 İçeriğe geç
İçeriğe geç 

Giriş: Kalıplama döngüsü olarak da bilinen enjeksiyon kalıplama döngüsü, bir enjeksiyon kalıplama işleminin tamamlanması için geçen süredir. Kalıbın kapanmasından ürünün kalıplanmasına, soğutulmasına, kalıbın açılmasına, ürünün çıkarılmasına ve makinenin bir sonraki döngü için hazır olmasına kadar geçen süreyi içerir.

Bu döngü üretim verimliliğini ve ekipman kullanımını doğrudan etkiler çünkü enjeksiyon kalıplama makinesinin plastik bir parça yapması için gereken toplam süredir.
Enjeksiyon kalıplama döngüsünün doğru kontrolü plastik işleme endüstrisi için kritik öneme sahiptir ve bir şirketin rekabet gücü ve pazar performansındaki önemli faktörlerden biridir. Bu makale, enjeksiyon kalıplama döngüsünün ne olduğunu ayrıntılı olarak tartışacaktır.

Enjeksiyon Kalıplama Döngü Süresinin Bileşimi Nedir?
Enjeksiyon döngüsü enjeksiyon (kalıp doldurma), bekletme süresi, soğutma ve besleme (ön plastikleştirme dahil) süresi, kalıp açma (ürün çıkarma), yardımcı işlemler (ayırıcı madde uygulama, kesici uç yerleştirme vb.) ve kalıp kapatma süresinden oluşur.
Tüm kalıplama döngüsünde, soğutma süresi ve enjeksiyon süresi en önemlileridir ve ürünün performansı ve kalitesi üzerinde belirleyici bir etkiye sahiptir. Enjeksiyon döngüsü aşağıdakileri etkileyen önemli bir süreç faktörüdür enjeksiyon kalıplama.
Enjeksiyon Süresi
Enjeksiyon işlemi aşağıdaki aşamalara ayrılabilir:
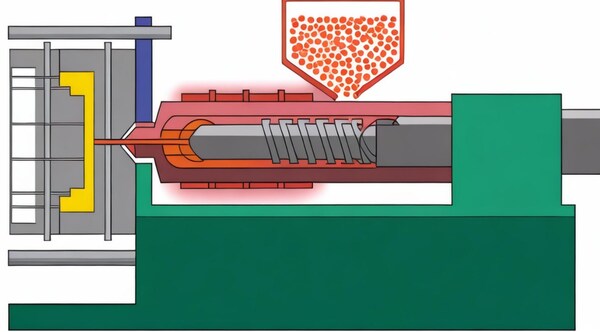
Piston yüksüz kalma süresi: t0~t1 süresi boyunca malzeme namlu içinde ısıtılır ve plastikleştirilir. Enjeksiyondan önce, piston (veya vida) ileri doğru hareket etmeye başlar, ancak malzeme henüz kalıp boşluğuna girmemiştir.

Piston yüksüz durumdadır. Malzeme nozul ve geçitten yüksek hızda aktığında, kesme sürtünmesi nedeniyle sıcaklık yükselir ve akış direnci nedeniyle piston ve nozuldaki basınç artar.
Kalıp doldurma aşaması: t1 zamanında, plastik eriyik kalıp boşluğuna enjekte edilmeye başlar ve kalıptaki basınç hızla yükselir. t2 zamanında, boşluk dolar ve kalıp boşluğundaki basınç en yüksek noktasına ulaşır. Aynı zamanda malzeme sıcaklığı, piston ve nozül basıncı da yükselir.
Basınç tutma süresi: t2'den t3'e kadar plastik hala erimiş haldedir. Piston, plastiği kalıp boşluğunda paketlemek ve şekillendirmek için plastik üzerindeki baskıyı sürdürmeli ve soğudukça küçülen plastiği telafi etmek için kalıp boşluğuna yavaşça biraz daha plastik itmelidir.
Kalıp boşluğundaki malzeme soğudukça, kalıp içindeki basınç da düşmeye başlar çünkü plastik soğur ve büzülür.

