 İçeriğe geç
İçeriğe geç 

Giriş: Polikarbonat (PC) pek çok konuda gerçekten iyi olan süper havalı bir plastiktir. Süper şeffaf ve serttir ve üzerine ağırlık koyduğunuzda garip bir hal almaz. Ayrıca kullanımı güvenlidir, sıcak ve soğuk sıcaklıklara dayanabilir ve istemediğinizde şekil değiştirmez. Ayrıca, elektriği yerinde tutma konusunda harikadır ve hava koşullarına dayanabilir. Bu nedenle insanlar onu her türlü şey için kullanırlar; örneğin bir şeyleri ölçen şeyler, ışıklar, elektronik cihazlar, ev eşyaları ve paketler yapmak gibi.
PC, molekülün ana zincir yapısında benzen halkaları, izopropil grupları ve asetik bağlar bulunan doğrusal bir polimerdir. Bu yapı onu hem sert hem de esnek hale getirmenin yanı sıra iyi bir yüksek sıcaklık direncine sahip olmasını sağlar. Bununla birlikte, yüksek eriyik viskozitesi ve neme karşı hassasiyet gibi eksiklikleri de vardır, bu da enjeksiyon kalıplamaya bazı zorluklar getirir.
PC'nin işleme teknolojisi özellikleri, belirgin bir erime noktasına sahip olmamasıdır. Modifiye edilmiş PC normal işleme sıcaklığında, yani 230-320°C'de yüksek erime viskozitesine sahiptir. Viskozite, Newton akışkan davranışına benzer şekilde kesme hızına daha az ve sıcaklığa daha duyarlıdır; neme duyarlıdır ve reçine yüksek sıcaklıkta kolayca hidrolize olur; ürün iç gerilime eğilimlidir, vb.

PC'nin işlenmesi zor bir plastik olduğu görülebilir. Bu nedenle, gerçek üretim sürecinde birçok sorunla karşılaşıyoruz. Örneğin, polikarbonatta enjeksiyon kalıplama süreciKaynak hatlarının kalitesi malzeme sıcaklığı ve et kalınlığından etkilenir ve batma izleri bu faktörlerin yanlış kullanımından kaynaklanan kusurlar olabilir. Bu makalede, birkaç yaygın enjeksiyon kalıplama hatası analiz edilmiş ve tartışılmıştır.
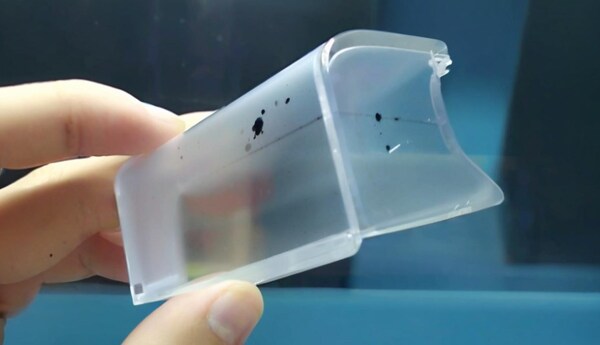
Ürün Renk Değişikliği, Kararma, Sarı Çizgiler ve Siyah Noktalar
Kusur Analizi
PC iyi bir ısı direncine sahiptir. Sıradan PC malzemeleri işlenirken, erime sıcaklığı 240℃-300℃ olarak ayarlanabilir. Uzun süre kalsa bile, genellikle ayrışmaz. Peki neden bazı elektrikli ürünler üretilirken sık sık renk değişikliği meydana geliyor?
Bunun nedeni, pazar rekabetinin artık çok şiddetli olması. Üretim maliyetlerini düşürmek için, çoğu üretici orta ve düşük kaliteli elektrikli ürünler üretirken PC modifiye malzemeler veya geri dönüştürülmüş malzemeler kullanmaktadır. Hatta bazı üreticiler alev geciktiriciler, dolgu maddeleri vb. ile karıştırılmış malzemeler kullanmaktadır. Bu malzemeler karışık akışlara ve yüksek plastikleşme gereksinimlerine sahip olduğundan, süreci kontrol etmek daha zordur ve çeşitli sorunlara neden olur.
Çözümler
Yukarıda bahsi geçen sorunu ele almak için aşağıdaki perspektifleri göz önünde bulundurmamız ve çözüm üretmemiz gerekmektedir:
Süreç Koşulları
Dikkate alınması gereken en önemli şey erime sıcaklığıdır. Genel olarak, namlunun sıcaklığı, özellikle ilk iki bölümün sıcaklığı olmak üzere adım adım düşürülmelidir. Farklı malzemeler için farklı sıcaklıklar kullanılır.
Örneğin, büyük elektrikli aletler üretmek için PC'yi modifiye etmek üzere polietilen (PE) kullanıldığında, varilin sıcaklığı genellikle 230°C civarında kontrol edilmelidir; anahtarlar ve prizler gibi küçük elektrikli bileşenler üretmek için PC'yi modifiye etmek üzere ABS veya PS kullanıldığında, varilin sıcaklığı genellikle 250°C civarında kontrol edilmelidir; ve aydınlatma ürünleri üretmek için PC'yi modifiye etmek üzere PBT kullanıldığında, varilin sıcaklığı genellikle 280°C civarında kontrol edilmelidir.
Elbette, kalıplama sıcaklığının nihai seçiminde ürün şekli, boyutu, kalıp yapısı ve ürün performans gereksinimleri gibi hususlar da dikkate alınmalıdır. İkinci olarak, sıcak eriyikte eser nem katalitik çatlama olasılığını azaltmak için hammaddeler tamamen kurutulmalıdır.

