander kämpfen, bekommt das Ding Risse.
Wenn das Innere des Dings mit dem Äußeren des Dings zu sehr kämpft, zerbricht das Ding. Das passiert, wenn das Innere des Dings zu sehr mit dem Äußeren des Dings kämpft, und das Innere des Dings zu schwach oder das Äußere des Dings zu stark ist. Dies geschieht auch, wenn das Innere des Dings mit dem Äußeren des Dings zu sehr kämpft und das Innere des Dings zu schwach oder das Äußere des Dings zu stark ist, und das Ding nass wird oder Chemikalien auf es gelangen. Wenn das Innere des Dings mit dem Äußeren zu sehr kämpft, zerbricht das Ding.
Die Oberflächendruckspannung hängt von den Bedingungen der Oberflächenabkühlung ab. Bei kalten Formen kühlt das geschmolzene Harz schnell ab, was zu einer höheren Eigenspannung im geformten Produkt führt. Die Formtemperatur ist die grundlegendste Bedingung für die Kontrolle der Eigenspannung, und geringe Änderungen der Formtemperatur können die Eigenspannung stark verändern. Im Allgemeinen gibt es für jedes Produkt und jeden Kunststoff einen Grenzwert für die Formtemperatur, bei dem die Eigenspannung akzeptabel ist. Beim Gießen von dünnwandigen oder langfließenden Teilen sollte die Formtemperatur höher sein als die Mindestgrenze beim allgemeinen Gießen.
3. Verbesserung des Produktverzugs
Wenn das Kühlsystem des Werkzeugs nicht richtig ausgelegt ist oder die Werkzeugtemperatur nicht richtig gesteuert wird, kann eine unzureichende Kühlung der Kunststoffteile zu Verzug und Verformung der Teile führen.
Zur Steuerung der Formtemperatur sollte der Temperaturunterschied zwischen Patrize und Matrize, Kern und Kavität, Formkern und Wand sowie Wand und Einsätze auf der Grundlage der strukturellen Merkmale des Produkts bestimmt werden. Indem die unterschiedlichen Abkühlungsschwindungsraten der verschiedenen Teile der Form genutzt werden, um den Orientierungsschwindungsunterschied nach der Entformung auszugleichen, neigt das Produkt dazu, sich nach der Entformung in Richtung der Seite mit der höheren Temperatur zu biegen, wodurch die Verformung des Produkts gemäß dem Orientierungsgesetz ausgeglichen wird.
“Uniform mold temperature often matters more than the absolute setting.”Wahr
Two cavities at the same nominal mold temperature can still behave differently if one side cools faster. Balanced temperature reduces warpage, local shrinkage, gloss variation, and unstable dimensions.
“Cooling channels can be placed anywhere if water flow is high.”Falsch
Channel position still matters because heat must travel through the mold steel before coolant can remove it. Poor channel distance, dead zones, or blocked maintenance access can leave hot spots even when pump flow looks acceptable.
Bei Kunststoffteilen mit vollständig symmetrischen Körperstrukturen sollten Sie die Formtemperatur konstant halten, um sicherzustellen, dass alle Teile des Produkts gleichmäßig abkühlen.
4. Auswirkungen auf die Produktschwundrate
Bei niedrigeren Werkzeugtemperaturen gefrieren die Moleküle schneller, die gefrorene Schicht der Schmelze in der Kavität wird dicker und das Wachstum der Kristalle wird erschwert, so dass das Produkt weniger schrumpft. Höhere Werkzeugtemperaturen lassen die Schmelze langsamer abkühlen, verlängern die Entspannungszeit, verringern den Orientierungsgrad und erleichtern die Bildung von Kristallen, so dass das Produkt stärker schrumpft.
5. Einfluss auf die Wärmeablenkungstemperatur des Produkts
Bei kristallinen Kunststoffen friert die molekulare Ausrichtung und Kristallisation sofort ein, wenn das Produkt bei einer niedrigen Formtemperatur geformt wird. Bei höheren Temperaturen oder unter sekundären Verarbeitungsbedingungen ordnen sich die Molekülketten teilweise neu an und kristallisieren, so dass sich das Produkt selbst bei Temperaturen weit unter der Wärmeformbeständigkeitstemperatur (HDT) des Materials verformt.
How can you optimize injection mold temperature control?
1. Upgrade des Temperaturkontrollsystems
Elektrische Heizstäbe sind ein wichtiger Bestandteil des Temperaturregelungssystems von Spritzgießmaschinen. Wenn Sie Ihre elektrischen Heizstäbe aufrüsten, können Sie Ihre Temperaturregelung stabiler und genauer machen. Das bedeutet, dass Sie Ihr Spritzgießen genauer und qualitativ besser machen können.
2. Verbesserung der Temperaturkontrollstrategie
When it comes to injection molding, temperature control is a big deal. It affects the quality and cost of your parts. If you do it right, you can reduce cycle time and energy consumption, improve production efficiency, and cut costs.
3. Einstellung der Temperaturregelungsparameter
Um die beste Spritzgießwirkung zu erzielen, müssen Sie die Parameter der Temperaturregelung anpassen. Sie können dies tun, indem Sie das Verhältnis zwischen den Temperaturen der hinteren, mittleren und vorderen Zone anpassen.
What is the practical takeaway for cooling and heating?
The practical takeaway for cooling and heating is defined by the function, constraints, and tradeoffs explained in this section. To get good parts fast, you need to master mold cooling and heating. You need to understand temperature control, use the latest cooling and heating technologies, and have the best monitoring and control systems. That’s how you get the most out of your injection molding process.
