 İçeriğe geç
İçeriğe geç 

Önsöz: Ayırma çizgisi enjeksiyon kalıplamada gerekli bir kötülüktür. Kalıbın iki yarısının birleştiği çizgidir. Parça üzerinde, parçanın etrafını boydan boya dolaşan bir çizgi olarak görünür. Çoğu zaman, sadece ortadan aşağı doğru inen bir çizgidir. Ancak daha karmaşık parçalarda farklı bir yerde olacaktır.
Ayırma çizgisi önemlidir çünkü tasarımcıların ve kalıpçıların parçaları nereye koyacaklarına karar vermelerine yardımcı olan diğer özellikleri etkiler. Bir makinist önemli bir özelliği ayırma çizgisinin yanlış tarafına koyarsa, tüm parçada büyük sorunlara neden olabilir. enjeksiyon kalıplama süreci.
Bu makale ayırma çizgisinin nasıl yapıldığını, enjeksiyon kalıplamada farklı ayırma çizgisi türlerini, ayırma çizgisinin nasıl tasarlanacağını ve ayırma çizgisini tasarlarken neleri düşünmeniz gerektiğini açıklayacaktır.
Ayrılma Yüzeyinin (Çizgisinin) Anlamı
Ayırma denilen şey, plastik parçanın kalıplama kısmının kalıp çekirdeğinin birkaç modüle bölünmesi anlamına gelir. Modüller arasındaki temas yüzeyine ayırma yüzeyi ve ayrıca ayırma yüzeyi denir. Dar anlamda, ayırma yüzeyi plastik parçayı ifade eder. Parçanın maksimum konturundaki ayırma yüzeyi, boşluğu ve çekirdeği veya ön kalıbı ve arka kalıbı ayıran ayırma yüzeyidir.

Geniş anlamda ayırma yüzeyi, plastik parçanın yerel ayırma yüzeyinin (deliğin ayırma yüzeyi) yanı sıra kalıplamaya dahil olan tüm modüllerin ayırma yüzeylerini de içerir (sürgülerin, eğimli çatıların, kesici uçların, ejektör pimlerinin vb. ayırma yüzeyleri gibi). Profil).
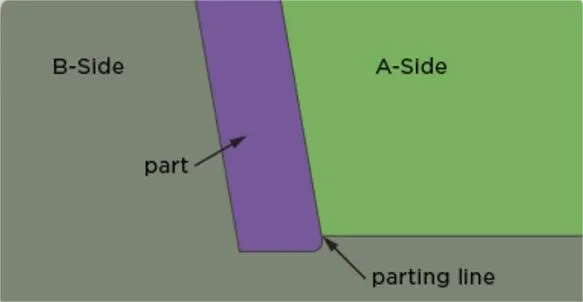
Ayırma yüzeyinin plastik parçanın yüzeyi ile kesiştiği ayırma çizgisine ayırma çizgisi denir ve İngilizce'de Parting Line olarak adlandırılır. Bu nedenle ayırma yüzeyi sektörde genellikle PL yüzeyi olarak anılır. Kalıplama modülleri arasındaki temas boşluksuz olamayacağından, plastik parçalar kalıplandıktan sonra bu boşluk plastik parçalara kopyalanarak yığın kenarına benzer bir artık tutkal izi oluşturur.
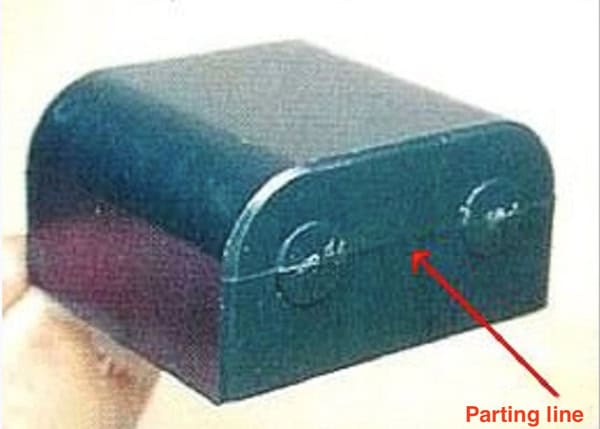
Bir çizgi gibi göründüğü için buna ayırma denir. Çizgi, kelepçe çizgisi olarak da adlandırılır. Ayırma yüzeyi esas olarak kalıp için ele alınırsa, ayırma çizgisi ayırma yüzeyinin plastik parça üzerindeki yansımasıdır. Ayırma çizgisinin kalınlığı plastik parçanın görünümünü ve işlevini etkileyecektir. Bu nedenle, plastik parçaların yapısal tasarımına özel dikkat gösterilmesi gerekir.
Ayırma Yüzeyi (Çizgi) Nasıl Oluşturulur?
Ayırma çizgisi, plastik parçayı kalıptan çıkarmak veya ek parça koyma ve havalandırma gibi kalıplama ihtiyaçlarını karşılamak için kullanılır. Plastik parçanın yapısına göre, kalıbın plastik parçayı doğrudan oluşturan kısmı birkaç parçaya ayrılır. temas yüzeyinin.
Ayırma çizgisi, herhangi bir hatanın değil, enjeksiyon kalıplama işleminin kendisinin bir sonucu olarak oluşur. Tipik olarak, kalıp makinistlerinin enjeksiyon kalıplı parçalar üretmek için kullandıkları kalıplar iki yarıya ayrılır (sabit yarı ve hareketli yarı olarak adlandırılır). Makinist kalıp gövdesini kapattığında, kalıp yarısı (çekirdek plaka olarak adlandırılır) ve boşluk yüzeyi, parçanın iki yarısı arasında bir ayırma çizgisi oluşturur.