Ayrıca, vida hızı çok hızlı, geri basınç çok yüksek, enjeksiyon hızı çok hızlı ve nozul deliği, yolluk ve kapı boyutu çok küçükse, eriyik yüksek kesme ısısı üretecek ve PC'nin eriyik kırılmasına neden olacaktır ve kalıp boşluğundaki gazın zamanında boşaltılmaması kolaydır, bu da yerel yanıklara ve ürünün kararmasına neden olur.
Ekipman
PC eriyiği yüksek viskoziteye ve zayıf akışkanlığa sahip olduğundan, yüksek enjeksiyon basıncı gerektirir. PC eriyiği metal ile güçlü bir bağlanma kuvvetine sahiptir ve ayrışma ürünleri metal için oldukça aşındırıcıdır. Bu nedenle, işleme ekipmanı seçerken, küçük veya özel olarak tasarlanmış, krom kaplı vidaların kullanılması gerekir. Plastikleştirme sisteminin ölü köşelere, ölü malzemeye, boşluklara, çatlaklara vb. sahip olmasına izin verilmez.
Proses koşulları iyiyse, ancak hava enjeksiyonu sırasında eriyik renksizse, plastikleştirme sisteminde bir sorun olduğu anlamına gelir. Plastikleştirme sistemini nozuldan başlayarak nozul flanşına, üç küçük parçaya, vidaya ve namluya kadar tek tek kontrol etmeniz gerekir. Bazen ürün aynı anda iki veya üç kalıpta renk değiştirir. Bu çoğunlukla plastikleştirme sistemindeki ölü malzemenin varlığı ile ilgilidir.

PC ayrışma ürünleri belirli bir miktarı aştığında, kendi katalitik etkilerine sahip olurlar ve özellikle alev geciktiriciler eklenmiş plastikler olmak üzere geniş bir eriyik ayrışma alanına neden olurlar. Bu, temizleme, onarım ve parlatma yoluyla çözülmesi gereken vida yapışması, dipçik, namlu yapışması vb. gibi ölü malzeme noktalarının bulunmasını gerektirir.
Malzemeler ve Çalışma Yöntemleri
Makineyi açtığınızda siyah noktalar görürseniz, bunun nedeni muhtemelen namluda kalan malzemedir. Bu yüzden çalışma yöntemine dikkat etmeniz gerekir. Makineyi açmadan önce namluda malzeme olarak PC kullanıyorsanız, namluyu kalıplama sıcaklığında (havaya enjeksiyon) yeni malzeme ile 3-4 kez temizlemeniz gerekir.
Diğer malzemeleri, özellikle de PVC, POM vb. gibi termal kararlılığı zayıf malzemeleri kullanıyorsanız, makineyi açtığınızda sıcaklığı artıramazsınız ve namluyu PC malzemeleriyle temizleyemezsiniz. Malzemeyi daha düşük bir sıcaklıkta temizlemek için yalnızca PS, PE vb. gibi iyi termal stabiliteye sahip malzemeler kullanabilirsiniz.