Geri dönüş süresi (geri dönüş basıncı süresi veya geri akış süresi) Piston, t3'ten itibaren kademeli olarak geriye doğru hareket eder ve işlem sırasında varilin ön ucuna yeni malzeme (ön plastikleşme) verilir.
Varil nozulundaki ve kapısındaki basıncın düşmesi ve kalıp boşluğundaki yüksek basınç nedeniyle, donmamış plastik eriyik kalıbın iç basıncı tarafından kapıya ve nozula geri itilerek geri akışa neden olur.
Katılaşma Dönemi
t4'ten t5'e kadar geçen süre boyunca, boşluktaki malzemenin sıcaklığı düşmeye devam eder. Katılaşma ve sertleşme sıcaklığına ulaştığında, geçit donar ve geri akış durur. Katılaşma süresi, t4 ile t5 arasındaki belirli bir süredir.
Sonraki soğuma süresi, kapının donmasından sonraki süredir. Aslında, boşluktaki plastiğin soğutulması dolum tamamlandıktan sonra başlar (t2 zamanı). Sonraki soğutma süresi, boşluktaki ürünü plastiğin camsı geçiş sıcaklığına yakın bir sıcaklığa kadar soğutmaya devam etmek ve ardından kalıptan çıkarmaktır.
Bekleme Süresi
Paketleme aşamasında, polimeri sıkıştırmak ve kalıba daha fazla malzeme itmek için eriyiğe basınç uygulanır. Bu aşama, eriyik sıcaklığından ortam (oda) sıcaklığına soğutma işlemi sırasında polimerin büzülmesini telafi etmek için kullanılır.
Paketleme aşaması sırasında kalıba 5% ila 25% malzeme daha eklenebilir. Malzemenin kalıptan dışarı akmasını önlemek için paketleme aşaması sırasında kapı dondurulmalıdır.

Enjeksiyon ve paketleme süresi açısından, genel ürünlerin enjeksiyon dolum süresi çok kısadır, yaklaşık 2 ila 10 saniye arasında değişir, bu da plastiğin ve ürünün şekline ve boyutuna göre değişir.
Büyük ve kalın duvarlı ürünlerin dolum süresi 10 saniyeden fazla olabilir. Genel ürünlerin paketleme süresi yaklaşık 20 ila 100 saniyedir ve büyük ve kalın duvarlı ürünler 1 ila 5 dakikaya veya daha fazlasına ulaşabilir.

Soğutma süresi, ürünün kalıptan çıkarılırken bükülmemesini kontrol etme ilkesine dayanır ve süre kısadır. Genellikle 30 ila 120 saniyedir ve büyük ve kalın duvarlı ürünler uygun şekilde uzatılabilir.
Soğutma Süresi
Soğutma süresi, soğutma işleminde bir aşamadır. enjeksiyon kalıplama Plastiğe basınç uygulanmayan döngü. Kalıp kapalı kalır ve parça dışarı atılana kadar plastik soğumaya devam eder. Soğutma aşaması genellikle kalıplama döngüsündeki en uzun aşamadır ve genellikle toplam döngü süresinin 80%'sini oluşturur.
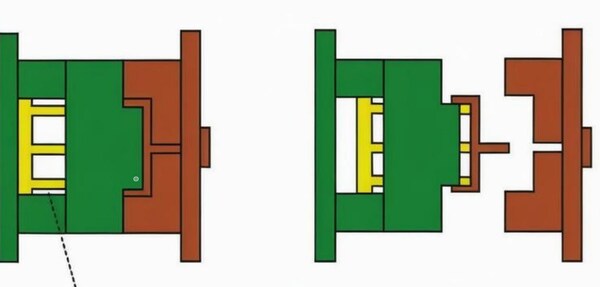
Kalıp Açma Süresi
Bu, bir sonraki kalıplama döngüsü başlamadan önce kalıbı açmak için gereken süredir. Bu süre şunları içerir: kalıbın açılması, parçanın çıkarılması, kesici ucun yüklenmesi gibi bir sonraki döngüye hazırlanma (her zaman döngünün bir parçası değildir) ve kalıbın kapatılması.