Çoğu durumda, kalıplanmış bir ürünün ayrılma çizgisi, ürünü üretmek için kullanılan kalıbın açılma yönüne diktir. Makinist kalıbı açtığında ve soğutulmuş ve katılaşmış parçayı çıkardığında, kalıbın hareketli yarısı hareket eder ve sabit yarıdan (sabit olan) ayrılır. Bununla birlikte, makinistler bazen kalıbın yapısını her yönde birden çok kez ayırır. Bu işleme çok adımlı ayırma denir.
Ayırma Yüzeyi Tipi (Çizgi)
Ayırma Yüzey Tipi
Genellikle plastik parçanın en büyük konturundaki ayırma yüzeyine ana ayırma yüzeyi, diğerlerine ise yardımcı ayırma yüzeyleri diyoruz.
Düzlem Ayırma Yüzeyi
Düzlem ayırma yüzeyi nispeten yaygın ve basittir. Aşağıdaki şekilde gösterildiği gibi kalıp açılma yönüne dik bir düzlemdir.

Basamaklı Ayırma Yüzeyi
Bazı durumlarda, kalıplanmış bir ürünün ayrılma çizgisi, ürünü yapmak için kullanılan kalıp açıklığının yönüne dik değildir. Makinist kalıbı açtığında ve soğutulmuş ve katılaşmış parçayı çıkardığında, kalıbın hareketli yarısı hareket eder ve sabit yarıdan (sabit olan) ayrılır. Bununla birlikte, makinistler bazen kalıbın yapısını her yönde birden çok kez ayırır. Bu işleme çok adımlı ayırma denir.

Kalıbı kurarken, iki kalıp boşluğunu aşağıdaki şekilde gösterildiği gibi simetrik olarak düzenleyin. Kalıbın her iki tarafındaki enjeksiyon kuvvetini dengeleyin ve kalıp yapısını kompakt hale getirin.

Basamaklı ayırma çizgisinin basamak yüksekliği çok büyükse, bir yastık konumu tasarlamayı ve kısmen basamaklı bir ayırma çizgisi yapmayı düşünün.

Bazı parçalar çok sayıda kademeli yüzeye sahiptir. Ayırma yüzeyi kademeli şekle göre tasarlanırsa, ayırma yüzeyi karmaşık hale gelir. Ayırma yüzeyini basitleştirmek için, ayırma yüzeyini düz bir yüzey haline getirmeyi düşünün. Bunun dezavantajı, parçanın görünüm yüzeyinde kırpma çizgileri oluşmasıdır. Bu nedenle, bu tür ayırma yöntemi çoğunlukla iç bileşenlerde kullanılır.