Temizleme işleminden sonra, varil sıcaklığını PC'nin normal işleme sıcaklığına yükseltin ve ardından işlemeden önce PC malzemesi ile temizleyin. İşleme sırasında, üretimin geçici olarak durdurulması gerekiyorsa, zaman içinde malzemenin ayrışmasından kaynaklanan renk bozulmasını önlemek için varil sıcaklığı yalıtım için 160°C'nin altına düşürülmelidir (çünkü PC'nin cam geçiş sıcaklığı 160°C'dir).
Üretim görevi tamamlandığında, varil PS ve PE gibi iyi termal stabiliteye sahip malzemelerle temizlenebilir ve boşaltıldıktan sonra makine durdurulabilir. Üretim sırasında renk değişikliği varsa, önce malzemede bir sorun olup olmadığını kontrol edin. Başka malzemeler ve yabancı maddeler karışmış mı? Yeni malzemenin kalitesinde bir sorun var mı? Geçit malzemesi nitelikli mi? Karıştırma yöntemi doğru mu?
Diğer tüm olasılıkları eledikten sonra, başka nedenler arayın. Bir başka neden de, havada yüzen çok fazla toz, küfün kirlenmiş olması, kendinden pişirme haznesi filtresinin çalışmaması ve daha fazla toz parçacığı emmesi gibi çevre kirliliğinin nispeten ciddi olmasıdır.
Bu, işleme atölyesinin her zaman temiz, temiz ve düzenli tutulmasını gerektirir. En iyisi, hazne hava girişini ve çıkışını ince gazlı bezle örtmektir, bu da şeffaf ürünleri işlerken çok gereklidir.
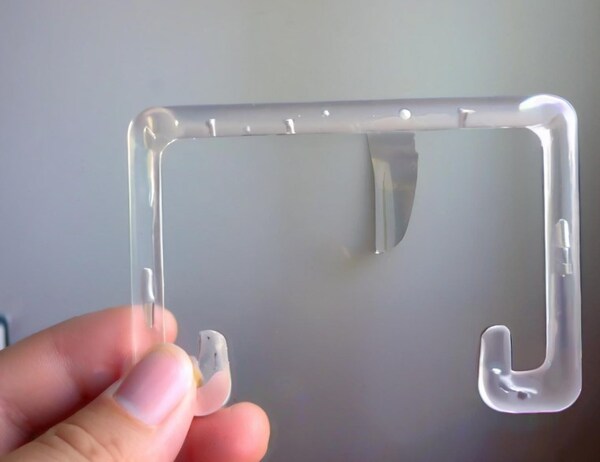
Ürün Üzerinde Gümüş Çizgiler, Kabarcıklar ve Vakum Kabarcıkları Görünüyor
Kusur Analizi
Ürün üzerindeki gümüş çizgiler, kabarcıklar ve vakum kabarcıkları PC malzemelerinin yaygın kusurlarıdır. Bu kusurların birçok nedeni vardır, bu nedenle bunları değerlendirmek ve ortadan kaldırmak zordur. Gümüş çizgiler (veya gaz çizgileri), dolum işlemi sırasında gaz girişiminin neden olduğu bir ürünün yüzeyindeki kusurlardır. İlgili gazlar çoğunlukla su buharı, hava, ayrışma gazı ve çözücü gazdır; su buharı, ayrışma gazı ve hava en yaygın olanlarıdır.
Kalıptaki basınç belirli bir sınırı aştığında, enjeksiyon kalıplamadan sonra kalıp boşluğu basınç kaybeder ve ürünün yüzeyine yakın gaz kaçarak geride malzeme akış yönünü takip eden, ışık altında parıldayan bir dizi küçük ve büyük kabarcık bırakır. Buna gümüş çizgiler veya gaz çizgileri diyoruz.
Aslında, gaz her zaman enjeksiyon kalıplama sürecive çoğu plastik içinde kalır. Kalıptaki basınç yeterince yüksek olduğunda ve gaz içeriği belirli bir sınırın üzerine çıkmadığında, gaz dağılmış bir halde plastik içinde çözünür, ancak kalıptaki basınç yeterince yüksek olmadığında ve gaz içeriği belirli bir sınırın üzerine çıktığında, bu gazlar erimiş plastikten çıkar ve gümüş çizgiler oluşturmak için ürünün yüzeyine gider. Kalın duvarda sıkışırlar ve kabarcıklar haline gelirler.

İster ürünün yüzeyindeki gümüş çizgiler ister ürünün duvarındaki kabarcıklar olsun, dört gazdan birinin etkisinin veya birkaç gazın ortak etkisinin sonucu olabilir. Hammaddeler, kalıplar, plastikleştirme sistemleri, proses parametrelerinin ayarlanması ve hatta hava değişiklikleri (özellikle nem değişiklikleri) gibi faktörlerle çok ilgisi vardır. Dolayısıyla bu sorun daha karmaşıktır. Ancak her durumda, sorunun ve çözümün odak noktası gaza, yani gaz içeriğinin nasıl kontrol edileceğine odaklanmalıdır.
Su Buharı
Ürünün yüzeyinde rastgele dağılmış kabarcıklar görürseniz, muhtemelen su buharıdır.PC sıcak eriyik malzemesi neme karşı çok hassastır ve 0.02%'den daha az nem içeriği gerektirir. Bu nedenle, nem içeriğini kontrol etmek için malzeme tamamen kurutulmalıdır. Genel olarak, PC malzemesinin kurutma sıcaklığı yaklaşık 120 ℃ ve kuruma süresi yaklaşık 4 saattir.

Süre çok uzun olmamalıdır. Eğer 10 saati aşarsa, malzemenin bozulması kolaydır, özellikle alev geciktirici eklenmiş malzeme çok uzun süre kurutulmamalıdır. En iyi kurutma yöntemi, malzeme üzerinde hiçbir etkisi olmayan nem alma kurutucusudur. Kurutma etkisinin iyi olup olmadığını kontrol etmek için, püskürtülen malzemenin sürekli, pürüzsüz olup olmadığını ve beyaz gaz yaymadığını görmek için hava enjeksiyon yöntemini kullanabilirsiniz.
Hava
Kabarcık parçacıkları süper ince ve yoğunsa, çoğunlukla ürün kapısının etrafına dağılırlar ve çoğunlukla havanın neden olduğu radyan veya yelpaze şeklinde desenler oluştururlar:
Malzemeye Hava Girmiş.
Daha fazla geçit malzemesi olduğunda ve partikül boyutları büyük ölçüde değiştiğinde, havanın sürüklenmesi kolaydır. Bu nedenle, geçit malzemeleri kullanırken tozu elemek en iyisidir. Eritme sırasında geri basınç çok düşükse ve vida hızı çok yüksekse, vida çok hızlı geri çekilecek ve hava malzemeyle birlikte kovanın ön ucuna kolayca itilecektir.
Bu nedenle, genellikle soğutma süresi boyunca erime süresinin mümkün olduğunca uzatılması tavsiye edilir, bu da plastikleştirme kalitesini artırmak için çok yararlıdır.
Malzeme boşaltma bölümünün sıcaklığı iyi kontrol edilmezse, sıcaklık çok yüksek olur, bu da malzemenin bir kısmının erken erimesine ve havanın boşaltma portundan çıkması için geçişi engellemesine neden olur; sıcaklık çok düşükse, ön ısıtma yetersizdir, bu da peletlerin bir kısmının homojenizasyon bölümüne girmesine ve havaya sarılmasına neden olur.