Enjeksiyon Kalıplama Döngüsünde Kaç Parça Vardır?
Bir enjeksiyon kalıplama işleminin tamamlanması için geçen süreye kalıplama döngüsü denir ve döngü süresi olarak da bilinir. Aslında aşağıdaki kısımlardan oluşur:
Kalıplama Döngüsü
Kalıplama döngüsü, işgücü verimliliği ve ekipman kullanımı açısından önemlidir. Bu nedenle, plastik kalıp üreticileri kaliteyi sağlarken kalıplama döngüsündeki ilgili süreyi kısaltmaya çalışmalıdır.

Tüm kalıplama döngüsünde, enjeksiyon birim süresi ve soğutma süresi en önemlileridir ve ürünün kalitesi üzerinde belirleyici bir etkiye sahiptirler. Enjeksiyon süresindeki dolum süresi, dolum oranı ile orantılıdır ve üretimdeki dolum süresi genellikle 3-5 saniye civarındadır.
Konut Süresi
Plastik malzemelerin kalıp içinde basınç altında kaldığı süreye bekletme süresi denir. Toplam enjeksiyon süresinin büyük bir kısmını oluşturur, genellikle 20-120 saniyedir (kalın parçalar için 5-10 dakika kadar uzun olabilir). Bekletme süresi, kapıdaki malzeme donana kadar parçanın boyutsal doğruluğunu etkiler.

Çok kısaysa hiçbir etkisi olmayacaktır. Bekletme süresinin de malzeme sıcaklığına, kalıp sıcaklığına, kapı boyutuna ve kapı konumuna bağlı olan optimum bir değeri vardır. Kapı boyutu ve konumu ve proses koşulları normalse, parça için en küçük büzülme aralığını veren basınç değeri genellikle standart olarak kullanılır.
Soğutma Süresi
Soğutma süresi esas olarak ürünün kalınlığına, plastiğin termal ve kristalizasyon özelliklerine ve kalıp sıcaklığına göre belirlenir. Soğutma süresinin sonu, ürünün kalıptan çıkarılırken değişmemesini sağlama ilkesine dayanmalıdır. Soğutma süresi genellikle 30 ila 120 saniye arasındadır.

Soğutma süresi çok uzunsa, gereksizdir ve bu sadece üretim verimliliğini düşürmekle kalmaz, aynı zamanda karmaşık parçaları da etkiler. Kalıptan çıkarma zordur ve zorla kalıptan çıkarma sırasında kalıptan çıkarma stresi bile oluşabilir. Kalıplama döngüsündeki diğer zamanlar, üretim sürecinin sürekli otomatikleştirilip otomatikleştirilmediği ve sürekli otomasyonun derecesi ile ilgilidir.
Enjeksiyon Kalıplama Döngüsü Nasıl Tahmin Edilir?
Enjeksiyon kalıplama döngüsel bir süreçtir. Kalıplama döngüsü temel olarak malzeme depolama süresi, enjeksiyon tutma süresi, soğutma süresi, kalıp açma ve kapama süresi, çıkarma ve çıkarma süresinden oluşur.

