 Перейти к содержанию
Перейти к содержанию 

НейлонПолиамид (сокращенно ПА) - это пластик, состоящий из полиамидных смол. Такие смолы могут быть получены из диаминов и дибазовых кислот путем конденсации или из лактамов, образующихся при дегидратации аминокислот в результате кольцевой полимеризации.
Существует множество разновидностей ПА, в основном это ПА6, ПА66, ПА610, ПА11, ПА12, ПА1010, ПА612, ПА46, ПА6Т, ПА9Т, ароматические амиды MXD-6 и др. Наиболее часто используются PA6, PA66, PA12 и PA1010. В этой статье мы рассмотрим характеристики этих четырех материалов. Процессы литья под давлением нейлонаPA6, PA66, PA12 и PA1010, более подробно.

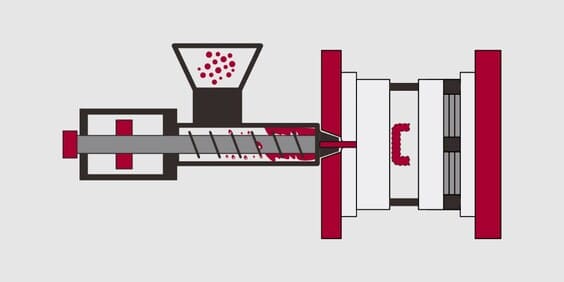
Процесс литья под давлением нейлона 6
Химические и физические свойства
Химические и физические свойства PA6 очень похожи на PA66, однако он имеет более низкую температуру плавления и широкий диапазон температур обработки. Устойчивость к ударам и растворению лучше, чем у PA66, но он также более гигроскопичен.
Поскольку на многие качественные характеристики пластиковых деталей влияет поглощение влаги, важно учитывать это при разработке изделий из PA6.
Чтобы улучшить механические свойства PA6, в него часто добавляют различные модификаторы. Наиболее распространенной добавкой является стекло, а для повышения ударопрочности иногда добавляют синтетический каучук, такой как EPDM и SBR.
Для продукции без добавок усадка PA6 составляет от 1% до 1,5%. Добавление добавок из стекловолокна позволяет снизить усадку до 0,3% (но немного выше в направлении, перпендикулярном процессу).
На усадку формованного узла в основном влияют кристалличность и влагопоглощение материала. Фактическая усадка также зависит от конструкции детали, толщины стенки и других параметров процесса.

Условия процесса литья под давлением
Сушка: Поскольку PA6 легко впитывает влагу, особое внимание следует уделить сушке перед обработкой. Если материал поставляется в водонепроницаемой упаковке, контейнер должен быть герметичным.
Если влажность превышает 0,2%, рекомендуется сушка горячим воздухом при температуре выше 80°C в течение 16 часов. Если материал подвергался воздействию воздуха более 8 часов, рекомендуется вакуумная сушка при 105°C в течение более 8 часов.
Температура плавления: 230~280℃, для усиленных сортов 250~280℃.
Температура плесени: 80~90℃. Температура пресс-формы значительно влияет на кристалличность, которая, в свою очередь, влияет на механические свойства литая деталь. Для конструкционных деталей важна кристалличность, поэтому рекомендуемая температура пресс-формы составляет 80~90℃.
Более высокая температура пресс-формы также рекомендуется для тонкостенных, длиннопоточных пластиковых деталей. Повышение температуры пресс-формы увеличивает прочность и жесткость литая детально снижает прочность.
Если толщина стенки превышает 3 мм, рекомендуется использовать низкотемпературную пресс-форму 20~40℃. Для армированного стекловолокном материала температура пресс-формы должна быть выше 80℃.
Давление впрыска: обычно в диапазоне 750~1250 бар (в зависимости от материала и конструкции изделия).
Скорость впрыска: Высокая скорость (может быть немного снижена для армированных материалов).
Бегуны и ворота: Из-за короткого времени застывания PA6 расположение литников очень важно. Отверстие литника не должно быть меньше 0,5*t (где t - толщина отливаемой детали).