Ayrıca, çok fazla gevşeklik de hava çekecektir. Yukarıdaki durumda, vida hızının, geri basıncın ve geri basıncın ayarlanması genellikle sorunu çözebilir.
Kalıp Dolumu Sırasında Egzoz.
Yüksek eriyik viskozitesine sahip PC malzemelerinin kalıbı sorunsuz bir şekilde doldurmasını sağlamak için genellikle eriyik sıcaklığını ve enjeksiyon basıncını artırmanız gerekir. Eriyik yüksek sıcaklıkta ve yüksek basınçta olduğunda, hızlı bir şekilde enjekte ederseniz, aniden dar akış kanalından geçecek ve çok fazla boş alanla kalıp boşluğuna girecektir.

Bu şekilde eriyikten çıkan gaz, akış kanalındaki ve kalıp boşluğundaki havayı da beraberinde götürecek ve yüksek hızlı bir enjeksiyon durumu elde edeceksiniz. Yoğunlaştırılmış plastiğin yüzeyinde, dağılmış olan hava akışının izlerini görürsünüz ve buna gaz deseni denir.
Ayrıca, kalıp boşluğunda çok fazla köşe varsa, kalınlık farkı çok büyükse veya çok fazla kesici uç varsa ve kapı konumu doğru değilse, eriyik kalıp boşluğuna akacak, bir girdap oluşturmak için kalıptaki havayı karıştıracak ve kalıplanmış elektrikli ürünlerin anahtar ve priz paneli gibi belirli parçalarda gaz desenleri oluşacaktır.

Soketleri, arayüzleri ve anahtarları tek bir parçada yoğunlaştığı için bu durum sıklıkla meydana gelir. Bu kusurun çözümü, bir yandan kalıbı modifiye etmek, kalıp egzozunu güçlendirmek ve kapı konumunu optimize etmek; diğer yandan dolum oranını, özellikle de gaz desen parçasının enjeksiyon oranını azaltmaktır.
Ayrışma Gazı
PC malzemelerinin yüksek sıcaklıklarda kalıplanması gerektiğinden, bir miktar ayrışma kaçınılmazdır. Ancak büyük ölçekli ayrışmanın nasıl önleneceği ve gazın nasıl giderileceği tartışmaya değerdir. Yukarıda bahsedilen renk değişikliğine benzer şekilde, ayrışma gazı oluşumunun ana nedeni eriyik sıcaklığının çok yüksek olmasıdır. Örneğin, varil sıcaklığı çok yüksek ayarlanmıştır veya varilin ısıtma bobini kontrol dışıdır.
Varil sıcaklığını düşürmek için ısıtma bobini nozuldan başlayarak bölüm bölüm kontrol edilmelidir; eriyik varilde çok uzun süre kalır (küçük ürünler üretmek için büyük ekipman kullanılması, yastık miktarının çok fazla olması gibi), kalıplama döngüsü çok uzundur veya varildeki bayat malzeme ve ölü köşede depolanan malzeme uzun süreli ısıtma nedeniyle ayrışır.
Ya da eriyik, vidanın sıkıştırma oranının çok büyük olması, vida hızının çok yüksek olması ve geri basıncın çok büyük olması gibi namlu içinde güçlü kesmeye maruz kalır ve bu da ayrışmaya neden olur.
Ayrıca, nozul deliği çok küçükse, kalıp kapısı ve yolluk çok küçükse ve boşluk direnci büyükse, içinden geçen eriyik sürtünmenin neden olduğu yerel aşırı ısınma nedeniyle ayrışabilir. Bu nedenle, PC malzemeleri işlenirken, nozul deliği, kapı ve yolluk boyutları büyük, egzoz oluğu derin olmalıdır ve ince duvarlı ürünler yapmak uygun değildir.
Bir diğer önemli neden de bilgisayarın kendisinin kalitesiz ve kolay ayrışabilir olmasıdır. Bu durum genellikle kullanıcılar tarafından göz ardı edilmekte ve sorun kalıp ve işleme ekipmanına itilmekte, böylece soruna doğru çözüm bulunamamaktadır.

Çözücü Gaz
Solvent gazı esas olarak, temiz olmayan varil temizliği ve aşırı katkı maddesi ilavesi gibi üretimdeki operasyon kalitesiyle ilgilidir. Solvent gazının çoğu yeterli kurutma ile giderilebilir ve gaz izleri üzerinde büyük bir etkisi yoktur.
Bazen şeffaf ürünlerin içindeki kabarcık noktalarının kabarcık mı yoksa vakum kabarcığı mı olduğunu söylemek zordur. Genel olarak, kabarcık noktaları kalıp açıldığında bulunursa ve bir süre depolandıktan sonra hacim çok fazla değişmezse, gaz girişiminden kaynaklanan bir kabarcıktır; kalıptan çıkarma ve soğutma işlemi sırasında ortaya çıkar ve büyürse, bu bir vakum kabarcığıdır.
Kalıp doldurulduğunda yeterli malzeme veya basınç olmadığında vakum kabarcıkları oluşur. Kalıp hızla soğur, bu nedenle kalıp duvarına temas eden erimiş malzeme önce katılaşır. Ardından, ortadaki malzeme soğur ve büzülür, bu da hacmin küçülmesine neden olur ve içi boş bir nokta veya kabarcık oluşturur.