Ürün soğutma ve vida ölçümü ve malzeme depolama aynı anda gerçekleştirilir. Kalıplama döngüsünü hesaplarken, ikisinden büyük olan değeri alın (soğutma süresi genellikle malzeme depolama süresini içerir).
Malzeme Depolama ve Enjeksiyon Bekletme Süresi
Malzemenin depolanma ve enjekte edilme süresi plastiğin özelliklerine, ürünün şekline ve kalite gereksinimlerine (görünüm, boyut vb.) göre belirlenmelidir. Enjeksiyon basıncı, enjeksiyon hızı, vida hızı, geri basınç ve sıcaklık gibi birçok faktörle ilgilidir.
Kalitenin sağlanması öncülüğünde, en kısa süre aranmalıdır. Enjeksiyon kalıplı parçaların malzeme depolama süresi tahmin edilirken, genellikle enjeksiyon kalıplama makinesinin maksimum plastikleştirme kapasitesinin (g/s) 65% ile 85% arasında hesaplanır. Enjeksiyon işlemi genellikle 3 aşamaya ayrılır (yavaş-hızlı-yavaş).
Tahmin yaparken; T=W/20~50%V + t. T: toplam enjeksiyon süresi; W: toplam enjeksiyon hacmi (tek bir ürünün ağırlığı x sayı + nozul ağırlığı); V: enjeksiyon kalıplama makinesinin maksimum enjeksiyon hızı; t: vidanın başlaması ve durması için gereken zaman tabanı; 80T~200T 1~2S alır; 200T~500T 2~3S alır; 500T~1000T 3~4S alır.
Basınç Tutma Süresi
Basınç tutma süresi, kalıp boşluğunun doldurulduğu andan basınç tutmanın sonuna kadar geçen süredir. Basınç tutma süresinin seçimi genellikle ürünün görünüm büzülmesi, boyut ve deformasyon gereksinimlerine bağlıdır.
Soğutma Süresi
Soğutma süresi, basınçlı tutmanın sona ermesinden kalıbın açılmasına kadar geçen süredir. Soğutma süresinin uzunluğu, ürünün şekli ve et kalınlığı, kalıp soğutma suyunun tasarımı, kalıp sıcaklığı ve eriyiğin özellikleri gibi faktörlerden etkilenir.

İyi ürün kalitesi sağlama öncülüğünde, soğutma süresi mümkün olduğunca kısaltılmalıdır. Ürün sabit olduğunda, kalıp soğutma suyunun tasarımı soğutma süresinin uzunluğunu etkileyen temel faktördür.
Kalıp Açılış ve Kapanış Saatleri
Kalıp açma ve kapama süresi, makine boyutu ve kalıp yapısı gibi faktörlerden etkilenir.

Kalıp üzerindeki maça çekme yapısı (kızak), kalıp açma ve kapama rafı iletim mekanizması, üç plakalı kalıp (ince su çıkışı) mekanizması vb. kalıp açma ve kapama süresini etkileyecektir. Genel olarak, 80T ~ 200T 4 ~ 8S, 200T ~ 500T 6 ~ 10S ve 500T ~ 1000T 8 ~ 15S sürer.
Fırlatma ve Teslim Alma Süresi
Ejeksiyon ve çıkarma süresi, ejeksiyon hızı, ejeksiyon stroku ve çıkarma yönteminden (otomatik, manuel, robot) etkilenir. Otomatik çıkarma genellikle yalnızca düşük görünüm gereksinimleri olan küçük ürünler (iç parçalar) için kullanılır ve çıkarma süresi genellikle 0,5 ~ 2S'dir.

Robot ürünü çıkardığında, ürün kalıp aralığından çıktıktan sonra kalıp kapanmaya başlayabilir. Fırlatma ve çıkarma süresi genellikle 3~8S'dir ve manuel çıkarma genellikle robottan 1~3S daha fazla sürer. Genellikle, kalıplama döngüsünü tahmin etmek için benzer ürünler referans olarak kullanılır.
Enjeksiyon Kalıplamayı Kısaltmanın Başlıca Yolları Nelerdir?
Yüksek hızlı otomatik kalıplama kalıplarının kullanılmasının ana nedeni, enjeksiyon kalıplama döngüsünü kısaltmak ve enjeksiyon kalıplama plastik parçaların kalitesini artırmak, işçilikten tasarruf etmek ve üretim verimliliğini artırmak için makinenin plastikleştirme kapasitesi. Kalıplama döngüsünü kısaltmak için ana yöntemler aşağıdaki gibidir.