Eğimli Ayırma Yüzeyi
Kalıplama parçasının ayırma yüzeyi bir eğimdir ve eğim boyunca bir sızdırmazlık yüzeyi yapılır (amaç kalıptan tasarruf etmektir) ve daha sonra şekilde gösterildiği gibi düzleştirilir (amaç işlemeyi, konumlandırmayı ve saymayı kolaylaştırmaktır).

Yüzey Ayırma Yüzeyi
Eğimli ayırma yüzeyine benzer şekilde, önce sızdırmazlık yüzeyinin bir bölümünü yapın ve ardından resimde gösterildiği gibi düzleştirin.

Ancak, her eğimli ayırma yüzeyi kavisli yüzey boyunca uzanmak zorunda değildir. Örneğin aşağıda gösterilen plastik parçada, eğer uzatılırsa keskin bir köşe oluşacaktır. Ön kalıp keskin çelikten yapılmıştır. Bu durumda eğimli ayırma yüzeyi doğrudan uzatılabilir.

Kapsamlı Ayırma Yüzeyi
Bu form plastik parça yapısının ihtiyaçlarına dayanmaktadır. Bazen düz ve kavisli ayırma yüzeyleri birleştirilir veya eğimli yüzey ve kavisli ayırma yüzeyi aşağıdaki şekilde gösterildiği gibi kapsamlı bir ayırma yüzeyi oluşturmak için birleştirilir.

Kapsamlı ayırma yüzeyi için, keskin noktaların oluşmasını önlemek amacıyla iki ayırma yüzeyinin köşelerindeki sızdırmazlık yüzeyinin düzleştirilmesine özel dikkat gösterilmelidir. Yüzey sızdırmazlığı seçilmelidir. Bu sadece kalıbın mukavemetini değil, aynı zamanda plastik parçaları da artıracaktır. Ön kenardan kaçmak kolay değildir. Aynı zamanda, yumuşatma işlemi, ayırma yüzeyi işleme teknolojisini iyileştirmek için basamakların ve keskin köşelerin oluşumunu azaltabilir. EDM işlemeyi azaltmak için doğrudan NC işlenebilir.

Ayırma Hattı Tipi
Kullanılan ayırma çizgisi tipi enjeksiyon kalıplama genellikle plastik parçanın özel işlevine ve yapısına bağlıdır. Bununla birlikte, beş ana tip vardır: dikey, kademeli, eğimli, kavisli ve tek parça ayırma çizgileri.
Dikey Ayrılma Çizgisi

Dikey ayırma, plastik tasarımlardaki tüm ayırma çizgileri arasında en popüler olanıdır. Makinist, kalıp açılma yönüne dik bir yönde dikey bir ayırma çizgisi oluşturur.
Eğik Ayrılma Çizgisi

Burada, makinistler kavisli ayırma çizgileri oluşturmak için kalıplar inşa ediyor.
Adım Ayırma Çizgisi
Burada, makinistler plastik ayırma hatlarını adımlar halinde şekillendirir. Bu tür bir ayırma çizgisinde, boşluğun bir tarafı tipik olarak önemli kuvvetlere maruz kalır. Bu da kalıbın sabit ve hareketli yarıları arasında göreceli bir kayma olasılığına yol açar.
Bu kuvvet daha sonra boşluğun her iki tarafında enjeksiyon kuvvetleri oluşturularak dengelenebilir. Oluşturulan kuvvet çok büyük veya çok küçük de olabilir. Kuvvet çok küçükse, makinist telafi etmek için bir kılavuz pim kullanacaktır. Burada, daha küçük dengesiz enjeksiyon kuvvetlerinin nihai ürün üzerindeki etkisi önemli olmayabilir.
Ancak, kuvvet çok büyükse, çeşitli çözümler uygulanabilir. İşte bazı örnekler:

Boşluğun bir tarafına kama şeklinde bir ekleme yapın. Bu şekilde, ek parça enjeksiyon kuvvetinin bir kısmını hafifletecektir. Bu nedenle kalıp, boşluk ve maça arasındaki göreceli konumu koruyabilir.
Kalıbı simetrik bir şekilde düzenleyin. Bu, her iki tarafa uygulanan enjeksiyon kuvvetinin dengelenmesine yardımcı olur. Kalıbın yapısı da desteklemek için mümkün olduğunca kompakt olmalıdır.
Kapsamlı PartingLine
Adından da anlaşılacağı gibi, bu plastik tasarımdaki en ayrıntılı ayırma çizgilerinden biridir. Makinistler ve tasarımcılar plastik parçanın yapısına göre bu ayırma hattı üzerinde çalışırlar. Kapsamlı bir plastik ayırma hattı oluşturmak için diğer tüm ayırma hatlarını birleştirebilirler.
Ayırma Yüzeyi Tasarım İlkeleri
Kalıptan Çıkarma Gereksinimlerini Karşılayın
Ana ayırma yüzeyinin konumu, kalıptan çıkarma yönünde parçanın yansıtılan bölümünün maksimum konturunda seçilmelidir. Bu temel bir prensiptir. Bu prensip altında kalıp yapısı basitleştirilecek, aksi takdirde sürgü ve diğer mekanizmaların eklenmesi ihtiyacı gibi kalıp yapısının karmaşıklığını artıracaktır.

Plastik Parçaların Kalıptan Sorunsuz Çıkarılmasına Elverişlidir.
Fırlatma cihazından beri enjeksiyon kalıplama makinesi hareketli kalıbın yan tarafındadır, ayırma yüzeyi kalıp açıldıktan sonra plastik parçayı mümkün olduğunca hareketli kalıbın yan tarafında tutacak şekilde seçilmelidir. Bu, hareketli kalıp parçasına yerleştirilen fırlatma mekanizmasının çalışmasına yardımcı olacaktır; sabit kalıba bir fırlatma mekanizması yerleştirilirse, kalıbın karmaşıklığını artıracaktır.

Plastik Parçaların Boyutsal Doğruluğunu ve Yüzey Kalitesini Sağlayın
Yüksek koaksiyalite gereksinimleri olan plastik parçalar için, ayırma yüzeyini seçerken, koaksiyalite gereksinimleri olan parçaları kalıbın aynı tarafına yerleştirmek en iyisidir. Aşağıdaki şekilde gösterildiği gibi, ortadaki kademeli delik yüksek koaksiyalite gerektirir.
Orijinal tasarımın ayırma yüzeyinde, basamaklı delik sırasıyla ön ve arka kalıpların iki çekirdeği tarafından oluşturulur. Ön ve arka kalıplar kapatıldıktan sonra, iki çekirdeğin eş eksenlilik doğruluğunu garanti etmek kolay değildir; optimize edilmiş ayırma yüzeyi ve basamak deliği bir çekirdek ile oluşturulduktan sonra, işleme hassasiyetini garanti etmek kolaydır.

Kalıbın nereye ayrılacağını seçerken, plastik parçaların doğru boyutta olacağından ve iyi bir yüzey kaplamasına sahip olacağından emin olmanız gerekir.
Eğer gerçekten yuvarlak olması gereken bir plastik parçanız varsa, yuvarlak olması gereken tüm parçaları kalıbın aynı tarafına koymalısınız. Aşağıdaki resimde, ortadaki deliğin gerçekten yuvarlak olması gerekiyor.
Orijinal tasarımda delik, kalıbın iki farklı parçası tarafından açılıyordu. Kalıbı kapattığınızda, kalıbın iki parçasının mükemmel bir şekilde hizalandığından emin olmak zordur. Kalıbı tek bir parça ile yaptığınızda, deliğin yuvarlak olduğundan emin olmak kolaydır.

Benzer şekilde, dış kısmının gerçekten yuvarlak olması gereken bir plastik parçanız varsa, yuvarlak olması gereken tüm parçaları kalıbın aynı tarafına koymalısınız. Aşağıdaki resimde yuvarlak olması gereken parça plastik kaplindir. Orijinal tasarımda kalıbın iki yarısı ayrı ayrı yapılmıştır. Kalıbı kapattığınızda, kalıbın iki yarısının mükemmel bir şekilde hizalandığından emin olmak zordur. Kalıbı tek bir parça ile yaptığınızda, parçanın yuvarlak olduğundan emin olmak kolaydır.