Çözümler
Enjeksiyon Basıncını, Enjeksiyon Süresini ve Malzeme Miktarını Artırın
Eriyik sıcaklığını ayarlayın: Vakum kabarcığı kapıdan uzaktayken, eriyiğin düzgün bir şekilde akmasını sağlamak için eriyik sıcaklığını artırın ve basınç kapıdan uzaktaki parçaya iletilebilir; vakum kabarcığı kapıya yakın olduğunda, büzülmeyi azaltmak için eriyik sıcaklığı düşürülebilir;
Kalıp sıcaklığını, özellikle vakum kabarcığının oluştuğu yerel parçanın kalıp sıcaklığını uygun şekilde artırın.
Nozul, yolluk ve kapının akış koşullarını ve kalıbın egzoz koşullarını iyileştirmek için kapıyı ürünün kalın duvar kısmına yerleştirin; ürünün kalıpta soğuma süresini kısaltın ve gerekirse yavaş soğutma için ürünü sıcak suya koyun; nokta kapılarla kalıplanan ürünler, vakum kabarcığı sorununu çözmek için yavaş ve düşük sıcaklıkta kalıplanabilir ve yolluk üzerinde vakum kabarcıkları olduğunda yolluk boyutu artırılabilir.

Buna ek olarak, üretim sürecinde PC ürününün kalın duvarlı kısmında kalıptan çıkarıldıktan hemen sonra kabarcıklanma meydana geldiği tespit edilmiştir. Bunun nedeni, PC'nin iç gazının genişlemesine neden olan yetersiz soğutmaydı.
Genel olarak, soğutma süresinin uzatılması, soğutma etkisinin arttırılması, tutma basıncının ve süresinin arttırılması ve PC'nin ayrışmasının geciktirilmesi gibi önlemler sorunu çözmek için kullanılabilir.
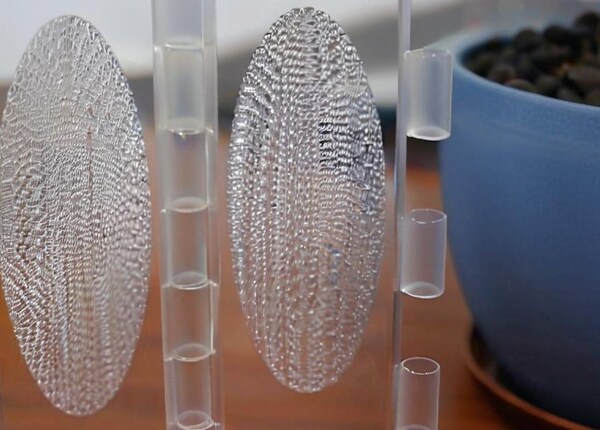
Ürün üzerindeki "Parmak İzi"
Kusur Analizi
PC eriyiği yüksek viskoziteye ve zayıf akışkanlığa sahip olduğundan, "parmak izi" fenomenine sahip olma olasılığı daha yüksektir. "Parmak izi", insan parmak izine benzediği için bu şekilde adlandırılır. Bazen dalgalanmalar, titreşim desenleri veya titreşim desenleri olarak adlandırılır, bu da desenlerinin sakin bir su yüzeyine düşen bir taş tarafından oluşturulanlar gibi olduğu anlamına gelir. Oluşmasının ana nedeni, PC eriyiğinin viskozitesinin çok yüksek olmasıdır.
Enjeksiyon basıncı ve enjeksiyon hızı düşük olduğunda, eriyik kalıbı durgun akış şeklinde doldurur. Öndeki erimiş malzeme soğuk kalıp yüzeyine temas ettiğinde, hızla yoğunlaşır ve büzülür ve arkadaki sıcak erimiş malzeme basınç altında büzülmüş soğuk malzemeyi genişletir ve ilerlemeye devam eder. Bu işlem dönüşümlü olarak gerçekleştirilir ve malzeme akış yönünde dikey dalgalanma çizgileri oluşturur.
Çözümler
Sıcaklığı Artırın
Sıcaklığı artırmak için, esas olarak nozülün sıcaklığını, namlunun ön uç sıcaklığını ve kalıbın sıcaklığını, özellikle de ondülasyonun üretildiği sıcaklığı artırın. Bu, PC'nin eriyik viskozitesini azaltmak ve eriyik akışkanlığını iyileştirmek içindir. Ek olarak, ürün nispeten hassassa ve görünüm konusunda katı gerekliliklere sahipse, kalıp sıcaklığını yaklaşık 120 ℃'de doğru bir şekilde kontrol etmek için bir kalıp sıcaklık kontrolörü eklemek gerekir.