Enjeksiyon Süresini Kısaltın
Enjeksiyon süresini kısaltmak için, erimiş malzemenin kalıbı doldurması için gereken süreyi kısaltmak amacıyla enjeksiyon basıncını artırabilirsiniz. Bu, iğne uçlu kapılar ve yan kapılar gibi daha küçük kesit alanlarına sahip kapıların kullanılmasını gerektirir.
Bu yolluklar küçük bir kesit alanına sahip olduğundan, erimiş malzeme içlerinden akarken, yüksek hızlı sürtünme nedeniyle çok yüksek bir kesme hızı ve yeni ısı üretir, bu da erimiş malzemenin akışkanlığını artırır ve kalıp boşluğunu hızla doldurmasını sağlar. Bunu başarmak için yolluk mümkün olduğunca kısa olmalıdır.

Yolluksuz veya sıcak yolluklu bir yolluk sistemi kullanırsanız, nozülün ön ucu doğrudan yollukla temas halinde olabilir, bu da akış direncini büyük ölçüde azaltır ve enjeksiyon süresini kısaltmaya daha elverişlidir.
Kalıplanmış parçaların çeşitli kısımlarını uygun bir sıcaklıkta tutun. Enjeksiyon işlemi sırasında, yolluk ve kalıp gövdesinin ısı yayılımı nedeniyle, erimiş plastik akışlar işlemin sonuna ulaştığında, sıcaklığı kademeli olarak düşerek uç boşluğunun doldurulmamasına neden olur.

Bu durumdan kaçınmak için işlem sonunda kalıp sıcaklığı daha yüksek olmalıdır. Kaynak izlerini önlemek için kaynak izlerinin oluşması muhtemel bölgelerde kalıp sıcaklığı da biraz daha yüksek olmalıdır.
Bu nedenle, bazen yerel ısıtma yöntemleri kullanılır veya ısıyı dengelemek için sirkülasyonlu su kanallarının yoğun düzenlemesi kullanılır, yani sirkülasyonlu su kanalının çıkışı işlemin sonunda ayarlanır (su kanalının çıkışındaki su sıcaklığı giriştekinden daha yüksektir) kalıp sıcaklığı dengesini ayarlamak ve dökme sonunda erimiş malzemenin akışkanlığını sağlamak için.

Gerekli egzoz ve taşma cihazlarını kurun. Yüksek hızlı kalıplama sırasında, erimiş plastik reçine yüksek basınçta enjekte edildiğinden ve kalıp boşluğunu kısa sürede doldurduğundan, boşluktaki hava zamanında ve hızlı bir şekilde boşaltılamazsa, plastik parçanın kalitesini etkileyecek ve enjeksiyon kusurlarına neden olacaktır.
Bu nedenle, kalıp tasarlanırken, egzoz oluklarının ayarlanmasına tam olarak dikkat edilmelidir. Genel olarak, uygun egzoz kanalları ve gerekli taşma cihazları ayırma yüzeyinde ve her işlemin sonunda ayarlanır.

Eriyiğin Soğuma ve Katılaşma Süresini Kısaltın
Enjeksiyon işlemi sırasında eriyiğin soğuma ve katılaşma süresi büyük bir orana sahiptir. Bu nedenle, kalıbın soğutma verimliliğini artırmak ve soğutma ve katılaşma süresini kısaltmak, kalıplama döngüsünü kısaltmanın en etkili yollarından biridir.
Kalıbın genel soğutma verimliliğini artırın. Genel olarak, kalıp gövdesinin soğutulması, dolaşımdaki su kanalındaki suyun kalıp soğutmasını sağlamak için ısıyı uzaklaştırmasıyla sağlanır.

İyi bir soğutma devresi kurduktan sonra, en önemli sorun soğutma suyu akışını artırmak ve soğutma suyunun çıkışı ile girişi arasındaki sıcaklık farkını azaltmaya çalışmaktır, özellikle otomatik yüksek hızlı kalıplama kalıpları için, çıkış ve giriş arasındaki sıcaklık farkı 3 ° C içinde kontrol edilmelidir.