Kalıbın açılma ve kapanma şekliyle ilgili olan parçanın boyutu, plastiği enjekte ettiğinizde ayırma yüzeyinin nasıl hareket ettiğinden etkilenir. Resimde, orijinal tasarımdaki parçanın boyutu olan L'nin doğru olduğundan emin olmak zordur; yeni tasarımdaki parçanın boyutunun ayırma yüzeyi ile hiçbir ilgisi yoktur, bu nedenle doğru olduğundan emin olmak kolaydır.

İyi görünmesi gereken plastik bir parçanız varsa, kalıbın nerede kapanacağını ve bunun parçanın görünümünü nasıl etkileyeceğini düşünmeniz gerekir.

Kalıbı nereye böleceğinizi seçerken, kalıbı yapmanın ne kadar kolay olacağını düşünmeniz gerekir.
Genellikle, kalıbı tasarlarken, ayırma yüzeyi ne kadar basit olursa, kalıbı yapmak o kadar kolay olur ve kalıbın doğru olma olasılığı o kadar artar.
Aşağıdaki resimde, orijinal tasarımdaki ayırma yüzeyi küçük yuvarlak bir köşededir. Küçük yuvarlak bir köşedeki ayırma yüzeyini yapmak zordur ve kalıbı doğru yapmak zordur. Yeni tasarımda, küçük yuvarlak köşeleri ayırma yüzeyinden çıkarmalısınız.

Aynı tarafta birden fazla yastık pozisyonunuz varsa, bunları tek bir büyük yastık pozisyonunda birleştirmeyi düşünebilirsiniz. Bu, ayırma yüzeyi yapısını daha basit ve işlemesi daha kolay hale getirecektir.
Aynı tarafta birden fazla yastık pozisyonunuz varsa, bunları tek bir büyük yastık pozisyonunda birleştirmeyi düşünebilirsiniz. Bu, ayırma yüzeyi yapısını daha basit ve işlemesi daha kolay hale getirecektir.

Ayırma Yüzeyi Seçimi Egzoz İçin Elverişli Olmalıdır
Kalıp boşluğu için iyi egzoz koşulları sağlamak için, ayırma yüzeyi mümkün olduğunca plastik eriyik akış yönünün sonuna ayarlanmalıdır.
Aşağıdaki resimde orijinal ayırma yüzeyi tasarımı kullanılmıştır. Plastik eriyik boşluğu doldurduğunda, önce fraktal yüzey kapatılır, böylece boşluğun derinliklerindeki gaz kolayca boşaltılmaz (ve ayırma yüzeyinin bir kıvrımı vardır, bu da kalıbın boşaltılmasını zorlaştırır. gaz); optimize edilmiş ayırma yüzeyi, iyi egzoz koşulları oluşturmak için eriyik akışının sonunda tasarlanmıştır.

Kalıp boşluğunun iyi bir egzoza sahip olduğundan emin olmak için, ayırma çizgisini plastiğin akacağı yerin sonuna koymak istersiniz. Aşağıdaki resimde orijinal ayırma çizgisi tasarımı kullanılmıştır. Plastik boşluğa aktığında, önce ayırma hattını kapatır, böylece boşluğun derinliklerindeki gaz dışarı çıkamaz (ve ayırma hattında bir bükülme vardır, bu da kalıbın gazı dışarı çıkarmasını zorlaştırır); optimize edilmiş ayırma hattı, gazın dışarı çıkabileceğinden emin olmak için plastik akışının sonunda tasarlanmıştır.

Ayırma Yüzeyi Seçiminde Kalıp Yapısının Basitleştirilmesi Dikkate Alınmalıdır
Yan yapının doğruluğu yüksek değilse, yanal maça çekme (kaydırıcı) mekanizmasından kaçınmaya çalışın, kalıp yapısını basitleştirin ve kalıbın boyutunu azaltın, bu da kalıp maliyetini belirli bir ölçüde azaltabilir.

Yan maça çekme (kaydırıcı) mekanizması kullanmaktan kaçınamıyorsanız, ayırma çizgisini seçerken, kalıbın boyutunu küçültmek için yan maça çekme için en kısa mesafeyi göz önünde bulundurmalısınız; aynı zamanda, büyük maçanın kalıp açma yönünde olduğundan emin olmalısınız, çünkü sıkıştırma kuvveti çok büyüktür ve kalıbın yan mekanizmasına yerleştirilirse, kalıptan çıkarmaya elverişli değildir.