Enjeksiyon Hızını ve Enjeksiyon Basıncını Artırın
Enjeksiyon hızını ve enjeksiyon basıncını arttırmak esas olarak "parmak izindeki" eriyik akış hızını arttırmak ve eriyiğin durgun akış şeklinde akmasını önlemek içindir. "Parmak izi" ürünün merkezinde veya kapı konumundan uzakta oluşuyorsa, enjeksiyon hızını bölüm bölüm ayarlamak için çok aşamalı enjeksiyon kullanılmalıdır.
Kalıbı Değiştirin
Kalıbı esas olarak, yolluk ve kapının boyutunu artırmak gibi doldurma sırasında eriyiğin direncini azaltmak için değiştirin; nozul deliğinin ve yollukların parlatılmasına dikkat edin; egzoz oluğunu ve yuvasını artırın; kesici uçlar ve ejektör hava kılavuz cihazları ayarlayın; kalıbın egzoz durumunu iyileştirin; ön soğuk malzemenin akış direncini azaltmak için yeterince büyük bir soğuk malzeme tuzağı ayarlayın.
Ürün Üzerinde Türbülans İzleri Görünüyor
Kusur Analizi
Türbülans izleri, PC ürünlerinde kapı üzerinde merkezlenen düzensiz akış çizgileridir. "Parmak izi" çizgisinin aksine, türbülans izleri malzeme akış yönüne dik olmak yerine malzeme akış yönünde ortaya çıkar. Bunun nedeni, kalıp boşluğuna enjekte edilen erimiş malzemenin büyük bir darbeye maruz kalması ve bunun da soğuk kalıp üzerinde yapışkan ve kaygan hale gelmesi olabilir.

Çözümler
Eriyiğin çok hızlı soğumasını önlemek için eriyik sıcaklığını artırın; eriyiğin hazır olmadan kalıp içinde kaymasını önlemek için özellikle akış işaretlerinin olduğu bölgede kalıp sıcaklığını artırın; akış işaretlerinin olduğu bölgede enjeksiyon hızını ve basıncını yavaşlatmak için çok aşamalı enjeksiyon kullanın; eriyiğin akış şeklini değiştirmek için kapı konumunu değiştirin;
Soğuk malzemenin kalıp içinde kaymaması için sıkıca paketlendiğinden emin olun; Erimiş malzemenin kalıbı düzgün bir şekilde doldurması için iyi akan malzemeler kullanın.
Üründe Soğuk Malzeme Noktaları Görünüyor
Kusur Analizi
Soğuk malzeme lekeleri PC ürün kapılarında yaygın bir kusurdur. Bu, ürünün kapının yakınında sisli veya parlak noktalara veya kapıdan ürünün yüzeyine yapışan solucan gibi kavisli bir yara izine sahip olmasıdır.
Oluşumunun ana nedeni kalıp boşluğuna giren erimiş malzemenin önündeki soğuk malzemenin ilerlemesi veya aşırı basınç tutma nedeniyle kalıp boşluğuna sonradan sıkıştırılan soğuk malzemedir. Öndeki malzeme, nozulun soğuk şablona temas etmesi veya yollukların soğutma etkisi nedeniyle ısı transfer eder. Kalıp boşluğuna girerken sıcak eriyiğin itmesi söz konusudur, bu nedenle soğuk malzeme noktaları oluşur.

Soğuk malzeme lekeleri daha ince ürünlerde yayılacak ve duman benzeri veya macun benzeri bulanık lekeler haline gelecek, serbest akışlı kalın duvarlı ürünlerde ise solucan şeklinde kavisli bir iz kalacaktır. Aşırı basınç tutma nedeniyle oluşan soğuk malzeme lekelerine gelince, bunun nedeni uzun basınç tutma süresidir. Basınç tutma basıncı çok yüksek olduğunda, yolluk ve kapı üzerindeki soğuk malzeme ürüne sıkışmaya devam eder. Bu tür soğuk malzeme noktaları genellikle yolluk yakınındaki küçük bir alanda dairesel parlak bir nokta oluşturur.
Diğer bir tür ise erimiş malzemenin hızla küçük bir kapıya sıkışması ve kapının etrafında eriyik kopmasına neden olması veya kalıptaki gazın girişiminden dolayı kapıda duman benzeri veya ışık benzeri parlak noktaların ortaya çıkmasıdır. Soğuk malzeme lekeleri sadece ürünün görünür kalitesine zarar vermekle kalmaz, aynı zamanda püskürtme veya elektrokaplama gibi sonraki işlemlerin etkisini de etkiler ve ayrıca ürünün mekanik mukavemetini değişen derecelerde azaltır.
Çözümler
Soğuk malzemenin etkisini azaltmak için namlu ve nozül sıcaklığını artırın ve kalıbın sıcaklığını artırın; eriyik kırılmasını veya kalıptaki gazdan kaynaklanan paraziti önlemek için enjeksiyon hızını yavaşlatın ve enjeksiyon basıncını artırın; aşırı dolumu önlemek için enjeksiyon süresini ve bekletme süresini ayarlayın; makul kalıp kapısı tasarımı, soğuk malzeme noktalarının oluşumunu önceden azaltabilir veya önleyebilir.