Su kanallarının soğutulması için paralel yöntemin kullanılması daha etkilidir, özellikle yaz aylarında musluk suyu kullanıldığında özel bir soğutma suyu soğutma ve dağıtım cihazı kurulmalıdır. İşlevi, kalıp gövdesi su kanalı çıkışından akan suyun belirli bir sıcaklığa sahip olmasıdır.
Soğutma cihazı aracılığıyla soğutulduktan sonra, bu sular özel bir su pompası ile su kanalının girişine akar, bu da soğutma verimliliğini artırabilir ve su tasarrufu için geri dönüştürülebilir.

Soğutma suyu devresi, kalıplanmış plastik parçaya mümkün olduğunca yakın ayarlanır ve yan duvarda basamak veya kaba diş gibi bir akış engelleyici yapı işlenir. Bu sırada, soğutma suyu akışı geri dönerken basamak parçasıyla çarpışacak ve çekirdekten ısı elde edecektir.
Isıyı uzaklaştıran soğutma suyu basamak kısmına sıçrar ve gelen soğutma suyu ile çarpışır, böylece soğutma suyu ile çekirdek gövde arasındaki temas alanı artar ve soğutma etkisi artar.

Çekirdek şekli ince olduğunda, çekirdeğin küçük boyutu nedeniyle, kalıplama sırasında sıcaklığın yükselmesi kolaydır ve dağılması ve soğuması kolay değildir, bu da kalıplama döngüsü üzerinde büyük bir etkiye sahiptir ve bir soğutma cihazı ayarlanmalıdır.
Bununla birlikte, içeriden bir soğutma suyu kanalı ayarlamak mümkün olmadığında, iyi termal iletkenliğe sahip berilyum bakır alaşımı seçilebilir.
Bazen, dengeli soğutma elde etmek için, otomatik yüksek hızlı kalıbın belirli bir bölümünü soğutmanız ve ısıtmanız gerekir. Otomatik yüksek hızlı kalıplamada, yolluktaki soğutma sorununu göz ardı edemezsiniz.
Döküm kalıplama için bir soğuk yolluk sistemi kullanırsanız, ana yolluk ve dal yolluk nispeten kalındır, bu nedenle soğutma süreleri nispeten uzayacaktır, yani kalıplama döngüsü aynı zamanda uzayacaktır. Bu nedenle, yollukta bir soğutma devresi kurmak çok gereklidir.

Kısaen Yardımcı Zaman
Yardımcı zaman, enjeksiyon basıncı tutma ve soğutma ve kürleme işlemi hariç kalıplama döngüsündeki zamanı, yani kalıbın açılmasından kapanmasına kadar geçen süreyi ifade eder.
Bu süre zarfında, plastik parçalar ve dökülen kondensat kalıptan otomatik olarak düşecek şekilde kalıptan çıkarılır, kalıp gövdesinin kalıplama alanındaki kalıntılar temizlenir ve kalıp kapatma işlemi sırasında hareketli parçalar sıfırlanır.

Kapladıkları zaman oranı büyük değildir, ancak otomatik yüksek hızlı kalıplama sürecinde her saniye önemlidir. Yardımcı süreyi kısaltmak için, kalıbı kapatmadan önce kalıntıları otomatik olarak gidermek için genellikle basınçlı hava üfleme kullanılır.
Sonuç
Bu makale esas olarak plastik ve plastik olmayan malzemelerin zaman bileşenlerini tartışmaktadır. enjeksiyon kalıplama Enjeksiyon süresi, basınç tutma süresi, soğutma süresi, kalıp açma süresi ve çıkarma süresi dahil olmak üzere döngü. Bu süreler yalnızca üretim verimliliğini ve ekipman kullanımını etkilemekle kalmaz, aynı zamanda ürün kalitesini ve üretim verimliliğini de doğrudan belirler.

Her bir aşamanın operasyon ve teknik parametreleri optimize edilerek kalıplama döngüsü etkili bir şekilde kısaltılabilir, üretim verimliliği artırılabilir ve ürün kalitesinin istikrarı ve tutarlılığı sağlanabilir.