При использовании горячего бегунка размер затвора должен быть меньше, чем при использовании обычного бегунка, поскольку горячий бегунок помогает предотвратить преждевременное застывание материала. Если используется погружной затвор, минимальный диаметр затвора должен составлять 0,75 мм.
Процесс литья под давлением нейлона 66
Сушка нейлона 66
Вакуумная сушка: температура ℃ 95-105 время 6-8 часов
Сушка горячим воздухом: температура ℃ 90-100 время около 4 часов
Кристалличность: Помимо прозрачного нейлона, нейлон является в основном кристаллическим полимером, с высокой кристалличностью, прочность на разрыв, устойчивость к истиранию, твердость, смазка и другие свойства продукта улучшились, а коэффициент теплового расширения и водопоглощения имеет тенденцию к снижению, но прозрачность и ударопрочность не способствуют производительности.
Температура пресс-формы оказывает большое влияние на кристаллизацию: высокая степень кристалличности наблюдается при высокой температуре пресс-формы, а низкая - при низкой.
Усадка: Как и другие кристаллические пластмассы, нейлоновая смола имеет проблему усадки, как правило, усадка нейлона имеет наибольшую связь с кристаллизацией, когда кристаллизация продукта велика, усадка продукта также увеличивается.
В процессе формования снижение температуры формы и увеличение давления впрыска, а также снижение температуры материала уменьшают усадку, но при этом увеличивается внутреннее напряжение изделия, которое легко деформируется. 1,5-2% усадка PA66.
Оборудование для формовки: литье под давлением нейлонаОсновное внимание уделяется предотвращению "феномена сопла потока", поэтому при обработке нейлонового материала обычно используется самофиксирующееся сопло.

Изделие и форма
1. Толщина стенки изделия Соотношение длины потока нейлона составляет 150-200, толщина стенки нейлоновых изделий не менее 0,8 мм, обычно 1-3,2 мм, а усадка изделия связана с толщиной стенки изделия, чем толще толщина стенки, тем больше усадка.
2. Вытяжка Величина перелива нейлоновой смолы составляет около 0,03 мм, поэтому щель вытяжного отверстия должна контролироваться на уровне 0,025 или меньше.
3. Температура пресс-формы Тонкая стенка продукта трудно формируется или требует высокой кристалличности контроля температуры пресс-формы, продукт требует определенной степени гибкости и обычно используется для контроля температуры холодной воды.
Процесс формования нейлона 66
Температура ствола: Нейлон - кристаллический полимер, поэтому температура плавления очевидна, нейлоновая смола в литьё под давлением Температура бочки выбирается с учетом характеристик самой смолы, оборудования и формы изделия.
Нейлон 66 имеет температуру 260℃. Из-за плохой термической стабильности нейлона, он не подходит для длительного пребывания в бочке при высокой температуре, чтобы не вызвать обесцвечивание и пожелтение материала, а из-за хорошей текучести нейлона, температура превышает его температуру плавления и затем быстро течет.
Давление впрыска: Вязкость нейлонового расплава низкая и обладает хорошей текучестью, но скорость конденсации выше, при сложной форме и тонкой толщине стенок изделия склонны к недостаткам, поэтому по-прежнему требуется более высокое давление впрыска.
Обычно, если давление слишком высокое, продукт будет переливаться через край; если давление слишком низкое, продукт будет производить рябь, пузыри, очевидные следы плавления или нехватки продукта, и другие дефекты, большинство нейлоновых сортов давление впрыска не превышает 120MPA.
Обычно выбирается в диапазоне 60-100MPA, чтобы удовлетворить требования большинства продуктов, пока на изделии не появляются пузыри, вмятины и другие дефекты, как правило, не стоит использовать более высокое давление выдержки, чтобы избежать увеличения внутреннего напряжения. Чтобы избежать увеличения напряжения на изделии.
Скорость впрыска: Для нейлона скорость впрыска выше, чтобы предотвратить появление ряби, вызванной слишком быстрым охлаждением и недостаточным заполнением формы. Высокая скорость впрыска не оказывает существенного влияния на характеристики изделия.