Häufig gestellte Fragen
Wie lange sollte die Kühlung von Spritzgussformen dauern?
Cooling time should be long enough for the part surface and core to reach a stable ejection condition, not just long enough for the gate to freeze. A practical starting point is to evaluate wall thickness, resin thermal conductivity, mold steel, cooling-channel distance, and allowable part distortion together. If the part sticks, warps, or changes size after ejection, the cooling window is probably too short or too uneven. For quoting, the cooling estimate should be reviewed with the full cycle time and not treated as an isolated number.
Warum verändert die Formtemperatur das Erscheinungsbild des Teils?
Mold temperature changes how the resin flows against the cavity surface before it freezes. A warmer mold can improve gloss, reduce flow hesitation, and help textured surfaces fill more completely, but it can also lengthen cycle time and increase shrinkage if the process is not balanced. A colder mold may shorten the cycle, yet it can create dull surfaces, weld-line visibility, internal stress, or incomplete texture replication. The correct setting depends on resin, surface requirement, wall thickness, and the dimensional tolerance target.
Was ist der Unterschied zwischen Formheizung und Formkühlung?
Mold heating brings the tool to a controlled starting temperature and keeps the resin from freezing too early during filling, while mold cooling removes heat after packing so the part can be ejected without deformation. Heating is especially important for high-temperature resins, thin flow paths, glossy surfaces, and texture filling. Cooling usually dominates cycle time because most of the heat must leave the plastic through the mold steel and coolant. A stable process needs both systems designed together, not one added after the mold is built.
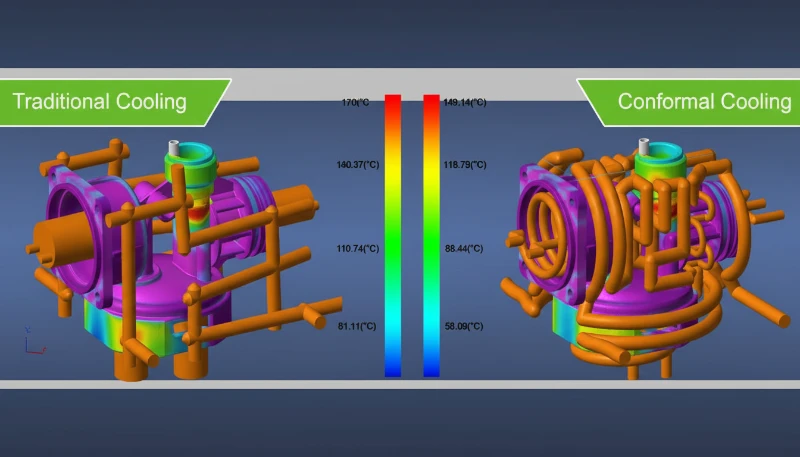
Wann sollte konformes Kühlen in Betracht gezogen werden?
Conformal cooling should be considered when traditional drilled water lines cannot follow the part geometry closely enough to cool thick sections, ribs, bosses, or deep cores evenly. It is most useful for parts with warpage risk, long cycle time, hot spots, or tight dimensional requirements that standard straight channels cannot control. The tradeoff is higher tool complexity and cost, so it should be justified by cycle-time savings, scrap reduction, or quality improvement. It is not automatically better for every simple mold.
Was sollten Käufer vor der Genehmigung eines Kühldesigns überprüfen?
Buyers should ask whether the supplier has reviewed wall thickness, hot spots, gate location, ejector layout, channel distance, channel diameter, coolant flow, and maintenance access before freezing the mold design. They should also confirm how the supplier will validate temperature balance during sampling, such as through trial records, part measurement, warpage checks, and cycle-time data. For high-volume projects, a cooling design review can prevent a mold from meeting the drawing in one trial but failing to run consistently in production.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for process context, then compare vendors with our injection molding supplier sourcing guide.
-
thermal conductivity: Thermal conductivity is a material property that describes how quickly heat moves through steel, plastic, or coolant-contact surfaces. ↩
-
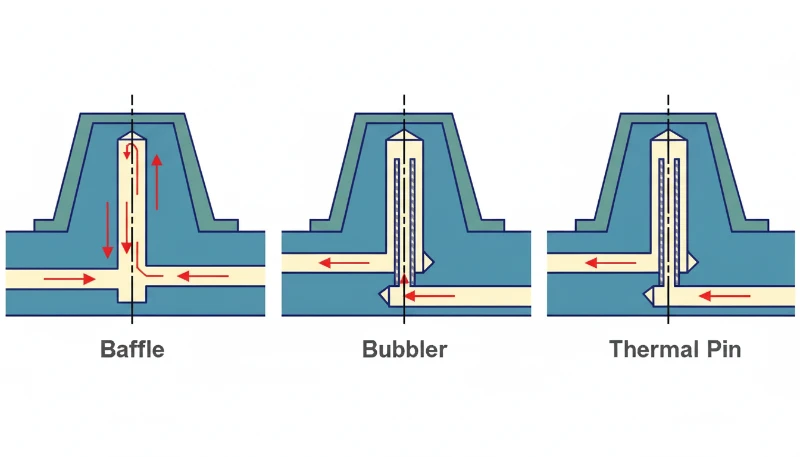
cooling system: A cooling system is a network of water lines, baffles, bubblers, or conformal channels that removes heat from the mold after packing. ↩
-
Werkzeugtemperatur: Mold temperature refers to the controlled cavity and core surface temperature that shapes resin flow, shrinkage, stress, and final part appearance. ↩