Geleneksel ve etkili yöntem, akış kanalının sonunda bir soğuk malzeme kuyusu açmaktır, böylece ön malzeme kuyuda hapsolur ve kalıp boşluğuna girmez. Soğuk malzeme kuyusu oluşturmanın yanı sıra, bazı kalıpların kapının şekli, boyutu ve konumunun rasyonelliğini de dikkate alması gerekir; kalıp egzozunu güçlendirmek; malzemedeki kirleticileri gidermek, malzemenin kuruma etkisini güçlendirmek, yağlayıcıyı azaltmak veya değiştirmek ve mümkün olduğunca az ayırıcı madde kullanmak.
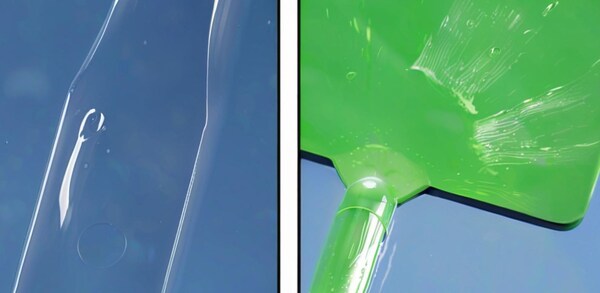
Şeffaf Ürünlerin İç Gerilimi
Kusur Analizi
Güneş gözlükleri, ön camlar, göz maskeleri ve diğer parçalar gibi PC şeffaf ürünler üretirken, genellikle ürünlerin deforme olduğunu, astigmatik olduğunu, zayıf şeffaflığa sahip olduğunu ve çatladığını görürsünüz. Bunun başlıca nedeni ürünün içindeki iç gerilimdir. Aslında, opak ürünlerin içinde de iç gerilim vardır, ancak bu belirgin değildir.
İç gerilim, herhangi bir dış kuvvet olmaksızın kötü kalıplama, sıcaklık değişiklikleri vb. nedenlerle plastiğin içinde meydana gelen gerilimdir. Plastik molekülleri gerildiğinde ve daha sonra ürünün içinde donduğunda ortaya çıkar. Plastik ürünlerdeki iç gerilim, ürünlerin mekanik özelliklerini ve performansını bozabilir, örneğin eğrilmelerine, deforme olmalarına ve hatta küçük çatlaklar oluşmasına neden olabilir; ürünlerin kötü görünmesine ve bulanıklaşmasına neden olabilir.

İç stres de şunlara neden olabilir enjeksiyon kalıplı ürünler akış yönünde daha yüksek mekanik özelliklere sahip olması, ancak akışa dik yönde daha düşük mukavemete sahip olması, ürün kullanımını etkileyen dengesiz ürün performansına neden olur. Özellikle, ürün ısıtıldığında veya organik çözücülerle temas ettiğinde, ürünün çatlamasını hızlandıracaktır.
PC ürünlerinin iç gerilimi esas olarak oryantasyon gerilimi ve sıcaklık geriliminden kaynaklanır ve bazen de uygunsuz kalıptan çıkarma ile ilgilidir.
Oryantasyon Stresi
Enjeksiyon kalıplı ürünün içindeki makromoleküller yönlendirildikten sonra iç gerilim oluşturmak kolaydır ve gerilim yoğunlaşmasına neden olur. Enjeksiyon kalıplama sırasında eriyik hızla soğur ve eriyik viskozitesi daha düşük bir sıcaklıkta daha yüksektir. Yönlendirilmiş moleküller tamamen gevşeyemez. Bu şekilde oluşan iç gerilim, ürünün mekanik özelliklerini ve boyutsal stabilitesini etkiler. Bu nedenle, eriyik sıcaklığı oryantasyon gerilimi üzerinde en büyük etkiye sahiptir. Eriyik sıcaklığı arttığında, eriyik viskozitesi azalır ve böylece kayma gerilimi ve oryantasyon azalır.

Ayrıca, oryantasyon stresinin gevşemesi yüksek eriyik sıcaklığında daha yüksektir, ancak viskozite azaldığında, enjeksiyon kalıplama makinesi vidası tarafından kalıp boşluğuna iletilen basınç artar, bu da kayma oranını artırabilir ve oryantasyon stresinde bir artışa yol açabilir. Bekletme süresi çok uzunsa, oryantasyon gerilimi artar; enjeksiyon basıncının arttırılması da kayma gerilimi ve kayma hızındaki artış nedeniyle oryantasyon geriliminde bir artışa neden olacaktır. Ürünün kalınlığı da iç gerilimi etkiler.
Yönlenme gerilimi ürünün kalınlığının artmasıyla azalır, çünkü kalın duvarlı ürün yavaş soğur, eriyik kalıp boşluğunda uzun süre soğur ve gevşer ve yönlendirilmiş moleküller rastgele duruma dönmek için yeterli zamana sahiptir. Kalıp sıcaklığı yüksekse ve eriyik yavaş soğursa, yönlenme gerilimi azaltılabilir.
Sıcaklık Stresi
Plastik enjekte ettiğinizde, eriyik sıcaklığı ile kalıp sıcaklığı arasındaki sıcaklık farkı büyüktür, bu nedenle kalıp duvarının yakınındaki eriyik daha hızlı soğur ve bu da üründe gerilimi düzensiz hale getirir. PC büyük bir özgül ısı kapasitesine ve küçük bir termal iletkenliğe sahip olduğundan, ürünün yüzeyi iç kısımdan çok daha hızlı soğur.