Температура плесени: Температура пресс-формы оказывает определенное влияние на кристалличность и литьё под давлением Усадка, высокая температура кристаллизации, высокая стойкость к истиранию, твердость, модуль упругости увеличивается, водопоглощение уменьшается, усадка изделий при формовке увеличивается; низкая температура кристаллизации, хорошая прочность, удлинение выше.
Параметры процесса формования нейлона 66:
1) Температура ствола ℃
2) Задние 240-285 Средние 260-300 Передние 260-300
3) Температура форсунки ℃ 260-280 Температура пресс-формы ℃ 20-90
4)Давление впрыска MPA 60-200
Использование разделительного агента: Использование небольшого количества разделительного агента иногда улучшает и устраняет такие дефекты, как воздушные пузырьки.
В качестве разделительного агента для нейлоновых изделий может использоваться стеарат цинка, белое масло и т. д. Он также может быть смешан в пасту, которая должна использоваться в небольших количествах и равномерно, чтобы избежать дефектов поверхности изделий.
При остановке машины опорожните винт, чтобы предотвратить следующее производство, и закрутите винт.
Условия процесса литья под давлением PA12
Сушильная обработка: Перед обработкой необходимо убедиться, что влажность воздуха не превышает 0,1%. Если материал подвергается воздействию воздуха при хранении, его рекомендуется высушить горячим воздухом при температуре 85℃ в течение 4~5 часов. Если материал хранится в герметичном контейнере, то его можно использовать непосредственно через 3 часа после выравнивания температуры.
Температура плавления: 240~300℃; не превышайте 310℃ для материалов с общими характеристиками, и не превышайте 270℃ для материалов с огнезащитными характеристиками.
Температура плесени: 30~40℃ для неармированных материалов, 80~90℃ для тонкостенных компонентов или компонентов большой площади, 90~100℃ для армированных материалов. Повышение температуры увеличивает кристалличность материала. Точный контроль температуры пресс-формы важен для PA12.
Давление впрыска: до 1000 бар (рекомендуется низкое давление выдержки и высокая температура плавления).
Скорость впрыска: высокая скорость (лучше для материалов со стеклянными добавками).
Бегуны и ворота: Для материалов без добавок диаметр бегунка должен составлять около 30 мм из-за низкой вязкости материала. Для армированных материалов требуется большой диаметр бегунка - 5~8 мм.
Форма бегунка должна быть круглой. Порт впрыска должен быть как можно короче. Можно использовать различные типы затворов. Не используйте маленькие затворы для больших деталей, чтобы избежать чрезмерного давления или усадки детали.
Лучше, если толщина затвора равна толщине детали. Если используется погружной затвор, рекомендуется минимальный диаметр 0,8 мм. горячая обкатка литьевые формы эффективны, но требуют очень точного контроля температуры для предотвращения утечки материала или его затвердевания в сопле. Если используется горячая обкатка, размер затвора должен быть меньше, чем при холодной обкатке.

Условия процесса литья под давлением PA1010
Поскольку молекулярная структура нейлона 1010 содержит гидрофильные амидные группы, он очень легко поглощает влагу, а его равновесная скорость поглощения воды составляет 0,8%~1,0%.
Влажность оказывает значительное влияние на физико-механические свойства нейлона 1010, поэтому перед использованием сырье необходимо высушить, чтобы содержание воды в нем снизилось до уровня менее 0,1%.
При сушке нейлона 1010 необходимо предотвратить окислительное обесцвечивание, так как амидная группа чувствительна к кислороду и легко подвергается окислительной деградации.
При сушке лучше использовать вакуумную сушку, так как этот метод отличается высокой скоростью обезвоживания, коротким временем сушки и хорошим качеством высушенных гранул.
Условия сушки обычно следующие: степень вакуума выше 94,6 кПа, температура 90~100 ℃, время сушки 8~12 часов; содержание воды снижается до 0,1%~0,3%.
Если используется обычная сушка в печи, температура сушки должна контролироваться на уровне 95~105 ℃, а время сушки должно быть увеличено, обычно требуется 20~24 часа. Высушенный материал должен быть сохранен с осторожностью, чтобы избежать повторного поглощения влаги.
Процесс пластификации: Перед тем как нейлон 1010 попадет в полость формы, она должна достичь заданной температуры формования и быть способной обеспечить достаточное количество расплавленного материала в течение заданного времени, а температура расплавленного материала должна быть равномерной во всех точках.