Yukarıdaki ayırma yüzeylerinin seçimi ve tasarımının çoğu aslında kalıp tasarımı aşamasında başlatılsa da, yapı mühendisleri olarak, özellikle belirlenmesi daha kolay olan bazı parçalar için yapısal tasarım aşamasında genel bir yönlendirme düşüncesine sahip olmalıyız.
Profil parçalar için, yapısal tasarım sırasında ayırma yüzeyinin yapı üzerindeki etkisini (boyut ilerlemesi, uyum açıklığı, görünüm kalitesi, vb.) dikkate alırsak, sonraki kalıp DFM'si sık sık değişikliklere yol açmayacaktır. Kalıp denemesinden sonra, doğası gereği kaçınılabilir olan çok fazla sorun olmayacaktır.
Elbette, ayırma yüzeylerinin seçimini etkileyen faktörler yukarıda listelenenlerle sınırlı değildir ve başka faktörler de olabilir. Her bir ayırma yüzeyi çözümü mükemmel değildir ve avantajları ve dezavantajları olacaktır. Yapmamız gereken şey, gerçek parçaların gereksinimlerine uyum sağlamaktır. Sadece seçiminizi yapın ve mevcut parça gereksinimlerinizi karşıladığından emin olun.

için ayırma çizgilerinin tasarlanması enjeksiyon kalıplı ürünler onlar hakkında bilgi edinmek için en iyi yerdir. Bazen seçim açıktır, bazen de değildir. Bu bölümde plastik tasarımında ayırma çizgilerinin neden önemli olduğu anlatılmaktadır.
Ayırma Hattı Tasarımında Dikkat Edilecek Hususlar
Düşünülmesi gereken ilk şey, kalıbın parçaya göre hangi yöne açılacağıdır. Mekanikçiler buna "çekme çizgisi" der. Bu önemlidir çünkü parçanın nasıl görüneceğini etkiler. Ayrıca parçaya ne ekleyeceğinizi bilmenize de yardımcı olur. Diğer şeylerin yanı sıra, enjeksiyon kalıplı parçanın iki yarısı tarafından bırakılan izlerin nihai parçada nasıl görüneceğini bilmenize yardımcı olur.
Ayırma çizgisini nereye koyacağınıza karar verirken düşünmeniz gereken bir başka şey de parçanın üzerindeki özellikleri nereye koyacağınızdır. Çünkü plastik soğudukça büzülür ve bu da parçayı kalıp içinde hareket ettirebilir. Bu da parçanın çalışma şeklini bozabilir ve çalışmamasına neden olabilir. Ayrıca, büzülen parçanın çok fazla büzülmesini istemezsiniz, aksi takdirde parçayı kalıptan çıkarmak zor olacaktır.

Parçalarınızı doğru yerde tutmak için enjeksiyon kalıplı parçanızın duvarlarını ayırma çizgisinden uzak tutun. Ne kadar çok taslağınız olursa, özelliğin kırılma olasılığı o kadar az olur.
Parça hatlarınızın nerede olması gerektiğini bulmanın bir başka iyi yolu da ürününüzün üretilebilirlik tasarımına (DfM) bakmaktır. Parça hatlarınızın nerede olması gerektiğini söylemenin yanı sıra, kusurları bulmanıza ve parçalarınızı üretim için daha iyi hale getirmenize de yardımcı olur. Bu, parçalarınızı üretmenin daha ucuz yollarını bulmanıza yardımcı olacaktır.
Sonuç
Enjeksiyon kalıplı ürünlerinizi tasarlarken tüm bu parça hatlarını düşünmeniz önemlidir, ancak hepsi bu kadar değildir. Enjeksiyon kalıplama işleminiz işe yaramadan önce uymanız gereken bir dizi önemli enjeksiyon kalıplama yönergesi ve kuralı vardır.

İşte bu yüzden Zetar Kalıp'ın işinizi yapmasına izin vermelisiniz. enjeksiyon kalıplama süreci. Parça tasarımınız ve üretiminiz konusunda size yardımcı olabilecek bir grup mühendisimiz var. Bizimle, özel ürününüzü veya tasarımınızı kısa sürede yapabilirsiniz.
En iyi enjeksiyon kalıplama hizmetlerini almak için bugün mühendislerimizle konuşun!