Ürün soğumaya devam ettiğinde, yüzeydeki katılaşmış kabuk, iç kısmın serbestçe büzülmesini engelleyecek, bu da iç kısmın gerilme stresine ve dış kısmın basınç stresine sahip olmasına neden olacaktır. Termoplastiklerin büzülmesinden kaynaklanan stres ne kadar büyük olursa, kalıptaki sıkıştırmadan kaynaklanan stres o kadar küçük olur, yani tutma süresi o kadar kısa ve tutma basıncı o kadar düşük olur, bu da iç stresi büyük ölçüde azaltabilir.
Ürünün şekli ve boyutu da iç gerilim üzerinde büyük bir etkiye sahiptir. Yüzey alanının ürünün hacmine oranı ne kadar büyükse, yüzey o kadar hızlı soğur ve oryantasyon gerilimi ve sıcaklık gerilimi o kadar büyük olur. Yönlenme gerilimi esas olarak ürünün ince yüzey katmanında oluşur. Bu nedenle, ürünün yüzeyinin hacmine oranının artmasıyla yönelim geriliminin de artması gerektiği düşünülebilir.
Ürünün kalınlığı eşit değilse veya üründe metal ekler varsa, oryantasyon gerilimi oluşturmak kolaydır, bu nedenle ekler ve kapılar ürünün kalın duvarına yerleştirilmelidir. Yukarıdaki analizden, plastiklerin yapısal özellikleri ve enjeksiyon kalıplama işlemi koşullarının sınırlamaları nedeniyle, iç gerilimi tamamen önlemenin imkansız olduğunu görebiliriz. Tek yol, iç gerilimi en aza indirmek veya iç gerilimi ürün içinde eşit olarak dağıtmaya çalışmaktır.

Çözümler
Enjeksiyon sıcaklığının ürünün iç gerilimi üzerinde büyük bir etkisi vardır. Bu nedenle, büzülmeyi ve iç gerilimi azaltmak için malzemenin iyi plastikleştiğinden ve parçaların tek tip olduğundan emin olmak için varilin sıcaklığı uygun şekilde artırılmalıdır; yönlendirilmiş molekülleri gevşetmek ve iç gerilimi azaltmak için ürünün yavaşça soğumasını sağlamak için kalıbın sıcaklığı artırılmalıdır.
Enjeksiyon basıncı çok yüksekse, plastik moleküller daha fazla yönlendirilecek ve kesme kuvveti daha büyük olacaktır, böylece plastik moleküller sırayla düzenlenecek ve ürünün oryantasyon gerilimi artacaktır. Bu nedenle, daha düşük bir enjeksiyon basıncı kullanmaya çalışın; bekletme süresi çok uzunsa, basınç dengeleme etkisi nedeniyle kalıptaki basınç artacak, eriyik daha yüksek bir ekstrüzyon etkisi üretecek, moleküler oryantasyon derecesi artacak ve ürünün iç gerilimi artacaktır. Bu nedenle, bekletme süresi çok uzun olmamalıdır.
Enjeksiyon hızının enjeksiyonla kalıplanmış parçaların iç gerilimi üzerindeki etkisi, sıcaklık, basınç ve diğer faktörlerden çok daha küçüktür. Bununla birlikte, değişken hızlı enjeksiyon, yani hızlı kalıp dolumu kullanmak en iyisidir. Kalıp boşluğu dolduğunda, düşük hız kullanın. Bir yandan, değişken hızlı enjeksiyon hızlı bir kalıp doldurma işlemine sahiptir ve kaynak izlerini azaltır; diğer yandan, düşük hızda tutma moleküler yönelimi azaltabilir.

Kapı konumunu makul hale getirin. Yassı ürünler için mümkün olduğunca yarık şekilli ve yelpaze şekilli kapılar kullanın; ejektör cihazı geniş bir alana fırlatacak şekilde tasarlanmalıdır; kalıptan çıkarma eğimi büyük olmalıdır Mümkün olduğunca daha iyi malzemeler (daha az safsızlık ve daha büyük moleküler ağırlık) kullanın ve kapı malzemeleri kullanmayın.
Üründe metal bir kesici uç olduğunda, metal malzemenin ve plastik malzemenin tutarsız doğrusal genleşme katsayısı nedeniyle iç gerilim oluşturmasını önlemek için kesici uç malzemesinin önceden ısıtılması gerekir (genellikle 200°C civarında olması gerekir). Geçiş noktasının bir ark ile geçilmesi gerekir.
Kalıptan çıkardıktan sonra, ısıl işlemle iç gerilimden kurtulabilirsiniz. Isıl işlem sıcaklığı yaklaşık 120°C ve süresi yaklaşık 2 saattir. Isıl işlemin özü, plastik moleküllerdeki zincir segmentlerinin ve bağlantıların belirli bir hareketlilik derecesine sahip olmasını sağlamak, donmuş elastik deformasyonu gevşetmek ve yönlendirilmiş moleküllerin rastgele bir duruma dönmesini sağlamaktır.

Özet
Bu makale, polikarbonatın (PC) plastik enjeksiyon kalıplamasında sık karşılaşılan sorunlar ve bunların nasıl giderileceği hakkındadır. Bu sorunlar arasında renk değişikliği, gümüş çizgiler, kabarcıklar, vakum kabarcıkları, parmak izleri, soğuk malzeme lekeleri ve iç gerilim yer almaktadır.
Makale, süreç, malzeme ve makine gibi her bir sorunun neden ortaya çıktığını ve sıcaklık, basınç, enjeksiyon hızı ve kalıbın değiştirilmesi gibi nasıl düzeltileceğini açıklamaktadır. Makale, aşağıdaki adımları uygulamanız gerektiğini söylüyor enjeksiyon kalıplama süreci ve daha iyi PC ürünleri yapmak için daha iyi malzeme.