Для достижения вышеуказанных требований используется винтовой тип литьё под давлением Машина используется в соответствии с характеристиками нейлона 1010, а винт - мутационного или комбинированного типа.

Температура бочки повышается последовательно от входа в бункер к передней части. Поскольку температура бочки контролируется вблизи точки плавления, это благоприятно сказывается на улучшении ударной прочности продукта и позволяет избежать утечки материала и предотвратить разложение материала, температура бочки обычно составляет 210~230 ℃.
Для уменьшения трения между шнеком и PA1010 во время предварительного формования. Жидкий парафин может быть использован в качестве смазки. Дозировка обычно составляет 0,5~2 мл/кг; температура пресс-формы обычно составляет 40~80℃. Увеличение противодавления способствует уплотнению материала в канавке шнека.
Вывод низкомолекулярного газа из материала. Улучшает качество пластификации, но увеличение противодавления приводит к увеличению утечки и обратного потока между шнеком и стволом, так что пластифицирующая способность термопластавтомата снижается.
Противодавление при пластификации не должно быть слишком высоким, иначе оно значительно снизит эффективность пластификации и даже создаст чрезмерное усилие сдвига и тепло сдвига, что приведет к разложению материала.
Таким образом, при условии, что требования литьё под давлением может быть достигнуто. Чем ниже противодавление пластификации, тем лучше, обычно оно составляет 0,5 ~ 1,0 МПа.
Процесс заполнения пресс-формы: В этом процессе мы должны обратить внимание на давление впрыска и скорость впрыска при литье нейлона 1010 под давлением. Как правило, давление впрыска должно составлять 2~5 МПа, а скорость впрыска должна быть медленной.
Если давление впрыска слишком высокое. Скорость впрыска слишком высока. Легко образуется турбулентный поток заполнения формы, не способствующий устранению пузырьков воздуха в изделии.
В соответствии с характеристиками изменения давления в полости, процесс литья под давлением можно разделить на этапы введения материала в форму, подачи материала в форму, литья, охлаждения и формования.
Процесс охлаждения и формования можно разделить на три этапа: поддержание и восполнение давления, обратный поток и охлаждение после замерзания затвора.
Чтобы добиться удерживающего давление материала, должны быть соблюдены определенные условия: с одной стороны, должно быть достаточно расплавленного материала, то есть материала для заливки; в то же время система заливки не должна застывать слишком рано, чтобы расплавленному материалу было куда уходить.
С другой стороны, давление впрыска должно быть достаточно высоким, а время выдержки - достаточно длительным, что является достаточным условием для заполнения материала. Время выдержки обычно определяется в ходе эксперимента и не должно быть слишком длинным или слишком коротким.
Если время выдержки слишком велико, это не только удлинит цикл формования, но и сделает остаточное давление в полости формы слишком большим, что затруднит освобождение формы и даже не позволит ее открыть.
Наилучшее время удержания давления должно быть равно нулю, когда остаточное давление в полости пресс-формы открыто. Общее время выдержки деталей для литья под давлением из нейлона 1010 составляет 4~50 с.
Распаковка: Детали из нейлона 1010 могут быть подвергнуты распалубке после охлаждения в пресс-форме до достижения достаточной жесткости.
Температура распалубки не должна быть слишком высокой. Как правило, она контролируется между температурой теплового прогиба PA1010 и температурой пресс-формы.
Остаточное давление в полости формы должно быть близким к нулю при распаковке, что определяется временем выдержки. Обычно литьё под давлением Время впрыска деталей из PA1010 составляет: время впрыска 4~20 с, время выдержки 4~50 с и время охлаждения 10~30 с.
Заключение
Литье под давлением - это процесс, позволяющий изготавливать высококачественные детали со сложной геометрией. Четыре литье под давлением нейлона Описанные нами процессы должны дать вам хорошую отправную точку для понимания различных типов нейлона и способов их производства. Если у вас возникнут вопросы о процессе или вы захотите узнать больше, пожалуйста, обращайтесь к нашей команде, и мы будем рады помочь!






